Способ прикрепления тонкого цилиндрического элемента к формовочному стержню, способ изготовления цилиндрического контейнера и формовочный стержень - RU2537598C2
Код документа: RU2537598C2
Чертежи









Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу прикрепления тонкого цилиндрического элемента к формовочному стержню, при котором пленкообразный тонкий цилиндрический элемент, выполненный с цилиндрической формой, прикрепляют к внешней поверхности формовочного стержня для образования участка корпуса цилиндрического контейнера, такого как пластиковый контейнер, способу изготовления цилиндрического контейнера и формовочному стержню.
Приоритет испрашивается согласно заявке на патент Японии № 2010-059323, поданной 16 марта 2010, содержание которой включено сюда путем ссылки.
Уровень техники
В последние годы изготавливают контейнеры, имеющие наитончайшие возможные стенки, чтобы снизить количество пластмассы, которую нужно утилизировать. Например, в патентном документе 1 описан пластиковый контейнер, формируемый с использованием пленки слоистого пластика. Этот пластиковый контейнер имеет цилиндрическую форму с дном и включает в себя участок корпуса, выполненный имеющим цилиндрическую форму с использованием пленки слоистого пластика, и формованные участки, соединенные с одним концом и другим концом участка корпуса с помощью вставляемого средства формования под давлением методом впрыска.
В патентном документе 1 раскрыто, что цилиндрический элемент, выполненный из пленки слоистого пластика, прикрепляют к оправке, используемой в качестве формовочного стержня, покрывая оправку. В способе, описанном в патентном документе 1, цилиндрический элемент прикрепляют к оправке, покрывая оправку, и эту оправку устанавливают на формовочном инструменте. После этого расплавленный пластичный полимерный материал впрыскивают в полость формы внутри формовочного инструмента с помощью вставляемого средства формования под давлением методом впрыска, чтобы сформировать формуемые участки, соединенные с одним концом и другим концом цилиндрического элемента, тем самым формуя вышеупомянутый пластиковый контейнер.
Цитируемая литература
Патентные документы
Патентный документ 1: заявка на патент Японии, первая публикация № 2000-103428.
Раскрытие изобретения
Техническая задача
В частности, в форме для формования пластикового контейнера, описанного в патентном документе 1, формовочные полости для формования вышеупомянутых формованных участков обычно формируют большими, чем формованные участки после формования, с учетом усадки впрыскиваемого полимера после формования. С другой стороны, что касается цилиндрического элемента, который образует участок корпуса, то необходимо прикрепить цилиндрический элемент к оправке (формовочному стержню), покрывая оправку без зазора, с учетом качества внешнего вида после формования.
Если цилиндрический элемент формируют так, что он несколько больше, чем формовочный стержень, то существует тенденция к появлению морщин или аналогичных дефектов на стыках между участком корпуса и формованными участками из-за усадки на формованных участках пластикового контейнера после формования. Следовательно, это может стать причиной снижения качества внешнего вида или сокращения функциональных возможностей.
Более конкретно, помимо ухудшения качества внешнего вида из-за морщин или аналогичных дефектов, образование морщин или аналогичных дефектов и усадка формованных участков взаимодействуют друг с другом, и возможна деградация рабочих параметров герметизации на участках между участком корпуса и формованными участками. По этой причине необходимо прикрепить цилиндрический элемент, имеющий внутренний диаметр, равный диаметру формовочного стержня или меньший, к формовочному стержню, покрывая формовочный стержень.
Вместе с тем, поскольку операции прикрепления цилиндрического элемента к формовочному стержню с покрыванием формовочного стержня без зазора требуют прикрепления цилиндрического элемента с его растяжением, затрачивается существенное количество времени и сил. Если цилиндрический элемент формируют несколько большим, чем формовочный стержень, как упоминалось выше, то рабочие параметры прикрепления улучшаются, но качество внешнего вида или аналогичные характеристики поддерживать не удается.
Чтобы справиться с этой ситуацией, обычно формируют формовочный стержень, придавая ему конусную форму, имеющую диаметр, который уменьшается к его кончику, и цилиндрический элемент также формируют в виде конуса, имеющего диаметр, который уменьшается к его кончику (диаметр увеличивается к формовочному стержню), вследствие чего рабочие параметры прикрепления цилиндрического элемента к формовочному стержню улучшаются, да и рабочие параметры извлечения формованного изделия (пластикового контейнера) тоже становятся лучше. Вместе с тем, при осуществлении этого способа необходимо формировать цилиндрический элемент, придавая ему цилиндрическую форму с конусом, при каждом формовании, и прикрепить цилиндрический элемент к формовочному стержню, покрывая формовочный стержень. Следовательно, этот способ требует затрат существенного количества времени и сил для изготовления цилиндрического элемента и не является выгодным с точки зрения расходов на изготовление и эффективности производства.
Настоящее изобретение было создано ввиду обстоятельств, сложившихся в уровне техники. В настоящем изобретении предложен способ прикрепления тонкого цилиндрического элемента к формовочному стержню, способ изготовления цилиндрического контейнера и формовочный стержень, которые могут уменьшить расходы на изготовление цилиндрического контейнера, повысить эффективность его производства, а также могут поддерживать качество цилиндрического контейнера в случае, когда тонкий цилиндрический элемент, сформованный из пленки многослойного пластика или аналогичного материала, прикрепляют к формовочному стержню, покрывая формовочный стержень и тем самым формуя цилиндрический контейнер.
