Емкость и набор преформ для формования емкости - RU2642050C2
Код документа: RU2642050C2
Чертежи


















Описание
Область техники
Изобретение относится к емкости, в частности к емкости типа «мешок-в-контейнере», и набору преформ для ее формования.
Изобретение кроме того относится к выдачному узлу для розлива напитков. В частности, но не только, изобретение относится к указанному выдачному узлу для розлива напитка из емкости типа «мешок-в-контейнере».
Кроме того, изобретение относится к способу формования емкости, в частности, емкости типа «мешок-в-контейнере».
Уровень техники
Известно, что розлив напитков, таких как карбонизированные напитки, особенно пиво, из жесткой металлической или деревянной емкости, такой как кег, бочка или бочонок, производится путем подачи в емкость газа под давлением, такого как CO2, вызывающего вытекание напитка из емкости.
В известной альтернативной системе, например, компании Heineken’s DraughtKeg®, раскрытой, например, в EP 1064221, емкость для напитка может быть снабжена, например, интегрированным в нее встроенным устройством для поддержания давления, с помощью которого газ, предпочтительно автоматически, вводится в емкость для поддержания давления в напитке с целью розлива и поддержания постоянного давления внутри емкости, насколько это возможно.
Кроме того, известна система, например, компании Heineken’s BeerTender®, раскрытая, например, в WO 00/03944, для розлива напитков из емкости типа «мешок-в-контейнере», в которой напиток находится внутри мягкой внутренней емкости (мешок), подвешенной в более жесткой внешней емкости. В указанной системе газ, создающий давление, может быть введен в упомянутую емкость между внутренней и внешней емкостью, и тогда сжатие мешка, или внутренней емкости, обеспечивает вытекание напитка без прямого контакта газа, создающего давление, с напитком.
В EP 2148771 раскрыта отформованная раздувом за одно целое емкость типа «мешок-в-контейнере» для хранения и розлива напитков, в которой параллельно границе раздела между внутренней и внешней емкостями обеспечен отводящий канал, который открывается в атмосферу по соседству с выдачным отверстием емкости типа «мешок-в-контейнере» и ориентирован приблизительно параллельно ее оси. В EP 2148771 не раскрыто, каким образом эта емкость используется в выдачном узле, в частности, каким образом выполнено соединение с выдачным шлангом или выдачным устройством.
В WO 2011/002295 кроме того раскрыта система, в которой емкость сжимается внутри компрессионной камеры, что обеспечивает розлив напитка, содержащегося в емкости. Для этого требуется камера высокого давления и плотная закупорка, предотвращающая прохождение воздуха в емкость.
В WO 2011/002294 раскрыта отформованная раздувом за одно целое емкость типа «мешок-в-контейнере», где в горловинной области внутренней емкости обеспечено отверстие, ведущее в пространство между внутренней и внешней емкостями. Может быть обеспечено перекрытие (с помощью клапана и газоподводящего канала) указанного отверстия для подачи газа под давлением в указанное пространство. Газ под полным давлением вводится во внешнюю емкость через горловинную область. В альтернативном варианте указанное отверстие может быть обеспечено в горловине внешней преформы или емкости.
Сущность изобретения
Настоящее изобретение имеет своей целью создание альтернативной емкости, в частности типа BIC для розлива напитков. Кроме того, настоящее изобретение имеет своей целью создание набора преформ для изготовления емкости, в частности, емкости типа BIC. Кроме того, изобретение имеет своей целью создание альтернативного способа формования емкости для напитка. Этот набор целей не является исчерпывающим. Настоящее изобретение может достигнуть и достигает других целей.
Согласно одному аспекту настоящее изобретение можно охарактеризовать емкостью типа «мешок-в-контейнере», где в горловинной области внешней емкости обеспечено по меньшей мере одно отверстие, продолжающееся по существу радиально в пространство между внешней емкостью и смежной с ней внутренней емкостью. В указанной горловинной области могут быть обеспечены соединительные элементы, предпочтительно на противоположных сторонах указанного по меньшей мере одного отверстия, которые видны по кругу, для присоединения соединительного устройства с емкостью для ввода текучей среды под давлением через указанное по меньшей мере одно отверстие в пространство между внутренней и внешней емкостями. В качестве альтернативы или вдобавок к соединительным элементам указанное по меньшей мере одно отверстие может быть обеспечено первым соединительным звеном либо составлять его часть для присоединения шланга для подачи текучей среды под давлением к указанному отверстию, для поддержания давления в пространстве между внутренней и внешней емкостями емкости BIC.
Согласно другому аспекту настоящее изобретение можно охарактеризовать набором преформ для формования емкости типа «мешок-в-контейнере», содержащей внутреннюю преформу и внешнюю преформу. Горловинная область внешней преформы снабжена по меньшей мере одним отверстием, продолжающимся по существу радиально в пространство между внешней преформой и частью смежной с ней внутренней преформы. В указанной горловинной области могут быть обеспечены соединительные элементы, предпочтительно на противоположных сторонах указанного по меньшей мере одного отверстия, которые видны по кругу, для присоединения соединительного устройства к емкости типа BIC после формования раздувом указанных преформ для ввода текучей среды под давлением через указанное по меньшей мере одно отверстие в пространство между внутренней и внешней емкостями. В качестве альтернативы или вдобавок к соединительным элементам указанное по меньшей мере одно отверстие может быть снабжено первым соединительным звеном или составлять его часть для присоединения шланга для подачи текучей среды под давлением к указанному отверстию, для поддержания давления в пространстве между внутренней и внешней емкостями емкости BIC.
В вариантах выполнения изобретения первая емкость имеет горловинный участок, а вторая емкость подвешена в первой емкости к ее горловинному участку. Горловинный участок второй емкости может входить по меньшей мере частично и предпочтительно целиком в первую емкость, например, в горловинную область первой емкости. Емкость, например, может использоваться в узле, который может дополнительно содержать соединительное устройство, соединенное ли соединяемое с горловинным участком. Соединительное устройство может тогда содержать по меньшей мере один соединительный элемент для соединения с указанным по меньшей мере одним отверстием, где соединительный элемент соединен с источником текучей среды, создающего давление, предпочтительно газа, подаваемого под давлением.
Согласно следующему аспекту настоящее изобретение можно охарактеризовать способом формования емкости, в котором емкость типа «мешок-в-контейнере» создают посредством формования раздувом за одно целое по меньшей мере из двух совмещенных преформ или из выполненной за одно целое многослойной преформы, в результате чего формируются внешняя емкость и внутренняя емкость, или мешок. Перед или после формования раздувом емкости, во внутренней и внешней емкости с использованием, например, сварки трением может быть обеспечено обжимное кольцо на внутренней и внешней преформах, закрывающее пространство между внутренней и внешней преформами и емкостями, полученными из них посредством формования раздувом. В дополнение или в качестве альтернативы упомянутые две преформы или две емкости могут быть соединены друг с другом в горловинных областях посредством сварки, в частности сварки трением или иным способом, обеспечивающим герметизацию пространства между емкостями или преформами. В периферийной стенке горловины одной из преформ и/или емкостей обеспечено по меньшей мере одно отверстие (предпочтительно во внешней преформе и/или емкости), открывающееся в указанное пространство, для подачи газа под давлением в указанное пространство и сжатия внутренней емкости внутри внешней емкости. После формования раздувом емкости внутренняя емкость заполняется напитком, а в или на отверстии в указанном кольце установлен клапан, открывающийся в указанную внутреннюю емкость.
При соединении преформ кольцом, которое может быть составной частью одной из преформ или может представлять собой отдельное кольцо, предпочтительно сформировать по меньшей мере одну, но более предпочтительно две секции в форме лабиринта в горловинной области, предотвращающие попадание отходов, образованных во время сварки, в частности, сварки трением, в пространство между внутренней и внешней емкостями. Указанные отходы, например, небольшие кусочки пластмассы, могут повредить, в частности, проколоть внутреннюю и/или внешнюю емкость, чего удается избежать с помощью секций в форме лабиринта.
Далее обсуждаются и раскрываются преформы и узлы из преформ, предназначенные для формования емкости.
