Способ прикрепления этикеток к предметам - RU2555791C2
Код документа: RU2555791C2
Чертежи




















Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу прикрепления этикеток к предметам.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Этикетки могут быть прикреплены к предметам, например, для того, чтобы визуально показать информацию, связанную с предметом. Информация может содержать, например, торговую марку производителя, рекламную информацию, информацию о цене или инструкции по эксплуатации.
Доступно некоторое количество методов декорирования этикеток, каждый обладающий различными преимуществами и проблемами. Самоклеящиеся или чувствительные к давлению этикетки хорошо известны и широко используются в данной отрасли. Однако они имеют некоторое количество недостатков, которые включают в себя тот факт, что процесс производства достаточно сложен, и в некоторых случаях создаются отходы производства, чрезмерно вредящие окружающей среде.
Ссылаясь на фиг.1, известная этикетка 100 содержит несущий слой 10, клеящий слой 20 и съемную подложку 99. Несущий слой 10 может содержать напечатанные рисунки 30.
Традиционно подложку сначала покрывают с одной стороны разделительным средством, обычно силиконом, и этот разделительный слой отверждают с помощью нагревания. Затем сверху этого отвержденного силиконового слоя формируют слой чувствительного к давлению перманентно липкого клеящего вещества. Этот клеящий слой обычно формируют посредством нанесения дисперсии клеящего вещества на водной основе на разделительный слой и затем используют нагревание для высыхания, чтобы дисперсия стала чувствительной к давлению клеящей пленкой. Бумажный или пленочный носитель печатного изображения, лицевой материал, затем наносят на покрытую клеящим веществом подложку, в результате чего клеящее вещество предпочтительно переходит на этот носитель печатного изображения. Затем рулоны такого чувствительного к давлению многослойного материала могут быть поставлены следующей стороне в производственно-сбытовой цепочке типографам, которые отпечатывают лицевую сторону многослойного материала и высекают этикетки до требуемой формы и удаляют отходы матрицы, неиспользуемые части лицевой стороны.
Многослойный материал напечатанной этикетки может быть затем переправлен далее по производственно-сбытовой цепочке, и следующая сторона, ответственная за конечное использование, наносит этикетки на предметы или контейнеры, требующие нанесения этикеток. На этой стадии подложка становится отходом производства, что является главным вопросом утилизации отходов для пользователей таких этикеток и данной отрасли в целом, равно как и всей окружающей среды.
Альтернативой, где использование подложки может быть устранено, является использование этикеток с водорастворимым клеевым слоем, где предварительно отпечатанные и высеченные бумажные этикетки покрывают водорастворимым клеящим веществом и затем прикладывают непосредственно к предмету, подлежащему нанесению этикетки. Обычно такие операции с этикетками с водорастворимым клеевым слоем являются довольно грязными, с большим количеством времени, потерянным на чистку, установку и изменение форматов этикетки. В дополнение, такие этикетки с водорастворимым клеевым слоем почти всегда имеют некрасивые прижимные отметки "магазина этикеток" на законченном объекте с нанесенной этикеткой. Кроме того, этикетки с водорастворимым клеевым слоем недоступны с бесцветной пленкой из-за технической проблемы, при которой вода не может в удовлетворительной степени испариться и вытечь из-под этикеток, всегда приводя в результате к некрасивым вздутиям в этикетке.
Другой технологией декорации является термоусадочная технология, в случае которой общие связанные затраты очень высоки и процесс производства очень сложен. Термоусадочные пленки обычно печатают на широкоформатной машине глубокой или флексографской печати на основе таких чернил, которые могут вызывать угрозы окружающей среды и безопасности. После печати в отдельном автономном процессе пленку формируют в трубу, и швы склеивают вместе посредством использования процесса сварки растворителем. Затем эту трубу нарезают на более короткие куски, наложенные на продукт, подлежащий нанесению этикетки, и поданные через термоусадочную камеру при высокой температуре, заставляя пленку усаживаться и принимать форму контейнера. Несмотря на то, что эта технология дает обращающие внимание и привлекательные результаты для некоторых целевых сегментов рынка, она имеет ряд недостатков. Они включают в себя тот факт, что по определению термоусадочная оболочка покрывает всю поверхность объекта, подлежащего нанесению этикетки, и поэтому декорация или покрытие этикеткой в 180° только части поверхности контейнера невозможно. Видимость некрасивых швов на термоусадочных этикетках является негативным вопросом. На практике невозможно использовать термоусадочные оболочки для контейнеров с плоскими сторонами или с контейнерами с ручками.
Кроме того, невозможно использовать бумажные этикетки с термоусадочными оболочками, также невозможно иметь разнообразие текстур или тактильных эффектов. Также при использовании термоусадочных оболочек невозможно иметь этикетки, частично обертывающие корпус (контейнера), множество этикеток на контейнере или этикетки уникальной формы. Также невозможно добиться так называемого вида "отсутствия этикетки" с помощью термоусадочных оболочек, то есть невозможно иметь этикетку, сочетающуюся с цветом и материалом контейнера, как если бы этикетки там не было и будто на контейнере предварительно выполнена печать.
Еще одной широко используемой технологией этикеток является технология этикеток оберточного типа. Этикетки оберточного типа могут быть произведены либо из бумаги, либо из пленки и могут быть поданы из стационарного магазина или поданы непосредственно из катушек. Обычно термоплавкое клеящее вещество наносят на передний край этикетки, которую плотно обертывают вокруг контейнера, поворачиваемого с управляемой скоростью, с задним краем, зафиксированным на месте посредством второй узкой полосы термоплавкого клеящего вещества. Главными рынками для таких этикеток являются безалкогольные напитки и минеральные воды вследствие отсутствия премиум-вида и, следовательно, маркетинговой привлекательности этикеток. В этом случае невозможно достичь вида "отсутствия этикетки". Выбор материалов очень ограничен и разнообразие конструкций ограничено конструкциями цилиндрических форм.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью изобретения является предоставить способ прикрепления этикеток к предметам.
Согласно первому аспекту изобретения, предоставляется способ прикрепления этикетки (100) к поверхности предмета 300, где этикетка (100) содержит несущий слой (10) и связующий слой (20), при этом способ включает этап, на котором нагревают связующий слой (20) посредством использования инфракрасного света (IR1), где такой инфракрасный свет (IR1) имеет максимальную спектральную плотность потока излучения при пиковой длине волны (λP), причем связующий слой (20) имеет поглощающую спектральную область, которая спектрально совпадает с вышеуказанной пиковой длиной волны (λP).
Спектральное распределение теплового излучения может спектрально совпадать с областью, где связующий слой имеет высокую поглощательную способность.
Благодаря изобретению, большая часть оптической мощности может быть использована для нагревания связующего слоя. Потребление энергии процессом может быть уменьшено.
В варианте осуществления компоненты устройства нанесения этикеток могут работать при более низких температурах, и/или компонентам устройства нанесения этикеток может требоваться менее эффективное охлаждение.
В варианте осуществления высокая энергетическая плотность может быть использована для нагревания термически активируемого клеящего вещества связующего слоя. Следовательно, общее время, необходимое для нагревания этикетки, может быть уменьшено. Таким образом, итоговое потребление энергии может быть уменьшено, и/или может быть увеличена скорость прикрепления этикетки к продуктам.
В варианте осуществления толщина несущего слоя может быть уменьшена, и/или несущий слой может быть сделан из материала, который имеет более низкую температуру размягчения. Таким образом, итоговое потребление энергии может быть уменьшено, и/или при производстве этикеток может потребляться меньше материалов. Следовательно, способ производства этикеток может быть более экономичным и/или заботящимся об окружающей среде.
Можно избежать использования покровной пленки. Следовательно, количество отходов производства может быть уменьшено.
В варианте осуществления этикетку могут переносить и хранить в нелипком состоянии, и она может быть преобразована в липкое состояние только после того, как связующий слой этикетки находится в контакте с поверхностью предмета. Таким образом, переноска липкой этикетки может быть устранена. Это является улучшением известных чувствительных к давлению этикеток. В частности, это является улучшением этикеток с водорастворимым клеевым слоем.
В варианте осуществления связующий слой могут преобразовать в его липкое состояние за счет нагревания до прикладывания к поверхности предмета, подлежащего нанесению этикетки. После контакта с поверхностью связующий слой может быть охлажден.
В варианте осуществления этикетка не нуждается в полном окружении предмета. Это является улучшением известных термоусадочных этикеток, где нагревание используют для усадки материала этикетки.
