Отслаиваемые композитные термопластичные герметики в упаковочных пленках - RU2499673C2
Код документа: RU2499673C2
Чертежи
























Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка является продолжением и заявляет приоритет заявки США с регистрационным номером 12/031450, поданной 14 февраля 2008 года, вся полнота содержания которой посредством ссылки включается в настоящий документ.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область техники
Настоящее изобретение относится к упаковочным системам, которые включают отслаиваемый сварной шов, и, в частности, настоящее изобретение относится к композициям и способам для получения таких отслаиваемых сварных швов.
Уровень техники
Упаковка представляет собой важную часть при продаже и маркетинге большинства продуктов. В частности, продукты питания характеризуются довольно жесткими требованиями к упаковке для сохранения свежести и увеличения срока годности при хранении. Определенные медицинские устройства также характеризуются жесткими требованиями к упаковке для сохранения стерильности таких устройств. В таких областях применения упаковку обычно получают в результате упаковывания в вакууме или в результате заполнения упаковки газом, а после этого ее герметичного заваривания. Хотя непременным условием и является эффективное упаковывание продуктов, важными являются и различные эстетические свойства упаковки продукта. Например, при привлечении потребителей важен внешний вид продукта. Кроме того, во многих областях применения важными соображениями, в частности, являются также и возможность повторного использования продуктов питания и легкость вскрытия упаковки. Во многих областях применения возможность легкого вскрытия упаковки будет зависеть от механических свойств сварного шва.
В одной в особенности важной упаковочной конструкции используют отслаиваемый сварной шов. По меньшей мере, в одной упаковочной системе предшествующего уровня техники отслаиваемый сварной шов получают в результате нанесения на металлическую фольгу покрытия из термосвариваемого полимерного материала. Поскольку упаковка, включающая такие сварные швы, зачастую является непроницаемой для воздуха и загрязнителей, отслаиваемые сварные швы также должны быть непроницаемыми для данных материалов. В случае вскрытия упаковки, имеющей отслаиваемый сварной шов, сваривающий слой может отслаиваться от подложки. Желательно, чтобы такое отслаивание было бы достижимым при низком и относительно постоянном усилии отслаивания. Эластичные свойства отслаиваемого сварного шва таковы, что разрушение сварного шва не происходит при сгибании упаковки и обычном обращении с ней. В некоторых упаковках предшествующего уровня техники отслаиваемые сварные швы конструируют из многослойных листов. Примеры упаковочных систем, имеющих такие сварные швы, включают упаковки продуктов питания лоткового типа, бутылки или блистерные упаковки и тому подобное. Хотя некоторые из отслаиваемых сварных упаковок предшествующего уровня техники достаточно хорошо исполняют свою функцию, было трудно сконструировать упаковочные системы, которые воспроизводимо образовывали бы герметичные сварные швы, которые противостоят протечкам при одновременной легкости вскрытия конечным пользователем. Кроме того, такие отслаиваемые упаковочные системы предшествующего уровня техники имеют тенденцию к функционированию в относительно узких диапазонах и, в частности, в узких диапазонах температур. Узкие диапазоны температур сварки имеют тенденцию приводить в результате к получению дефектов упаковки. Например, на нижнем краю используемого диапазона температур могут образовываться протекающие сварные швы (не герметичная сварка). На верхнем краю используемого диапазона температур образуется неотслаиваемый сварной шов, который раздирается при вскрытии.
В соответствии с этим, существует потребность в улучшенных отслаиваемых упаковочных системах, которые противостоят протечкам, обеспечивают получение герметичного сварного шва и легко вскрываются.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение разрешает одну или несколько проблем предшествующего уровня техники в результате предложения, по меньшей мере, в одном варианте реализации отслаиваемой сварной конструкции. Отслаиваемая сварная конструкция данного варианта реализации в выгодном варианте включает поверхность сварки, из которой может быть получен отслаиваемый сварной шов при контакте со сваривающей подложкой при всех температурах в пределах диапазона температур получения отслаиваемого сварного шва. Кроме того, отслаиваемая сварная конструкция данного варианта реализации содержит термопластичный полимер и добавку, диспергированную, по меньшей мере, в части термопластичного полимера.