Решение задачи
В соответствии с первым аспектом настоящего изобретения, способ прикрепления тонкого цилиндрического элемента к формовочному стержню представляет собой способ, при котором пленкообразный тонкий цилиндрический элемент, который выполнен с цилиндрической формой, имеющей постоянную форму поперечного сечения, прикрепляют к внешней поверхности формовочного стержня для покрывания формовочного стержня. Способ включает в себя: напрессовывание тонкого цилиндрического элемента на участок кончика формовочного стержня; направление тонкого цилиндрического элемента к стороне конца основания формовочного стержня, выпуская газ между формовочным стержнем и тонким цилиндрическим элементом; и прикрепление тонкого цилиндрического элемента к внешней поверхности формовочного стержня для покрывания формовочного стержня.
В этом случае формовочный стержень можно выполнить в виде стержнеобразного корпуса, имеющего постоянную внешнюю окружную длину, заданную большей или равной внутренней окружной длине тонкого цилиндрического элемента.
Кроме того, в этом случае внешний диаметр формовочного стержня можно задать так, чтобы он увеличивался по меньшей мере на конце основания формовочного стержня.
Кроме того, в этом случае внешнюю поверхность участка кончика формовочного стержня можно выполнить с газовыпускным отверстием, и газ можно выпускать между формовочным стержнем и тонким цилиндрическим элементом из газовыпускного отверстия.
Кроме того, в этом случае внешнюю поверхность участка кончика формовочного стержня можно выполнить с канавочным участком, выполненным с газовыпускным отверстием.
Кроме того, в этом случае участок кончика формовочного стержня можно выполнить с вводным участком, который содействует напрессовыванию тонкого цилиндрического элемента.
Кроме того, в этом случае вводной участок может быть фасочным участком, выполненным на участке кончика формовочного стержня.
Кроме того, в этом случае вводной участок может быть отдельным корпусным стержнем, который прикрепляется к участку кончика формовочного стержня и имеет внешний диаметр, меньший, чем внешний диаметр формовочного стержня.
Кроме того, в этом случае цилиндрический контейнер можно изготовить, воспользовавшись способом прикрепления тонкого цилиндрического элемента к формовочному стержню в любом из вышеупомянутых вариантов.
В соответствии со вторым аспектом настоящего изобретения, предложен формовочный стержень, на внешнюю поверхность которого прикрепляют пленкообразный тонкий цилиндрический элемент, который выполнен с цилиндрической формой, имеющей постоянную форму поперечного сечения, для покрывания формовочного стержня. Формовочный стержень выполнен в виде стержнеобразного корпуса, имеющего постоянную внешнюю окружную длину, заданную большей или равной внутренней окружной длине тонкого цилиндрического элемента, а внешняя поверхность участка кончика формовочного стержня выполнена с газовыпускным отверстием для выпуска воздуха.
В этом случае внешнюю поверхность участка кончика можно выполнить с канавочным участком, выполненным с газовыпускным отверстием.
Кроме того, в этом случае участок кончика формовочного стержня можно выполнить с вводным участком, который содействует напрессовыванию тонкого цилиндрического элемента.
Преимущества изобретения
В соответствии с первым и вторым аспектами настоящего изобретения, в случае если пленкообразный тонкий цилиндрический элемент прикрепляют к формовочному стержню, покрывая формовочный стержень, чтобы тем самым сформовать цилиндрический контейнер, можно снизить расходы на изготовление цилиндрического контейнера, можно повысить эффективность его производства, а также можно поддерживать качество цилиндрического контейнера.
Краткое описание чертежей
Фиг.1 представляет собой схематичный вид конструкции формовочного инструмента, относящегося к первому варианту осуществления настоящего изобретения.
Фиг.2 представляет собой вид в перспективе, иллюстрирующий пример пластикового контейнера, сформованного с помощью формовочного инструмента, относящегося к первому варианту осуществления настоящего изобретения.
Фиг.3 представляет собой схематичный вид конструкции формовочного стержня в формовочном инструменте, относящемся к первому варианту осуществления настоящего изобретения.
Фиг.4 представляет собой схематичный вид конструкции кондуктора для подачи, который является устройством, которое прикрепляет пленку слоистого пластика к формовочному стержню, относящемуся к первому варианту осуществления настоящего изобретения.
Фиг.5 представляет собой вид, иллюстрирующий прикрепление пленки слоистого пластика к формовочному стержню, относящемуся к первому варианту осуществления настоящего изобретения.
Фиг.6 представляет собой вид, иллюстрирующий прикрепление пленки слоистого пластика к формовочному стержню, относящемуся к первому варианту осуществления настоящего изобретения.