В варианте осуществления этикетка не имеет видимых швов. Это является улучшением известных этикеток оберточного типа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В следующих примерах варианты осуществления изобретения будут описаны более подробно со ссылкой на прилагающиеся чертежи, на которых:
на фиг.1 показана, в трехмерном виде, этикетка известного уровня техники,
на фиг.2 показана, в трехмерном виде, термическая активация связующего слоя излучением,
на фиг.3a показаны спектральная поглощательная способность несущего слоя и спектральная поглощательная способность связующего слоя,
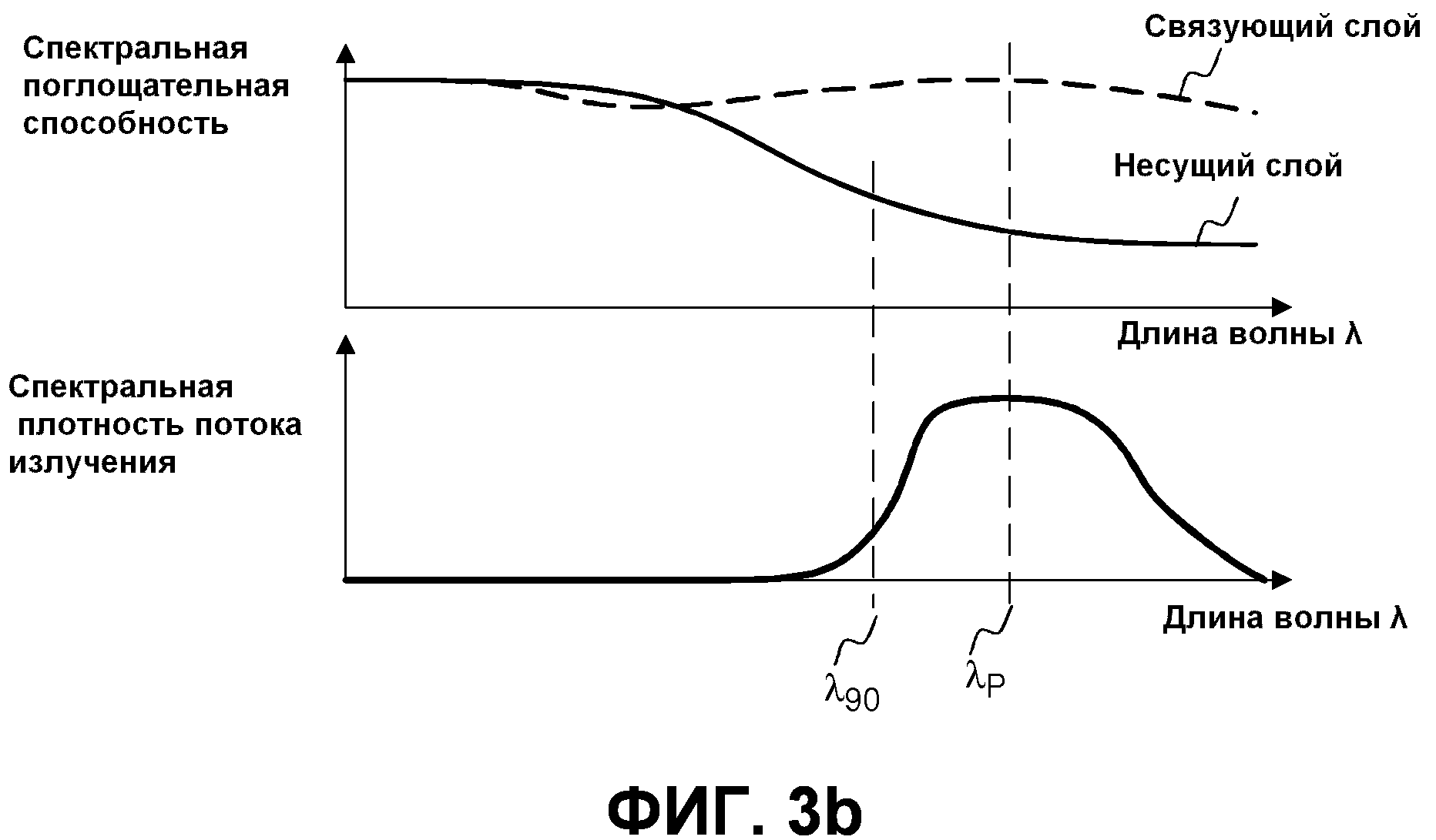
на фиг.3b показаны спектральная поглощательная способность несущего слоя и спектральная поглощательная способность связующего слоя,
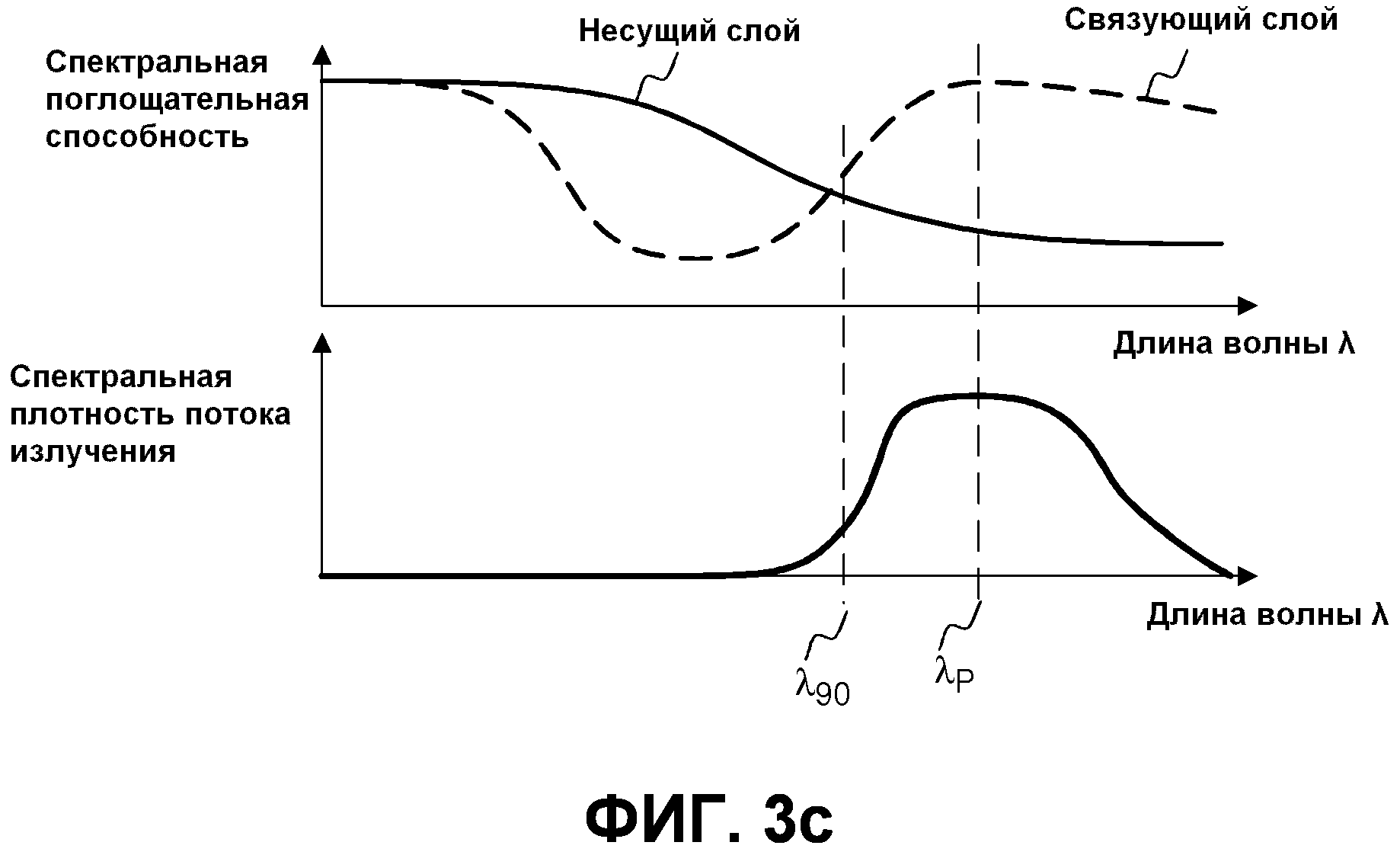
на фиг.3c показаны спектральная поглощательная способность несущего слоя и спектральная поглощательная способность связующего слоя,
на фиг.3d показаны спектральная поглощательная способность несущего слоя и спектральная поглощательная способность связующего слоя,
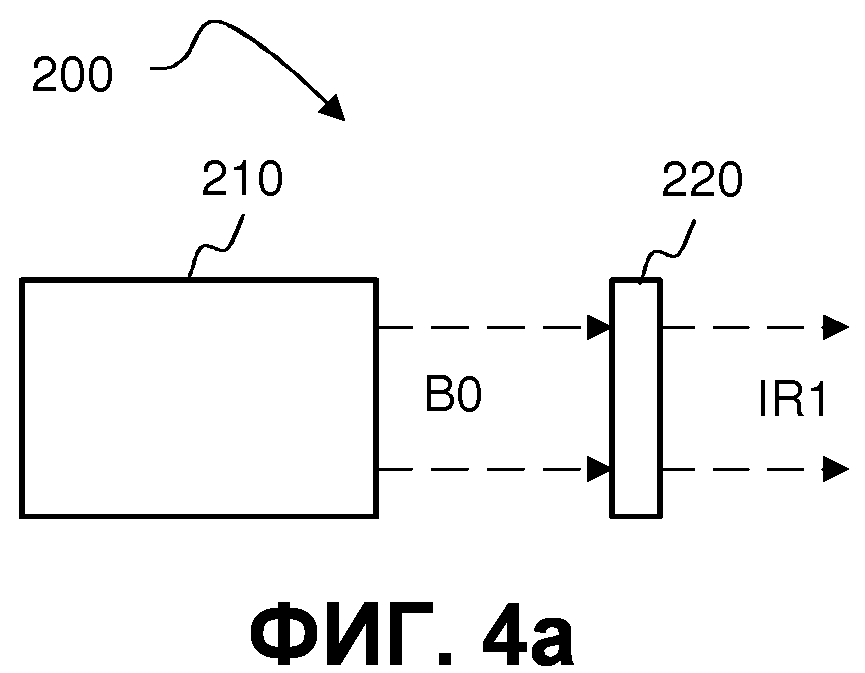
на фиг.4a показана фильтрация излучения посредством использования пропускающего оптического фильтра,
на фиг.4b показана фильтрация излучения посредством использования отражающего оптического фильтра,
на фиг.5 показана, в трехмерном виде, термическая активация посредством излучения, которое непосредственно падает на связующий слой,
на фиг.6 показана, в трехмерном виде, этикетка, содержащая RFID-транспондер,
на фиг.7 показан, в трехмерном виде, этап отрезания метки от ленты посредством использования источника инфракрасного света,
на фиг.8a показана термическая активация полиуретанового клеящего вещества,
на фиг.8b показаны клеящие свойства полиуретанового клеящего вещества как функция температуры,