Краткое описание чертежей
Для дополнительного разъяснения настоящего изобретения далее со ссылками на чертежи описываются и обсуждаются варианты выполнения настоящего изобретения. На них показано:
Фиг. 1 - вид сбоку на часть узла по изобретению, где показана горловинная область емкости с соединительным устройством по первому варианту выполнения изобретения;
Фиг. 2 - вид сбоку на часть узла по изобретению, где показана горловинная область емкости с соединительным устройством по второму варианту выполнения изобретения;
Фиг. 3 - схематичный вид варианта по Фиг. 1 в присоединенном положении;
Фиг. 4 - схематичный вид варианта по Фиг. 2 в присоединенном положении;
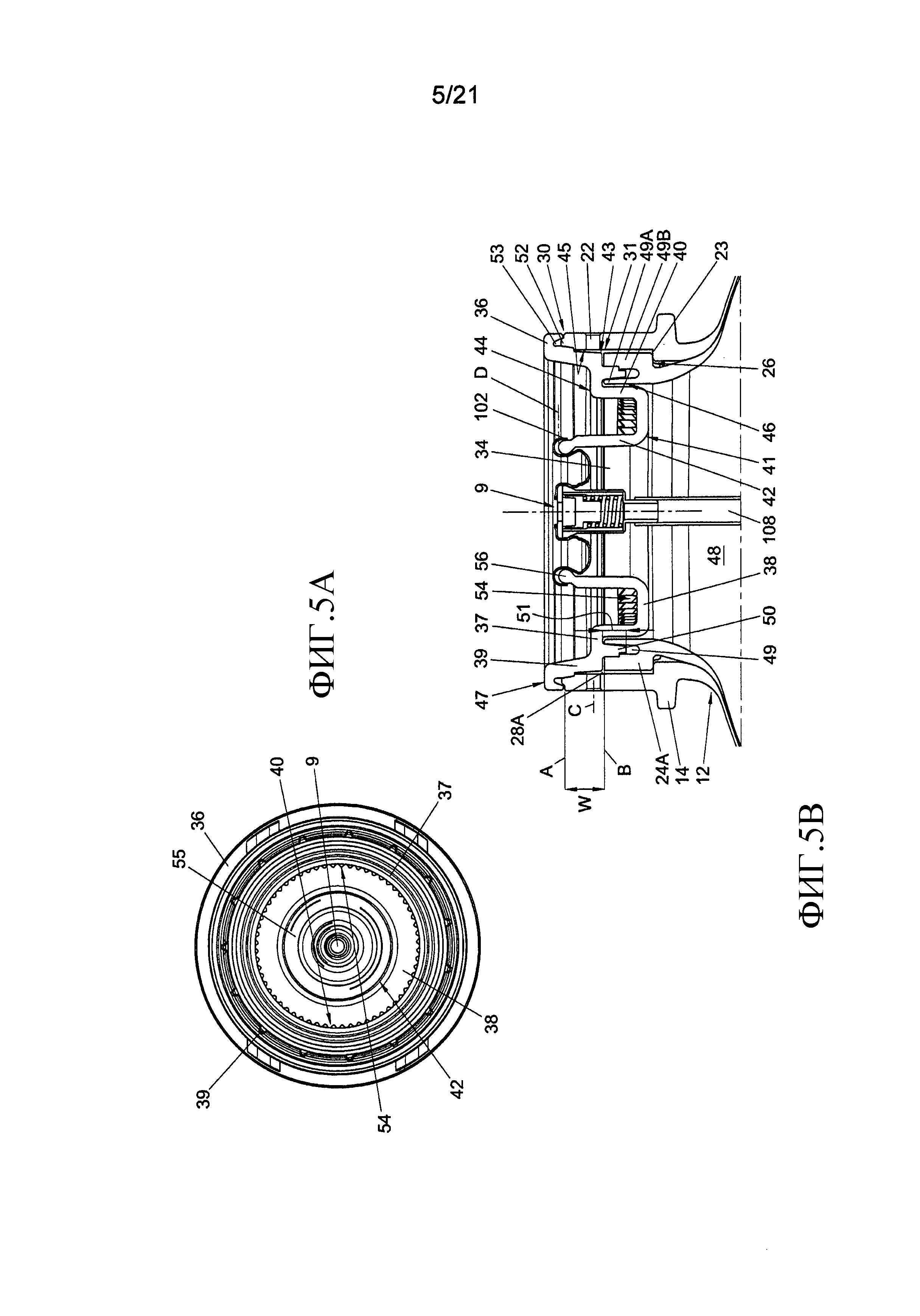
Фиг. 5А-С - вид сверху, вид в сечении и вид в перспективе горловинной области емкости соответственно;
Фиг. 6 - вид в перспективе обжимного кольца в сечении;
Фиг. 7А и 7В - вид сверху и в сечении по А-А узла преформ;
Фиг. 7С и 7D - вид сверху и в сечении по А-А альтернативного узла преформ;
Фиг. 8 - вид в сечении детали части узла преформ по Фиг. 7А и 7В, где показано обжимное кольцо, установленное на преформах;
Фиг. 8А - вид в сечении детали части узла преформ по Фиг. 7С и 7D, где показано обжимное кольцо, установленное на преформах;
Фиг. 9 - подетальный вид узла преформ согласно Фиг. 7А, 7В и 8;
Фиг. 9А - подетальный вид узла преформ согласно Фиг. 7С, 7D и 8А;
Фиг. 10 и 10А - емкость, в которой с использованием пунктирных линий показан узел преформ, из которого получена эта емкость посредством формования раздувом;
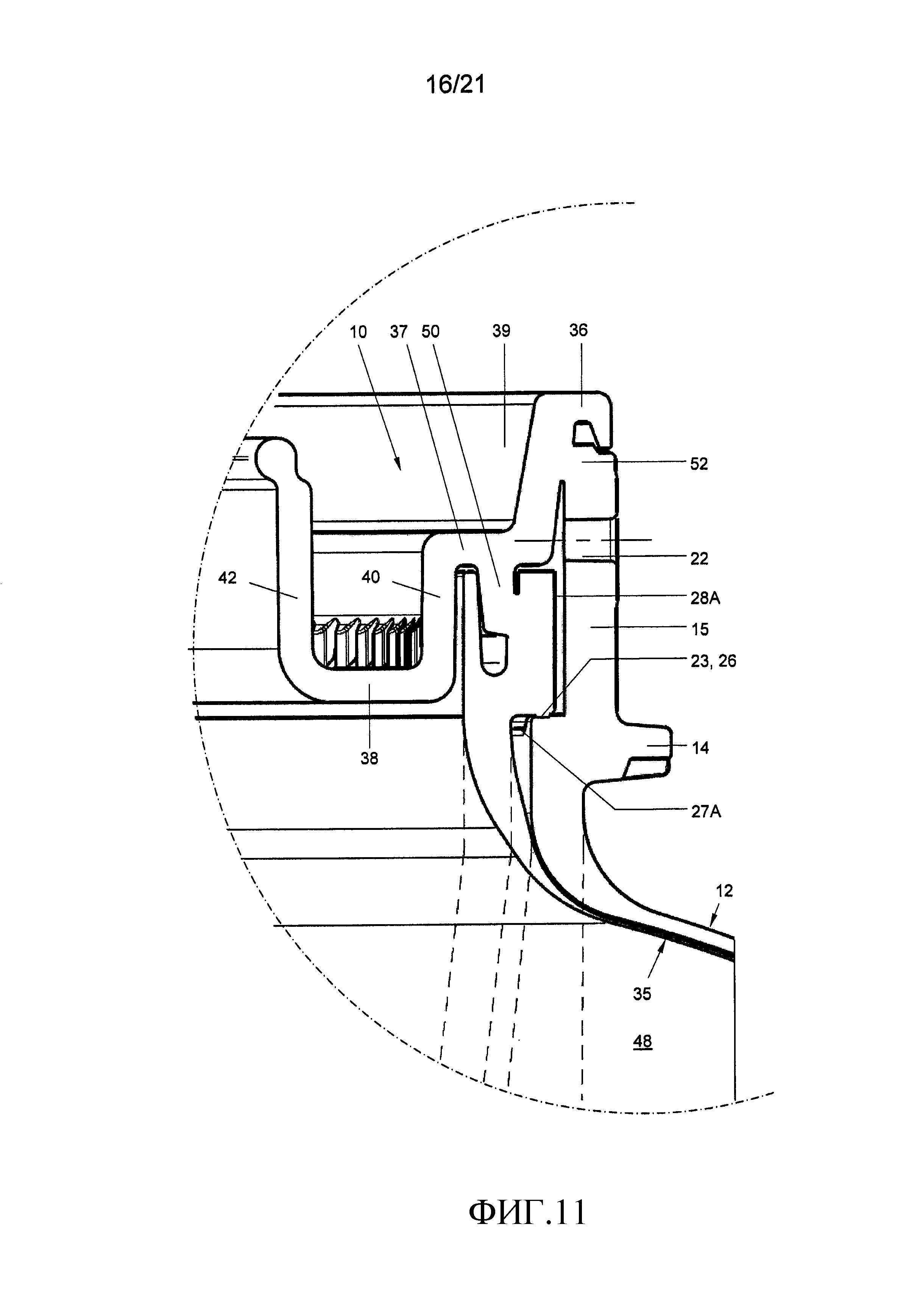
Фиг. 11 - деталь в сечении горловинной области (для сравнения с Фиг. 8);
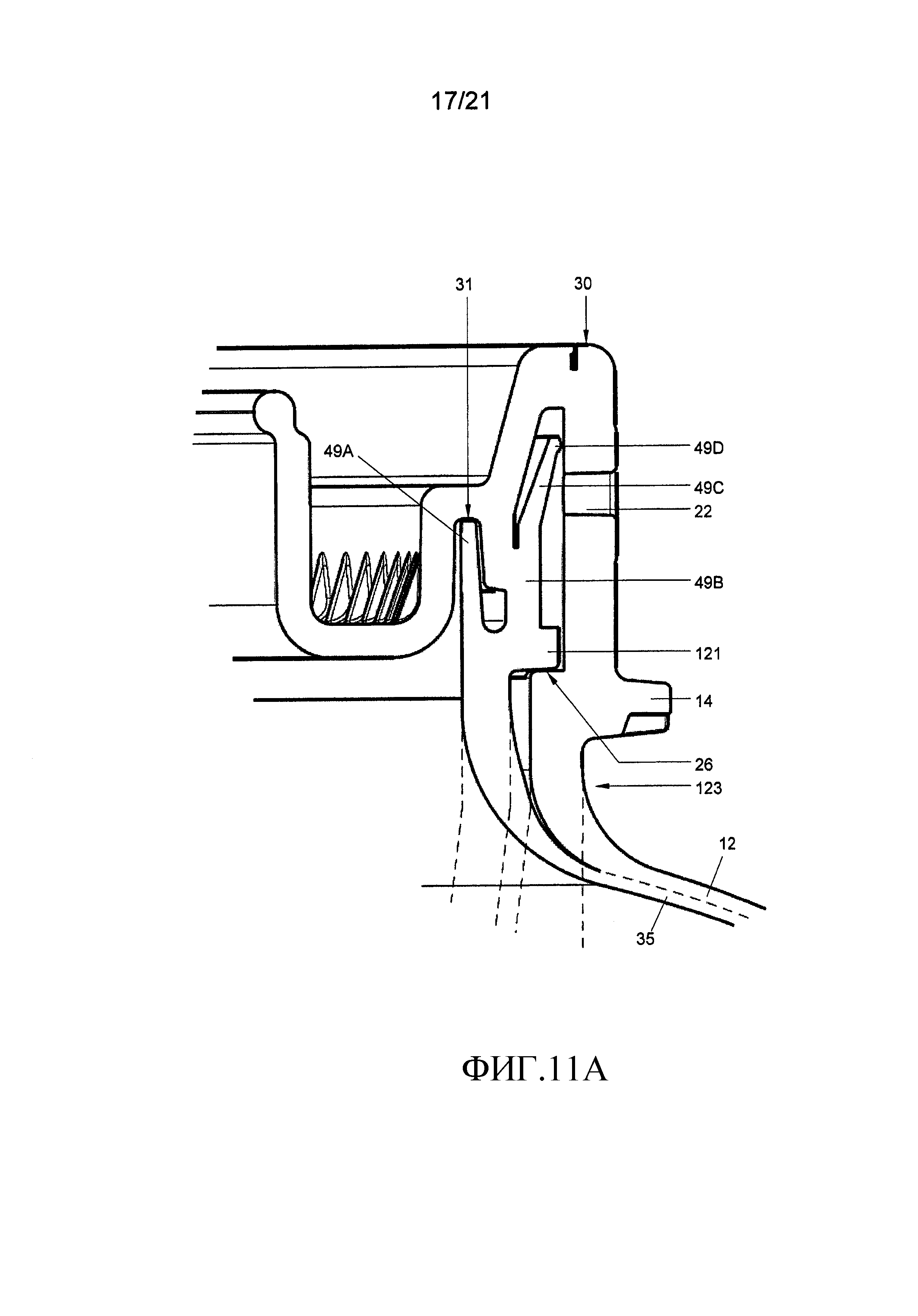
Фиг. 11А - деталь в сечении горловинной области (для сравнения с Фиг. 8А);
Фиг. 12А и 12В - вариант набора преформ в сборе и в процессе предварительной сборки соответственно;
Фиг. 12С и 12D - вид узла в сечении по B-B на Фиг. 12А и детали по Фиг. 12С соответственно;
Фиг. 13А и 13В - другой вариант набора преформ в сборе и в процессе предварительной сборки соответственно;
Фиг. 13С и 13D - вид узла в сечении по B-B на Фиг. 13А и детали по Фиг. 13С соответственно.
