Способ изготовления полого тела столбчатой формы и устройство для его осуществления - RU2053126C1
Код документа: RU2053126C1
Чертежи






Описание
Изобретение касается способа изготовления полого тела столбчатой формы, при котором смесь со значительным содержанием частиц термопластов расплавляется в пастообразный пруток, вводится в полую форму, в полой форме петлеобразно накладываются друг на друга слоями и получает конфигурацию тела, после чего тело отверждается с помощью охлаждения и извлекается.
Известен способ [1] в котором расплавленный с помощью экструдера и переведенный в форму пастообразного прутка термопластичный материал после выхода из экструдера подвергается вспениванию и откладывается в промежуточном пространстве между двумя ленточными ситами, непрерывно движущимися в сторону от выходного отверстия экструдера. Соотношение скорости подачи прутка и скорости отвода ленточных сит должно соответствовать соотношению расстояния между ленточными ситами и толщины прутка, благодаря чему толщина полученной плиты из пенопласта согласуется с плотностью вспененного прутка. В соответствии с этим она незначительна, и такую плиту нельзя применять в качестве конструктивного элемента, несущего статическую нагрузку. Из-за применения движущихся ленточных сит устройство, требуемое для осуществления этого способа, является очень сложным и подвержено повреждениям. Получаемые с его помощью детали могут иметь, в основном, лишь форму плит, и скорость, достигаемая при их изготовлении, очень незначительна из-за невозможности быстрее отводить тепло. Полые тела с помощью известного способа изготовлять нельзя.
Цель изобретения состоит в том, чтобы за сравнительно короткий промежуток времени получать полые тела столбчатой формы любого профиля, которые отличались бы более высокой прочностью.
Цель достигается с помощью способа изготовления полого тела столбчатой формы, при котором смесь со значительным содержанием частиц термопластов расплавляют в пастообразный пруток, вводят его в полую форму, петлеобразно накладывая друг на друга слоями, и переводят в конфигурацию полого тела, после чего тело упрочняют с помощью охлаждения и извлекают. При этом пастообразный пруток вращают вокруг своей оси, концентрически с торцовой стороны подают в полую форму, содержащую на некотором расстоянии от внутренней стенки формовочный дорн, затем последовательно откладывают по периметру в свободном пространстве между внутренней стенкой и формовочным дорном, причем подачу продолжают до тех пор, пока внутренняя стенка и формовочный дорн не будут сплошь покрыты составляющими частями пастообразного прутка.
Для осуществления предлагаемого способа рекомендуется устройство, содержащее экструдер со шнеком и круглым выходным отверстием для расплавления смеси, приспособление с полой формой для формирования тела, причем шнек экструдера, выходное отверстие и приспособление для формования расположены коаксиально друг относительно друга.
В предлагаемом устройстве предусмотрено, что приспособление для формования снабжено формовочным дорном, введенным в полую форму с противоположного экструдера конца, а полая форма выполнена с жесткой стенкой.