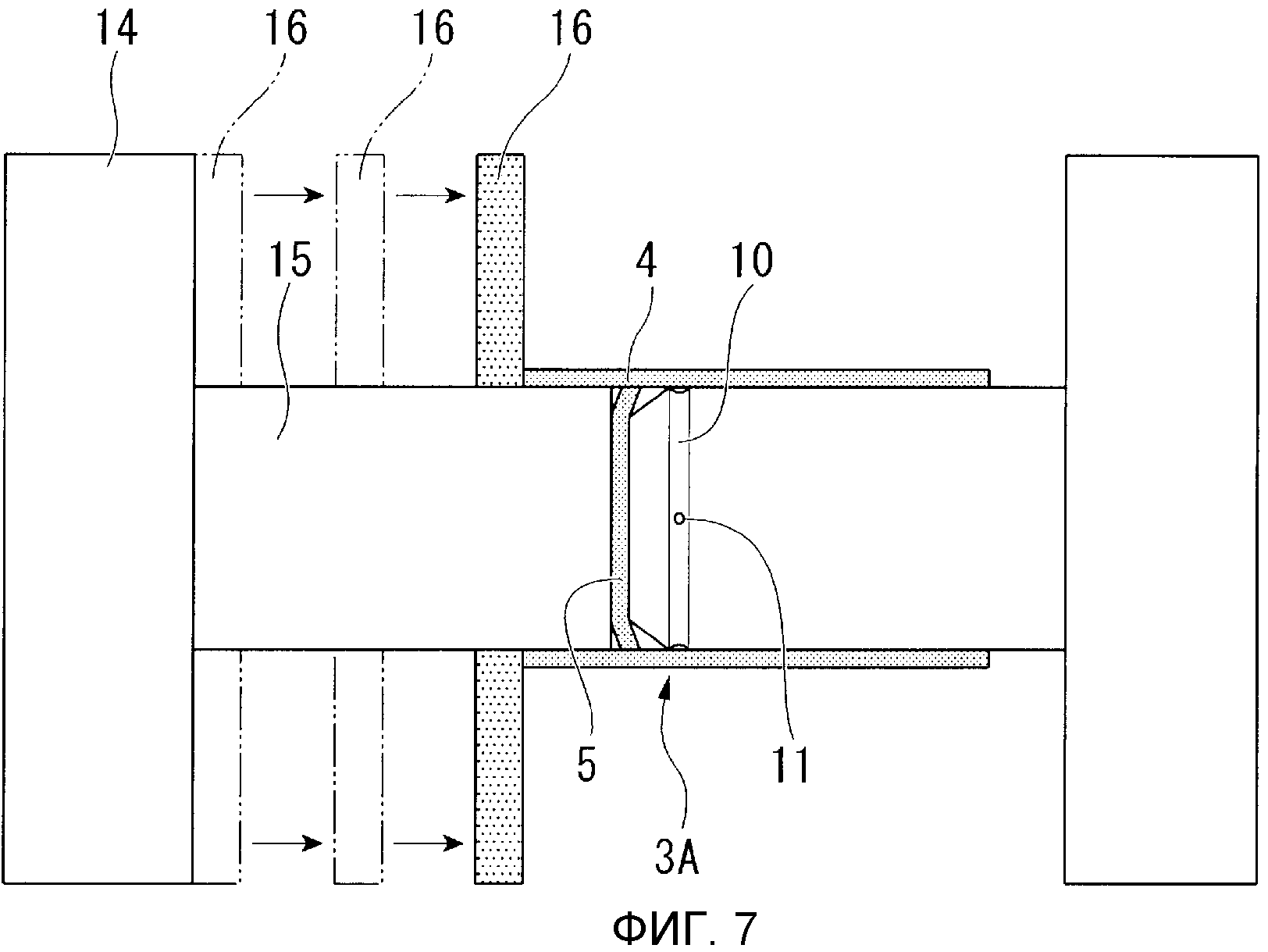
Фиг.7 представляет собой вид, иллюстрирующий прикрепление пленки слоистого пластика к формовочному стержню, относящемуся к первому варианту осуществления настоящего изобретения.
Фиг.8 представляет собой вид в перспективе формовочного стержня, относящегося ко второму варианту осуществления настоящего изобретения.
Фиг.9 представляет собой вид, иллюстрирующий форму формовочного стержня, относящегося ко второму варианту осуществления настоящего изобретения.
Фиг.10 представляет собой вид сбоку формовочного стержня, относящегося ко второму варианту осуществления настоящего изобретения.
Фиг.11 представляет собой вид в перспективе пластикового контейнера, сформованного во втором варианте осуществления настоящего изобретения.
Описание вариантов осуществления
Ниже, со ссылками на чертежи, будут описаны варианты осуществления настоящего изобретения.
Первый вариант осуществления
На фиг.1 представлен схематичный вид конструкции формовочного инструмента 1 для формования пластикового контейнера. Формовочный инструмент 1, показанный на фиг.1, включает в себя стационарную форму 2 и столбчатую оправку 3, используемую в качестве формовочного стержня. Оправка 3 выполнена с возможностью перемещения назад и вперед относительно стационарной формы 2. Оправка 3 установлена на стационарной форме 2 в состоянии, в котором слоистый цилиндрический элемент 4, являющийся примером тонкого цилиндрического элемента, прикреплен к внешней поверхности (внешней периферийной поверхности) оправки 3 с покрыванием оправки 3, а круглая пленка 5 уперта в кончик оправки 3.
Оправка 3 выполнена со столбчатой формой, имеющей постоянную форму поперечного сечения (поперечного сечения в направлении, перпендикулярном продольному направлению) от стороны конца основания до части вблизи участка кончика (части, за исключением фасочного участка 13, описываемого ниже). То есть оправка 3 выполнена в виде стержнеобразного корпуса, имеющего постоянную внешнюю окружную длину от стороны конца основания до части вблизи участка кончика. С другой стороны, слоистый цилиндрический элемент 4 выполнен с использованием пленки слоистого пластика в качестве материала. Слоистый цилиндрический элемент 4 выполнен в виде цилиндрического корпуса с постоянной формой поперечного сечения (поперечного сечения в направлении, перпендикулярном продольному направлению), чтобы сформировать трубчатый (цилиндрический) участок корпуса пластикового контейнера, подлежащего формованию. То есть слоистый цилиндрический элемент 4 выполнен с цилиндрической формой, причем его форма поперечного сечения является круглой формой с постоянным диаметром, и имеет постоянную внутреннюю окружную длину. Кроме того, круглая пленка 5 образует участок дна пластикового контейнера. Кроме того, участок кончика оправки 3 имеет коническую форму, и этот участок кончика будет подробно описан ниже.