Подробное описание изобретения
В данном описании показаны и раскрыты варианты выполнения изобретения только в качестве примера. Их никоим образом не следует интерпретировать или понимать, как ограничение объема настоящего изобретения. В этом описании одинаковые или подобные элементы обозначены одинаковыми или подобными ссылочными позициями. Описанные здесь варианты выполнения настоящего изобретения обсуждаются со ссылками на карбонизированные напитки, в частности, на пиво. Однако в настоящем изобретении также могут использоваться другие напитки.
В данном описании ссылки типа «выше» и «ниже», «верх» и «низ» и т.п. следует рассматривать применительно к нормальной ориентации емкости, стоящей дном вниз, и имеющей горловинную область, содержащую отверстие для заполнения и/или розлива, обращенное по существу вверх. Например, как это показано на чертежах, в частности, на Фиг. 10, где дно, верхняя часть, направления вверх и вниз указаны стрелками и соответствующими словами только в иллюстративных целях. Это не обязательно отражает ориентацию, при которой должно использоваться выдачное устройство по настоящему изобретению или его части.
В этом описании термин «мешок-в-контейнере» следует понимать, как емкость, содержащую по меньше мере одну внешнюю емкость и одну внутреннюю емкость, где внутренняя емкость предназначена для хранения напитка и является более мягкой или сжимаемой, чем внешняя емкость. Внешняя емкость может представлять собой, например, емкость в форме бутылки с горловиной и корпусом, коробчатую емкость или т.п., в то время как внутренняя емкость может представлять собой мягкую емкость, такую как мешок. Внутренняя и/или внешняя емкость могут быть выполнены из мономатериалов или смесей, могут быть целиком или частично изготовлены посредством литьевого формования и/или формования раздувом, центробежного формования или т.п. Согласно настоящему изобретению емкость с мешком предпочтительно формуют раздувом за одно целое. В вариантах выполнения изобретения емкость с мешком может быть изготовлена путем вставки по меньшей мере одной преформы в другую преформу с последующим формованием раздувом их вместе для получения емкости типа «мешок-в-контейнере». В вариантах выполнения емкость с мешком может быть изготовлена посредством многослойного литья по меньшей мере одной преформы с образованием многослойной преформы и последующего формования раздувом их вместе для получения емкости типа «мешок-в-контейнере». В некоторых вариантах мешок может быть подвешен внутри внешней емкости после по меньшей мере частичного формования в отдельности внешней емкости и мешка.
В настоящем изобретении в качестве примера рассматривается емкость с мешком (BIC), отформованная раздувом за одно целое из набора преформ, содержащего две совмещенные пластмассовые преформы, что означает, что одну из преформ вставляют в другую, после чего выполняют их совместное формование раздувом известным образом с получением BIC. В вариантах выполнения до указанного формования раздувом на преформах устанавливают обжимное кольцо, соединяющее их вместе и закрывающее внутреннее пространство, которое также можно называть разделяющим или промежуточным пространством между преформами, так что по меньшей мере после формования раздувом указанное пространство открывается или может открываться в окружающую атмосферу только через одно или несколько отверстий, обеспеченных в горловинной области емкости, в частности, через внешнее отверстие через стенку горловинной области внешней преформы и/или емкости. Указанное по меньшей мере одно отверстие может быть обеспечено в процессе изготовления преформ, в частности, во время ее литьевого формования, но также может быть обеспечено позднее, например, путем прокалывания, сверления или иной обработки. В вариантах выполнения упомянутое кольцо может быть обеспечено в виде составной части одной из преформ.
В данном описании обсуждается выдачной узел, содержащий по меньшей мере соединительное устройство, емкость, в частности, емкость типа «мешок-в-контейнере» (BIC) и кран, либо указанное устройство, к которому должна быть присоединена емкость, а также источник газа под давлением, например, воздуха. Кран и источник газа не требуют подробного обсуждения, поскольку они хорошо известны специалистам в данной области техники. В предпочтительных вариантах выполнения изобретения в качестве газа, вводимого в емкость, может использоваться воздух, например, нагнетаемый компрессором, соединенным с соединительным устройством газовым шлангом, в частности, воздушным шлангом. Однако в качестве текучей среды под давлением можно использовать другие газы, например, CO2,или другую текучую среду, например, воду. Текучая среда может подаваться любым подходящим образом, известным специалистам в данной области техники. В качестве крана может быть использован любой стационарный или переносной кран, в зависимости, например, от используемого выдачного шланга. В вариантах выполнения изобретения выдачной шланг может представлять собой заменяемый выдачной шланг, в частности одноразовый выдачной шланг, используемый, например, в системе Heineken’s David®, раскрытой, например, в EP 1289874 или US 2001226967, где может быть использован кран, к которому может быть присоединен выдачной шланг с возможностью отсоединения, например, с использованием встроенного клапана или путем формирования узла типа крана на шланге, либо путем соединения типа быстроразъемного соединения. В других вариантах выполнения изобретения используемый выдачной шланг может представлять собой фиксированный выдачной шланг системы розлива напитков. Эти оба типа систем хорошо известны специалистам в данной области техники и не требуют дополнительного обсуждения.
На Фиг. 1 представлен вид сбоку на часть первого варианта выдачного узла 1, где показаны горловинная область 2, емкость 3, газовый соединительный узел 4 соединительного устройства 5, соединенный с газовым шлангом 6, такой как воздушный шланг или воздушный рукав, и коннектор 7, присоединенный к выдачному шлангу 8, в частности, гибкому выдачному шлангу. Как будет обсуждаться ниже, газовый соединительный узел 4 может быть соединен с горловинной областью 2, в то время как коннектор 7 может быть присоединен к клапану 9, установленному в обжимном кольце 10 емкости 3, либо коннектор 7 может быть присоединен по меньшей мере над клапаном 9. Емкостью является емкость 3 типа «мешок-в-контейнере».
На Фиг. 2 представлен вид сбоку на часть второго варианта выполнения выдачного узла 1, где показаны горловинная область 2 емкости 3, газовый соединительный узел 4 соединительного устройства 5, соединенный с газовым шлангом 6, таким как воздушный шланг или воздушный рукав, и коннектор 11, присоединенный к выдачному шлангу 8, в частности, гибкому выдачному шлангу. Как будет обсуждаться ниже, газовый соединительный узел 4 может быть соединен с горловинной областью 2, в то время как коннектор 11 может быть присоединен к газовому узлу 4 в месте над клапаном 9, установленным в обжимном кольце 10 емкости 3. Емкостью является емкость 3 типа «мешок-в-контейнере».
В качестве альтернативы варианту по Фиг. 2 коннектор 11 также может являться составной частью соединительного устройства 5. В указанных вариантах выполнения предпочтительно, чтобы выдачной шланг 8 был снабжен клапаном, отдельно от коннектора 11 или непосредственно в этом коннекторе, для герметизации выдачного шланга 8, с тем чтобы при присоединении соединительного устройства 5 к емкости 3 и открывании клапана 9, как обсуждается ниже, предотвратить непреднамеренное вытекание напитка из выдачного шланга 8. Указанным клапаном может быть, например, клапан, раскрытый в EP 1289874 или US 2004226967, которые обсуждались выше.