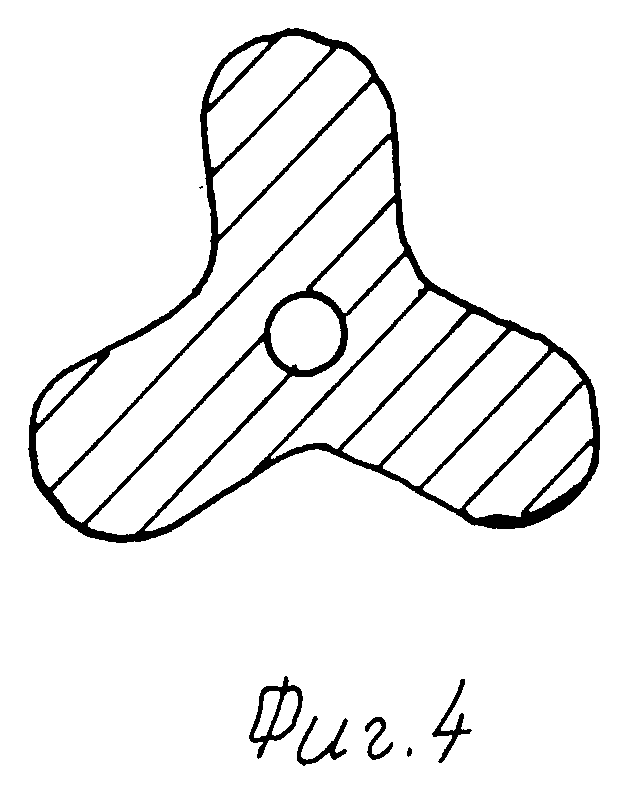
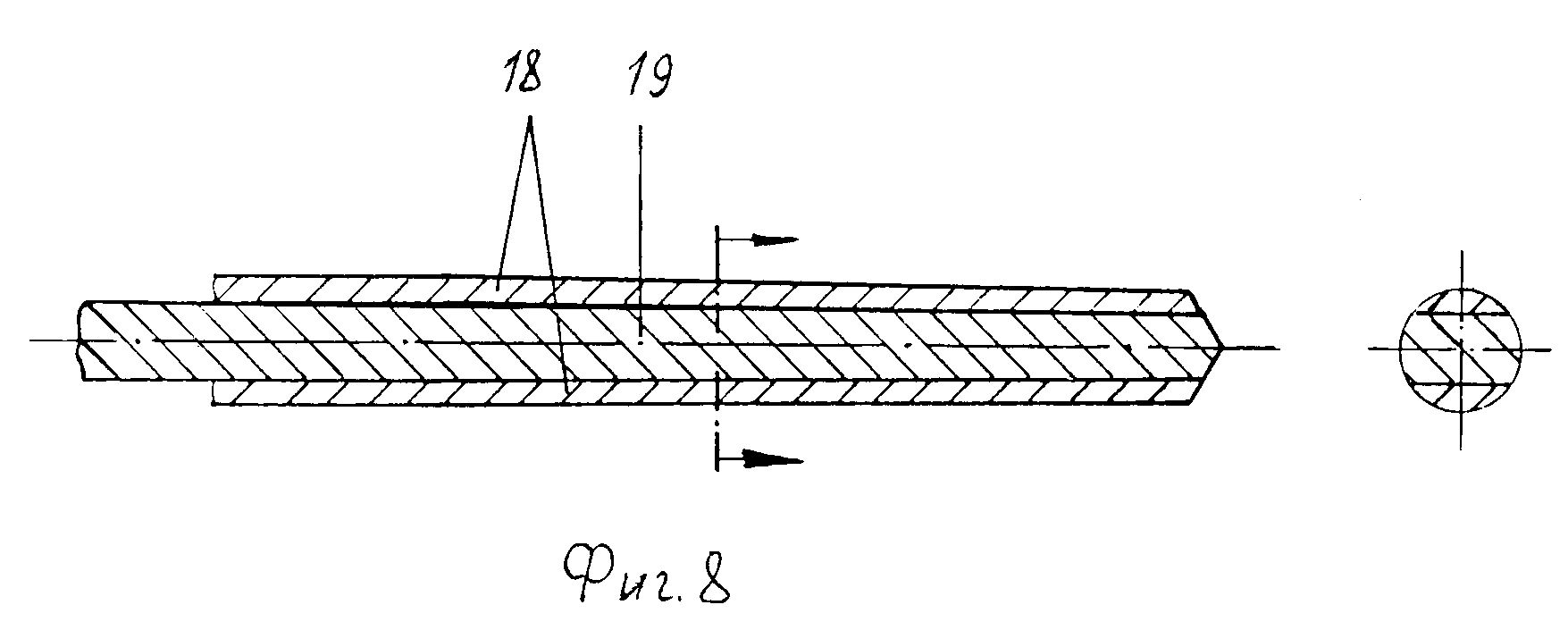
На фиг. 1 изображена схема предлагаемого устройства, продольный разрез; на фиг. 2 то же, вид в плане; на фиг.3 схема подачи пастообразного прутка в полую форму; на фиг.4-7 несколько примеров выполнения форм профилей столбчатых полых тел, полученных предлагаемым способом; на фиг.8 формовочный керн, состоящий из нескольких частей, продольный разрез.