В еще одном варианте реализации настоящего изобретения отслаиваемая сварная конструкция является подходящей для использования при получении отслаиваемого сварного шва на отверстии контейнера. Отслаиваемая сварная конструкция данного варианта реализации включает сваривающий слой и один или несколько необязательных дополнительных слоев. В выгодном варианте сваривающий слой содержит функционализованную органоглину, диспергированную в термопластичном полимере. Как было установлено, включение частиц функционализованной органоглины в обычно использующиеся термосвариваемые термопластичные полимеры обеспечивает получение воспроизводимой прочности на отдир в широком диапазоне условий термосварки. Кроме того, смесь коммерчески доступных концентратов органоглина-полимер с широким диапазоном герметиков на основе полиолефиновых смол в выгодном варианте характеризуется прочностью на отдир, обратно пропорциональной процентной загрузке ограноглины. Несмотря на воспроизводимый характер отслаивания сваренных межфазных поверхностей, использующих сваривающий слой, герметичная целостность сварного шва не ухудшается даже в случае включения в образцы сварного шва конфигураций морщин, гофров и сборок в различных стилях упаковочных мешков/пакетов.
В еще одном варианте реализации настоящего изобретения предлагается упаковочная система, включающая отслаиваемые сварные конструкции изобретения. Упаковочная система изобретения включает секцию контейнера и отслаиваемую сварную секцию, присоединенную к секции контейнера. Сварная секция включает предложенный ранее сваривающий слой изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ.1А представляет собой схематическую иллюстрацию адгезионного разрушения типа А;
ФИГ.1В представляет собой схематическую иллюстрацию адгезионного разрушения типа В;
ФИГ.1С представляет собой схематическую иллюстрацию расслаивающего разрушения типа С;
ФИГ.1D представляет собой схематическую иллюстрацию разрывного разрушения типа D;
ФИГ.1Е представляет собой схематическую иллюстрацию разрывного разрушения типа Е;
ФИГ.1F представляет собой схематическую иллюстрацию удлинительного разрушения типа F;
ФИГ.1G представляет собой схематическую иллюстрацию разрушения по механизму отслаивание + удлинение типа G;
ФИГ.2А представляет схематическое поперечное сечение однослойной сварной конструкции;
ФИГ.2В представляет схематическое поперечное сечение двухслойной сварной секции;
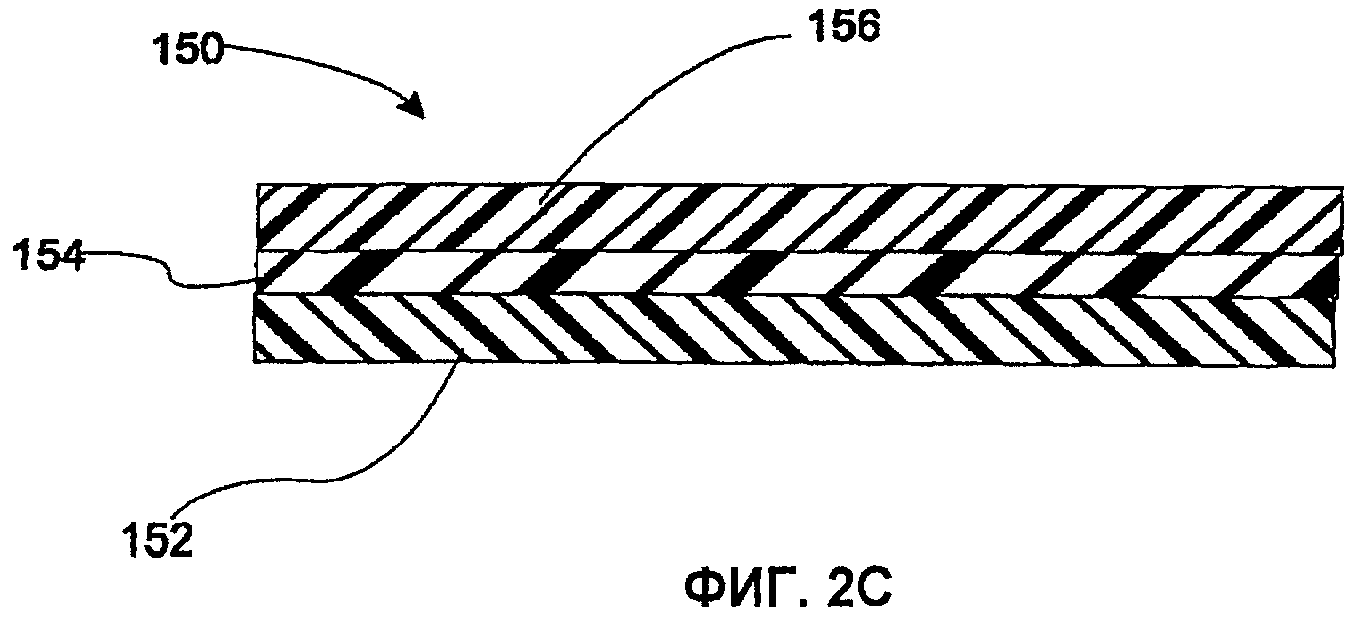
ФИГ.2С представляет схематическое поперечное сечение трехслойной сварной секции;
ФИГ.3А представляет схематическое поперечное сечение пакетоподобной упаковочной системы, включающей один вариант реализации отслаиваемой сварной конструкции изобретения;
ФИГ.3В представляет собой вид сбоку для пакетоподобной упаковочной системы фиг.3А;
ФИГ.4А представляет поперечное сечение усовершенствования, в котором сваривающая подложка включает второй сваривающий слой;
ФИГ.4В представляет схематическое поперечное сечение усовершенствования, в котором сваривающая подложка 160 включает второй сваривающий слой 170, при этом отслаиваемый сварной шов 162 получают между первым сваривающим слоем 152 и вторым сваривающим слоем 186;
ФИГ.5А представляет схематическое поперечное сечение чашеобразной упаковочной системы, которая использует отслаиваемые сварные конструкции изобретения;
ФИГ.5В представляет схематическое поперечное сечение блистерной упаковочной системы, которая использует отслаиваемые сварные конструкции изобретения и включает несколько чашеобразных контейнеров;
