Штабелируемый полый пластмассовый контейнер - RU2747013C2
Код документа: RU2747013C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к полым пластмассовым контейнерам для упаковки, хранения и транспортировки текучих сред с выполненными за одно целое ручками для переноски и обработки, а также с выполненными за одно целое уторами для обеспечения возможности штабелирования.
УРОВЕНЬ ТЕХНИКИ
Существуют штабелируемые полые пластмассовые контейнеры наподобие канистр с выполненными за одно целое ручками для переноски и обработки, имеющие такие формы, которые обеспечивают возможность их штабелирования поверх друг друга для осуществления более удобного хранения и транспортировки. Такие контейнеры широко используются для упаковки жидкостей, таких как вода, пищевые масла и чистящие химикаты, которые не хранятся под давлением. В тех случаях, когда продукт упакован под давлением, подобно газированным напиткам (например, пиву), такие существующие контейнеры не являются подходящими, поскольку их форма, обеспечивающая возможность штабелирования (как правило, кубообразная или цилиндрическая с плоскими концами), не подходит для того, чтобы выдерживать внутреннее давление.
Для того чтобы пластмассовый контейнер выдерживал требуемое внутреннее давление, его форма ограничена сферической или цилиндрической формой с закругленными концами, что не обеспечивает возможность штабелирования. Кроме того, контейнеры для упаковки продуктов под давлением должны быть выполнены из прочных пластмасс, таких как ПЭТ (полиэтилен терефталат), в противном случае он должен быть очень тяжелым и, следовательно, неэкономичным. В результате, большинство пластмассовых контейнеров для упаковки под давлением, такие как пивные кеги, выполнены из ПЭТ и имеют цилиндрические формы с закругленными концами. Из-за своей формы такие контейнеры не штабелируются, так что для того, чтобы выполнить их штабелируемыми для удобства хранения и транспортировки, эти контейнеры либо помещают внутрь других контейнеров, таких как картонные коробки, или оборудуют отдельно выполненными частями (уторами и ручками). Уторы представляют собой отдельные пластмассовые части, которые размещены на верхней части контейнеров и, во многих случаях, также и на нижней части и имеют такие формы, которые обеспечивают возможность штабелирования контейнеров поверх друг друга. Как правило, уторы содержат полые части, которые могут быть использованы в качестве ручек для переноски и обработки этих контейнеров.
Одним примером предшествующего уровня техники является DE102009044314A1 (KRONES AG), в котором пластмассовый контейнер снабжен двумя отдельно выполненными частями, одна из которых выполнена на основании, а другая вблизи горловины контейнера, которые обеспечивают возможность штабелирования. Альтернативно, для получения возможности штабелирования контейнер помещают внутри другого контейнера, который является цилиндрическим и имеет крышку. Решение с наличием верхнего и нижнего уторов также предложено в US 2013206762А1 (Andrew Smith и др.). Контейнеры предшествующего уровня техники, имеющие лепестковидные основания (самостоятельно стоящие) и снабженные отдельно выполненными уторами и ручками вокруг области горловины для обработки и транспортировки, можно найти в GB2485555A (Silvia Romana Marabini) и US2016039570A1 (KRONES AG). Еще одним примером предшествующего уровня техники является US6230892B1 (Przytulla Dietmar [DE] и др.), в котором отверстия ручек открывают при помощи пробивки после формования, а в US2016/090215А1 (Meinzinger Rupert [DE]) раскрыт контейнер с элементами для переноски, которые могут быть приклеены к нему или прикреплены к нему защелкой.
В настоящее время существует потребность в контейнерах, содержащих ручки и уторы, что делает их удобными для переноски, обработки и штабелирования, но без существенного увеличения затрат материала и/или сложности изготовления такого контейнера.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения предложен штабелируемый пластмассовый контейнер, содержащий область горловины, корпусную часть, содержащую основание; выполненную за одно целое ручечную часть, расположенную вокруг области горловины контейнера, причем указанная ручечная часть содержит одну или более ручек для переноски и обработки контейнера; и выполненный за одно целое первый утор, выполненный с возможностью приема основания идентичного контейнера и/или совместного взаимодействия с ним.