Стационарная форма 2 выполнена с полостью, соответствующей форме пластикового контейнера, подлежащего формованию. Формовочная полость 6 для формования дискообразного дна пластикового контейнера выполнена между кончиком оправки 3 и стационарной формой 2 в состоянии, в котором оправка 3 установлена на стационарной форме 2. Кроме того, между боковой поверхностью стороны основания (внешней периферийной поверхностью стороны основания) оправки 3 и стационарной формой 2 выполнена кольцевая формовочная полость 7, окружающая внешнюю поверхность (внешнюю периферийную поверхность) слоистого цилиндрического элемента 4. Формовочная полость 6 и формовочная полость 7, которые являются полостями, сообщающимися с литником 8 (каналом) для заполнения их расплавленным полимером, выполнены в стационарной форме 2. Таким образом, расплавленный полимер течет в формовочную полость 6 и формовочную полость 7.
Далее будет подробно описан слоистый цилиндрический элемент 4, прикрепляемый к оправке 3, покрывая оправку 3.
Слоистый цилиндрический элемент 4 представляет собой цилиндрический корпус с двумя концевыми отверстиями, который сформирован путем перекрытия и соединения боковых концов пленки слоистого пластика, являющейся материалом, который режут на куски прямоугольной формы. Кроме того, при необходимости слоистый цилиндрический элемент 4 может быть цилиндрическим корпусом с двумя концевыми отверстиями, который сформирован путем стыковки и соединения боковых концов материала, или может быть цилиндрическим корпусом с двумя открытыми концами, который сформирован путем перекрытия боковых концов с последующим соединением боковых концов клейкой (липкой) лентой изнутри. Кроме того, принимая во внимание влагонепроницаемость или газонепроницаемость, в качестве пленки слоистого пластика, которая является материалом слоистого цилиндрического элемента 4, подходящим оказывается материал, получаемый наслаиванием пленки полиэтилена толщиной 70 микрон, пленки сложного полиэфира толщиной 12 микрон, алюминиевой фольги толщиной 12 микрон в качестве защитных материалов, и пленки полиэтилена толщиной 70 микрон. Кроме того, пленка слоистого пластика может быть материалом, полученным путем наслаивания литьевого полипропилена толщиной 70 микрон, пленки сложного полиэфира толщиной 12 микрон, алюминиевой фольги толщиной 12 микрон, и литейного полипропилена толщиной 70 микрон. Кроме того, пленка слоистого пластика может быть материалом, полученным путем наслаивания литейного полипропилена толщиной 70 микрон, пленки сложного полиэфира толщиной 12 микрон и литьевого полипропилена толщиной 70 микрон. Кроме того, вместо металлических фольг, таких как алюминиевая фольга, можно использовать материал, получаемый путем осаждения металлов из паровой фазы, таких как алюминий или магний, на пластиковой пленке в качестве защитного материала, материал, полученный путем осаждения оксидов металлов из паровой фазы, таких как оксид алюминия или оксид кремния, на пластиковой пленке, пленку покрытия или аналогичную пленку, сформированную путем нанесения покрытия из защитных пленок, таких как система, содержащая сополимер поливинилового спирта или этилена и винилового спирта, или защитные материалы, такие как поливинилхлорид, на пластиковой пленке. Кроме того, в данном варианте осуществления используется слоистый цилиндрический элемент 4, выполненный из пленки слоистого пластика в качестве многослойного материала. Вместе с тем, можно использовать цилиндрический элемент, выполненный из материала, полученного путем наслаивания пластика или алюминиевой фольги на бумаге, или материала, подобного однослойной пленке. То есть цилиндрический элемент может быть пленкообразным материалом, обладающим упругостью.
Пластиковый контейнер, подлежащий формованию с использованием формовочного инструмента 1, представляет собой цилиндрический контейнер с дном, и на фиг.2 показан пластиковый контейнер 20, сформованный в формовочном инструменте 1. Как показано на фиг.2, пластиковый контейнер 20 включает в себя участок 21 корпуса, сформованный имеющим цилиндрическую форму посредством слоистого цилиндрического элемента 4, верхний формованный участок 22, сформованный за одно целое с одним концом участка 21 корпуса, и нижний формованный участок 23, сформованный за одно целое с другим концом участка 21 корпуса. Верхний формованный участок 22 представляет собой кольцевой формованный корпус и предусмотрен на верхней периферийной поверхности одного конца участка 21 корпуса. Верхний формованный участок 22 представляет собой часть, образованную с помощью формовочной полости 7. Нижний формованный участок 23 представляет собой дискообразный формованный корпус и выполнен с возможностью перегораживания другого конца участка 21 корпуса. Нижний формованный участок 23 представляет собой часть, образованную с помощью формовочной полости 6, и выполнен за одно целое с круглой пленкой 5.
Далее, со ссылкой на фиг.3, будет описана оправка 3. В оправке 3 внешняя периферийная поверхность участка 3А кончика оправки 3 сформирована с канавочным участком 10, проходящим в ее окружном направлении, и канавочный участок 10 выполнен с выпускным отверстием (газовыпускным отверстием 11) для выпуска воздуха. Выпускное отверстие 11 сообщается с воздуховодом 12, сформированным внутри оправки 3, и выполнено с возможностью выпуска воздуха, перекачиваемого из воздуховода 12 наружу. Кроме того, из выпускного отверстия 11 возможен выпуск газов, не являющихся воздухом, например, инертного газа (газообразного аргона или аналогичного газа). Кроме того, участок 3А кончика оправки 3 выполнен с фасочным участком 13, который является вводным участком для содействия напрессовыванию слоистого цилиндрического элемента 4, и поэтому участок 3А кончика оправки 3 имеет коническую форму.
Внешний диаметр участка - за исключением фасочного участка 13 на оправке 3 - задан большим, чем внутренний диаметр слоистого цилиндрического элемента 4 перед прикреплением и покрыванием. То есть внешняя окружная длина участка - за исключением фасочного участка 13 на оправке 3 - задана большей, чем внутренняя окружная длина слоистого цилиндрического элемента 4 перед прикреплением и покрыванием.