ФИГ.6 представляет собой диаграмму, иллюстрирующую способ получения упаковочных систем изобретения;
ФИГ.7А представляет собой графики зависимостей усилия отслаивания от температуры для верхнего сварного шва, полученного из сваривающего слоя, содержащего 5% масс. и 6% масс. органоглины;
ФИГ.7В представляет собой графики зависимостей усилия отслаивания от температуры для сварных швов, полученных в результате трехслойного соэкструдирования ПЭВП, EVOH и смеси ЛПЭНП и ЭВА в присутствии и в отсутствие добавленной органоглины;
ФИГ.7С представляет собой график зависимости усилия отслаивания от температуры получения сварного шва для сварного шва, полученного из фольги, ламинированной на сваривающую пленку;
ФИГ.8 представляет собой серию графиков для определения температуры плавления («Tm»);
ФИГ.9 представляет собой серию графиков для определения температуры кристаллизации («Тс»); и
ФИГ.10А представляет собой набор дифракционных рентгенограмм, демонстрирующий дисперсию органоглины Nanoblend 2001 в сваривающем слое, содержащем полиэтилен;
ФИГ.10В представляет собой набор дифракционных рентгенограмм, демонстрирующий дисперсию органоглины Nanoblend 2101 в сваривающем слое, содержащем полиэтилен;
ФИГ.11 представляет собой графики зависимостей прочности сварного шва от температуры получения сварного шва для сварных швов, полученных при использовании импульсной сварочной машины;
ФИГ.12А представляет собой графики зависимостей прочности сварного шва от температуры получения сварного шва для сварных швов, полученных из полиэтилена или смеси полиэтилена и ЭВА и созданных по способу сварки за счет теплопроводности;
ФИГ.12В представляет собой графики зависимостей прочности сварного шва от температуры получения сварного шва для сварных швов, у которых, по меньшей мере, один из сваривающих слоев содержит смесь полиэтилена, ЭВА и органоглины;
ФИГ.13А представляет таблицу 6, которая суммарно приводит данные по прочности сварного шва фиг.12А и 12В; и
ФИГ.13В представляет собой продолжение фиг.13А;
ФИГ.14 представляет собой схематическую иллюстрацию поперечных сечений отслаиваемых сварных швов, включающих в себя одну или несколько складок;
ФИГ.14В представляет собой схематическую иллюстрацию поперечных сечений отслаиваемых сварных швов, включающих в себя одну или несколько складок; и
ФИГ.15 представляет собой вид сверху для упаковочной системы, которая имеет складки или перегибы, включенные в сварные швы.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА (ВАРИАНТОВ) РЕАЛИЗАЦИИ
Далее будет сделана подробная ссылка на предпочтительные в настоящее время композиции, варианты реализации и способы настоящего изобретения, которые составляют наилучшие виды реализации изобретения на практике, в настоящее время известные изобретателям. Фигуры необязательно приведены в масштабе. Однако, необходимо понимать то, что описанные варианты реализации представляют собой просто примеры изобретения, которые могут быть реализованы в различных и альтернативных формах. Поэтому конкретные детали, описанные в настоящем документе, должны интерпретироваться не в качестве ограничения, а просто в качестве представительной основы для любого аспекта изобретения и/или в качестве представительной основы для разъяснения специалисту в соответствующей области техники различных способов использования настоящего изобретения.