Следовательно, в соответствии с вариантами осуществления настоящего изобретения может быть предложен пластмассовый контейнер, который изготавливается с готовыми встроенными ручками и уторами, что делает его удобным для переноски, обработки и штабелирования. Преимущественно, такой контейнер может быть обеспечен без потребности в отдельном изготовлении дополнительных частей и монтаже их на контейнер. Варианты осуществления настоящего изобретения устраняют потребность в отдельных уторах, ручках или других внешних контейнерах типа картонных коробок. Дополнительное преимущество вариантов осуществления настоящего изобретения может состоять в предложении контейнера, который более легко повторно используется.
Контейнер может содержать две расположенные на расстоянии ручки.
Выполненный за одно целое первый утор может иметь по существу кольцеобразную форму. Например, выполненный за одно целое первый утор может иметь по существу овалоидную или круглую форму.
Указанная или каждая ручка (ручки) и выполненный за одно целое первый утор могут быть выполнены за одно целое.
Указанная или каждая ручка и выполненный за одно целое первый утор могут быть расположены на области горловины контейнера или вблизи нее.
Контейнер может быть выполнен из ПЭТ сырья.
Контейнер может иметь любое подходящее количество ручек. Указанная или каждая ручка может иметь любую подходящую форму, например, представлять собой продолговатую ручку.
Контейнер может содержать единое выполненное за одно целое формованное изделие. Контейнер может быть выполнен в процессе двухэтапного формования. Например, контейнер может быть выполнен посредством инжекционного формования и выдувного формования с вытяжкой. Указанная или каждая ручка (ручки) и выполненный за одно целое первый утор могут быть выполнены в течение начального этапа инжекционного формования. Корпусная часть может быть выполнена с получением ее окончательного профиля в течение последующего этапа выдувного формования.
Ручка (ручки) и выполненный за одно целое первый утор могут быть выполнены за одно целое. Например, ручка (ручки) и выполненный за одно целое первый утор могут быть обеспечены посредством единого компонента контейнера.
Выполненный за одно целое первый утор может быть выполнен с возможностью обеспечения одной или более ручек.
Корпусная часть может содержать куполообразное основание или лепестковидное основание. Основание может представлять собой сферическое или эллиптическое основание.
В настоящем документе термин "лепестковидное основание" используется для ссылки на основание, имеющее по существу сферическую или эллиптическую форму с тремя или более проходящими наружу выступами. Контейнер может представлять собой самостоятельно стоящий контейнер, содержащий корпусную часть, содержащую лепестковидное основание. Основание может иметь по существу сферическую или эллиптическую форму с тремя или более проходящими наружу выступами. Предпочтительно, основание содержит пять проходящих наружу выступов. Формы и размеры указанных выступов выполнены с обеспечением возможности выдерживания контейнером внутреннего давления.
Контейнер может дополнительно содержать второй утор, выполненный с возможностью приема по меньшей мере основания корпусной части. Второй утор может быть выполнен с возможностью обеспечения устойчивости этому контейнеру. Второй утор и корпусная часть могут быть выполнены отдельно или за одно целое. Второй утор может быть выполнен с возможностью приема куполообразного основания корпусной части. Контейнер, содержащий второй утор, предпочтительно является самостоятельно стоящим. Второй утор может быть выполнен с возможностью способствования устойчивости контейнера и, в частности, способствования устойчивости контейнера, имеющего куполообразное основание, при транспортировке, например, на роликовом конвейере.
В соответствии с дополнительным аспектом настоящего изобретения предложена заготовка для контейнера, как описано в настоящем документе, причем заготовка содержит область горловины и основную корпусную часть заготовки, а область горловины содержит по меньшей мере одну ручку и утор.
В соответствии с дополнительным аспектом настоящего изобретения предложен способ изготовления штабелируемого пластмассового контейнера, как описано в настоящем документе, включающий следующие этапы:
обеспечение заготовки, содержащей область горловины и основную корпусную часть заготовки, при этом область горловины содержит по меньшей мере одну ручку и выполненный за одно целое утор, и
выдувное формования основной корпусной части заготовки для с получением окончательного профиля контейнера.
Этап обеспечения заготовки может включать, например, инжекционное формование заготовки.
Этап выдувного формования основной корпусной части заготовки может включать помещение заготовки в выдувную форму при заданной температуре и вытяжку и раздув этой заготовки внутри выдувной формы для получения контейнера таким образом, что во время раздува с вытяжкой область горловины не изменяется, тогда как основная корпусная часть заготовки вытягивается и раздувается с получением формы контейнера.
Способ изготовления контейнера может дополнительно включать помещение основания корпусной части контейнера во второй утор, выполненный с возможностью приема указанного основания.