на фиг.9 показана оптическая пропускаемость тонкого слоя акрилового клеящего вещества, нанесенного на стеклянную поверхность,
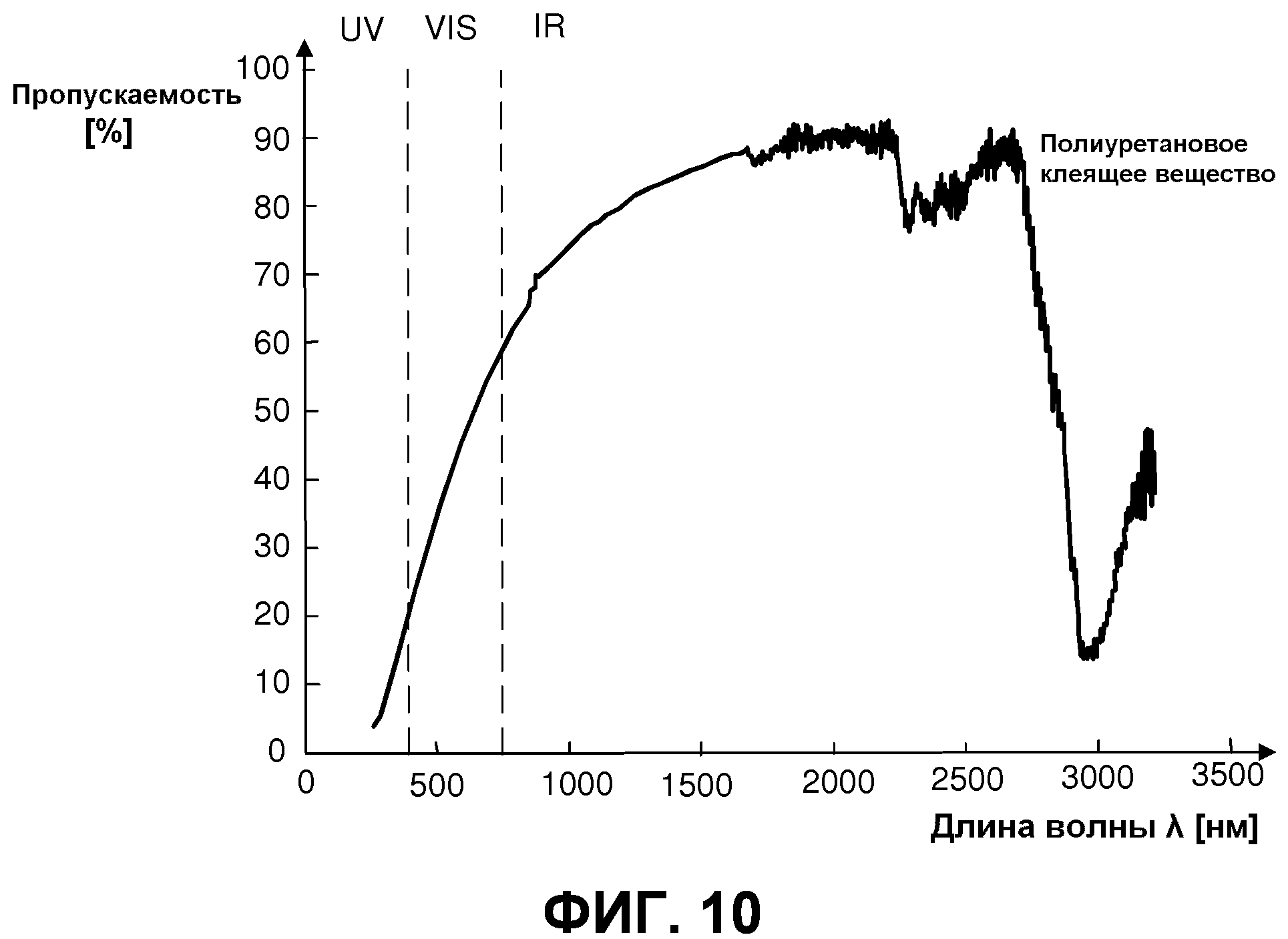
на фиг.10 показана оптическая пропускаемость тонкого слоя полиуретанового клеящего вещества, нанесенного на стеклянную поверхность,
на фиг.11 показана оптическая пропускаемость полиуретанового клеящего вещества, определенная из измерений FTIR,
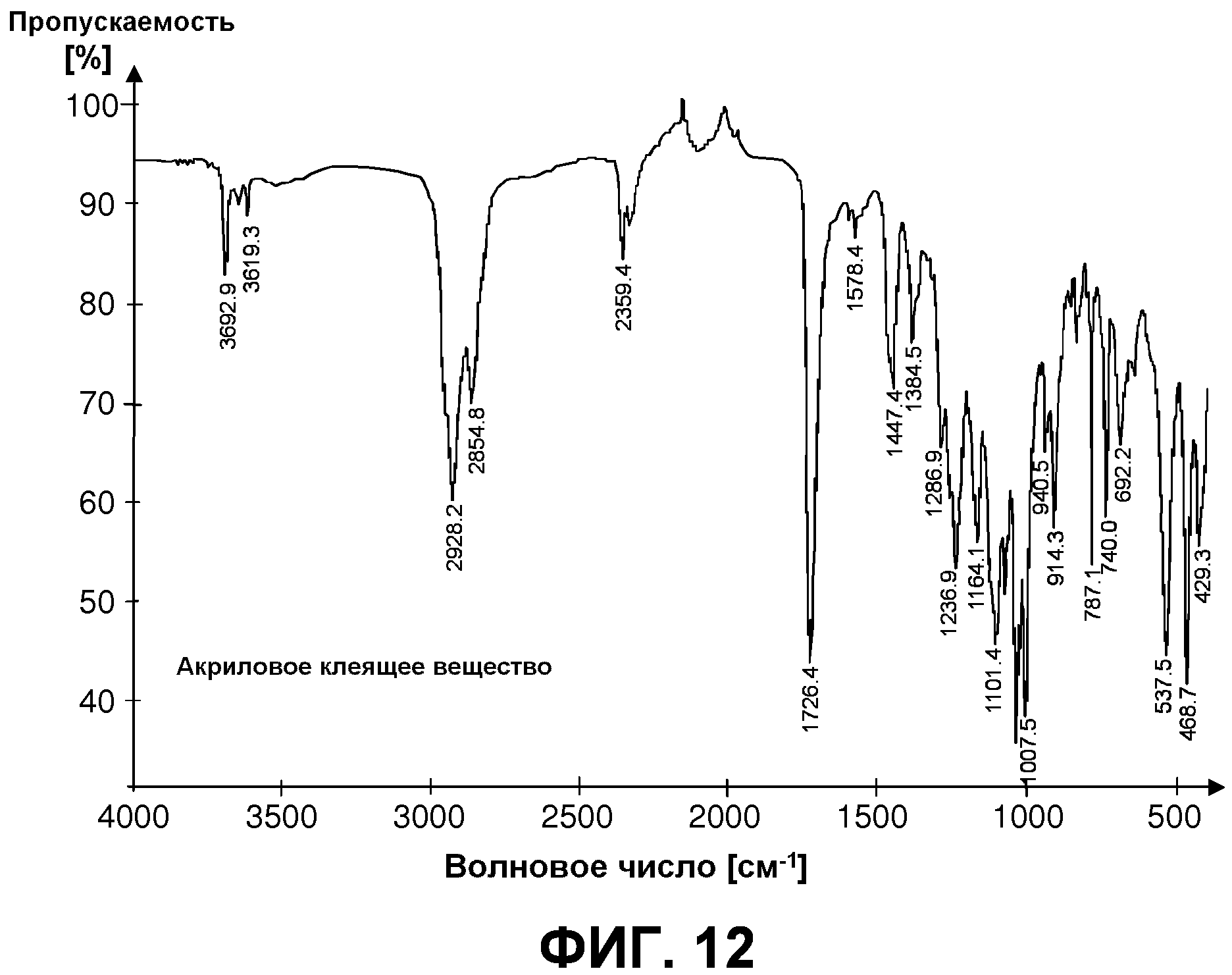
на фиг.12 показана оптическая пропускаемость акрилового клеящего вещества, определенная из измерений FTIR,
на фиг.13 показана спектральная мощность излучения полного излучателя при трех разных температурах,
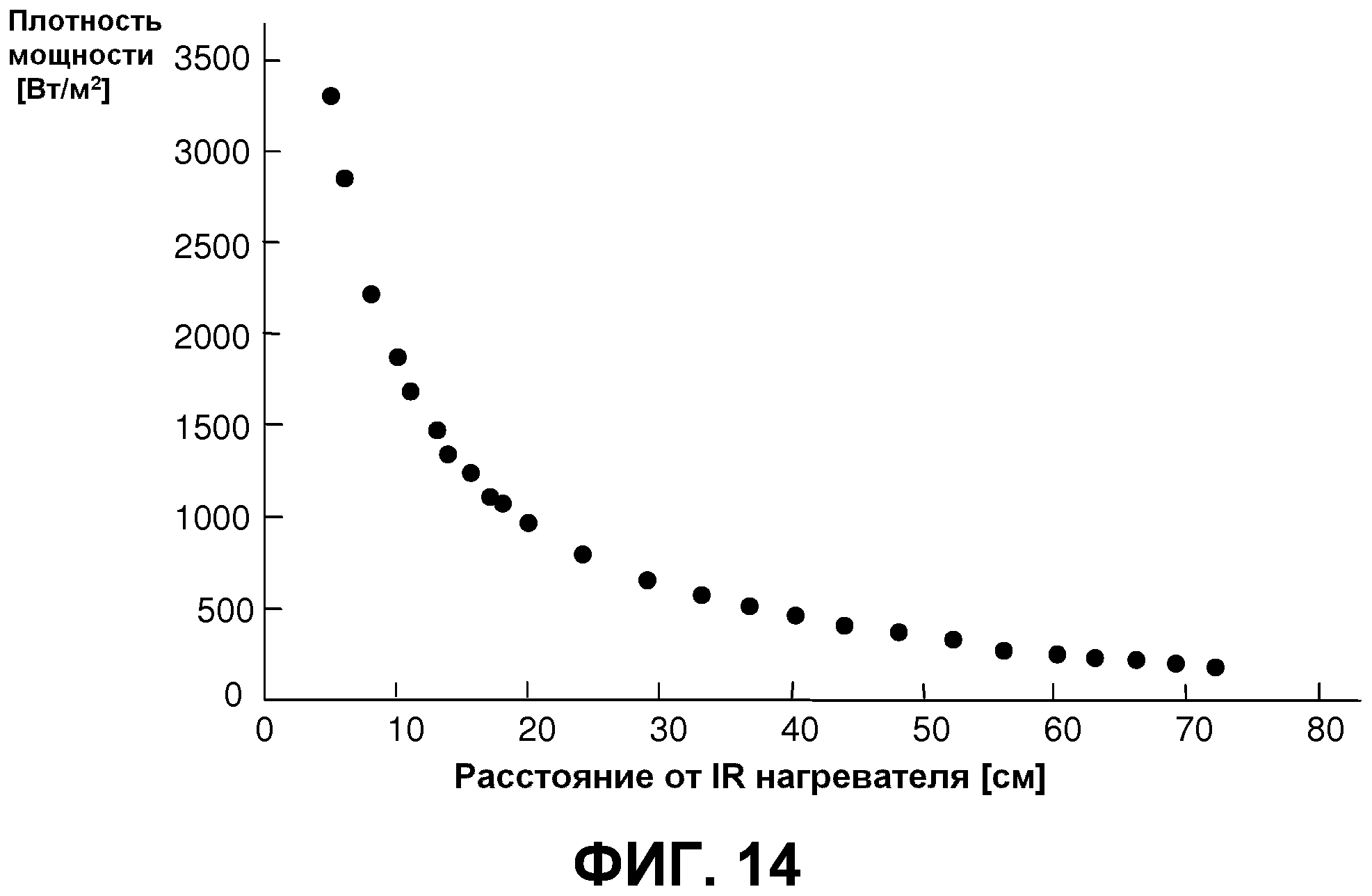
на фиг.14 показана измеренная плотность мощности инфракрасного нагревателя как функция расстояния между нагревателем и точкой измерения.
на фиг.15 показана, в трехмерном виде, экспериментальная установка, содержащая инфракрасный нагреватель и образец, с возможностью настраивать расстояние между нагревателем и образцом,
на фиг.16a показано время активации для полиуретанового образца A как функция плотности мощности излучения и расстояния,
на фиг.16b показано время активации для полиуретанового образца B как функция плотности мощности излучения и расстояния,
на фиг.16c показано время активации для полиуретанового образца 2A как функция плотности мощности излучения и расстояния,
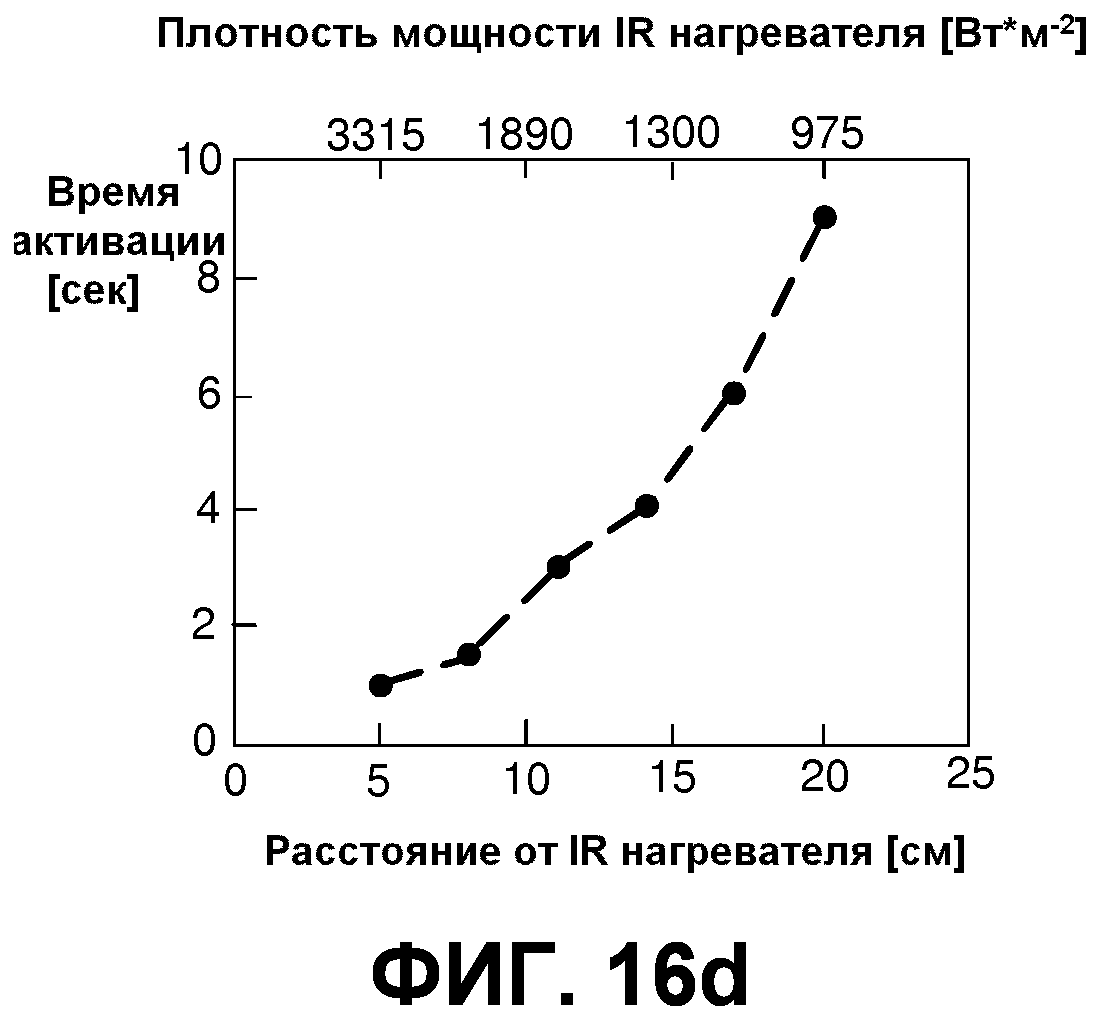
на фиг.16d показано время активации для полиуретанового образца 2B как функция плотности мощности излучения и расстояния,
на фиг.17 показано время активации для акрилового клеящего вещества на бумажном несущем слое как функция расстояния между образцом и источником излучения,
на фиг.18 показана, в виде сбоку, установка для тестирования активации связующего слоя посредством использования CO2-лазера, и
на фиг.19 показан, в трехмерном виде, оптический мониторинг состояния связующего слоя.