За исключением примеров или тех случаев, где однозначно будет указано другое, все численные величины в данном описании, указывающие на количества материала или условия проведения реакции и/или использования, в описании наиболее широкого объема изобретения должны восприниматься как модифицированные словом «приблизительно». В общем случае предпочтительной является практика в диапазонах приведенных численных пределов. Кроме того, если только однозначно не будет указано противоположного, то процент, «части» и величины соотношений будут массовыми; термин «полимер» включает «олигомер», «сополимер», «терполимер» и тому подобное; описание группы или класса материалов как пригодных или предпочтительных для заданного назначения в связи с изобретением подразумевает равные пригодность или предпочтительность смесей любых двух и более элементов группы или класса; описание компонентов в химических терминах относится к компонентам во время добавления к любой комбинации, указанной в описании, и необязательно исключает химические взаимодействия между компонентами смеси сразу после перемешивания; первое определение акронима или другого сокращения относится ко всем последующим вариантам использования того же самого сокращения в настоящем документе и с соответствующими поправками относится к обычным грамматическим вариациям первоначально определенного сокращения; и, если только однозначно не будет указано противоположного, то измерение свойства проводят по той же самой методике, что и указанная для того же самого свойства раньше или позже.
Также необходимо понимать то, что данное изобретение не ограничивается конкретными вариантами реализации и способами, описанными далее, поскольку конкретные компоненты и/или условия, само собой разумеется, могут варьироваться. Кроме того, терминология, использующаяся в настоящем документе, используется только для целей описания конкретных вариантов реализации настоящего изобретения и никоим образом не предполагает ограничения.
Также необходимо отметить то, что в соответствии с использованием в описании изобретения и прилагаемой формуле изобретения форма единственного числа включает соответствия во множественном числе, если только контекст не будет ясно указывать другого. Например, ссылка на компонент в форме единственного числа предполагает включение множества компонентов.
По ходу всего изложения данной заявки в случае ссылки на публикации описания данных публикаций во всей их полноте посредством ссылки включаются в данную заявку во всей ее полноте для более полного описания уровня техники, к которому относится данное изобретение.
Термин «органоглина» в соответствии с использованием в настоящем документе обозначает органически модифицированную глину. Обычно такое модифицирование делает глину более совместимой и поэтому смешиваемой с полимерами.
Термин «средняя шероховатость» («Ra») в соответствии с использованием в настоящем документе обозначает среднюю высоту на поверхности, рассчитанную по всем измеренным длине или площади в соответствии с документом ANSI B46.1. Обычно ее приводят в микрометрах или микродюймах.
Термин «отслаиваемый сварной шов» в соответствии с использованием в настоящем документе обозначает сварной шов, который характеризуется усилием отслаивания в диапазоне от 0,5 фунта на один дюйм ширины образца (0,0876 н/мм) до усилия, которое раздирает сварной шов. Обычно верхний предел является меньшим или равным 5 фунтам на один дюйм ширины образца (0,876 н/мм). В другой вариации верхний предел является меньшим или равным 4 фунтам на один дюйм ширины образца (0,701 н/мм) или меньшим, чем предел прочности при раздире для пленочной подложки.