В вариантах выполнения по Фиг. 1 и 2 емкость 3 может быть одинаковой, в то время как соединители 7 и 11 могут быть разными, причем коннектор 7 по первому варианту предназначен в основном для одноразового использования, то есть, для использования только с одной емкостью, причем его удаляют вместе с выдачным шлангом 8, хотя его можно было бы повторно использовать для других емкостей, в то время как по второму варианту выполнения коннектор 11 предназначен в основном для многократного использования, то есть, для использования с рядом разных емкостей 3. Соединительное устройство согласно этому описанию таким образом может содержать воздушный узел 4 и (в зависимости от предполагаемого использования) либо один, либо оба коннектора 7, 11. Для коннектора 7 первого узла можно предусмотреть емкость 3, и/или этот коннектор может отсоединяться от емкости 3, с тем чтобы для каждой последующей емкости 3 использовать новый коннектор 7.
На Фиг. 1 и 2 схематически показано выдачное устройство 200, к которому присоединен выдачной шланг 8 известным и подходящим образом, так чтобы при воздействии на рукоятку 201 выдачного устройства 200 напиток мог вытекать из емкости 3 через выдачной шланг 8 и из выдачного устройства 200.
Варианты выполнения воздушного узла 4 и емкости 3 обсуждаются в целом ниже, в то время как соединители будут описаны с конкретными ссылками на соответствующие фигуры.
Как видно из Фиг. 1 и 2, емкость 3 может содержать внешнюю емкость 12 с корпусом 13, часть которой видна, и которая имеет по существу цилиндрическую горловину 15, образующую часть горловинной области 2. Горловина содержит фланец 14 в форме кольца, известный специалистам в данной области техники, который можно, например, использовать для сочленения преформы, из которой формируется емкость, наряду с емкостью во время изготовления, заполнения и/или какой-либо дополнительной обработки, причем фланец 14 также может увеличить жесткость горловины 15. В горловине 15 дополнительно обеспечено несколько соединительных элементов 16 предпочтительно над фланцем 14, которые могут действовать вместе с совместимыми с ними соединительными приспособлениями газового узла 4. В альтернативном варианте выполнения, как показано на Фиг. 2, соединительный узел 4 может быть присоединен посредством зацепления фланца 14, например, подобно известным выдачным держателям.
Как показано на Фиг. 1 и 2 и более подробно обсуждается ниже, в горловинной области 11 обеспечено по меньшей мере одно отверстие 22, например, в стенке горловины внутренней или внешней емкости или в соединяющем их кольце или фланце, где указанное отверстие открывается в пространство 28 между внутренней и внешней емкостями или внутренней и внешней преформами.
На Фиг. 1 шланг 6 для подачи рабочей среды под давлением может быть соединен с указанным по меньшей мере одним отверстием 22 для подачи текучей среды, предпочтительно газа под давлением в пространство 28 для поддержания давления в указанном пространстве и, тем самым, сжатия внутренней емкости. В этом варианте в отверстии 22 или этим отверстием образован первый соединительный элемент 60, в то время как подающий шланг 6 снабжен ответным вторым соединительным элементом 61 для обеспечения взаимодействия соединительных элементов 60, 61 в условиях непроницаемости для жидкости и/или газа. В показанном варианте выполнения первый и второй соединительные элементы 60, 61 могут относиться к подходящим соединительным звеньям любого типа, таким как, например, быстросменные соединительные звенья, известные специалистам в данной области техники, для формирования напорных соединений. Соединительные элементы 60, 61 предпочтительно соединены таким образом, что они остаются в соединенном состоянии без внешней поддержки, например, посредством запрессовки, защелкивания, резьбового соединения, соединения типа штыкового замка или т.п. В одном варианте выполнения отверстие 22 может быть снабжено указанным средством, таким как, например, винтовая резьба или соединительными элементами типа штыкового замка. Таким образом, соединительное звено 61 может представлять собой соединительный узел 4 или являться его частью.
В варианте выполнения, показанном на Фиг. 1, соединительный элемент 61 отделен от коннектора 7, так что их можно устанавливать по месту и/или снимать независимо друг от друга.
На Фиг. 2 схематически показан выдачной держатель 67, который содержит в известном варианте соединительный элемент 63 в форме лошадиной подковы с двумя по существу параллельными лапами, подогнанными к противоположным сторонам горловины внешней емкости под фланцем 14. К соединительному элементу 63 шарнирно присоединено плечо 66, позволяющее установить элемент 63 поверх емкости, в частности, над кольцом 10 и клапаном 9. С одного конца лапы 64 соединены поперечным элементом 65, в котором обеспечено соединительное звено 61, проходящее в пространство между лапами 64. Соединительное звено 61 может быть герметично (в отношении жидкости и/или газа) соединено с отверстием 22, например, напрямую или через соединительное звено 60, обеспеченное в или возле отверстия 22, как было описано со ссылками на Фиг. 1 .Коннектор 11 шарнирно установлен на плече 66 так, что, при его нажатии на клапан 9, клапан 9 открывается (или может открываться) коннектором 11, и одновременно или чуть раньше, соединительное звено 61 соединяется с отверстием 22 или соединительным звеном 60, обеспеченным в нем или возле него. Плечо 66 может быть зафиксировано соединительным элементом 63 известным образом с помощью фиксирующего рычага 68, смещаемого пружиной, или аналогичного фиксирующего средства.
В вариантах выполнения изобретения согласно Фиг. 1 упомянутое отверстие, а значит, первое соединительное звено 60 может быть обеспечено в другом месте и может быть сформировано таким образом, чтобы второе соединительное звено 61 могло присоединятся в другом направлении, например, по существу параллельно оси X-X емкости, как показано пунктирными линиями на Фиг. 1. В указанном варианте выполнения с выдачным держателем 67 как коннектор 11, так и соединительное звено 61 могут соединяться в результате нажатия упомянутого плеча на клапан. Соединительное звено 61 может быть обеспечено в указанном по меньшей мере одном отверстии 22 или по меньшей мере возле него, в то время как соединительное звено 60 содержит канал, включая изгиб между емкостью и противоположным концом для присоединения к шлангу 6 для подачи рабочей среды под давлением.
В этих вариантах выполнения изобретения при наличии более одного отверстия 22 дополнительные отверстия могут перекрываться, например, стопором. В вариантах выполнения изобретения в указанном втором, или дополнительном отверстии может быть обеспечен клапан сброса давления для недопущения избыточного давления в пространстве 28. В вариантах выполнения изобретения первое и/или второе соединительные звенья 61, 62 могут быть снабжены указанным средством защиты от избыточного давления для сброса подаваемого под давлением текучей среды, в частности, газа, из пространства 28, когда давление становится выше установленного безопасного давления.
На Фиг. 3 и 4 схематически показаны варианты выполнения по Фиг. 1 и 2 соответственно в соединенном состоянии. Как можно видеть на Фиг. 4, коннектор 11 имеет юбку 69, установленную на стенке 42 кольца 10 (Фиг. 5), центрирующую коннектор относительно клапана 9, а также фиксирующую выдачной держатель 67, а значит, коннектор 11 в положенном месте.
На Фиг. 5 показана горловинная область 2 емкости 3, а на Фиг. 7-11 показан узел 19 преформ, который можно использовать для формования указанной емкости, такой как собственно емкость 3.
Узел 19 преформ содержит внешнюю преформу 20 и внутреннюю преформу 21, которая вставлена во внешнюю преформу 20. Обе преформы 20, 21 в данном варианте выполнения показаны в основном симметрично относительно оси X-X, при этом на отдельных позициях могут быть обеспечены отверстия 22, как обсуждается ниже. Также возможны другие формы и размеры. Внешняя преформа при формовании раздувом образует внешнюю емкость 12, в то время как внутренняя преформа 21 посредством формования раздувом образует внутреннюю емкость 35, более мягкую, чем внешняя емкость 12, причем емкость 35 может представлять собой, например, мешок, баллон или указанную емкость.
Внешняя преформа 20 имеет горловину или горловинную область 15, показанную ранее, внутри которой обеспечен заплечик 23, например, на продольном уровне, по существу совпадающем с верхней фаской 14А фланца 14. Внутренняя преформа 21 имеет горловину или горловинную область 24, которая шире, чем часть 25, образующая корпус, так что образуется заплечик 26, который может опираться на заплечик 23 внешней преформы 20. Этим определяется глубина вставки. Как можно видеть из этой фигуры, для заплечика 26 и горловины 24 внутренней преформы 21 могут быть обеспечены распорные элементы 27, такие как зубья, каналы или т.п., с тем чтобы по меньшей мере на разных периферийных позициях поддерживать зазоры между преформами в областях горловины и заплечиков для предотвращения их тесного контактирования, поскольку такой контакт может блокировать зазоры между заплечиками 23, 26 и горловинами 15, 24 или по меньшей мере по существу перекрыть прохождение газа, например, воздуха через заплечикы 23, 26 в корпус 32 емкости между внешней и внутренней емкостями 12, 35.