ПОДРОБНОЕ ОПИСАНИЕ
Ссылаясь на фиг.2, этикетка 100 может содержать несущий слой 10 и связующий слой 20. Этикетка может содержать графические рисунки 30.
Этикетка 100 может быть прикреплена к поверхности предмета 300 посредством нагревания связующего слоя 20 и посредством прижимания активированного связующего слоя к поверхности. Предмет 300 может быть, например, бутылкой.
Это прикрепление этикетки к предмету, подлежащему нанесению этикетки, обычно выполняют аппликатором этикеток или этикетировочным оборудованием. Прикрепление этикетки к предмету 300 может также называться "нанесение".
Нагревание может быть выполнено до прикладывания этикетки к бутылке, т.е. до или во время прижимания этикетки 100 к поверхности предмета 300.
Нагревание активирует связующий слой 20, т.е. состояние связующего слоя может изменяться с нелипкого состояния на липкое состояние за счет нагревания, и, таким образом, активированная этикетка ведет себя как чувствительная к давлению этикетка, т.е. она может быть прикреплена к поверхности с помощью слабого давления.
Нагревание активирует связующий слой 20, т.е. состояние связующего слоя может изменяться с нелипкого состояния на липкое состояние за счет нагревания.
Связующий слой 20 может быть нагрет инфракрасным светом IR1, предоставляемым источником 200 инфракрасного света. Инфракрасный свет IR1 может также назваться инфракрасным излучением. SX, SY и SZ обозначают ортогональные направления.
Свет IR1 может быть пропущен через несущий слой 10 до того, как свет IR1 упадет на связующий слой 20.
Связующий слой 20 может быть нагрет светом IR1, когда свет IR1 имеет достаточную оптическую мощность в диапазоне длин волн, и связующий слой 20 поглощает свет при вышеуказанном диапазоне длин волн.
Свет IR1 может также нагревать несущий слой 20. Однако нагревание несущего слоя 20 не является обычно необходимым при прикреплении этикетки 100 к предмету 300. Фактически чрезмерное нагревание несущего слоя 10 может быть бесполезным и может перманентно повредить этикетку 100.
Спектральные свойства инфракрасного света IR1 и спектральные свойства связующего слоя 20 могут быть выбраны так, чтобы несущий слой 10 нагревался меньше, чем связующий слой 20.
В частности, связующий слой 20 может быть нагрет посредством использования инфракрасного света IR1 так, чтобы максимальная спектральная плотность потока излучения находилась при длине волны, где спектральная поглощательная способность связующего слоя 20 существенно выше, чем спектральная поглощательная способность несущего слоя 10.
На фиг.3a показаны, в качестве примера, спектральная поглощательная способность несущего слоя 10 и спектральная поглощательная способность A(λ) связующего слоя. Несущий слой выполнен из бумаги, и связующий слой 20 содержит акриловое клеящее вещество.
Максимальную оптическую мощность инфракрасного света IR1 излучают при пиковой длине волны λP. 90% оптической мощности света IR1 излучают при длинах волн более длинных или равных крайней длине волны λ90. Инфракрасный свет IR1 может иметь пик PK1 спектра. Единица спектральной плотности потока излучения может быть, например, Вт×м-3, когда положение спектра выражают в нанометрах, или Вт×м-1, когда положение спектра выражают в волновых числах.
Инфракрасный свет (IR1) может иметь максимальную спектральную плотность потока излучения при пиковой длине волны (λP), такую что связующий слой (20) имеет поглощающую спектральную область, которая совпадает с пиковой длиной волны (λP). Тепловое излучение IR1 может спектрально совпадать, например, со спектральной областью REG1, REG2 и/или REG3, показанной на фиг.3a.
"Совпадение" может относиться к ситуации, где поглощающая спектральная область связующего слоя 20 спектрально перекрывает по меньшей мере 50% ширины FWHM пика спектра излучения. FWHM относится к полной ширине на половине максимума.
Предпочтительно, тепловое излучение IR1 может спектрально совпадать с наивысшим пиком поглощения связующего слоя 20.
Спектральный максимум λP излучаемого света IR1 может быть, например, при длине волны 10,6 мкм. Длина волны 10,6 мкм соответствует волновому числу 943,4 см-1. Источник 200 света может быть, например, CO2-лазером (лазером на диоксиде углерода).
AAVG обозначает среднюю поглощательную способность, вычисленную на заранее заданном спектральном диапазоне. Например, средняя поглощательная способность AAVG может быть определена, например, на диапазоне длин волн от 2,5 мкм до 5 мкм, на диапазоне длин волн от 2,5 мкм до 10 мкм или на диапазоне длин волн от 400 нм до 5 мкм.
При определенных размещениях спектра, в частности при пиках спектра, спектральная поглощательная способность A(λ) может быть существенно выше, чем средняя поглощательная способность AAVG.
В частности, спектральная поглощательная способность A(λ) может быть выше, чем двойная средняя поглощательная способность AAVG, вычисленная на диапазоне длин волн от 2,5 мкм до 5 мкм.
Эффективное нагревание может быть гарантировано, когда связующий слой 20 имеет высокую поглощательную способность при пиковой длине волны λP инфракрасного света IR1, т.е. при длине волны максимальной спектральной плотности потока излучения.
В частности, связующий слой 20 может быть нагрет посредством использования инфракрасного света (IR1), такой инфракрасный свет (IR1) имеет максимальную спектральную плотность потока излучения при пиковой длине волны (λP), при этом поглощательная способность связующего слоя (20) при вышеуказанной пиковой длине волны (λP) выше или равна двойной средней поглощательной способности связующего слоя (20) в диапазоне длин волн от 2,5 мкм до 5 мкм.
Спектр инфракрасного света (IR1) может совпадать со спектральной поглощательной способностью связующего слоя (20), так что при по меньшей мере 20% оптической мощности инфракрасного света (IR1), падающего на связующий слой (20), поглощается в связующем слое (20).
Спектральная поглощательная способность несущего слоя 10 может быть существенно ниже, чем спектральная поглощательная способность связующего слоя при длине волны λP излучаемого света IR1.
Максимальная спектральная плотность потока излучения может быть при длине волны (λP), где спектральная поглощательная способность связующего слоя (20) существенно выше, чем спектральная поглощательная способность несущего слоя (10).
Когда спектральные свойства совпадают, может существовать значительная свобода для выбора материала несущего слоя 10. Ссылаясь на фиг.3b и 3c, несущий слой 10 может иметь высокую поглощательную способность в спектральных областях, которые находятся вне спектральной области излучаемого света IR1. Ссылаясь на фиг.3b, связующий слой 20 может быть нагрет больше чем несущий слой 10, даже в ситуации, где несущий слой 10 имеет очень высокую поглощательную способность при длинах волн λ, более коротких, чем крайняя длина волны λ90.
На фиг.3d показан сравнительный пример, где максимальная спектральная плотность потока излучения находится при длине волны λP, и спектральная поглощательная способность связующего слоя 20 является относительно низкой при длине волны λP. Этот вид ситуации может приводить к неэффективному нагреванию связующего слоя 20. На фиг.3d также показана ситуация, где спектральная поглощательная способность несущего слоя 10 выше, чем спектральная поглощательная способность связующего слоя 20 при длине волны λP. Это может приводить к перегреву несущего слоя 10 и/или к неэффективному нагреванию связующего слоя 20. Следовательно, этикетка 100 может быть повреждена и/или приклеивание этикетки 100 к предмету 300 может быть слабым.
Спектральные свойства света IR1 могут быть модифицированы посредством оптической фильтрации света B0, испускаемого блоком 210 источника света. Блоком 210 источника света может быть, например, лазер, нагретый раскаленный объект (термоизлучатель) или галогенная лампа накаливания с вольфрамовой нитью. На фиг.4a показана конструкция пропускающего оптического фильтра. В этом случае фильтром 220 может быть, например, цветной стеклянный фильтр, дихроичный фильтр или интерференционный диэлектрический фильтр. На фиг.4b показана конструкция отражающего оптического фильтра. В этом случае фильтром может быть, например, дихроичный фильтр или интерференционный диэлектрический фильтр.
Спектральные составляющие, длины волн которых короче, чем ограничивающая длина волны, могут быть подавлены оптической фильтрацией для того, чтобы обеспечить инфракрасный свет IR1. Спектральные составляющие, длины волн которых находятся вне заданного диапазона, могут быть подавлены оптической фильтрацией для того, чтобы обеспечить инфракрасный свет IR1.
Ссылаясь на фиг.5, инфракрасный свет IR1 может падать на связующий слой 20, так что инфракрасный свет IR1 не пропускают через несущий слой 10 до падения на связующий слой 20. Эта конструкция может обеспечить очень высокую скорость нагревания.
Однако когда преобразование связующего слоя 20 в липкое состояние является обратимым, этикетку следует прижать к поверхности предмета 300 до охлаждения связующего слоя 20. Это может быть проблематичным в определенных вариантах осуществления.
Ссылаясь на фиг.6, этикетка 100 может содержать RFID-транспондер 40. Транспондер 40 может содержать антенну 44 и RFID-чип 42. RFID обозначает радиочастотную идентификацию. RFID-чип 42 не следует перегревать при прикреплении этикетки 100 к предмету 300. Наличие высокой поглощательной способности в связующем слое 20 может быть также предпочтительным по этой причине, т.е. температуру несущего слоя 10 во время нагревания следует удерживать на безопасном уровне.