Контейнер в соответствии с вариантом осуществления настоящего изобретения выполняют по меньшей мере с одной выполненной за одно целое ручкой и по меньшей мере с одним выполненным за одно целое первым утором, встроенными в виде выполненной за одно целое части таким образом, что контейнер изготавливают как единое целое. В результате, нет необходимости в дополнительных этапах обработки для раздельного изготовления ручек, уторов и других наружных контейнеров, а также для прикрепления таких ручек, уторов и наружных контейнеров к указанному контейнеру, что, тем самым, экономит ресурсы и производственные затраты.
Контейнеры в соответствии с вариантами осуществления настоящего изобретения имеют преимущество, состоящее в том, что ручки и уторы на изготовленных контейнерах могут быть очень жесткими для обеспечения безопасной работы с контейнерами большого размера и их штабелирования, поскольку они при наполнении становятся тяжелыми.
Контейнеры в соответствии с настоящим изобретением также могут устойчиво транспортироваться, например, на роликовом конвейере.
Контейнеры в соответствии с вариантами осуществления настоящего изобретения являются экономичными, поскольку вес контейнера может быть меньше, чем соответствующий вес контейнеров с отдельно выполненными ручками и уторами, что, таким образом, экономит затраты сырья.
Еще одно экономическое преимущество вариантов осуществления настоящего изобретения состоит в упрощенном процессе изготовления, который исключает раздельное изготовление нескольких частей и их монтажа.
Другое преимущество контейнеров в соответствии с вариантами осуществления настоящего изобретения состоит в том, что в отличие от контейнеров с раздельными частями, как правило, выполненных из различных материалов, основной контейнер, ручки и уторы выполнены как единое целое из одинакового сырья, что, таким образом, делает его очень легко используемым повторно.
По сравнению с раздельно выполненными ручками и уторами выполненные за одно целое ручка (ручки) и уторы контейнеров в соответствии с вариантами осуществления настоящего изобретения не могут быть отсоединены от контейнера, что добавляет безопасности этому контейнеру в эксплуатации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение может быть реализовано различными способами, и ниже будут описаны его конкретные варианты осуществления только в качестве примера и со ссылкой на сопутствующие чертежи.