В показанном варианте распорные элементы 27 могут содержать фланец или выступ 121, выступающий наружу от внешней поверхности горловинной области внутренней преформы 21, например, приблизительно на уровне нижнего конца (или просто ниже) внешней стенки 49В канавки 49, которая имеет внешний диаметр, чуть меньший внутреннего диаметра горловины внешней преформы на этом же уровне. Этот фланец или выступ 121 может таким образом образовать по меньшей мере часть заплечика 26 для размещения на заплечике 23 во внешней преформе 20. Фланец или выступ 121 содержит по меньшей мере одну, но предпочтительно несколько выемок 122. Как показано на Фиг. 9, эта или эти выемки 122 могут каждая открываться в канал 122А, продолжающийся во внешней фаске внутренней преформы и/или во внутренней фаске внешней преформы над по меньшей мере частично частью 123, образующей заплечик. После формования раздувом емкости BIC за одно целое из преформ 20, 21 часть 123, образующая заплечик, будет проходить в радиальном и тангенциальном направлении, образуя заплечик внутренней и внешней емкости. Выемки 122 и каналы 122А останутся открытыми даже в том случае, если каналы 122А слегка деформируются, так что обеспечивается и поддерживается свободный проход для подаваемого под давлением газа по меньшей мере из одного отверстия 22 в пространство 32 между частями, образующими корпусы внутренней и внешней емкости. Как можно видеть, например, на Фиг. 8 и 11, горловина 24 внутренней преформы 21 и горловина 15 внешней преформы 20, и/или внешняя и внутренняя емкости 12, 35 соединены с обжимным кольцом 10 так, что между горловиной 26 и кольцом 10, а также между горловиной 15 и кольцом 10 обеспечивается воздухонепроницаемое соединение. Таким образом, кольцо 10 герметизирует верхнюю часть разделяющего пространства, или интерфейса 28 между внешней и внутренней преформами 20, 21 или емкостями 12, 35, которые из них образованы.
В показанных вариантах кольцо 10 установлено на свободных концах 30, 31 соответствующих горловин 15, 26 внешней (20) и внутренней (21) преформы или емкостей 12, 35. Свободные концы 30, 31 сформированы на боковой стороне соответствующих горловин 15, 26 на стороне, удаленной от корпуса 32 емкости 3. Свободные концы 30, 31 расположены на первом и втором продольных уровнях А и В. Каждый уровень А, В может быть представлен, например, в виде плоскости, по существу перпендикулярной продольной оси X-X. Уровни А и В могут совпадать, но в показанном варианте уровень А, на котором находится свободный конец 30 внешней преформы 20, или внешней емкости 12, располагается на более высоком продольном уровне А, то есть, дальше от корпуса 32 емкости 3, чем уровень В, на котором расположен свободный конец 31 сформированной внутренней преформы 21, или емкости 35, который может представлять собой мешок.
В варианте, показанном на Фиг. 7В, внутренняя преформа 21 может иметь длину X1 в продольном направлении, которая по существу меньше продольной длины X2 внешней преформы 20, так что между днищами 33А, 33В внутренней преформы 20 и внешней преформы 21 образуется по существу открытая область. Это означает, что внешняя продольная длина внутренней емкости ниже горловинной области, включая часть, образующую днище, значительно меньше, чем внутренняя продольная длина внешней емкости ниже части, образующей горловину. Таким образом, при формовании раздувом преформ, обеспечивающем создание емкости, внутренняя преформа 21 скорее всего будет сначала растянута в продольном направлении, прежде чем растянется внешняя преформа, что может означать, что толщина стенки части 28, образующей корпус внутренней емкости 35, или мешка, уменьшится более значительно, чем толщина стенки внешней емкости 12 при растяжении. Кроме того, это может привести к тому, что характеристики материалов, из которых сформирована внутренняя и внешняя емкость, окажутся разными даже в случае использования одинакового материала. Следует понимать, что термин «одинаковый материал» по меньшей мере означает один и тот же тип пластмассы, даже если они представляют собой разные марки указанной пластмассы или одинаковые смеси, где смеси в контексте данной заявки считаются по меньшей мере одинаковыми, когда они содержат по существу одинаковые пластмассовые материалы в по существу одинаковых массовых долях. Термин «по существу одинаковый» в данном контексте следует понимать, как «отличающийся в пределах 10%» в массовых долях, где термин «по существу одинаковые пластмассы» следует понимать, как «содержащие одинаковые пластмассы даже в случае использования разных марок», в то время как при использовании разных пластмасс величина разброса массовых долей не будет превышать 10 процентов от общей массы преформ или емкостей. В вариантах выполнения внутренняя и внешняя преформы могут быть выполнены из разных пластмассовых материалов. Между преформами и/или их частями могут быть обеспечены разделительные агенты. Термин «по существу открытая область» следует понимать как область, которая представляется в направлении продольной длины преформ большей, чем это необходимо исходя из заводских допусков преформ, полученных посредством литьевого формования, и возможного остатка, сформированного на днище 33В внутренней преформы, который образуется из-за того, что точка инжекции преформы, находится по центру указанного днища 33В. Только в качестве примера отношение (X2-X1)/X2 может находиться, например, в диапазоне между 0,1 и 0,3.
В варианте выполнения по Фиг. 7D длину X1 внутренней преформы 21 и длину Х2 внешней преформы 20 выбирают таким образом, чтобы днище 33В внутренней преформы 21 оказалось рядом (предпочтительно как можно ближе) с днищем 33А внешней преформы 20, насколько это физически возможно с учетом стандартных производственных допусков для преформ, и выравнивания преформ друг относительно друга, а также с учетом остатка, получающегося из-за точки инжекции внутренней преформы 21. Понятно, что указанные длины приблизительно равны, насколько это допустимо. В вариантах выполнения это означает, что различие в длине Х2 и X1 будет составлять порядка нескольких миллиметров. Предпочтительно, чтобы различие в длине было достаточно для обеспечения возможности относительного поворота внутренней преформы и внешней преформы во время выполнения сварки трением. Например, что не следует понимать, как какое-либо ограничение объема изобретения, для емкости типа BIC, имеющей внутренний объем для напитка от 15 до 20 литров, различие между длиной Х2 и Х1 может быть меньше 5 мм, например, меньше 4 мм, при общей внешней длине внешней преформы порядка 250 мм. Отношение (Х2-Х1) /Х2 может составлять порядка менее 0,1, например, около 0,05 или менее. Выполнение преформ 20, 21 с по существу одинаковой длиной позволяет лучше контролировать коэффициенты растяжения преформ 20, 21 во время их совместного формования раздувом с получением емкости BIC и более оптимально контролировать характеристики материалов как внутренней, так и внешней емкости. Например, можно будет предотвратить излишнее растяжение внутренней емкости. Излишнее растяжение внутренней емкости может снизить ее прочность и увеличить вероятность поломки. Также можно будет избежать недостаточного растяжения внешней емкости. Недостаточное растяжение внешней емкости может привести к недостаточной стабильности, необходимой для выполнения ее функций, таких как, но не только, защита внутренней емкости и обеспечение давления, чтобы иметь возможность сжатия внутренней емкости путем повышения давления в пространстве между внутренней и внешней емкостью.
Пластмассовые материалы и параметры обработки, в частности, для формования раздувом следует выбирать таким образом, чтобы внутреннюю емкость 35 можно было высвободить из корпуса 13 внешней емкости 12, когда в пространстве 32 между ними давление поднято до величины, достаточной для правильного розлива напитка путем сжатия по меньшей мере части корпуса внутренней емкости. Термин «давление высвобождения» следует понимать, как разность между давлением текучей среды, в частности, газа, такого как воздух или CO2, введенного в пространство 32 между внутренней и внешней емкостями, и давлением внутри внутренней емкости, обеспечиваемым, например, карбонизированным напитком, находящимся в ней, таким как пиво, но не только оно. Эта разница давлений предпочтительно должна быть относительно низкой, например, меньше примерно 1 бар (1⋅105 Па), более предпочтительно менее 0,5 бар (0,5⋅105 Па), еще более предпочтительно менее 0,2 бар (0,2⋅105 Па). Низкое давление высвобождения имеет преимущество, заключающееся в том, что абсолютное давление в пространстве 32, а значит, в емкости типа BIC может поддерживаться на относительно низком уровне, что может повысить безопасность изделия. Например, давление в указанном пространстве может поддерживаться ниже 4 бар избыточного давления, в частности, менее 3 бар избыточного давления. Предпочтительно, чтобы внешняя и внутренняя преформы 20, 21, или емкости 12, 35 не были соединены друг с другом над сколь-нибудь существенной областью в корпусе 32.
Как можно видеть, например, из Фиг. 5, 8 и 11, может быть обеспечено по меньшей мере одно отверстие 22, продолжающееся через стенку горловины 15 внешней емкости 12. В показанном здесь варианте выполнения имеются два таких отверстия 22, диаметрально противоположных друг другу. Отверстие или отверстия 22 расположены на продольном уровне С между уровнями А и В, то есть, выше фланца 14 и ниже свободного конца 30 внешней преформы 20, или емкости 12.
В вариантах выполнения свободные концы 30, 31 разнесены на продольное расстояние W. Обжимное кольцо 10, как более подробно показано, например, на Фиг. 5, 6, 7, 8, 8А, 11, 11А, 12А-D и 13А-D, может содержать центральное отверстие 34, открывающееся во внутренний объем внутренней преформы 21 или внутренней емкости 35, и предназначенное для клапана 9, как обсуждается ниже. На обжимном кольце 10 может быть обеспечена внешняя первая часть в форме кольца, или фланец 36, который может располагаться на свободном конце 30 внешней преформы 20 или внешней емкости 12, промежуточный или второй периферийный фланец, или часть 37 в форме кольца, которая может размещаться на свободном конце 31 внутренней преформы 21 или внутренней емкости 35, а также внутренний или третий периферийный фланец или часть 38 в форме кольца. Внешняя и промежуточная части 36, 37 соединены первой периферийной стенкой 39, продолжающийся вверх от внешнего края 43 промежуточной части 37. Промежуточная и внутренняя части 37 и 38 соединены второй периферийной стенкой 40, продолжающейся вниз от внутреннего края 44 промежуточной части 37. От внутреннего края 41 внутренней части 38 третья периферийная стенка 42 отходит вверх, образуя отверстие 34 или по меньшей мере его огораживая. Можно считать, что стенки 39, 40 и 42 по существу образуют концентрические юбки. Вторая и третья стенки 40, 42 могут располагаться по существу параллельно друг другу и продольной оси Х-Х, в то время как первая стенка может быть слегка наклонена наружу в направлении вверх.