Устройство состоит из экструдера 1, расположенного над водяной баней 2.
Экструдер 1 содержит корпус экструдера, в котором размещен шнек 3 экструдера с возможностью относительного вращения с помощью приводного вала 4. Шнек 3 экструдера по своему наружному периметру снабжен образованными в виде витков резьбы ребрами, с помощью которых гранулят пластмассы, вводимый через воронку у левого конца, перемещается вперед в направлении вправо. Корпус экструдера имеет диаметр D2, сужающийся в области выходного отверстия 5 на переднем конце до меньшего диаметра D1. Благодаря этому введенный у левого конца пластмассовый гранулят не может пройти через экструдер без изменения, а подвергается большим сминающим нагрузкам, которые способствуют расплавлению и интенсивному перемещению пластмассового гранулята, вводимого через воронку. Соотношение диаметров D2 и D1 составляет около 4. Выходящая из выходного отверстия 5 пластмасса имеет благодаря этому форму вязкого пастообразного прутка гомогенного состава, который находится во вращательном движении вперед вправо.
Перед экструдером 1 с правой стороны расположена полая форма 6, выполненная из металлической тонкостенной трубы, которая с помощью прижимного устройства 7' прижимается к торцовой стороне экструдера 1. Полая форма 6 расположена коаксиально у выходного отверстия 5 и шнека 3 экструдера. Она установлена в револьверной головке 7, которая наряду с полой формой 6 содержит еще и другие полые формы 8, 9, 10 и может поворачиваться вокруг оси 11, проходящей параллельно оси экструдера 1. Отдельные полые формы могут благодаря этому перемещаться в направлении, проходящем поперек выходного отверстия экструдера, и выборочно позиционироваться перед выходным отверстием 5. Содержащиеся в револьверной головке 7 полые формы всегда имеют вид колонны и могут заполняться с левой стороны по центральной оси. Они могут отличаться друг от друга формой профиля при обеспечении этого условия.
В правой части изображения показано вспомогательное устройство 12, смонтированное на салазках и несущее формовочный дорн 13. Формовочный дорн имеет профиль, ограниченный окружностью, может приводиться во вращательное движение вокруг своей оси и установлен коаксиально относительно оси экструдера. Не показанное здесь охлаждающее устройство позволяет непрерывное прохождение охлаждающего средства для ускоренного уменьшения наружного диаметра.
Револьверная головка 7 установлена с погружением в водяную баню 2, причем ее ось 11 находится над зеркалом воды. Температура водяной бани 2 может быть комнатной.
Над водяной баней 2 рядом с экструдером 1 расположена приемная емкость 14 для приема готовых полых тел, которые в данном примере выталкиваются механическим выталкивающим устройством из полой формы 10. Ограничитель 15 хода обеспечивает при этом соответствующее позиционирование вытолкнутых полых тел в емкости 14. Она может затем повернуться вокруг своей оси (в плоскости чертежа) вниз, благодаря чему содержащиеся в ней полые тела попадают в накопительное устройство 16, которое может состоять из поддона, установленного на транспортере или т.п. В полой форме имеется внутренняя стенка 17.
Фиг.8 показывает формовочный дорн, состоящий из нескольких частей, образованных на двух противоположных сторонах подвижными независимо друг от друга частями дорна 18, которые опираются друг на друга с помощью движущейся самостоятельно клиновой задвижки 19. Клиновая задвижка 19 в направлении своего переднего конца имеет незначительно уменьшающуюся толщину. Благодаря этому ее легко извлечь из промежуточного пространства между частями дорна 18. Затем части дорна 18 легко отлепляются от поверхности вновь образованного полого тела, причем это не сопровождается возникновением каких-либо значительных нагрузок трения. Их удаление при принятии мер против адгезии очень облегчается. Антиадгезионное покрытие, в случае необходимости хорошо сцепленное с поверхностью формовочного керна, требует обновления благодаря этому лишь через большие промежутки времени.