Ссылаясь на фиг.7, этикетка 100 может быть также отрезана от ленты WEB вдоль линии LIN1 посредством использования мощного источника 200 света. Тот же самый источник 200 света может быть использован для отрезания этикетки 100 и для нагревания связующего слоя 20.
Связующий слой 20 содержит активируемое клеящее вещество. Спектральная составляющая(ие) инфракрасного света IR1 может быть выбрана так, чтобы совпадать со спектральными свойствами связующего слоя 20. Кроме того, материал(ы) несущего слоя 10 (лицевого материала) может быть выбран так, чтобы несущий слой 10 нагревался меньше, чем связующий слой 20. Наружная поверхность связующего слоя 20, которая будет контактировать с предметом 300, может достигать более высокой максимальной температуры, чем поверхность контакта между связующим слоем 20 и несущим слоем 10.
Следовательно, толщина несущего слоя 10 может быть уменьшена, и/или несущий слой может содержать материалы, которые не могут противостоять высоким температурам.
Этикетка 100 содержит несущий слой 10 (т.е. лицевой материал), материал, который несет напечатанное изображение. Несущий слой 10 может содержать, например, бумагу или пластиковую пленку. Пластиковая пленка может быть бесцветной или белой. Пластиковая пленка может быть металлизированной, цветной и/или текстурированной. Одна сторона несущего слоя может быть покрыта покрытием, которое высыхает при повышенной температуре и которое после этого формирует связующий слой 20. Связующий слой 20 содержит активируемое клеящее вещество. После высыхания вышеуказанного покрытия сформированный связующий слой 20 может быть нелипнущим и нелипким. В сравнении с традиционным чувствительным к давлению этикеточным материалом связующий слой 20 не требует использования специальной подложки (см. фиг.1). Избавление от подложки сохраняет важные ресурсы и упрощает производство. Можно избежать утилизации подложки после использования этикеток. В этом случае отсутствует подложка для утилизации, также отсутствует какой-либо силикон, участвующий или нанесенный на лицевой материал, для того чтобы предотвратить блокировку рулонов этикеток, которая может мешать последующим печатным свойствам лицевого материала (несущего слоя).
После нанесения покрытия, содержащего активируемое клеящее вещество, на несущий слой 10, покрытие может быть высушено, и несущий слой 10 с покрытием 20 могут быть смотаны в катушки и поданы, например, печатнику (например, для печати графических рисунков) для дальнейшей обработки.
Несущий слой 10 может быть отпечатан с помощью любого типа печатного процесса, такого как флексографская УФ-печать, высокая УФ-печать, флексографская печать чернилами на водной основе, глубокая печать, офсетная печать, трафаретная печать, термоперенос, прямая термопечать, горячее или холодное тиснение. После печати этикетки могут быть высечены и поданы в нарезанном виде. Этикетки могут иметь произвольную форму и/или формат конструкции.
В качестве альтернативы этикетки могут подаваться в рулонах на место применения, где они могут быть высечены с использованием лазера и переданы в вакуумный барабан, обычно используемый для этикеток оберточного типа, где нелипкое сухое покрытие на обратной стороне лицевого материала может быть активировано теплом. Этикетка 100 может быть выбрана и передана к необходимому местоположению посредством использования всасывания, генерируемого вакуумным барабаном.
Отмечено, что излучаемое тепло, а также традиционные потоки горячего воздуха не всегда могут активировать клеящие вещества достаточно быстро для того, чтобы обеспечить возможность рентабельного промышленного процесса. Прямое увеличение термической энергии от традиционного, широкополосного теплового источника не только чрезмерно увеличивает потребление энергии, но также сильно деформирует и сам материал этикетки, и/или также чрезмерно перегревает другие части обрабатывающего оборудования. Если эту проблему решают уменьшением максимальных температур, то нагревающие устройства (например, камеры активации) становятся длиннее, и/или скорость ленты этикеток нуждается в уменьшении, чтобы увеличить время нахождения в зоне нагревания.
Обнаружено, что вышеуказанных проблем и задач можно избежать за счет адаптирования природы термической активации наряду с клеящим веществом, подлежащим активации.
Под термической активацией в настоящем документе понимается отдельное действие по сравнению с сушкой или другой подготовкой клеящей пленки, когда сначала наносят клеящее покрытие, обычно в виде дисперсии, на лицевой материал. В настоящем документе действуют средства активации, принимаемые для активации предварительно высушенного или иным образом подготовленного слоя активируемого клеящего вещества. Другими словами, средства активации преобразуют связующий слой 20 из по существу нелипкого состояния с липкое состояние. В липком состоянии клеящее вещество может действовать как чувствительное к давлению клеящее вещество.
Связующий слой 20 может содержать, например, акриловое клеящее вещество или клеящее вещество на основе полиуретана.
Активация может быть выполнена, например, с использованием термического излучения в диапазоне длин волн, который находится в окрестности 10 мкм. Может быть использован лазер на диоксиде углерода (CO2), который испускает инфракрасный свет IR1 с (длиной волны) 10,6 мкм. Лазер на диоксиде углерода признан подходящим для нагревания акриловых клеящих веществ и на основе полиуретана.
В качестве альтернативы активация может быть осуществлена с использованием термического излучения в диапазоне длин волн в среднем IR, более точно в диапазоне 2 мкм-3 мкм. Максимальная спектральная мощность теплового излучения IR1 может быть расположена при длине волны 2,5 мкм. Инфракрасное излучение в диапазоне 2 мкм-3 мкм признано пригодным для клеящих веществ на основе полиуретана.
Термическое излучение может быть предусмотрено так, чтобы иметь энергетические уровни в диапазоне 3-8 кДж/м2, в котором активация клеящего вещества может проходить за 0,2 секунды. Время активации, более короткое или равное 0,2 секундам, может быть допустимым промышленными процессами.
Поглощающие свойства клеящего вещества связующего слоя 20 могут быть модифицированы посредством добавления красителя в связующий слой 20. Краситель может быть водорастворимым. Краситель может поглощать инфракрасный свет IR1. Краситель может быть по существу прозрачным в видимом диапазоне (VIS) для того, чтобы обеспечивать бесцветные и визуально прозрачные структуры этикеток. Спектральные свойства красителя могут быть выбраны так, чтобы краситель имел высокую поглощательную способность при длине волны, которая находится, например, в диапазоне от 0,8 до 1,6 мкм, предпочтительно в окрестности 1 мкм (например, в диапазоне от 0,9 до 1,2 мкм). Это делает возможным использование диодных лазерных эмиттеров для активации клеящего вещества. Преимуществом таких эмиттеров является их небольшой размер, высокая эффективность, надежность и прочность. Таким образом, эмиттеры могут быть пригодны для промышленных процессов.
Также галогенная лампа накаливания с вольфрамовой нитью может быть использована в качестве источника 200 света или в качестве блока 210 источника света, когда связующий слой имеет значительную поглощательную способность в окрестности 1 мкм. Спектр излучения галогенной лампы накаливания с вольфрамовой нитью может быть модифицирован посредством использования оптического фильтра (см. фиг.4a, 4b).
Лазерный источник 200, используемый как тепловой источник для активации, может быть также использован для отрезания этикетки (см. фиг.7).
Состояние связующего слоя 20 можно отслеживать оптически, на основе изменения в оптических свойствах. Например, состояние связующего слоя 20 можно отслеживать посредством осуществления мониторинга света, рассеянного от поверхности связующего слоя 20. Например, поверхность может быть более гладкой в липком состоянии, чем в нелипком состоянии. В нелипком состоянии связующий слой 20 может содержать микроскопические гранулы или трещины, которые могут по существу исчезнуть, когда связующий слой 20 преобразуют в липкое состояние. Следовательно, поверхность может вызывать больше рассеянного отражения в нелипком состоянии, чем в липком состоянии. Время активации и/или уровни мощности могут быть настроены на основе отслеживаемого состояния связующего слоя 20. Время активации и/или уровни мощности могут быть настроены посредством использования управления с обратной связью, в частности, посредством использования ПИД-регулирования.
Связующий слой 20 может содержать активируемые клеящие вещества. Активируемые клеящие вещества могут быть клеящими веществами на основе водной дисперсии, содержащие в качестве одного компонента твердые пластификаторы. При формировании клеящего слоя, после нанесения дисперсии на подложку, дисперсия может быть высушена при температурах, достаточно низких, чтобы не вызвать размягчение и/или плавление пластификаторов. Следовательно, испарение воды из дисперсии может давать по существу нелипкий клеящий слой. Активацию выполняют, используя более высокие температуры (энергетические уровни), которые заставляют пластификаторы плавиться и делать клеящее вещество перманентно липким. Это преобразование относится к понижению температуры Tg стеклования клеящего вещества. Пластификаторы не кристаллизуются снова даже после повторного понижения температуры, и, следовательно, это температурное переключение из нелипкого состояния в липкое состояние является необратимым процессом. Другими словами, преобразование акрилового клеящего вещества может быть необратимым. После термической активации клеящее вещество остается липким даже после охлаждения.
Связующий слой 20 может содержать активируемые полиуретановые вещества. После нанесения клеящего вещества на подложку 10 и сушки сначала может быть получена нелипкая активируемая полиуретановая пленка. Активируемая полиуретановая пленка может стать липкой посредством нагревания пленки до температуры, которая выше или равна минимальной температуре активации.
Связующий слой 20 может содержать активируемые полиуретановые вещества, которые содержат полиэфирные сегменты. После нанесения клеящего вещества на подложку 10 и сушки сначала может быть получена нелипкая активируемая полиуретановая пленка. Активируемая полиуретановая пленка может стать липкой посредством нагревания пленки до температуры, которая выше или равна минимальной температуре активации. Пленка может стать липкой после размягчения полиэфирных сегментов пленки при температурах, которые выше или равны минимальной температуре активации.
На фиг.8a показано проникание пробирной иглы в слой 20 полиуретанового клеящего вещества. При низких температурах пробирная игла имеет низкое проникание в слой 20. При высоких температурах слой 20 становится мягче, и пробирная игла проникает глубже в слой 20. При низких температурах полиуретан может быть в кристаллическом состоянии, и при более высоких температурах слой 20 может содержать мягкий аморфный полимер.
На фиг.8b показан оптимальный температурный диапазон для термической активации связующего слоя 20. t1 обозначает нижний предел, а t2 обозначает верхний предел оптимального диапазона. В частности, связующий слой 20 может содержать термически активируемый полиуретан, который содержит полиэфирные сегменты. Оптимальный температурный диапазон может быть, например, 50-75°C. При температурах ниже t1 клеящее вещество может находиться в кристаллическом состоянии. В оптимальном диапазоне клеящее вещество может быть в аморфном состоянии, и слой 20 может иметь большое значение липкости. Значение липкости относится к пределу прочности на разрыв сцепления между связующим слоем 20 и поверхностью предмета 300, т.е. сила адгезии на единицу площади. Когда температура активации превышает верхний предел t2, слой 20 может становиться мягче, так что значение липкости начинает уменьшаться. Кроме того, нагревание связующего слоя 20 до слишком высоких температур может впустую тратить энергию и время. Кроме того, нагревание связующего слоя 20 до слишком высоких температур может повредить несущий слой 10.
Период времени, во время которого связующий слой 20 имеет достаточную липкость для связывания, называют длительностью липкости при высокой температуре. Во время этого периода клеящее вещество может быть присоединено к поверхности предмета 300 как чувствительное к давлению клеящее вещество. Длительность липкости при высокой температуре может изменяться в диапазоне, например, от секунд до нескольких минут, в зависимости от структуры и химического состава связующего слоя 20.