Термин «усилие отслаивания» в соответствии с использованием в настоящем документе обозначает усилие для разделения двух слоев в соответствии с определением в документе ASTM F-88, который посредством ссылки включается в настоящий документ. Например, это усилие, необходимое для разделения двух слоев шириной в один дюйм (25,4 мм) в результате оттягивания.
Термин «температура инициирования сварки» в соответствии с использованием в настоящем документе относится к наименьшей температуре, при которой образуется сварной шов, характеризующийся усилием отслаивания 0,5 фунта на один дюйм (0,0876 н/мм). Говоря конкретно, температурой инициирования сварки является температура поверхности (обычно металла), находящейся в контакте со слоем или слоями, которые необходимо сварить, тем самым, промотирующей такую сварку. В некоторых вариациях поверхность находится в контакте со слоем (слоями) в течение времени пребывания в диапазоне от приблизительно 0,5 до 1 секунды при давлении в диапазоне от 5 фунт/дюйм2 (34,5 кПа) до 1200 фунт/дюйм2 (8270 кПа).
Термин «диапазон температур получения отслаиваемого сварного шва» обозначает диапазон температур, при котором между двумя материалами образуется сварной шов, такой чтобы усилие отслаивания находилось бы в диапазоне от 0,5 фунта на один дюйм ширины образца (0,0876 н/мм) до усилия, которое раздирает сварной шов, как это было представлено ранее.
Как можно понять при обращении к фиг.1А-1G, на них представлены схематические иллюстрации, демонстрирующие различные механизмы разрушения сварного шва. В каждой вариации данных фигур сварной шов 100 получают в результате контакта между секцией первого сваривающего слоя 102 и секцией второго сваривающего слоя 104 для получения сварного шва. Фиг.1А иллюстрирует поведение отслаиваемого сварного шва, соответствующего одному или нескольким вариантам реализации настоящего изобретения. При воздействии на сварной шов между слоями 102 и 104 усилия, которое осуществляет оттягивание данных слоев друг от друга, слои 102, 104 относительно чисто разделяются на поверхностях разделения 106, 108. Данное разрушение сварного шва называют адгезионным разрушением типа А. Фиг.1В иллюстрирует сварной шов, у которого в случае воздействия на сварной шов напряжения целостность структуры слоя 102 нарушается с получением раздира 109. Данное разрушение сварного шва называют адгезионным разрушением типа В. Фиг.1С иллюстрирует сварной шов, который включает дополнительные слои, образующие конструкцию многослойного ламината. Слой 110 присоединяют к слою 102, в то время как слой 104 присоединяют к слою 112. Режим разрушения, проиллюстрированный на фиг.1С, представляет собой расслаивание в позиции 114. Данное разрушение сварного шва называют расслаивающим разрушением типа С. Фиг.1D иллюстрирует разрушение материала, при котором слой 104 разрывается в позиции 120, близкой к области, в которой слои 102, 104 все еще пристают друг к другу. Данное разрушение сварного шва называют разрывным разрушением типа D. Фиг.1Е иллюстрирует разрушение материала, при котором слой 104 разрывается в позиции 122 на удалении от области, в которой слои 102, 104 все еще пристают друг к другу. Данное разрушение сварного шва называют разрывным разрушением типа Е. Фиг.1F иллюстрирует разрушение материала, при котором слои 102 и 104 растягиваются в секциях 130, 132, которые не включены в сварной шов 100. Данное разрушение сварного шва называют удлинительным разрушением типа F. В заключение, фиг.1G иллюстрирует разрушение материала, при котором слои 102, 104 разделяются в позиции сварного шва 100 по механизму отслаивания при одновременном растяжении в секциях 136, 138. Данное разрушение сварного шва называют разрушением по механизму отслаивание + удлинение типа G. Варианты реализации настоящего изобретения в выгодном варианте образуют отслаиваемые сварные швы, которые разрушаются по механизму адгезионного разрушения типа А.