На ФИГ. 1а и 1b показано схематичное изображение контейнера в соответствии с одним вариантом осуществления настоящего изобретения, в котором контейнер содержит лепестковидную область основания, основной корпус и область горловины с выполненными за одно целое ручками и выполненным за одно целое первым утором;
На ФИГ. 2а и 2b показано схематичное изображение заготовки в соответствии с одним вариантом осуществления настоящего изобретения, которая может быть использована для выдувного формования с вытяжкой для получения контейнера, показанного на ФИГ. 1;
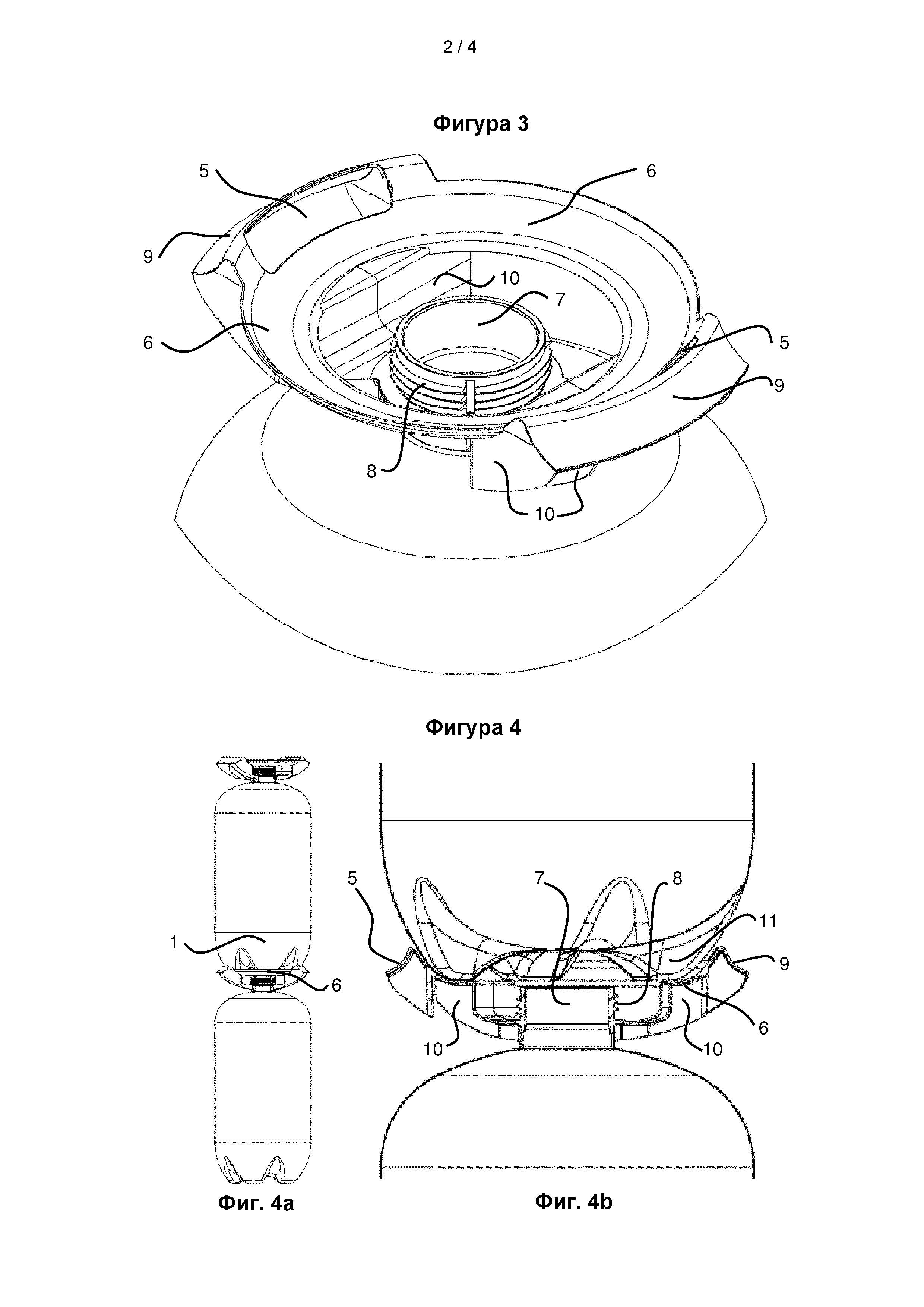
На ФИГ. 3 показано схематичное изображение выполненных за одно целое ручек и выполненного за одно целое утора контейнера в соответствии с ФИГ. 1;
На ФИГ. 4а и 4b показано схематичное изображение шатбелированного расположения двух контейнеров в соответствии с вариантом осуществления изобретения, показанном на ФИГ. 1;
На ФИГ. 5а и 5b показано схематичное изображение контейнера в соответствии с еще одним вариантом осуществления настоящего изобретения, в котором контейнер содержит куполообразную область основания, основной корпус и область горловины с выполненными за одно целое ручками и выполненным за одно целое первым утором; и
На ФИГ. 6а и 6b показаны схематичные изображения шатбелированных расположений двух контейнеров в соответствии с вариантом осуществления изобретения, показанном на ФИГ. 5а и 5b.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В компоновках, описанных ниже в качестве примера, контейнер состоит из лепестковидной области 1 основания, корпусной части 2 и области 3 горловины. Соответствующая заготовка имеет основную корпусную часть 2а заготовки и область 3а горловины, которая является такой же, что и область 3 горловины контейнера.
Одна такая предпочтительная компоновка показана на ФИГ. 1, на которой изображены вид сбоку (ФИГ. 1а) и вид в изометрии (ФИГ. 1b) полной формы контейнера в соответствии с настоящим изобретением с самостоятельно стоящей и штабелирующейся областью 1 основания. Область 1 основания имеет лепестковидную форму. В частности, область 1 основания является по существу круглой по форме с пятью проходящими наружу выступами 11. Контейнер дополнительно содержит корпусную часть 2, сообщающуюся с областью 3 горловины. Область 3 горловины обеспечивает выполненный за одно целое утор 6 и пару расположенных на расстоянии выполненных за одно целое ручек 5. На ФИГ. 1а и 1b можно видеть, что ручки 5 и утор 6 выполнены в виде единого выполненного за одно целое компонента. Ручки 5 обеспечены на противоположных поверхностях утора 6.