Кроме того, внешний диаметр на стороне кончика фасочного участка 13 задан меньшим, чем внутренний диаметр слоистого цилиндрического элемента 4 перед прикреплением и покрыванием. Следовательно, слоистый цилиндрический элемент 4 можно легко напрессовывать и сажать на фасочный участок 13.
Теперь будет описана процедура формования пластикового контейнера 20 с использованием формовочного инструмента 1.
Во-первых, слоистый цилиндрический элемент 4 прикрепляют к оправке 3. В данном варианте осуществления слоистый цилиндрический элемент 4 прикрепляют к оправке 3 с использованием кондуктора 9 для подачи, показанного на фиг.4. Как показано на фиг.4, кондуктор 9 для подачи включает в себя столбчатый корпус 15 кондуктора для подачи, который выступает из пластинчатого основания 14, и подвижную часть 16, которая выполнена радиально снаружи от корпуса 15 кондуктора для подачи с возможностью скольжения в осевом направлении (направлении, обозначенном стрелкой на чертеже) корпуса 15 кондуктора для подачи. Внешний диаметр корпуса 15 кондуктора для подачи задан так, чтобы можно было прикрепить слоистый цилиндрический элемент 4 к внешней поверхности корпуса 15 кондуктора для подачи.
Ниже, со ссылками на фиг.5-7, будет подробно описана процедура прикрепления пленок слоистого пластика (слоистого цилиндрического элемента 4 и круглой пленки 5) - с помощью кондуктора 9 для подачи - к оправке 3 в данном варианте осуществления.
Во-первых, как показано на фиг.5, слоистый цилиндрический элемент 4 прикрепляют к внешней поверхности корпуса 15 кондуктора для подачи, покрывая корпус 15 кондуктора для подачи. Слоистый цилиндрический элемент 4 вводят в состояние, в котором его концевой участок немного выступает от кончика корпуса 15 кондуктора для подачи. Кроме того, внутрь слоистого цилиндрического элемента 4 на его концевом участке заранее сажают круглую пленку 5 и вводят в упор в кончик корпуса 15 кондуктора для подачи. В этом состоянии, как показано на фиг.5, кончик корпуса 15 кондуктора для подачи и кончик оправки 3 расположены так, что обращены друг к другу.
Затем, как показано на фиг.6, кончик корпуса 15 кондуктора для подачи сближают с оправкой 3 до упора в кончик оправки 3, а часть слоистого цилиндрического элемента 4, которая выступает из корпуса 15 кондуктора для подачи, напрессовывают на участок 3А кончика оправки 3. Хотя внешняя окружная длина оправки 3 задана большей, чем внутренняя окружная длина слоистого цилиндрического элемента 4, или равной ей, напрессовывание слоистого цилиндрического элемента 4 осуществляется легко, потому что на участке 3А кончика оправки 3 выполнен фасочный участок 13. То есть слоистый цилиндрический элемент 4 легко садится на участок 3А кончика.
Затем из выпускного отверстия 11 оправки 3 в состоянии, в котором слоистый цилиндрический элемент 4 напрессован на участок 3А кончика, выпускают воздух. Поскольку выпускное отверстие 11 выполнено на канавочном участке 10, можно эффективно продувать воздух между оправкой 3 и слоистым цилиндрическим элементом 4. То есть, поскольку канавочный участок 10 выполнен по всей окружной поверхности, воздух можно продувать между оправкой 3 и слоистым цилиндрическим элементом 4. Кроме того, выпускное отверстие 11 можно выполнить во внешней периферийной поверхности оправки 3, не формируя канавочный участок 10. В этом случае, чтобы продуть воздух между оправкой 3 и слоистым цилиндрическим элементом 4 по всей окружной поверхности, предпочтительным будет выполнение множества выпускных отверстий 11 в окружном направлении оправки 3.
Если воздух выпускают из выпускного отверстия 11, слоистый цилиндрический элемент 4 под воздействием давления выпускаемого воздуха расширяется радиально наружу. Следовательно, внутренний диаметр слоистого цилиндрического элемента 4 становится немного больше, чем внешний диаметр участка, за исключением фасочного участка 13 на оправке 3. Поэтому появляется возможность легкого перемещения слоистого цилиндрического элемента 4 в осевом направлении оправки 3.
Потом, как показано на фиг.7, подвижную часть 16 кондуктора 9 для подачи перемещают в осевом направлении (к стороне вершины корпуса 15 кондуктора для подачи, т.е. в направлении, показанном стрелкой на чертеже) корпуса 15 кондуктора для подачи с одновременным выпуском воздуха из выпускного отверстия 11. Вследствие этого, подвижная часть 16 упирается в слоистый цилиндрический элемент 4, а слоистый цилиндрический элемент 4 направляется так, что прикрепляется к оправке 3 в соответствии с перемещением подвижной части 16 вперед. Кроме того, круглая пленка 5 совершает относительное скольжение внутри слоистого цилиндрического элемента 4, когда подвижная часть 16 перемещает слоистый цилиндрический элемент 4.
Подвижная часть 16 перемещает слоистый цилиндрический элемент 4 на заданное расстояние, заставляя слоистый цилиндрический элемент 4 достигать части конца основания оправки 3. Если выпуск воздуха из выпускного отверстия 11 прекращается, давление воздуха, которое расширило слоистый цилиндрический элемент 4, перестает действовать, и поэтому слоистый цилиндрический элемент 4 восстанавливает свой внутренний диаметр, существовавший перед расширением. Внешний диаметр оправки 3 задан большим, чем внутренний диаметр слоистого цилиндрического элемента 4 до его расширения, и слоистый цилиндрический элемент 4 прикрепляется к внешней периферийной поверхности оправки 3, покрывая оправку 3 без зазора. Слоистый цилиндрический элемент 4 прикрепляется ко всей оправке 3, покрывая оправку 3 (состояние, показанное на фиг.1), и тем самым прикрепление слоистого цилиндрического элемента 4 к оправке 3 завершается.