Высокая начальная сила сцепления может быть получена после короткого времени, посредством охлаждения клеящей пленки и обратимой кристаллизации полиэфирных сегментов. Липкость этих (полиуретановых) систем может быть, так сказать, включена или выключена, обеспечивая возможность высокоэффективного процесса производства. Дополнительное увеличение прочности может быть достигнуто посредством процесса, где клеящую пленку сшивают и химически связывают с подложкой (т.е. с несущим слоем 10).
Другой отличительной особенностью активируемых нагреванием полиуретановых клеящих веществ, содержащих полиэфирные сегменты, является то, что из-за их высокого молекулярного веса и сегментированной полимерной структуры слой 20 может быть механически стабильным при температурах, которые выше, чем температура декристализации (размягчение/плавление) полиэфирных сегментов. Таким образом, слой 20 может в значительной мере проявлять свойства термопластичного потока только при температурах, которые значительно выше, чем минимальная температура активации.
Акриловые и полиуретановые клеящие вещества могут быть термически активированы, когда молекулы клеящего вещества наберут достаточно термической энергии, чтобы перейти пороговую энергию активации. Термическая энергия может вызывать фазовый переход от твердой и кристаллической молекулярной нелипнущей структуры клеящего вещества к аморфному липкому состоянию. В этом состоянии клеящее вещество может проявлять связующие свойства.
В принципе, клеящее вещество может быть нагрето прямыми или непрямыми средствами. Прямые способы создают тепло внутри самого материала. В случае непрямого нагревания термическую энергию передают связующему слою 20, посредством проводимости, конвекции, либо излучения. Для диэлектрических материалов обычным способом прямого нагревания является микроволновое излучение, которое генерирует тепло посредством диэлектрического резонанса внутри материала. Подобно микроволновому нагреванию нагревание излучением не требует промежуточного средства для передачи (проведения) тепла материалу. В этом смысле бесконтактные способы лучше, чем проводящее или конвективное нагревание. Скорость активации зависит от общей поглощенной энергии в клеящем веществе в единицу времени.
Спектральное распределение теплового излучения IR1 является также важным в дополнение к интенсивности теплового излучения IR1. Лучшей эффективности для активации достигают, когда спектр испускания источника 200 излучения совпадает с кривой поглощения клеящего вещества связующего слоя 20. Следовательно, большая часть излучения может быть поглощена для нагревания связующего слоя 20.
Спектры полиуретановый и акриловых клеящих веществ, показанные на фиг.9 и 10 в диапазоне длин волн 250-3200 нм, были измерены посредством использования дифракционного оптического спектрофотометра, а спектры на фиг.11 и 12 в диапазоне волновых чисел 4000-500 см-1 были измерены посредством использования FTIR-спектрометра. Аббревиатура FTIR относится к инфракрасной спектроскопии с преобразованием Фурье. Волновое число w может быть преобразовано в длину волны λ согласно равенству w=1/λ. Таким образом, волновое число 4000 см-1 соответствует длине волны 2,5 мкм, волновое число 2000 см-1 соответствует длине волны 5 мкм, волновое число 1000 см-1 соответствует длине волны 10 мкм, волновое число 500 см-1 соответствует длине волны 20 мкм.
На фиг.11 и 12 волновые числа выбранных пиков поглощательной способности указаны рядом с вышеуказанными пиками. Единицей волновых чисел является см-1.
Измерения с помощью дифракционного спектрофотометра были основаны на пропускании, и, следовательно, глубина пиков пропускания на фиг.9 и 10 может немного отклоняться от измеренной глубины за счет использования системы нарушенного полного отражения (т.е. системы, которая измеряет нарушенное полное отражение).
Поведение спектров поглощения клеящих веществ может быть определено от ближней ультрафиолетовой (ближняя UV) области до длин волн дальней инфракрасной (дальней IR) области посредством использования измеренных спектрофотометром и FTIR-спектрометром данных. Измеренные спектры показаны на фиг.9-12.
Данные на фиг.9 и 10 представлены пропускаемостью, и вследствие этого небольшая пропускаемость предполагает высокую поглощательную способность. Таким образом, небольшая пропускаемость при длине волны предполагает увеличенное поглощение термического излучения при вышеуказанной длине волны. Таким образом, небольшая пропускаемость также предполагает улучшенную термическую активацию клеящего вещества.
Спектр пропускания полиуретанового клеящего вещества показывает очень высокую поглощательную способность в окрестности длины волны 3 мкм. Акриловое клеящее вещество имеет довольно небольшую пропускаемость по всему спектру на фиг.9, и диапазоны длин волн с особенно сильной поглощательной способностью не видны. В случае с фиг.9 и 10 тонкие слои клеящего вещества были нанесены на стеклянную поверхность. Пропускаемость пропорциональна толщине клеящего слоя. Воздействие стекла было компенсировано из результатов.
FTIR-измерения, сообщенные на фиг.11 и 12, были основаны на измерении отраженного от клеящих слоев сигнала. В этом эксперименте обоими образцами были слои высушенного клеящего вещества несколько миллиметров в толщину, прикрепленного на поверхность кристалла алмаза с ATR. Аббревиатура ATR относится к нарушенному полному отражению. Спектры пропускания как полиуретанового, так и акрилового клеящего вещества имеют очень сильную поглощательную способность в области длин волн около 10 мкм (10 мкм соответствует волновому числу 1000 см-1).
Оба спектра на фиг.9 и 10 проявляют поведение 1/λ4 при коротких длинах волн, что является следствием рассеяния Релея. Это усложняет анализ данных в ультрафиолетовой области, но можно увидеть, что не происходит значительных поглощений по меньшей мере в видимой области спектра. Небольшие неоднородности в спектрах при 880 нм и 1650 нм обусловлены измерительным устройством.
На основе результатов согласно фиг.9-12 можно заключить, что по существу все основные поглощательные способности этих клеящих веществ расположены при длинах волн, больших чем 2,5 мкм.
Выбор оптимального диапазона(ов) длин волн для активации клеящих веществ может быть основан на поглощающих свойствах клеящих веществ, принимая в расчет наиболее подходящие источники излучения для использования в промышленной среде.
Тесты были выполнены, используя следующие устройства и способы:
- лазер на диоксиде углерода, пик излучения при 10,6 мкм,
- источник света на основе LED (светоизлучающего диода) Espe Elipar FreeLight, пик излучения при 470 нм (излучение 12 кВт/м2, Elipar и Freelight являются торговыми марками корпорации 3M Espe),
- галогенная лампа, пик излучения при 1 мкм,
- средневолновой IR-эмиттер, пик излучения при 2,5 мкм,
- микроволновое излучение при частоте 2,45 ГГц,
- OPO-лазер с перестройкой длины волны Ekspla NT 342/1/UVE (OPO является аббревиатурой для оптического параметрического генератора, NT 342/1/UVE является торговым именем корпорации Expla),
- Ekspla NL202, пик излучения при 355 нм (NL202 является торговым именем корпорации Expla).
Несколько тестов были сделаны в видимой области (VIS) с помощью OPO-лазера Ekspla NT 342/1/UVE. Это лазер с модуляцией добротности, который испускает импульсы высокой интенсивности с частотой повторения 8-12 Гц. Нагревание связующего слоя с помощью лазера является сложным, потому что высокая средняя мощность не может быть достигнута, и образец имеет время для испускания поглощенной энергии (охлаждения) между импульсами.
Немного лучшие результаты могут быть достигнуты посредством фокусировки лазерного пучка в более узкое пятно. Однако это может привести к повреждению слоя 20 из-за высоких локальных интенсивностей.
Лазер, скорость повторения которого выше, чем 500 Гц, и который обеспечивает излучение в UV-диапазоне (длины волн короче, чем 380 нм), может вызвать визуально заметные изменения в клеящем слое за несколько секунд. В частности, пик излучения может быть расположен при 355 нм. Лазером может быть лазер NL202 корпорации Ekspla. Однако размер пучка может быть достаточно небольшим. Нагревание больших поверхностей может быть проблемой в промышленном масштабе.
Обнаружено, что микроволновое излучение создает только незначительное нагревание образцовых пленок. Коэффициент затухания микроволн в пластике является небольшим. Следовательно, только небольшую часть общей микроволновой энергии передается на нагревание пластиковой пленки.
Галогенная лампа накаливания с вольфрамовой нитью может давать сильное излучение. Значительная часть спектра находится в средней инфракрасной области, т.е. в диапазоне от 3 мкм до 8 мкм. Акриловые и полиуретановые клеящие вещества поглощают свет в одинаковом режиме. Однако пик спектра испускания находится около 1 мкм, что означает, что большая часть излучаемой энергии находится не в области, где клеящие пленки имеют сильную поглощательную способность.
Галогенная лампа накаливания с вольфрамовой нитью может быть пригодна для термической активации. Галогенная лампа накаливания с вольфрамовой нитью может быть простой, прочной и пригодной для использования в промышленности. Однако когда спектр излучения не совпадает с сильной поглощательной способностью связующего слоя 20, эффективность нагревания может быть низкой, скорость нагревания может быть низкой, и/или компоненты устройства нанесения этикеток могут быть нагреты без необходимости. Энергия, поглощенная в несущем слое 10, может повредить несущий слой 10. В частности, отмечено, что прозрачные этикетки могут скручиваться при облучении галогенной лампой.
Поглощающие свойства клеящих веществ могут быть адаптированы посредством использования красителя, который поглощает излучение в подходящем диапазоне длин волн. Например, краситель может поглощать свет в диапазоне длин волн от 0,7 мкм до 1 мкм. В частности, краситель может иметь сильную поглощательную способность около длины волны, составляющей 1 мкм.
Спектральная поглощательная способность связующего слоя 20 может быть модифицирована посредством добавления водорастворимого поглощающего инфракрасное излучение красителя в клеящее вещество. В этом случае также лазерный диод может быть пригодным для термической активации связующего слоя 20. Источник 200 света может содержать диодный лазерный эмиттер на основе полупроводников. Преимуществом таких эмиттеров является их небольшой размер, высокая эффективность, надежность и прочность, что делает их пригодными для промышленных процессов.
В случае лазерных диодов выходная мощность, форма лазерного пучка и размер пучка могут быть легкоуправляемыми. Следовательно, тот же самый источник 200 света может быть использован для отрезания этикеток 100 и для нагревания связующего слоя 20. Например, клеящее вещество может быть сначала активировано посредством быстрого скольжения/сканирования лазерным пучком клеящей площади, и в дальнейшем этикетка может быть вырезана посредством увеличения уровня мощности и используя лазерный пучок для движения вокруг краев этикетки 100 (фиг.7). Процесс может быть также выполнен наоборот, т.е. сначала вырезание этикетки, а затем активация клеящего вещества.
Использование одного и того же источника излучения как для вырезания и активации клеящего вещества может увеличить гибкость процесса нанесения этикеток. Среди прочего, это может сделать возможным выполнение активации только для выбранных частей клеящего слоя за счет формирования рисунка и т.д. Например, центральная площадь связующего слоя 20 может содержать вторые площади, которые совсем не нагревают или которые нагревают до более низкой температуры, чем первые площади связующего слоя. Это может дополнительно увеличить скорость и/или энергетическую эффективность процесса нанесения этикеток. В варианте осуществления только края этикетки преобразуют в липкое состояние. В варианте осуществления нагретые площади могут формировать сетчатый рисунок, рисунок в виде полос или спиральный рисунок.