На ФИГ. 2 показаны вид сбоку (ФИГ. 2а) и вид в изометрии (ФИГ. 2b) формы заготовки, которая может быть использована для выдувного формования с вытяжкой для получения контейнера, показанного на ФИГ. 1. Область 3а горловины такой заготовки, содержащая выполненные за одно целое ручки 5а и выполненный за одно целое утор 6а, будет такой же, что и соответствующая область 3 горловины контейнера, показанного на ФИГ. 1, с учетом того, что процесс выдувного формования с вытяжкой не затрагивает область горловины заготовки. Основной корпус 2а заготовки будет выполнен способом выдувного формования с вытяжкой во время изготовления контейнера для того, чтобы формировать выступы 11 и корпусную часть 2 контейнера. Корпусная часть имеет расширенный профиль по сравнению с заготовкой и, как правило, расширяется от горловины до в целом закругленного плеча, которое расширяется до прямостенной секции, прежде чем достигнет основания конце контейнера, который является дальним по отношению к горловине.
Со ссылкой на ФИГ. 3, можно видеть, что в соответствии с предпочтительным вариантом осуществления изобретения область 3 горловины контейнера содержит резьбовую часть 8 для крышек или раздаточных клапанов винтового типа. Однако следует понимать, что область 3 горловины может быть выполнена с кольцами для крышек или раздаточных клапанов нажимного типа.
На чертежах можно видеть, что контейнер и заготовка содержат две ручки 5 с широкими изогнутыми поверхностями 9 для удобства при переноске. Также можно видеть, что контейнер и заготовка содержат по существу круглый кольцеобразный утор 6. Форма утора 6 выполнена с возможностью приема основания контейнера с идентичной формой и взаимодействия с ним таким способом, что один контейнер может быть поставлен в штабель на другой. Утор 6 на первом контейнере выполнен с возможностью поддержки выступов 11 на основании второго контейнера, расположенного над первым контейнером. Можно отметить, что утор 6 имеет в целом вогнутый профиль верхней поверхности, что может способствовать выравниванию штабелированных контейнеров. Каждый элемент из ручек и утора как целая часть присоединен к отверстию 7 горловины контейнера или вблизи него посредством опорных элементов 10, которые выполнены с возможностью обеспечения требуемой прочности для выдерживания веса контейнеров, помещенных в штабель поверх него.
На ФИГ. 4а показан вид сбоку контейнеров, помещенных в штабель друг на друга, иллюстрирующий способ взаимодействия области 1 основания контейнера, расположенного на верху, с утором 6 нижнего контейнера для обеспечения возможности штабелирования этих контейнеров. На ФИГ. 4b показан укрупненный вид в сечении, более подробно иллюстрирующий признаки выполненных за одно целое утора 6 и ручек 5 вокруг области 3 горловины и отверстия 7 горловины контейнера, включая опорные элементы 10 и поверхности 9 ручки. На этом чертеже также проиллюстрировано взаимодействие между выступами 11 области 1 основания и утором 6 расположенного ниже контейнера.
На ФИГ. 5а и 5b показан еще один вариант осуществления контейнера в соответствии с настоящим изобретением. Контейнер 20 состоит из куполообразного основания 21, корпусной части 22 и области 23 горловины. Куполообразное основание 21 имеет по существу сферическую форму. Область 23 горловины обеспечивает выполненный за одно целое первый утор 26 и пару расположенных на расстоянии выполненных за одно целое ручек 25. На ФИГ. 5а и 5b можно видеть, что ручки 25 и выполненный за одно целое первый утор 26 выполнены в виде единого выполненного за одно целое компонента. Ручки 25 обеспечены на противоположных поверхностях первого утора 26.