В данном варианте осуществления прикрепление слоистого цилиндрического элемента 4 к оправке 3 осуществляется таким способом. При последовательном формовании, как показано на фиг.1, оправку 3 устанавливают на стационарной форме 2 и впрыскивают материал синтетического полимера в расплавленном состоянии через литник 8 из чаши (с участка подачи синтетической смолы), обеспечиваемой в стационарной форме 2, с помощью вставляемого средства формования под давлением методом впрыска, в формовочную полость 6 и формовочную полость 7. По мере затвердевания материала синтетического полимера, происходит формование верхнего формованного участка 22 и нижнего формованного участка 23 пластикового контейнера 20, показанного на фиг.2. Кроме того, в данном варианте осуществления материал синтетической смолы, впрыскиваемый с помощью вставляемого средства формования под давлением методом впрыска, и круглую пленку 5 объединяют, формуя нижний формованный участок 23. Однако нижний формованный участок 23 можно формировать лишь с использованием вставляемого средства формования под давлением методом впрыска, не используя круглую пленку 5.
Кроме того, в формовочном инструменте 1 согласно данному варианту осуществления удаление (извлечение) пластикового контейнера из формы после формования можно легко провести, если воздух выпускается из выпускного отверстия 11 оправки 3 после формования.
В данном варианте осуществления, описанном выше, слоистый цилиндрический элемент 4 прикрепляют к внешней поверхности оправки 3, покрывая оправку 3, посредством напрессовывания слоистого цилиндрического элемента 4 на участок 3А кончика оправки 3, и направляя слоистый цилиндрический элемент 4 к стороне конца основания оправки 3 с одновременным выпуском воздуха между оправкой 3 и слоистым цилиндрическим элементом 4. Тем самым, между оправкой 3 и слоистым цилиндрическим элементом 4 можно сформировать воздушное пространство для направления слоистого цилиндрического элемента 4 к стороне конца основания оправки 3, и на оправку 3 можно легко прикрепить слоистый цилиндрический элемент 4, которому придана форма цилиндра без конуса и в котором его цилиндрическая внутренняя окружная длина задана меньшей, чем внешняя окружная длина оправки 3.
Соответственно, поскольку простоту прикрепления можно гарантировать и без формирования оправки 3 конической формы, при которой ее диаметр уменьшается к вершине, а также без формирования слоистого цилиндрического элемента 4 конической формы, при которой его диаметр уменьшается к вершине, слоистый цилиндрический элемент 4 с заданными размерами, который выполнен в виде длинного цилиндрического корпуса с постоянным диаметром, можно изготавливать путем резания пленкообразного материала. В результате, можно уменьшить расходы на изготовление пластикового контейнера, а эффективность его производства можно повысить. Кроме того, поскольку слоистый цилиндрический элемент 4, в котором его внутренняя окружная длина задана меньшей, чем внешняя окружная длина оправки 3, или равной ей, можно использовать без обязательного укрупнения слоистого цилиндрического элемента 4 по отношению к оправке 3, можно избежать появления морщин или аналогичных дефектов, а также можно сохранить качество цилиндрического контейнера.
Второй вариант осуществления
Далее будет описан второй вариант осуществления настоящего изобретения. Данный вариант осуществления отличается от первого варианта осуществления формой оправки, которая представляет собой формовочный стержень. В нижеследующем описании части, общие с первым вариантом осуществления, будут обозначаться теми же ссылочными позициями, их описания будут опущены, а описаны будут главном образом отличия.
На фиг.8 показана оправка 30 согласно данному варианту осуществления. На фиг.8 верхняя сторона на чертеже называется стороной конца основания оправки 30, а нижняя сторона на чертеже называется вершинной стороной оправки 30. Как показано на фиг.8, оправка 30 согласно данному варианту осуществления представляет собой стержнеобразный корпус, форма поперечного сечения которого (поперечного сечения в направлении, перпендикулярном продольному направлению) от части 31 конца основания до участка 32 кончика непостоянна, а внешняя окружная длина этого корпуса от части 31 конца основания до участка 32 кончика задана постоянной.
На фиг.9 показаны круглое поперечное сечение части 31 конца основания и многоугольное поперечное сечение участка 32 кончика в оправке 30. Поперечное сечение участка 32 кончика является восьмиугольным, а длины всех его сторон одинаковы. На фиг.9 символ A отображает длину одной стороны участка 32 кончика, символ D1 отображает диаметр (внешний диаметр) части 31 конца основания, а символ D2 отображает максимальный внешний диаметр участка кончика 32.
Со ссылками на фиг.9 будет подробно описано, что внешняя окружная длина от части 31 конца основания до участка 32 кончика на оправке 30 постоянна. Внешняя окружная длина (8×A) участка 32 кончика равна внешней окружной длине (πD1) части 31 конца основания. Кроме того, поперечное сечение, находящееся между частью 31 конца основания и участком 32 кончика, также задано имеющим внешнюю окружную длину, равную внешним окружным длинам круглого поперечного сечения части 31 конца основания многоугольного поперечного сечения участка 32 кончика.