Первая стенка 39 предпочтительно продолжается непосредственно рядом с внутренней фаской 45 горловины 15 внешней преформы 20 или емкости 12, так что внешний край 43 располагается над заплечиками 23 и 26, где горловинный участок 24А горловины 24 между свободным краем 31 и заплечиком 26 находится между указанным краем 43 и заплечиком 23. Предпочтительно, чтобы по меньшей мере на нижнем конце первой стенки 39 рядом с краем 43 был обеспечен зазор между стенкой 43 и внутренней фаской 45. Вторая стенка 40 продолжается предпочтительно рядом с внутренней фаской 46 горловины 24 внутренней преформы 21 или внутренней емкости 35. Внутренняя часть 38 обжимного кольца 10 может быть установлена на продольном уровне заплечика 23 и/или фланца 14. Таким образом, горловина 24 внутренней преформы 21 или емкости 35 оказывается хорошо изолированной. Третья, или внутренняя стенка 12 может проходить от части 38 вверх к уровню D, по существу совпадающему с уровнем А, и предпочтительно ниже верхней поверхности 47 первой, или внешней части 37. Контактные поверхности между кольцом 10 и свободными концами 30, 31 могут иметь любую подходящую форму и конфигурацию и могут зависеть, например, от способа соединения. В вариантах выполнения кольцо 10 может быть соединено с преформами механическими или физическими средствами, такими как, но не только: прессфитинг, крепежная резьба, соединение типа штыкового замка, склеивание, сварка, многослойное формование или другие подходящие средства. В настоящем описании, в частности, раскрыто использование сварки, в частности, например, сварки трением. Также возможно комбинированное использование обсуждаемых здесь способов соединения. Обсуждаемая ниже конфигурация не носит ограничительный характер, но может давать преимущество для сварки, в частности для сварки трением.
В варианте выполнения, показанном в качестве примера на Фиг. 7С, 7D и на Фиг. 8А и 11А, кольцо 10 по существу целиком установлено в горловинном участке внешнего емкости. В этом варианте выполнения в кольце 10 не обеспечен фланец 36 или указанный фланец заранее не устанавливается на верхней части горловины внешней емкости, а во время сварки трением, вводится во внутреннюю часть горловины внешней преформы 20 и сваривается с ней.
В показанных здесь вариантах выполнения кольцо 10 и свободные концы 30, 31 преформ или емкостей образуют соединение 32А типа лабиринта, которое может оказаться предпочтительным, поскольку может ограничить или даже предотвратить попадание отходов пластмассы во время сварки трением или иного соединения частей в пространство 28 и/или во внутренний объем 48 внутренней преформы 21 или внутренней емкости 35. В показанном здесь варианте выполнения на свободном краю 31 внутренней преформы 21 и/или внутренней емкости 35 обеспечена кольцевая канавка 49 между частью 49А внутренней стенки и частью 49В внешней стенки, открытая вверх в сторону от корпуса 32. От промежуточной части 38 юбка 50 продолжается вниз (предпочтительно периферийная юбка), в канавку 49. Предпочтительно, чтобы глубина канавки 49 была несколько больше, чем высота 51 юбки 50 в то время как эта юбка может быть чуть шире, чем канавка 49, по меньшей мере над частью ее высоты. На Фиг. 8 показаны перекрывающиеся материалы в правом верхнем углу канавки, которые могут быть использованы во время сварки трением для совмещения кольца 10 и внутренней преформы 21 или емкости 35. Свободный конец 30 внешней преформы 20 и/или внутренней емкости 35 может быть снабжен дополнительной кольцевой или периферийной юбкой 52, в то время как внешняя часть 37 кольца может быть обеспечена кольцевой канавкой 53 со стороны, обращенной к указанному свободному краю 30. Опять же глубина канавки 53 может быть чуть больше высоты юбки 53 над свободным концом 30. Во время сварки любой материал, высвобождаемый из кольца 10 и/или преформ 20, 21 или емкостей 12, 35 соответственно, может (по меньшей мере в значительной степени) быть срезан в канавке 49, 53.
В варианте выполнения, показанном на Фиг. 7С и 7D и на Фиг. 8А и 11А между внутренней и внешней преформами 21, 20 и кольцом 10 обеспечено соединение 32В типа второго лабиринта. В этом варианте внешняя часть 49В канавки 49 внутренней емкости 21 продолжается далее вверх относительно части 49А внутренней стенки, образуя выступающую часть 49С с наклоном наружу, так что свободный край 49D указанной выступающей части 49С находится в непосредственной близости или в контакте с внутренней фаской 45 горловины внешней преформы или внешней емкости, предпочтительно выше упомянутого по меньшей мере одного отверстия 22, то есть на стороне указанного по меньшей мере одного отверстия 22, обращенного к свободным концам 30, 31. В этом варианте выполнения любые отходы, образующиеся во время соединения кольца 10, в частности, с внешней преформой, например, путем сварки трением, или присутствующие на кольце по иным причинам, будут срезаны указанной выступающей частью 49С, и будут заблокированы, что предотвратит их попадание в пространство 32.
В показанном здесь варианте выполнения обжимного кольца 10 на второй стенке 40 могут быть обеспечены захватные элементы 54 для захвата кольца 10 во время сварки трением, в ходе которой кольцо и преформы 20, 21 и/или емкости 12, 35, поворачивают друг относительно друга вокруг продольной оси X-X с указанной скоростью и давлением, так чтобы материалы кольца 10 и преформы 20, 21 и/или емкости 12, 35 по меньшей мере частично плавились и соединялись, в результате чего получается соединение, непроницаемое для газа и жидкости, как схематически показано, в частности, на поперечном сечении на Фиг. 11. Сварка трением, как таковая хорошо известна специалистам в данной области техники и поэтому здесь далее не обсуждается. Захватные элементы 54, показанные здесь в виде зубьев, позволяют легко и прочно обжать обжимное кольцо 10.
В вариантах выполнения раскрытого здесь способа преформы 20, 21 и кольцо 10 могут быть собраны в узел до формования раздувом. В вариантах выполнения такая сборка может выполняться сразу (или через короткое время) после литьевого формования преформ, а затем отправлена на хранение и доставлена в заправочную секцию, где выполняется формование раздувом с получением емкости непосредственно перед заполнением емкости напитком. В альтернативном варианте выполнения преформы и кольцо 10 могут быть установлены в положении, в котором кольцо 10 не соединено с обеими преформами 20, 21 или по меньшей мере с одной из них, так что внутреннюю преформу можно будет вставить во внешнюю преформу непосредственно перед формованием раздувом емкости, который, как правило, находится рядом или на одной линии с аппаратом для формования раздувом и заправочной секцией для наполнения емкости напитком. Преимущество такого подхода заключается в том, что при использовании, например, разделительного агента между внутренней и внешней преформами для предотвращения по меньшей мере частичного залипания внутренней и внешней емкости, разделительный агент может подаваться непосредственно перед формованием раздувом, что может предотвратить вытекание разделительного агента, которое может привести к неравномерному распределению и, следовательно, неправильному функционированию разделительного агента. Указанный разделительный агент, который сам по себе известен специалистам в данной области техники, может подаваться, например, путем окунания или распыления, например, с использованием материала на основе кремния. В вариантах выполнения кольцо может быть сначала приклеено к внутренней преформе, а затем к внешней преформе, например, после подачи разделительного агента. В вариантах выполнения кольцо 10 может быть частью внутренней преформы, по меньшей мере частично. В вариантах выполнения кольцо может быть приклеено к внешней преформе только после формования раздувом емкости из набора преформ. В вариантах выполнения внутренняя преформа может быть подвергнута формованию раздувом с получением емкости, отформованной раздувом из внешней преформы.
При сборке внутренней и внешней преформ непосредственно перед формованием раздувом с получением емкости можно добиться преимущества, состоящего в том, что упомянутые преформы, и в частности внутренняя преформа может быть разогрета частично до ее вставки во внешнюю преформу, что позволяет еще точнее выполнить нагревание преформ.
Во время формования раздувом емкости 3 инструмент устройства формования раздувом, такой как, например, вытяжной шток, нагреватель или т.п. может вводиться через отверстие 34 в кольце 10, если оно было обеспечено заранее, где отверстие 34 предпочтительно должно быть чуть больше, чем соответствующее поперечное сечение упомянутого инструмента, так что возможен сброс давления во внутренних объемах преформ по меньшей мере частично через упомянутый инструмент.
Как можно видеть, например, из Фиг. 5, 8 и 11, отверстие или отверстия 22 открываются в пространство 28 между горловинами 15, 24 на уровне чуть выше уровня В. Другими словами, через указанное отверстие 22 видны стенка 39 и/или выступающая часть 49С, если она используется. Любой газ, такой как воздух, вводимый и проходящий через указанное отверстие, воздействует на указанную стенку, являющуюся относительно жесткой, и будет направлен вниз к корпусу 32. Применение такого отверстия (отверстий) в области 2 горловины гарантирует, что во время формования раздувом емкости 3 отверстие или отверстия 22 не будут деформироваться или смещаться, поскольку не будет деформироваться горловинная область 2 во время формования раздувом.