В одном варианте реализации настоящего изобретения предлагается отслаиваемая сварная конструкция. Отслаиваемая сварная конструкция данного варианта реализации содержит термопластичный полимер и добавку, диспергированную, по меньшей мере, в части термопластичного полимера. Отслаиваемая сварная конструкция определяет поверхность сварки, из которой может быть получен отслаиваемый сварной шов при всех температурах в пределах диапазона температур получения отслаиваемого сварного шва. В одной вариации данного варианта реализации диапазон температур получения отслаиваемого сварного шва находится в пределах от температуры инициирования сварки до температуры, которая, по меньшей мере, на 50 градусов F (27,8 градуса С) превышает температуру инициирования сварки. В еще одном варианте реализации настоящего изобретения диапазон температур получения отслаиваемого сварного шва находится в пределах от температуры инициирования сварки до температуры, которая, по меньшей мере, на 75 градусов F (41,7 градуса С) превышает температуру инициирования сварки. В другом еще варианте реализации настоящего изобретения диапазон температур получения отслаиваемого сварного шва находится в пределах от температуры инициирования сварки до температуры, которая, по меньшей мере, на 100 градусов F (55,5 градуса С) превышает температуру инициирования сварки. Обычно для упаковочных областей применения температура инициирования сварки находится в диапазоне от приблизительно 170°F (76,7°С) до приблизительно 350°F (176,7°С). В еще одной вариации для упаковочных областей применения температура инициирования сварки находится в диапазоне от приблизительно 170°F (76,7°С) до приблизительно 250°F (121,1°С).
Как можно понять при обращении к фиг.2А, 2В и 2С, на них представлены иллюстрации отслаиваемой сварной конструкции, использующейся в упаковочных системах настоящего изобретения. В данном варианте реализации отслаиваемую сварную конструкцию присоединяют к подложке, получая отслаиваемый сварной шов или сварную секцию. Фиг.2А представляет схематическое поперечное сечение однослойной сварной конструкции. В данной вариации отслаиваемая сварная конструкция 150 включает сваривающий слой 152. Фиг.2В представляет схематическое поперечное сечение двухслойной сварной конструкции. Отслаиваемая сварная конструкция 150 включает сваривающий слой 152 и дополнительный слой 154. Фиг.2С представляет схематическое поперечное сечение трехслойного сваривающего слоя. В данной вариации отслаиваемая сварная конструкция 150 включает сваривающий слой 152 и дополнительные слои 154, 156.
Необходимо понимать то, что в каждой из вариаций фиг.2А, 2В и 2С сваривающий слой 152 содержит термопластичный полимер и добавку, диспергированную в термопластичном полимере. В одной вариации настоящих вариантов реализации подходящие добавки характеризуются площадью удельной поверхности, большей, чем 100 м2/грамм, и аспектным соотношением, большим, чем 10. В дополнение к этому, подходящие добавки являются кристаллическими или поликристаллическими. Примеры подходящих добавок включают нижеследующие, но не ограничиваются только этими: органоглины. Сваривающий слой 152 адаптируют к введению в контакт с секцией подложки контейнера для получения отслаиваемого сварного шва. Такие контейнеры могут иметь практически любую форму, которая является подходящей для упаковывания объекта. Примеры таких форм включают нижеследующие, но не ограничиваются только этими: блистерные упаковки, лотки, мешки, пакеты и их комбинации.
Как к удивлению было установлено, сваривающие слои, полученные из данной композиции, демонстрируют улучшенные и однородные характеристики отслаивания, как это описывается более полно далее. Сваренные межфазные поверхности, использующие отслаиваемую сварную конструкцию 150, отслаиваются воспроизводимым образом, герметичная целостность сварного шва не ухудшается даже в случае включения в пленочные образцы конфигураций морщин, гофров и сборок в различных стилях упаковочных мешков/пакетов. Отслаиваемая сварная конструкция 150 демонстрирует воспроизводимые характеристики отслаиваемости в следующих комбинациях: 1) сваривающий слой 152, вступающий в контакт с другим сваривающим слоем аналогичного или идентичного состава; 2) сваривающий слой 152, вступающий в контакт с конструкцией, образованной из беспримесного герметика, (например, слой органоглина/полиэтилен по отношению к слою беспримесного полипропилена, слой органоглина/полиэтилен по отношению к слою беспримесного сложного полиэфира, слой органоглина/полиэтилен по отношению к слою беспримесного полиэтилена). В сваривающие слои необязательно включают технологические добавки, такие как вещества, препятствующие слипанию, антиоксиданты, добавки, улучшающие скольжение, и тому подобное, которые не оказывают неблагоприятного воздействия на характер отслаивания сварной конструкции 150.