Кроме того, в оправке 30 внешний диаметр D1 части 31 конца основания задан равным максимальному диаметру по всей продольной области оправки 30 из соображений простоты извлечения из формы. Другими словами, оправка 30 выполнена так, что между частью 31 конца основания и участком 32 кончика нет части, внешний диаметр которой больше, чем внешний диаметр D1 части 31 конца основания. Например, в данном варианте осуществления максимальный внешний диаметр D2 участка 32 кончика равен внешнему диаметру D1 части 31 конца основания. Кроме того, внешний диаметр - это расстояние между противоположными местами в поперечном сечении оправки 30, которые соединены прямой линией, проходящей через центральную точку оправки 30. Кроме того, в оправке 30 максимальный внешний диаметр поперечного сечения, находящегося на стороне кончика, может быть задан меньшим, чем максимальный внешний диаметр поперечного сечения, находящегося на стороне конца основания, или равным ему. За счет подобного задания размеров, пластиковый контейнер после формования можно легко снимать с оправки 30.
Кроме того, хотя это не показано на фиг.8, участок 32 кончика оправки 30, как показано на фиг.10, выполнен с фасочным участком 33, канавочным участком 34 и выпускным отверстием 35, аналогичными участкам и отверстию согласно первому варианту осуществления. При прикреплении слоистого цилиндрического элемента 4 к оправке 30, как и в первом варианте осуществления, слоистый цилиндрический элемент 4 напрессовывают на участок 32 кончика оправки 30 со стороны фасочного участка 33, а слоистый цилиндрический элемент 4 направляют к части 31 конца основания оправки 30, выпуская при этом воздух между оправкой 30 и слоистым цилиндрическим элементом 4 из выпускного отверстия 35.
На фиг.11 показан пластиковый контейнер 40, сформованный с помощью оправки 30. Пластиковый контейнер 40 включает в себя участок 41 корпуса, сформованный имеющим цилиндрическую форму с помощью слоистого цилиндрического элемента 4, верхний формованный участок 42, сформованный за одно целое с одним концом участка 41 корпуса, и нижний формованный участок 43, сформованный за одно целое с другим концом участка 41 корпуса. Верхний формованный участок 42 представляет собой кольцевой формованный корпус и предусмотрен на внешней периферийной поверхности одного конца участка 41 корпуса. Нижний формованный участок 43 выполнен вблизи другого конца участка 41 корпуса и имеет многоугольную форму, соответствующую форме участка 32 кончика оправки 30.
Даже в этом варианте осуществления расходы на изготовление пластикового контейнера можно уменьшить, эффективность его производства можно увеличить, а качество цилиндрического контейнера можно сохранить. Кроме того, можно также изготовить пластиковый контейнер с формой, имеющей широкий диапазон вариантов.
Кроме того, конфигурации, описанные выше в первом и втором вариантах осуществления, являются примерами настоящего изобретения, и в рамках объема изобретения в эти примеры можно внести различные изменения по части конфигурации, конструкции, формы, размеров, количества, компоновки и т.п. Например, в первом варианте осуществления фасочный участок 13, выполненный на участке 3А кончика оправки 3, сформирован посредством так называемого снятия фаски С-методом (форма поперечного сечения этого участка в плоскости, включающей в себя центральную ось оправки 3, становится прямой линией). Вместо этого, однако, можно проводить снятие фаски дуговым методом. На таком дугообразном фасочном участке форма поперечного сечения в плоскости, включающей в себя центральную ось оправки 3, становится дугой.
Кроме того, к участку 3А кончика оправки 3 можно - без снятия фаски - прикрепить отдельный корпусной стержень, имеющий внешний диаметр, меньший, чем внешний диаметр оправки 3. Более того, внешний диаметр отдельного корпусного стержня задают меньшим, чем внутренний диаметр слоистого цилиндрического элемента 4 перед прикреплением и покрыванием.
Кроме того, в первом варианте осуществления описан пример, в котором пластиковый контейнер 20 является цилиндрическим и слоистый цилиндрический элемент 4 также является цилиндрическим. Однако настоящее изобретение применимо также к случаю, когда участок корпуса пластикового контейнера является прямоугольным в поперечном сечении.
Кроме того, в данном варианте осуществления описан пример, в котором слоистый цилиндрический элемент 4 прикрепляется к оправке 3, 30 с помощью кондуктора 9 для подачи. Однако конфигурации кондуктора 9 для подачи могут предусматривать другие аспекты, например, форма поперечного сечения корпуса 15 кондуктора для подачи может быть непостоянной в продольном направлении. Кроме того, слоистый цилиндрический элемент 4 можно прикреплять к оправке 3, 30 вручную. Кроме того, в данном варианте осуществления цилиндрический элемент, выполненный из полимера, прикрепляется к формовочному стержню. Однако настоящее изобретение применимо также к случаю, в котором цилиндрический элемент выполнен из металлического материала.
Пример 1
Далее будут описаны примеры настоящего изобретения. В примере 1 задавали конкретные размеры оправки 3 и слоистого цилиндрического элемента 4, описанных в первом варианте осуществления, слоистый цилиндрический элемент 4 прикрепляли к оправке 3 и проводили формование.
В качестве оправки 3 использовали элемент, имеющий диаметр 55,66 мм и внешнюю окружную длину 174,86 мм. В качестве слоистого цилиндрического элемента 4 использовали элемент, имеющий диаметр 54 мм и внешнюю окружную длину 169,64 мм, причем этот элемент был на 3,07% ((55,66-54)/54) меньше оправки 3 по диаметру и на 3,07% ((174,86-169,64)/169,64) меньше оправки 3 по внешней окружной длине.
Кроме того, в качестве материала слоистого цилиндрического элемента 4 использовали элемент, включающий в себя полиэтилен высокой плотности (также известный под сокращенным названием ПЭВП, толщиной 100 мкм), клей, полиэтилентерефталат (ПЭТФ, толщиной 12 мкм), клей, алюминиевую фольгу (толщиной 12 мкм), клей и ПЭВП (толщиной 120 мкм).