Как в качестве примера показано на Фиг. 5, клапан 9 может представлять собой (но не только) клапан аэрозольного типа, хорошо известный специалистам в данной области техники и раскрытый, например, в WO 00/35803 или EP 1506129. Клапан 9 установлен в зажимной пластине 55, выполненной, например, из металла или пластмассы, которая может быть обжата на в верхнем конце 56 внутренней стенки 42. В показанном варианте выполнения клапан 9 относится к аэрозольному розеточному типу. Очевидно также, что можно использовать другие клапаны, такие как, но не только, аэрозольные штепсельные клапаны и/или клапаны с наклонной пластиной и т.п. В настоящем изобретении может быть использован клапан любого типа, подходящий для перекрытия выдачного отверстия и открываемый соединительным устройством, коннектором или выдачным адаптером. Предпочтительно чтобы клапан 9 проходил ниже уровня 47 внешней части обжимного кольца 10, что обеспечивает хорошую защиту клапана 9. Клапан 9 с зажимной пластиной 55 перекрывает отверстие 34, а значит, герметизирует внутренний объем внутренней емкости 35. В варианте выполнения изобретения клапан 9 может быть соединен с погружной трубкой 108. В варианте выполнения по Фиг. 3 указанная погружная трубка 108 опущена. В этом варианте, который можно использовать с емкостью, стоящей на своем дне, и клапаном 9 сверху, верхнее пространство внутренней емкости опустошается и свертывается сразу после подачи давления в емкость и открытия клапана 9 в первый раз, а после этого при достаточном давлении весь оставшийся объем внутренней емкости заполняется напитком, что улучшает режим выпуска и повышает качество напитка. В этом варианте выполнения корпус 130 клапана 9 смещается известным образом, например, как в аэрозольных клапанах, к прокладке 131 пружиной, вложенной в корпус 132. В этом варианте выполнения в указанном корпусе обеспечены относительно большие боковые отверстия 133, чтобы не допустить неоправданного ограничения потока при открытом клапане 9.
Узел 4 может быть снабжен только указанным соединительным элементом для соединения источника газа с отверстием 22. В указанном варианте емкость предпочтительно снабжена только одним отверстием 22, либо в упомянутом узле обеспечен только один уплотнительный элемент для герметизации указанного отверстия 22 или каждого отверстия 22, если их несколько.
На Фиг. 10 и 10А схематически показан вид сбоку на емкость, где пунктирными линиями показаны преформы 20, 21, из которых посредством формования раздувом изготавливается емкость за одно целое. На Фиг. 10 дно емкости имеет лепестковую форму, известную специалистам в данной области техники. В варианте по Фиг. 10А дно имеет полусферическую форму. В частности, но не только, в последнем варианте выполнения емкость может быть упакована во внешний кожух, например, коробку, выполненную из картона, листовой фибры, пластмассы или дерева, для поддержки и защиты емкости и/или для того, чтобы иметь возможность стабилизировать положение емкости, например, во время ее транспортировки, хранения, розлива напитка и другого варианта использования.
Как можно видеть из Фиг. 1 и 3, в первом варианте выполнения коннектор 7 может быть присоединен непосредственно к клапану 9, например, путем установки коннектора 7 на обжимное кольцо 10, в частности, на третью стенку 43 и/или зажимную пластину 55. В данном варианте выполнения с этой целью коннектор 7 имеет корпус 100 по существу куполообразной формы со скобой 101, которая устанавливается в качестве защелки поверх внешнего края 102 зажимной пластины 55 и защелкивает указанный край 102 у стенки 43. Предпочтительно, чтобы эта посадка с защелкиванием гарантировала невозможность снятия куполообразного корпуса, а значит, и коннектора 7 без повреждения коннектора 7 и/или кольца 10 и/или зажимной пластины 55, предпочтительно таким образом, чтобы была исключена возможность повторной установки коннектора 7 на той же самой или другой емкости 3. Коннектор 7 содержит шток 103, который контактирует с клапаном 9, так что клапан 9 открывается, и напиток может вытекать из внутренней емкости 35 через этот клапан в шток 103 для дальнейшего втекания в присоединенную к нему выдачной шланг для подачи в кран для розлива. Благодаря правильному соединению коннектора 7 с емкостью 3, в частности, через клапан 9, этот клапан указанным образом открывается, но он предпочтительно не должен открываться и закрываться многократно. Присоединение коннектора может выполняться до размещения узла 4 на емкости 3, либо после указанного размещения узла 4.
Как можно видеть на Фиг. 2 и 4, во втором варианте выполнения коннектор 11 может быть размещен над клапаном 9 и зажимной пластиной 55 в результате продвижения вниз плеча 66. Коннектор 11 содержит шток 103, проходящий вниз в юбку 69. В вариантах выполнения изобретения коннектор 11 может составлять единое целое с упомянутым плечом, так что при установке выдачного держателя 67 также устанавливается и коннектор 11. В других вариантах выполнения изобретения коннектор может быть присоединен к выдачному держателю 67 с возможностью отсоединения, так что, например, сначала на емкость может быть установлен и зафиксирован выдачной держатель 67, а затем коннектор присоединяют к выдачному держателю 67 и/или емкости 3. Опять же, шток 103 воздействует на клапан 9 для его открывания, что дает возможность напитку вытекать из внутреннего объема внутренней емкости 35 в выдачной шланг 8, присоединенный к коннектору 11. Выдачной шланг может являться частью выдачного устройства, например, с встроенным кулером 106, схематически частично показанным на Фиг. 2. В этом варианте выполнения в коннекторе 11 может быть обеспечен невозвратный клапан, например, шаровой клапан 70, предотвращающий обратный поток из выдачного шланга 8.
Когда размещение или отсоединение коннектора 7, 11 не зависит (или может по меньшей мере частично не зависеть) от размещения на емкости и/или отсоединения от емкости узла 4, коннектор, в частности, коннектор 11 может быть снят с емкости, например, для прочистки без декомпрессии емкости.
В показанных здесь вариантах выполнения внешняя преформа 20 имеет часть, образующую корпус, по существу цилиндрической формы с продольной осью Х-Х, причем эта часть герметизирована снизу частью, образующей дно. Эта цилиндрическая часть имеет максимальное поперечное сечение или максимальный диаметр Db и предпочтительно по существу постоянный внешний диаметр Db по всей цилиндрической длине Lb между фланцем 14 и частью, образующей дно, где часть, образующая корпус, может иметь конусность по указанной длине Lb, подходящую для освобождения из формы, что известно специалистам в данной области техники. Максимальный диаметр Db предпочтительно меньше диаметра фланца 14, если он применяется. Горловинный участок или область также имеет по существу цилиндрическую форму с продольной осью Х-Х, по существу совпадающей с продольной осью части, образующей корпус. По существу, цилиндрическая часть горловинной области имеет средний внешний диаметр Dn (out), превышающий максимальный диаметр Db. В показанном варианте выполнения горловинный участок имеет по существу постоянный внешний диаметр Dn (out) выше фланца 14. Предпочтительно чтобы толщина стенки горловинной области внешней преформы 20 была чуть меньше толщины по меньшей мере большей части, образующей корпус. В показанном варианте выполнения внутренняя поверхность 45 горловинной области внешней преформы расположена выше и по существу совпадает с внешней поверхностью образующей корпус части указанной преформы 20 или позиционируется чуть внутри, обеспечивая заплечик, который может поддерживать внутреннюю емкость. Внутренняя поверхность образующей корпус части внешней преформы 20 наклонена внутрь над частью, непосредственно сопряженной с фланцем 14. Часть стенки, содержащая наклонную поверхность во время формования раздувом образует по меньшей мере большую часть заплечика внешней емкости. Над по меньшей мере частью этой наклонной поверхности и/или части наружной поверхности смежной внутренней емкости обеспечены распорные элементы и/или части, образующие канал, которые остаются по меньшей мере частично открытыми во время и после формования раздувом емкости из преформ, что позволяет газу проходить из указанного по меньшей мере одного отверстия 22 в пространство между частями, образующими корпус, упомянутой емкости. Указанная внешняя преформа может быть легко изготовлена посредством литьевого формования без сложных подвижных частей в форме для литья. В форме для литьевого формования, перемещающейся в направлении, отличном от направления, параллельного продольной оси Х-Х преформ, должна быть обеспечена по меньшей мере одна часть только для формования по меньшей мере одного отверстия и соединительных элементов. В показанных здесь вариантах выполнения соединительные элементы 16 обеспечены по существу в виде трубчатых элементов 16, имеющих направление выпуска в форме, параллельное направлению выпуска по меньшей мере одного отверстия 22, так что эти отверстия могут быть легко сформированы одной и той же частью формы.
На Фиг. 12А-12D показано продольное сечение по линии А-А на Фиг. 12С варианта выполнения узла 19 преформ в собранном состоянии (Фиг. 12А) и в состоянии перед сборкой (Фиг. 12В), а на Фиг. 12С показано поперечное сечение по линии В-В на Фиг. 12А. На Фиг. 12D показана деталь Фиг. 12С.
На Фиг. 13А-13D показано продольное сечение по линии А-А на Фиг. 13С варианта выполнения узла 20 преформ в собранном состоянии (Фиг. 13А) и в состоянии перед сборкой (Фиг. 13В), а на Фиг. 13С показано поперечное сечение по линии В - В на Фиг. 13А. На Фиг. 13D показана деталь Фиг. 13С.
Эти узлы преформ могут быть подобны, например, узлу по Фиг. 7. Далее здесь обсуждаются лишь некоторые детали, в то время как для более подробного описания приводятся ссылки на более ранние описания узла 19 преформ и его частей, включая обжимное кольцо 10.