Контейнер 20 дополнительно содержит второй утор (показан на ФИГ. 6), выполненный с возможностью приема куполообразного основания 21 корпусной части 22 контейнера 20. Второй утор (не показан) выполнен с возможностью приема области 21 куполообразного основания контейнера 20 для обеспечения достаточной опоры и устойчивости для того, чтобы обеспечивать контейнеру 20 вместе со вторым утором (не показан) возможность быть самостоятельно стоящим
На ФИГ. 6а и 6b показаны два контейнера 20, 20' в соответствии с вариантом осуществления, проиллюстрированным на ФИГ. 5а и 5b, помещенные в штабель друг на друга. На ФИГ. 6а и 6b показано, как куполообразное основание 21 корпусной части 22 верхнего контейнера 20 принимается во второй утор 31 для обеспечения устойчивости контейнера 20'. Второй утор 31 обеспечивает углубление 35, размеры и форма которого выполнены с возможностью приема куполообразного основания 21 верхнего контейнера 20 и взаимодействия с ним. Второй утор 31 имеет основание 32, которое обеспечивает кольцевую канавку 33, размеры и форма которой выполнены с возможностью приема верхней свободной поверхности выполненного за одно целое первого утора 26 нижнего контейнера 20' и взаимодействия с ней для обеспечения возможности устойчивого штабелирования контейнеров 20, 20'. На ФИГ. 6b показан укрупненный вид, более подробно иллюстрирующий взаимодействие между кольцевой канавкой 33, обеспеченной на основании 32 второго утора 31, и кольцевого выступа 34, обеспеченного на верхней свободной поверхности выполненного за одно целое первого утора 26 нижнего контейнера 20'. Размеры, форма и местоположение кольцевого выступа 34 выполнены с возможностью приема в кольцевую канавку 33, обеспеченную на основании 32 второго утора 31 для обеспечения устойчивой штабелирующейся конфигурации контейнеров 20, 20'. Хотя проиллюстрированный вариант осуществления изобретения содержит второй утор 31, обеспечивающий кольцевую канавку 33, выполненную с возможностью разъемного взаимодействия с кольцевым выступом, обеспеченным посредством выполненного за одно целое первого утора 21, следует понимать, что второй утор 31 и первый утор 21 могут содержать любые подходящие признаки взаимодействия для обеспечения разъемного взаимодействия между первым и вторым уторами, которые не ограничены кольцевой канавкой и кольцевым выступом.
Хотя настоящее изобретение было описано выше со ссылкой на предпочтительные варианты осуществления, следует понимать, что без отклонения от объема настоящего изобретения, определенного в прилагаемой формуле изобретения, могут быть выполнены различные изменения или преобразования.
Из приведенного выше описания специалисту в данной области техники будет понятно, что варианты осуществления настоящего изобретения были разработаны для использования преимуществ процесса инжекционного выдувного формования с вытяжкой. Таим образом, контейнер может представлять собой выполненный инжекционным выдувным формованием с вытяжкой контейнер. В частности, в соответствии с вариантами осуществления настоящего изобретения утор и ручку выполняют в виде части области горловины в течение этапа инжекционного формования этого процесса таким образом, что впоследствии в течение выдувного формования с вытяжкой они не деформируются.
Специалисту в данной области техники будет понятно, что термин "горловина" выполненного инжекционным выдувным формованием с вытяжкой контейнера может иметь конкретное значение. Например, под горловиной обычно понимают суженную область между плечом (или корпусом, если контейнер не имеет плечевой области) и отверстием этого контейнера. В целом, признаки горловины выполняют посредством инжекционного формования, когда контейнер изначально выполняют в виде заготовки. Признаки горловины намеренно не деформируют в течение выдувного формования с вытяжкой корпуса контейнера (который расширяет корпус до его окончательной формы), поскольку, например, они могут содержать резьбовые признаки.
В соответствии с вариантами осуществления настоящего изобретения ручку и утор выполняют у отверстия горловины или вблизи нее, иными словами, их не выполняют в виде части корпусной части указанного контейнера. Благодаря выполнению утора и ручки в виде части для части горловины, варианты осуществления настоящего изобретения обеспечивают возможность выполнения утора и ручки очень жесткими (например, по сравнению с корпусной частью контейнера) без необходимости в использовании отдельного материала или дополнительных этапов изготовления для их выполнения. Поэтому следует понимать, что преимущество вариантов осуществления настоящего изобретения состоит в том, что контейнер остается единым выполненным за одно целое формованным продуктом (другими словами, конечный продукт выполняют из единого, как правило, гомогенного пластмассового компонента). Это может быть важно, например, для обеспечения возможности повторного использования и снижения производственных требований/затрат.
Реферат
Изобретение относится к полым пластмассовым контейнерам для упаковки, хранения и транспортирования текучих сред с выполненными за одно целое ручками для переноски и обработки, а также с выполненными за одно целое уторами для обеспечения штабелирования. Штабелируемый пластмассовый контейнер содержит область горловины, корпусную часть, содержащую основание, выполненную за одно целое ручечную часть, расположенную вокруг области горловины контейнера, причем указанная ручечная часть содержит одну или более ручек для переноски и обработки контейнера, и выполненный за одно целое первый утор, выполненный с возможностью приема основания идентичного контейнера и/или совместного взаимодействия с ним. Раскрыт также способ изготовления такого контейнера. 3 н. и 7 з.п. ф-лы, 11 ил.
Комментарии