Для акриловых и полиуретановых клеящих веществ, без каких-либо особенных улучшающих активацию красителей, наилучшие результаты активации могут быть достигнуты посредством использования инфракрасного излучения IR1. В частности, источником 200 света может быть средневолновой инфракрасный нагреватель или лазер на диоксиде углерода.
Следует учитывать, что выбор наиболее эффективного способа может быть обусловлен поиском наилучшей комбинации (клеящее вещество + длина волны активации + источник энергии активации), которая эффективна на практике. Таким образом, выбор источников 200 излучения может быть существенным.
Большинство инфракрасных эмиттеров (термоизлучателей) могут приближенно быть полными излучателями. Например, нагретый брусок кварца может работать как термоизлучатель. Спектр BV(T) излучения полного излучателя зависит от температуры T и может быть вычислен из закона излучения Планка:

где v является частотой света, h - постоянной Планка, k - постоянной Больцмана, T является температурой по Кельвину и c обозначает скорость света.
Спектр излучения реального термоизлучателя может также зависеть от спектральной эмиссионной способности материала термоизлучателя.
Акриловые и полиуретановые клеящие вещества могут иметь сильные поглощательные способности при длинах волн больших или равных 3 мкм. Температура термоизлучателя может быть, например, в диапазоне от 600 до 800°C. В частности, температура термоизлучателя может быть около 680°C. Вследствие этого пик спектра испускания излучателя может совпадать с поглощающей спектральной областью клеящего вещества. Полный излучатель, работающий при этой температуре, может давать наилучшую эффективность в том, что касается электрической мощности и поглощаемого излучения, если общая излучаемая мощность будет достаточно высокой, чтобы превысить порог активации.
Однако общая мощность излучения полного излучателя при этой температуре достаточно слаба. Наиболее пригодными коммерчески доступными эмиттерами инфракрасного света являются так называемые средневолновые IR-эмиттеры. Они работают при 900°C и обеспечивают больше энергии в дальней инфракрасной области при (данной) стоимости электрической энергии. Когда температуру термоэмиттера увеличивают, наибольшее увеличение мощности происходит при коротких длинах волн спектра. На фиг.13 показана спектральная мощность излучения полного излучателя при разных температурах.
Пунктирная линия на фиг.13 представляет теоретический выходной спектр лампы средневолнового IR-эмиттера, работающей при 900°C. В этом случае источник 200 света содержит лампу IR-эмиттера и модуль, где к нему прикреплена лампа. Лампы IR-эмиттера поставляются, например, корпорацией Heraeus Noblelight. Общая выходная мощность эмиттера представлена как функция расстояния на фиг.14.
На фиг.15 показана установка для тестирования активации. Размер образцов был 15 мм×60 мм. Скорость активации была исследована при разных расстояниях от эмиттера. Активация была подтверждена тестированием степени склеивания образцов после активации. Особое внимание было уделено облучению клеящей стороны образцовых пленок, несмотря на то, что было доказано во время тестов, что возможно выполнить активацию также и с другой стороны.
В этих тестах полиуретановое клеящее вещество было нанесено на подложку из пластиковой пленки, а акриловое клеящее вещество было нанесено на бумажную подложку. Практическая причина для этого была связана с тем фактом, что эти выборы соответствуют вероятным практическим применениям этих двух типов клеящих веществ. Акриловое клеящее вещество не очень подходит для бесцветных этикеток, так как клеящее вещество все еще имеет молочный вид после активации. Акриловое клеящее вещество может быть использовано на бумаге. Акриловое клеящее вещество может быть использовано на белых поверхностях.
Подложка (несущий слой 10) для полиуретанового клеящего вещества была бесцветной BOPP (BOPP является аббревиатурой для двуосноориентированной полипропиленовой пленки).
Полиуретановое клеящее вещество на пластиковой пленке показало результаты с очень высокой точностью повторяемости во время тестов. Переход от неактивной образцовой к активной образцовой пленке был резким. Таким образом, сложно достигнуть частично активированного состояния. Обычно образец был активирован полностью и достиг среднего предела прочности на разрыв в 300 грамм, или образец не был активирован и он совсем не прилип к тестовой поверхности.
Время активации для полиуретана на прозрачных пленках показано как функция 16a-16d мощности и расстояния на фиг.16a-16d. На фиг.16a-16d, образцы A, B, 2A и 2B, где они по сути все были одинаковы, и все полиуретановые образцы покрывали двуосноориентированную полипропиленовую пленку.
Было отмечено, что по прошествии порогового времени активации увеличение времени излучения не оказывает значительного воздействия на предел прочности на разрыв клеевого соединения. На коротких расстояниях энергия IR-эмиттера может быстро повредить пленку (несущий слой 10). На расстоянии 5 см время экспонирования 2 секунды или более может вызвать заметное сгибание пленки. При длительном времени экспонирования на этом расстоянии пленка была повреждена.
Акриловое клеящее вещество нуждается в большей энергии для активации. Время активации увеличено на длинных расстояниях. Это является вероятным вследствие того, что акриловое клеящее вещество имеет почти на 60% большую массу на единицу площади, чем пленка A. Большая масса способствует большей теплоемкости, которая в свою очередь определяет энергию, требуемую для подъема температуры объекта на один градус Кельвина. Время активации акрилового клеящего вещества показано на фиг.17.
На фиг.17 показано, что даже если активацию выполняли дольше на большом расстоянии, одной секунды было достаточно для активации клеящего вещества на расстоянии 5 см. Активация акрилового клеящего вещества не была таким же крутым переходом, как в случае полиуретановых образцов. Все же главное улучшение в пределе прочности на разрыв не было достигнуто посредством продлевания времени излучения.
Результаты ясно показывают, что время активации растет пропорционально квадрату расстояния r. Эта зависимость может быть использована для оценки времени активации на коротких расстояниях. Когда расстояние от нагревателя меньше чем 5 см, время активации меньше чем одна секунда. Достоверные ручные измерения сложно выполнить в этом масштабе времени, и, следовательно, для оценки времени активации используют подгонку кривых, зависимых от r2.
На основе измеренных данных и подгонки r2 активация образцов и A, и B должна быть возможна за 0,2 секунды на расстоянии 2,5 см. Плотность мощности на этом расстоянии может быть аппроксимирована посредством подгонки кривой, зависимой от 1/r2, к данным измеренной плотности мощности. Это дает аппроксимацию 14 кВт/м2. Требуемая плотность U энергии на площадь для активации может быть вычислена из этих значений по формуле

давая около 3 кДж/м2. E обозначает энергию, A обозначает площадь, P обозначает мощность и t обозначает время. Данные образцов B не обеспечили возможность подгонки с регулярным поведением, но поведение было очень схожим с образцами A. Важно отметить, что значения зависят от спектрального распределения мощности.
Оценка энергии, требуемой для активации акрилового клеящего вещества в период времени, более короткий или равный 0,2 сек, является более сложной вследствие большой вариации в результатах времени активации. Подгонка кривой не дает весьма пригодных результатов, но поведение при большом расстоянии предполагает необходимость немного большей мощности, чем для полиуретанового клеящего вещества. С другой стороны, акриловое клеящее вещество на бумаге может противостоять более высокой IR-интенсивности не будучи поврежденной. Таким образом, на 30-60% большая плотность мощности может быть использована для достижения похожего времени активации для прозрачной пленки с полиуретановым клеящим веществом.
Когда требуется большая плотность мощности, расстояние до нагревателя может быть сокращено или может быть использована лампа карбонового эмиттера. Карбоновый эмиттер предоставляет приблизительно на 80% большую плотность мощности в спектральную область от 3 до 10 мкм. Лампа карбонового эмиттера может работать при 1200°C, и предшествующая оценка увеличения мощности может быть основана на интеграле закона Планка. Дополнительная мощность может быть связана с увеличенной стоимостью IR-лампы и эксплуатационными расходами.
Температура термоэмиттера может быть, например, в диапазоне от 600°C до 1250°C, в частности, в диапазоне от 800°C до 1000°C.
Название лазера на диоксиде углерода (CO2) происходит от усиливающей среды лазера. Усиливающая среда является веществом, где происходит стимулированное лазерное испускание. Усиливающая среда определяет рабочую длину волны лазера. Причиной для рассмотрения CO2-лазера для активации является то, что он испускает свет в дальней инфракрасной области (10,6 мкм), где активируемые клеящие вещества, рассмотренные здесь, эффективно поглощают свет, как видно из фиг.11 и 12.
CO2-лазеры могут быть мощными и эффективными в том, что касается вывода света, и их широко используют в промышленных применениях. Пик спектра излучения лазера может быть при длине волны 10,6 мкм. Источник 200 света может иметь оптику модификации пучка, то есть размер и положение фокуса могут быть изменены. Работа лазера зависит от рабочего цикла, рабочей частоты и поля развертки фокуса лазера.
Эксперименты были сделаны посредством использования CO2-лазера "SC x20" корпорации Rofin-Sinar. Оптическая мощность лазера SC x20 может быть настроена в диапазоне 5-200 Вт. Для тестов активации был использован рабочий цикл 25/60 на частоте 50 кГц. Это дает среднюю силу света 80 Вт. Образцы клеящих пленок были помещены вне фокуса (вне фокусного расстояния), чтобы избежать отрезания лазером. Диаметр лазерного пятна на образце был около 10 мм. Пятно перемещали линейно посредством блока сканера (оптики модификации пучка) в течение времени активации, так чтобы активировать площадь 10×40 мм2. Схематичное представление тестовой установки показано на фиг.18.
Лазерный пучок скользил по образцу очень быстро, около 0,04 секунды. После скольжения лазером происходила активация с короткой, но заметной задержкой около одной секунды.
Активация в прозрачной пленке может быть явно заметна также как уменьшение интенсивности рассеянного света. Когда клеящий слой становится активированным, что, иначе говоря, означает, что температура клеящей пленки возросла выше порога, клеящая пленка "плавится", и это вызывает некоторое количество небольших пузырьков и/или другие источники рассеивания для растворения и смешивания в более однородный клеящий слой. Этот переход можно наблюдать оптически как уменьшение интенсивности рассеянного света. Этот переход можно наблюдать оптически как уменьшение интенсивности рассеянного света, при сравнении с интенсивностью пропущенного света. Этот переход можно наблюдать оптически как уменьшение интенсивности рассеянного света, при сравнении с интенсивностью света, отраженного от связующего слоя 20 посредством зеркального отражения.
Это предоставляет возможность для осуществления мониторинга состояния активации оптически и использования результата измерения для управления процессом активации, например, посредством настройки времени экспонирования и/или уровня мощности экспонирования. Управление может быть реализовано как управление с обратной связью.
Ссылаясь на фиг.19, устройство оптического мониторинга может содержать источник 410 света и оптический детектор 420. Источник 410 света может быть, например, лазером, который предоставляет световой пучок B1. Зеркальное отражение пучка B1 от связующего слоя 20 может предоставить отраженный пучок B2 посредством зеркального отражения. Угол γ2 выхода пучка B2 по отношению к нормали N1 поверхности равен углу γ1 входа пучка B1. Часть света пучка B1 может быть рассеяна в направлениях, которые отклоняются от направления зеркально отраженного пучка B2. Детектор 420 может быть выполнен с возможностью измерения интенсивности рассеянного света B3, который рассеян в направлении, заданном углом γ3 по отношению к направлению зеркально отраженного пучка B2. Угол γ3 существенно больше нуля.