На Фиг. 12В показаны внешняя преформа 20, внутренняя преформа 21 и обжимное кольцо 10, выровненное для сборки. На Фиг. 12В часть 123 внутренней преформы 21, образующая заплечик, разрезана лишь частично, так чтобы разрез 122 и распорные элементы и/или части 122А, образующие каналы, можно было ясно видеть на виде сбоку. Горловинная область 24 с заплечиком 26 показана более широкой, чем часть 25, образующая корпус. Часть 123, образующая заплечик, имеет форму слегка усеченного конуса, расширяющегося от части 25, образующей корпус, к горловинной области 24. На внешней периферии горловинной области 24 обеспечены по меньшей мере одна, а в показанном здесь варианте выполнения, две противолежащих прорези 22, продолжающихся через горловинную область 24 в продольном направлении и открывающихся на периферийную поверхность. На внешней поверхности части 123 внутренней преформы 21, образующей заплечик, непосредственно под прорезью 122 обеспечены распорные элементы 27, образованные двумя смежными ребрами 122В, с каналом 122А между ними. Этот канал 122А продолжается от прорези 122 в направлении (по меньшей мере близком) к концу части 123, образующей заплечик, на боковой стороне части 25, образующей корпус. Таким образом, предотвращается ситуация, состоящая в том, что при формовании раздувом емкости из упомянутой сборки внешняя преформа 20 может войти в тесный контакт с внешней поверхностью части 123 внутренней емкости, образующей заплечик, что воспрепятствует попаданию подаваемого под давлением текучей среды в пространство между сформованными внутренней и внешней емкостями.
Благодаря обеспечению двух диаметрально противолежащих прорезей 122 и смежных каналов 122А распорные элементы 27 могут быть сформированы относительно легко в частях формы, высвобождающихся с двух противоположных сторон. При сборке, как можно видеть на Фиг. 12А и 12В, внешняя поверхность внутренней преформы, и внутренняя поверхность внешней преформы будут по большей части отделены друг от друга на расстояние, примерно равное радиальной высоте ребер 122В. Ребра 122В размещаются относительно близко друг к другу, так что канал 122А останется открытым даже после формования раздувом емкости.
При сборке преформ 20, 21, предпочтительно, чтобы прорези 122 и смежные каналы 122А позиционировались так, чтобы отверстия 22 открывались с указанными прорезями 122. Однако, как можно видеть на Фиг. 12В, может быть обеспечен заплечик 23 со ступенчатой поверхностью, на которую может опираться заплечик 26, с тем чтобы всегда было достаточно отверстий между заплечиками 23, 26, позволяющих текучей среде под давлением выходить из отверстия или отверстий 22 в канал или каналы 122А и в пространство между внутренней и внешней преформами. Опять же в этом варианте выполнения по тем же или аналогичным причинам длина Х1 внутренней преформы значительно меньше, чем длина Х2 внешней преформы 20, как показано на Фиг. 7А и обсуждается со ссылками на эту фигуру.
На Фиг. 13 показан альтернативный вариант выполнения узла преформ в состоянии перед сборкой (Фиг. 13В) и в собранном состоянии (Фиг. 13А). В этом варианте выполнения распорные элементы 7 в основном сформированы на внутренней поверхности внешней преформы 20, по меньшей мере на ее части 23, образующей заплечик. Опять же в показанном варианте, раскрытом со ссылками на Фиг. 12, элементы 7 могут быть сформированы в виде каналов 122А между соседними ребрами 122В, причем эти каналы открываются в нижележащие части 7А ступенчатой поверхности 7В заплечика 23, на который может опереться заплечик 26 внутренней преформы 20. В данном варианте выполнения имеется несколько указанных каналов 122А, предпочтительно больше двух, например, шесть, разнесенных по периферии внутренней поверхности части 23, образующей заплечик, как показано на Фиг. 13С. Благодаря увеличению количества каналов 122А увеличивается область, позволяющая подаваемой под давлением рабочей среде вытекать из отверстия или отверстий 22, что обеспечивает более качественное поддержание соответствующего давления в пространстве между внутренней и внешней емкостями после формования раздувом. Кроме того, эти каналы легче поддерживать по меньшей мере частично в ходе формования раздувом из-за их расположения на внешней преформе 20. Обеспечение этих каналов на внутренней поверхности внешней преформы облегчает изготовление множества таких каналов. Во время формования раздувом внутренняя преформа может нагреваться до более высокой температуры, которая могла бы повредить эти каналы, если бы они были обеспечены на внутренней преформе. Внутренняя преформа во время формования раздувом будет более текучей, что позволит снизить требование к правильности формы ребер, а значит, остального канала. В частности, поскольку во время формования раздувом давление для формования емкости поступает изнутри наружу, это значит, что внутренняя преформа будет прижиматься к внутренней поверхности внешней преформы. Опять же, обеспечение ребер и каналов на внешней преформе имеет преимущества с точки зрения поддержания правильных профилей упомянутых ребер и каналов.
В показанных вариантах выполнения высота H ребер 122В может быть близка к радиальному расстоянию между преформами 20, 21 в горловинной области и/или части 23 преформ, образующей заплечик, (например, несколько миллиметров).
В данном варианте выполнения по тем же или аналогичным причинам значения Х1 и Х2 близки друг к другу, насколько это возможно, как было описано со ссылками на Фиг. 7D.
Очевидно, что конфигурация элементов 7 и/или конфигурация горловинной области на Фиг. 13 может быть использована в наборе преформ согласно Фиг. 12, или наоборот, либо в вариантах по Фиг. 7.
Предпочтительно, чтобы распорные элементы и/или части 122, образующие каналы, по меньшей мере в основном были сформированы на внутренней поверхности внешней преформы 20, по меньшей мере в ее части или области 123, образующей заплечик. Это может дать ряд преимуществ, в том числе (но не только) в том, что толщина стенки внешней преформы может быть увеличена, что может уменьшить деформацию внутренней преформы во время формования раздувом, в частности, в части или области 123, образующей заплечик, в результате чего облегчается поддержание формы и размеров распорных элементов и/или частей 122, образующих каналы. Кроме того, при расширении части 123, образующей заплечик, в направлении открытого верхнего конца 30 можно облегчить формование этих указанных распорных элементов и/или частей 122, образующих каналы, с помощью высвобождающегося сердечника формы литьевого формования, обеспечивающего достаточную конусность. Кроме того, благодаря обеспечению вышеуказанных элементов на внешней преформе можно уменьшить напряжения в сформованной емкости.
В показанных здесь вариантах выполнения газ или текучую среду вводят под давлением по существу в радиальном направлении Ain в горловинной части емкости, то есть, под углом α относительно оси Х-Х горловины, где угол α предпочтительно составляет от 30 до 150 градусов, более предпочтительно от 45 до 135 градусов, и еще более предпочтительно около 90 градусов. Благодаря такому направлению может быть увеличена безопасность сборки, например, поскольку давление, оказываемое газом, поступает не в том направлении, в котором соединительное устройство может быть отсоединено от емкости. Кроме того, это направление таково, что газ будет способствовать обеспечению прохода в указанное пространство между емкостями. Кроме того, благодаря обеспечению по меньшей мере одного отверстия в стенке горловинной области впускное отверстие для газа не будет мешать расположению шланга или трубы для розлива напитка либо ее отводу. Благодаря обеспечению защиты от избыточного давления в соединительном устройстве можно избежать избыточного давления в емкости и/или легко решить эту проблему. Благодаря обеспечению по меньшей мере одного впускного отверстия 22 на уровне, на котором оно обращено к стенке упомянутого кольца, то есть, например, на уровне выше свободного конца внутренней емкости 21, дополнительно обеспечивается беспрепятственное прохождение газа между отверстием 22 и пространством 32 между емкостями. В показанном варианте выполнения при наличии выступающей части 49С поток газа будет направляться наклонной поверхностью выступающей части 49С в направлении пространства 32.
В одном варианте выполнения источником подаваемого под давлением газа может быть компрессор для воздуха, либо этот источник может содержать такой компрессор. Предпочтительно иметь возможность изменения направления работы компрессора на противоположное, с тем чтобы при опустошении внутренней емкости 35 до желаемого уровня, воздух можно было откачать из пространства 28 через соответствующее отверстие 22 (с пока закрытым клапаном 9), что приведет к уменьшению объема емкости, поскольку внешняя емкость 12 будет сжиматься благодаря уменьшению в нем давления. Это значительно уменьшит объем выбрасываемой емкости.
Изобретение никоим образом не сводится к вариантам выполнения, которые были здесь детально раскрыты и обсуждены. Возможно множество их вариаций, в том числе, но не только, в отношении комбинаций частей, показанных здесь и обсужденных вариантов выполнения изобретения. Например, по меньшей мере одно отверстие 22 может быть обеспечено в другом месте, например, оно может проходить через кольцо 10, предпочтительно по существу в радиальном направлении наружу, например, через внутреннюю поверхность 39 или стенку 40 упомянутого кольца в пространство 32 между емкостями, причем соединительное устройство может вводиться в упомянутое кольцо для сообщения с указанным по меньшей мере одним отверстием. В емкости может быть обеспечено только одно отверстие в горловине либо несколько таких отверстий. В вариантах выполнения изобретения кольцо 10 может быть частично или полностью исключено, и тогда узел 4 может быть установлен непосредственно над горловиной емкости, перекрывая прохождение газа через горловину, так что газ может непосредственно поступать в пространство 28. Перед эксплуатацией указанное пространство 28 может быть герметизировано с помощью крышки или уплотнения, например, прокалываемого или удаляемого перед присоединением узла 4, который может быть установлен, например, под или на выступы 16.
Реферат
Емкость типа «мешок-в-контейнере», в которой горловинная область емкости снабжена по меньшей мере одним отверстием, продолжающимся через нее по существу радиально в пространство между внешней емкостью и смежной внутренней емкостью, где горловинная область снабжена соединительными элементами, предпочтительно на противоположных сторонах указанного по меньшей мере одного отверстия, расположенными по окружности, для присоединения соединительного устройства к емкости для ввода подаваемого под давлением текучей среды через указанное по меньшей мере одно отверстие в пространство между внутренней и внешней емкостями; и/или указанное по меньшей мере одно отверстие снабжено первым соединителем или образует его часть для присоединения шланга подачи текучей среды к указанному отверстию для поддержания давления в пространстве между внутренней и внешней емкостями. 6 н. и 29 з.п. ф-лы, 28 ил.
Комментарии