Устройство работает следующим образом.
На фиг. 3 схематически показана подача пастообразного прутка 20 внутрь полой формы 6. Пастообразный пруток 20 проходит при этом через выходное отверстие 5 экструдера 1, вращаясь вокруг своей оси, и двигатель вперед по центру, с торцового конца в полую форму 6, которая окружена жесткой внутренней стенкой и установлена жестко по отношению к выходному отверстию 5. По центру полой формы расположен формовочный дорн круглого профиля. Он ограничен с торца конической поверхностью. Пастообразный пруток 20 находится в легко деформируемом состоянии, укладывается вначале под действием силы тяжести под выходным отверстием 5 к внутренней стенке полой формы 6 или к торцовой стенке, где получается некоторое взаимное склеивание с полой формой 6 или с торцовой поверхностью благодаря адгезионным свойствам пастообразного прутика. Благодаря подводу дальнейших вращающихся вокруг своей оси составляющих частей пастообразного прутка осуществляется дальнейшее накапливание в направлении периметра щели между полой формой 6 и формовочным дорном 13, причем получается взаимное склеивание с внутренней стенкой 17 или с отложенными составляющими частями пастообразного прутка 20 и с формовочным дорном. Имеющееся вначале в распоряжении свободное пространство между отложенными составляющими частями пастообразного прутка 20 и выходным отверстием 5 благодаря этому полностью заполняется, так что затем получается перемещение уже отложенных составляющих частей и в еще имеющееся в распоряжении пространство с образованием первого участка столбчатого полого тела. Одновременно нарушается имеющееся вначале склеивание с внутренней стенкой 17 и формовочным дорном 13, в то время как с левой стороны постоянно образуются новые составные части полого тела, правый конец полого тела все больше перемещается вправо в плоскости чертежа. Процесс продолжается до тех пор, пока полностью не заполнится имеющееся свободное пространство и внутренняя стенка 17 и формовочный дорн 13 не будут сплошь смочены составляющими частями пастообразного прутка 20. Достижение этого состояния регистрируется измерительным устройством, дающим сигнал на соединенный с ним механизм шагового перемещения, который при постижении указанного состояния включает прерывание подачи экструдера, охлаждение и извлечение формовочного дорна 13 с помощью относительного движения вправо, а также качания револьверной головки 7 вокруг своей оси. Заполненная полая форма 6, находящаяся в горячем состоянии, погружается в водяную баню 2, охлажденная ранее в водяной бане заполненная полая форма 8 приводится в положение разгрузки перед приемной емкостью 14, а находящаяся до этого в положении разгрузки другая полая форма переводится в положение наполнения. После ввода формовочного дорна 13 в полую форму 6 экструдер может быть снова запущен в работу и при помощи механического выталкивателя происходит опорожнение полой формы 10, находящейся в положении разгрузки, чтобы ввести в действие следующий рабочий цикл.
Фиг. 4-7 показывают примеры конфигурации наружного профиля и внутренней структуры столбчатых полых тел, которые можно получить с помощью предлагаемых способа и устройства. Общим для всех полых тел является то, что они, наряд у с почти беспористой краевой зоной соответствующей ширины, имеют обращенную по радиусу внутрь, находящуюся почти в пенообразном состоянии зону. Полые тела отличаются, наряду с хорошей способностью сопротивляться механическим нагрузкам, высокой химической стойкостью. Поверхность полностью замкнута и может быть структурирована любым способом, что имеет большое значение в эстетическом отношении. Без труда можно придать ей фактуру дерева или кожи.