В этом примере оказалось возможным подтвердить, что слоистый цилиндрический элемент 4 легко прикрепляется к оправке 3 путем напрессовывания слоистого цилиндрического элемента 4, имеющего диаметр и внутреннюю окружную длину, которые меньше, чем диаметр и внутренняя окружная длина оправки 3, на кончик оправки 3 и последующего направления слоистого цилиндрического элемента 4 на сторону конца основания оправки 3 с одновременным выпуском воздуха. Появилась возможность подтвердить также, что в качестве контейнера после формования получается - без образования морщин и аналогичных дефектов - контейнер с приятным внешним видом и надлежащими функциональными возможностями. Кроме того, когда прикрепление и формование проводили с использованием элемента, включающего в себя ПЭВП (толщиной 100 мкм), клей, ПЭТФ (толщиной 12 мкм), клей, алюминий, осажденный из паровой фазы (толщиной 12 мкм), клей и ПЭВП (толщиной 120 мкм), в качестве материала слоистого цилиндрического элемента 4 с теми же размерными установочными параметрами, точно так же получали благоприятные результаты.
Пример 2
Точно также в примере 2 задавали конкретные размеры оправки 3 и слоистого цилиндрического элемента 4, описанных в первом варианте осуществления, слоистый цилиндрический элемент 4 прикрепляли к оправке 3 и проводили формование.
В качестве оправки 3 использовали элемент, имеющий диаметр 34,14 мм и внешнюю окружную длину 107,25 мм. В качестве слоистого цилиндрического элемента 4 использовали элемент, который имел диаметр 33,74 мм и внешнюю окружную длину 106,00 мм, причем этот элемент был на 1,19% ((34,14-33,74)/33,74) меньше оправки 3 по диаметру и на 1,18% ((107,25-106,00)/106,00) меньше оправки 3 по внешней окружной длине.
Кроме того, в качестве материала слоистого цилиндрического элемента 4 использовали элемент, включающий в себя ПЭВП (толщиной 50 мкм), клей, ПЭТФ (толщиной 12 мкм), клей, оксид алюминия, осажденный из паровой фазы (толщиной 12 мкм), клей и ПЭВП (толщиной 120 мкм).
Точно так же в этом примере тоже появилась возможность подтвердить, что слоистый цилиндрический элемент 4 легко прикрепляется к оправке 3 путем направления слоистого цилиндрического элемента 4, имеющего диаметр и окружную длину, которые меньше, чем диаметр и внутренняя окружная длина оправки 3, к стороне конца основания оправки 3 с одновременным выпуском воздуха. Появилась возможность подтвердить также, что в качестве контейнера после формования получается - без образования морщин и аналогичных дефектов - контейнер с приятным внешним видом и надлежащими функциональными возможностями.
Перечень ссылочных позиций на чертежах
3, 30: Оправка (формовочный стержень)
3А, 32: Участок кончика
4: Слоистый цилиндрический элемент (тонкий цилиндрический элемент)
10, 34: Канавочный участок
11, 35: Выпускное отверстие (газовыпускное отверстие)
13,33: Фасочный участок (Вводной участок)
20, 40: Пластиковый контейнер
21, 41: Участок корпуса
Реферат
Изобретение относится к способу прикрепления тонкого цилиндрического элемента к формовочному стрежню, к способу изготовления цилиндрического контейнера и к формовочному стержню. Согласно способу прикрепления тонкого цилиндрического элемента к формовочному стержню пленкообразный тонкий цилиндрический элемент, выполненный цилиндрической формы, имеющей постоянную форму поперечного сечения, прикрепляют к внешней поверхности формовочного стержня для покрывания формовочного стержня. Напрессовывают тонкий цилиндрический элемент на участок кончика формовочного стержня. Направляют тонкий цилиндрический элемент к стороне конца основания формовочного стержня, выпуская газ между формовочным стержнем и тонким цилиндрическим элементом. Прикрепляют тонкий цилиндрический элемент к внешней поверхности формовочного стержня для покрывания формовочного стержня. Изобретение обеспечивает повышение производительности получение цилиндрического контейнера. 3 н. и 9 з.п. ф-лы, 11 ил.
Формула
напрессовывание тонкого цилиндрического элемента на участок кончика формовочного стержня;
направление тонкого цилиндрического элемента к стороне конца основания формовочного стержня, выпуская газ между формовочным стержнем и тонким цилиндрическим элементом; и
прикрепление тонкого цилиндрического элемента к внешней поверхности формовочного стержня для покрывания формовочного стержня.
внешний диаметр формовочного стержня задан так, чтобы увеличиваться по меньшей мере на конце основания формовочного стержня.
внешняя поверхность участка кончика формовочного стержня выполнена с газовыпускным отверстием, и газ выпускается между формовочным стержнем и тонким цилиндрическим элементом из газовыпускного отверстия.
внешняя поверхность участка кончика формовочного стержня выполнена с канавочным участком, выполненным с газовыпускным отверстием.
участок кончика формовочного стержня выполнен с вводным участком, который содействует напрессовыванию тонкого цилиндрического элемента.
вводной участок представляет собой фасочный участок, образованный на участке кончика формовочного стержня.
вводной участок представляет собой отдельный корпусной стержень, который прикреплен к участку кончика формовочного стержня и имеет внешний диаметр, меньший, чем внешний диаметр формовочного стержня.
формовочный стержень выполнен в виде стержнеобразного корпуса, имеющего постоянную внешнюю окружную длину, заданную большей или равной внутренней окружной длине тонкого цилиндрического элемента, а внешняя поверхность участка кончика формовочного стержня выполнена с газовыпускным отверстием для выпуска газа.
внешняя поверхность участка кончика выполнена с канавочным участком, выполненным с газовыпускным отверстием.
участок кончика формовочного стержня выполнен с вводным участком, который содействует напрессовыванию тонкого цилиндрического элемента.
Комментарии