Когда поверхность связующего слоя 20 становится более гладкой, это может уменьшить интенсивность рассеянного света B3, падающего на детектор 420, и это может увеличить интенсивность пучка B2.
Когда связующий слой 20 становится более гранулированным, или когда поверхность связующего слоя 20 с трещинами, это может увеличить интенсивность рассеянного света B3, падающего на детектор 420, и это может уменьшить интенсивность пучка B2.
Дополнительный детектор может быть также выполнен с возможностью осуществления мониторинга интенсивности зеркально отраженного пучка B2.
Источник 410 света может быть, например, лазерным диодом, испускающим свет с (длиной волны) 670 нм. Детектор 420 может содержать, например, фотодиод и узкополосный интерференционный фильтр, который отбрасывает длины волн, отклоняющиеся от 670 нм.
Те же параметры лазера были использованы и для полиуретанового клеящего вещества, покрытого прозрачной пленкой, и для акрилового клеящего вещества, покрытого бумажными образцами. Активированные образцы прочно прикреплялись к стеклянной поверхности в тестах на прочность склеивания.
Активация лазером была возможна с обеих сторон образцов без значительных различий в степени активации. Другими словами, связующий слой 20 может быть также активирован посредством использования инфракрасного света, пропущенного через несущий слой 10.
Плотность энергии при активации лазером была примерно 8 кДж/м2. Значение является величиной одного и того же порядка с активацией IR-нагревателем.
С CO2-лазером было обнаружено, что рабочие параметры имеют сильное воздействие на результат. Энергию излучения следует подводить к пленке с правильным темпом. Общая проблема с импульсными лазерами состоит в том, что они могут иметь высокую пиковую мощность, которая может повредить пленку. С другой стороны, средняя оптическая мощность может быть такой низкой, что она не даст желаемых результатов. Богатство настроек CO2-лазера делает возможным его использование для активации клеящего вещества и для адаптации экспонирования к конкретной ситуации. Для термического нагревания обычно предпочтительны высокая частота повторений и интенсивный рабочий цикл для того, чтобы избежать повреждения. Лазер непрерывного излучения может быть оптимальным лазерным источником для нагревания клеящих пленок.
Спектральное распределение лазерного света является узким по сравнению с IR-нагревателем. Это значит, что энергию поглощают по существу только при конкретной выходной длине волны лазера. Дальнее инфракрасное излучение обычно возбуждает колебательно-вращательные состояния молекул. Перенос энергии в другие колебательно-вращательные состояния происходит через релаксацию, посредством чего нагревают пленку.
Полиуретановое клеящее вещество и акриловое клеящее вещество без красителей не имеют значительной поглощающей способности в ультрафиолетовом (UV) и видимом диапазоне (VIS) спектра. Эти клеящие вещества могут быть активированы посредством использования инфракрасного света IR1. При полосах сильного поглощения клеящие вещества могут быть активированы даже без добавления красителя.
В случае полиуретанового клеящего вещества кристаллические полиэфирные сегменты плавятся или преобразуются в бесцветное и липкое аморфное состояние при характерной температуре плавления.
В случае акрилового клеящего вещества пластификаторы могут быть расплавлены и смешаны с акриловыми компонентами при характерной температуре плавления, тем самым увеличивая липкость и прозрачность.
Активация в полиуретановом клеящем веществе на прозрачных пластиковых пленках кажется более быстрой, чем активация в акриловом клеящем веществе на бумажной подложке. Однако после превышения температуры плавления прозрачная пленка всегда может быть полностью активирована. Более медленный процесс активации в акриловом клеящем веществе для бумаги также позволяет частично активированное клеящее вещество, если температура клеящего вещества только очень короткое время находится выше критической температуры плавления. В этих случаях акриловое клеящее вещество не имеет достаточно времени, чтобы быть полностью активированным.
Активация посредством IR-нагревателя и CO2-лазера может быть применима на производственной линии. Оба эти источника 200 света могут обеспечивать энергию активации в диапазоне 3-8 кДж/м2. IR-нагреватель может обеспечивать активацию менее чем за одну секунду, в то время как CO2-лазер может передавать нужную энергию за сотни секунд. CO2-лазер может передавать достаточную энергию активации за время, которое короче, чем время реакции прозрачной клеящей пленки. Термическая активация может происходить порядка одной секунды после лазерного экспонирования.
IR-нагреватель (термоизлучатель) делает возможным активировать большие площади с низкой стоимостью и относительно быстрой скоростью. CO2-лазер может быть даже быстрее с небольшими площадями поверхности, но время активации увеличивается как функция площади активации.
В дополнение к активации клеящего вещества посредством нагревания было также обнаружено, что CO2-лазер может быть также использован для высекания этикеток. Следовательно, возможно, чтобы один и тот же лазерный блок был использован для обеих функций. Это также применимо для других типов лазеров для активации, например для полупроводниковых лазеров, которые могут быть использованы с клеящими веществами, с добавлением специальных красителей ближней IR-области, увеличивающих поглощающую способность. Одна возможность для переключения между режимами активации и отрезания состоит в том, чтобы просто перемещать цель как из, так и в фокус лазерного пучка. В положении вне фокуса пучок имеет больший диаметр, и уровень мощности пригоден для активации цели без ее повреждения. Для больших площадей пучок может быстро проскользить по активируемой поверхности. Затем, перемещая пучок в положение фокуса, начинается фаза отрезания. Воздействие фокусирования может быть также использовано для настройки уровня мощности для удовлетворения конкретному клеящему материалу.
В варианте осуществления связующий слой 20 может содержать светорассеивающий наполнитель для того, чтобы увеличить непрозрачность связующего слоя 20. Например, частицы диоксида титана (TiO2) могут быть использованы в качестве наполнителя. Рассеивание света в связующем слое 20 может увеличить эффективную длину оптического пути теплового излучения IR1 в связующем слое 20, тем самым увеличивая поглощающую способность излучения IR1 в связующем слое 20.
Этикетки 100 могут быть прикреплены к предметам, например для того, чтобы визуально показать информацию, связанную с предметом. Информация может содержать, например, торговую марку производителя, рекламную информацию, информацию о цене или инструкции по эксплуатации. Предметом 200 может быть, например, стеклянная бутылка, пластиковая бутылка, консервная банка, пластиковая упаковка, картонная упаковка.
Этикетка может содержать считываемую машиной информацию, например штрих-код.
Этикетка может содержать RFID-транспондер. Когда этикетка прикреплена к предмету, информация, связанная с предметом и/или с этикеткой, может быть считана беспроводным образом посредством использования стационарного или портативного RFID-считывателя. RFID относится к радиочастотной идентификации.
Этикетки могут быть использованы для улучшения и модификации внешнего вида предметов. Этикетки могут быть использованы для защиты предмета, например, от истирания. Этикетки могут быть также использованы в качестве пломб для указания того, что предмет не был изменен. Сломанная пломба может указывать, что предмет был изменен (открыт).
Различные аспекты настоящего изобретения проиллюстрируются следующими примерами.
Пример 1. Способ прикрепления этикетки (100) к поверхности предмета 300, где этикетка (100) содержит несущий слой (10) и связующий слой (20), при этом способ включает этап, на котором нагревают связующий слой (20) посредством использования инфракрасного света (IR1), где такой инфракрасный свет (IR1) имеет максимальную спектральную плотность потока излучения при пиковой длине волны (λP), причем связующий слой (20) имеет поглощающую спектральную область, которая спектрально совпадает с вышеуказанной пиковой длиной волны (λP).
Пример 2. Способ по примеру 1, в котором спектр инфракрасного света (IR1) совпадает со спектральной поглощательной способностью связующего слоя (20), так что при по меньшей мере 20% оптической мощности инфракрасного света (IR1), падающего на связующий слой (20), поглощается в связующем слое (20).
Пример 3. Способ по примеру 1 или 2, в котором максимальная спектральная плотность потока излучения находится при длине волны (λP), где спектральная поглощательная способность связующего слоя (20) по существу выше, чем спектральная поглощательная способность несущего слоя (10).
Пример 4. Способ согласно любому из примеров с 1 по 3, в котором несущим слоем (10) является бумага.
Пример 5. Способ согласно любому из примеров с 1 по 3, в котором несущим слоем (10) является пластик.
Пример 6. Способ по примеру 5, в котором несущий слой (10) является прозрачным в видимой области (VIS) света.
Пример 7. Способ согласно любому из примеров с 1 по 6, в котором связующий слой (20) содержит акриловое клеящее вещество, которое находится в нелипком состоянии до указанного нагревания.
Пример 8. Способ согласно любому из примеров с 1 по 6, в котором связующий слой (20) содержит полиуретановое клеящее вещество, которое находится в нелипком состоянии до указанного нагревания.
Пример 9. Способ согласно любому из примеров с 1 по 8, в котором связующий слой (20) содержит краситель, который поглощает инфракрасный свет (IR1).
Пример 10. Способ по примеру 9, в котором инфракрасный свет (IR1) предоставляют посредством галогенной лампы накаливания с вольфрамовой нитью (200).
Пример 11. Способ по примеру 9, в котором инфракрасный свет (IR1) предоставляют посредством лазерного диода (200), испускающего свет с длиной волны, которая находится в диапазоне от 800 нм до 1,6 мкм.
Пример 12. Способ согласно любому из примеров с 1 по 8, в котором инфракрасный свет (IR1) предоставляют посредством лазера на диоксиде углерода (200).
Пример 13. Способ согласно примерам 11 или 12, дополнительно включающий этап, на котором вырезают этикетку (100) из ленты (WEB) посредством использования указанного лазера (200).
Пример 14. Способ согласно любому из примеров с 1 по 8, в котором инфракрасный свет (IR1) предоставляют посредством термоизлучателя (200), в котором температура термоизлучателя (200) находится в диапазоне от 800°C до 1000°C.
Пример 15. Способ согласно любому из примеров с 1 по 14, в котором инфракрасный свет (IR1) пропускают через несущий слой (10) до нагревания связующего слоя (20).
Пример 16. Способ согласно любому из примеров с 1 по 15, дополнительно включающий этап, на котором осуществляют мониторинг состояния связующего слоя посредством использования света, рассеянного от поверхности связующего слоя (20).
Пример 17. Способ согласно любому из примеров с 1 по 16, в котором связующий слой (20) содержит светорассеивающий наполнитель.
Для специалиста в данной области техники должно быть ясно, что очевидны модификации и вариации устройств и способов согласно настоящему изобретению. Чертежи являются схематичными. Конкретные варианты осуществления, описанные выше со ссылкой на прилагающиеся чертежи, являются только иллюстративными и не предназначены для ограничения объема изобретения, которое определено прилагаемой формулой изобретения.
Реферат
Изобретение относится к способу прикрепления этикетки к поверхности предмета. Этикетка содержит несущий слой и связующий слой, при этом связующий слой содержит акриловое клеящее вещество или полиуретановое клеящее вещество. Способ включает этап, на котором нагревают связующий слой посредством использования инфракрасного света, где такой инфракрасный свет имеет пик спектра и максимальная спектральная плотность потока излучения находится при пиковой длине волны указанного пика спектра. Связующий слой имеет поглощающую спектральную область, которая спектрально совпадает с вышеуказанной пиковой длиной волны, так что указанная спектральная область спектрально перекрывает по меньшей мере 50% полной ширины на половине максимума пика спектра излучения. Поглощающая спектральная область находится при длинах волн, больших или равных 3 мкм. 15 з.п. ф-лы, 27 ил.
Комментарии