Пастообразный пруток, вращаясь вокруг своей оси и концентрически, с торцовой стороны подается в полую форму, которая на некотором расстоянии от внутренней стенки содержит формовочный дорн, пастообразный пруток последовательно откладывается по периметру в свободном пространстве внутренней стенки, образованном промежутком, и подача продолжается до тех пор, пока внутренняя стенка и формовочный дорн сплошь будут смочены составляющими частями пастообразного прутка. Во время ввода в полую форму на пастообразный пруток оказывают действие различные усилия. Благодаря этому, а также благодаря хорошей пластической деформируемости, его передний конец после подачи в полую форму опускается и приходит в соприкосновение с ее внутренними стенками и/или торцовой поверхностью формовочного дорна, причем происходит некоторое взаимное склеивание. Пастообразный пруток находится, наряду с направленным вперед, одновременно и во вращательном движении. Последовательно вводимые составляющие части пастообразного прутка, следуя в окружном направлении, откладываются при непрерывном перемещении вперед в промежуточном пространстве между полой формой и формовочным дорном, причем получается взаимное склеивание вначале с внутренней стенкой и с формовочным дорном, а также затем с уже отложенными составляющими частями пастообразного прутка до тех пор, пока имеющееся в расположении свободное пространство между отложенными составляющими частями и выходным отверстием экструдера не будет заполнено. Подаваемый далее таким же образом пастообразный пруток воздействует затем на относительное движение и движение по окружности уже отложенных в промежуточным пространстве составляющих частей настолько, что происходит нарушение первоначального склеивания пастообразного прутка с внутренней стенкой и с формовочным дорном, а также перевод первоначальной формы пастообразного прутка в форму полого тела. Двигаясь вперед, оно дополняется в области своей задней стороны новыми частями, в то время как его передняя сторона проходит в свободное пространство в столбчатой форме и, наконец, приходит в контакт с передним концом полой формы. В этой области целесообразно предусмотрено измерительное устройство, которое сигнализирует об окончательном формировании вновь образованного полого тела. Затем оно с помощью охлаждения настолько упрочняется, что при первом шаговом перемещении можно удалить формовочный дорн.
Упрочнение целого тела целесообразно таким образом, что вначале воздействию охлаждающего средства подвергается формовочный дорн и лишь затем полая форма. Благодаря этому получающееся уменьшение диаметра сначала сказывается в области формовочного дорна, что облегчает его извлечение из полого тела. Предпочтение при изготовлении формовочного дорна отдается алюминию из-за его сравнительно высокого коэффициента теплового расширения. Затем от вновь образованного полого тела отводится остаточное тепло, что и может осуществляться как через полую форму, так и через теперь свободное, полое пространство. При этом всегда образуется щель по отношению к внутренней стенке полой формы благодаря более высокому линейному коэффициенту теплового расширения пластмасс по сравнению с металлами. Поэтому извлечение полого тела очень просто и может осуществляться при применении механического выталкивателя или с помощью текучей рабочей среды, например, при применении сжатого воздуха.
Предлагаемый способ особенно пригоден при переработке отходов пластмасс в новые продукты. Для этого отходы пластмасс следует измельчить и перемешать друг с другом, чтобы без проблем загрузить в экструдер. Наряду с термопластичными составляющими частями, например, на основе полиолефинов или ПВХ, смесь может содержать нетермопластические составляющие, например минеральные наполнители и/или отходы резины. Благодаря этому, в зависимости от условий применения, можно придавать химическую стойкость. Исходные материалы могут иметь любую форму и содержать, например, фасонные детали и/или плиты из реактопластов с некоторым содержанием текстильных или минеральных волокон и пленки в прессованном или непрессованном состояниях.
Реферат
Использование: для изготовления полого тела столбчатой формы. Способ заключается в том, что смесь со значительным содержанием частиц термопластов расплавляется в пастообразный пруток и в полой форме петлеобразно накладывается друг на друга слоями и переводится в конфигурацию полого тела, после чего оно упрочняется путем охлаждения и извлекается. При этом пастообразный пруток, вращаясь вокруг своей оси, концентрически подается с торцовой стороны в полую форму, которая на некотором расстоянии от внутренней стенки содержит формовочный дорн, причем пастообразный пруток последовательно откладывается по периметру в пространстве внутренней стенки, образованном промежутком, причем подача продолжается до тех пор, пока внутренняя стенка и формовочный дорн не будут сплошь смочены составляющими частями пастообразного прутка. 2 с. и 12 з. п. ф-лы, 8 ил.
Комментарии