Для получения нескольких подходящих признаков настоящего варианта реализации используют дополнительные слои 154, 156. Например, дополнительные слои 154, 156 могут обеспечивать наличие характеристик опорной конструкции, теплостойкости, свойств защитного материала и улучшенного внешнего вида у упаковочных систем, которые включают отслаиваемые сварные секции. Также необходимо понимать то, что настоящий вариант реализации в дополнение к однослойным отслаиваемым сварным конструкциям включает многослойные конструкции, включающие любое количество дополнительных слоев. В каждой вариации настоящего варианта реализации многослойные сварные конструкции включают отслаиваемый сваривающий слой, имеющий составы, описанные в настоящем документе.
Сваривающий слой 152 дополнительно характеризуется различными физическими и структурными вариациями и усовершенствованиями, которые в некоторой степени зависят от конкретной желательной упаковки. В одной вариации настоящего варианта реализации сваривающий слой 152 имеет толщину в диапазоне от приблизительно 6 микронов до приблизительно 120 микронов. В еще одной вариации настоящего варианта реализации сваривающий слой 152 имеет толщину в диапазоне от приблизительно 6 микронов до приблизительно 30 микронов. В еще одной другой вариации настоящего варианта реализации сваривающий слой 152 имеет толщину в диапазоне от приблизительно 40 микронов до приблизительно 120 микронов. Сваривающий слой 152 дополнительно отличают от аналогичных слоев, полученных без использования или с использованием недостаточных количеств органоглины, по наличию повышенной степени шероховатости поверхности. При одном усовершенствовании сваривающий слой 152 характеризуется шероховатостью поверхности, демонстрирующей среднюю шероховатость в диапазоне от приблизительно 1500 до приблизительно 5000 ангстремов. При еще одном усовершенствовании сваривающий слой 152 характеризуется шероховатостью поверхности, демонстрирующей среднюю шероховатость в диапазоне от приблизительно 2000 до приблизительно 4000 ангстремов. Как должно быть легко понятно, в вариациях настоящего изобретения степень и качество шероховатости поверхности зависят как от способов, так и от технологических параметров, использующихся для получения сваривающего слоя 152. Сваривающие слои различных вариантов реализации также характеризуются несколько более высокими модулями упругости при растяжении, чем у аналогичных слоев в отсутствие органоглины. При одном усовершенствовании сваривающий слой 152 характеризуется модулем упругости при растяжении в диапазоне от приблизительно 500 до приблизительно 2000 МПа.
Как можно понять при обращении к фиг.3А и 3В, на них описывается упаковочная система, включающая представленные ранее отслаиваемые сварные конструкции. Фиг.3А представляет поперечное сечение пакетоподобной упаковочной системы, включающей один вариант реализации отслаиваемой сварной конструкции изобретения. Фиг.3В представляет собой вид сбоку для пакетоподобной упаковочной системы, включающей один вариант реализации отслаиваемой сварной конструкции изобретения. Упаковочная система 160 включает секцию контейнера 162 и отслаиваемую сварную секцию 164. Отслаиваемую сварную секцию 164 присоединяют к секции контейнера 162. Фиг.3А демонстрирует один пример, в котором отслаиваемая сварная секция 164 и секция контейнера 162 являются непрерывными, при этом каждую из них получают из одной и той же многослойной конструкции (то есть, листа). Секция контейнера 162 может иметь практически любую форму, которая является подходящей для упаковывания объекта в пакет. Сварная секция 164 включает отслаиваемую сварную конструкцию 150. В вариации, продемонстрированной на фиг.3А, отслаиваемая сварная конструкция 150 включает сваривающий слой 152, расположенный на дополнительном слое 154. Как было представлено ранее в связи с описаниями фиг.2А, 2В и 2С, сваривающий слой 152 содержит термопластичный полимер и добавку, такую как органоглина, диспергированную в термопластичном полимере.
Как можно понять все еще при обращении к фиг.3А и 3В, упаковочная система 160 дополнительно включает вторую сварную конструкцию 150', для получения отслаиваемого сварного шва 170 вступающую в контакт с отслаиваемой сварной конструкцией 150. Сварной шов 170 заваривает отверстие на верхней стороне 172 упаковочной системы 160. Подобные отслаиваемые сварные швы необязательно размещают на нижней стороне 174, левой стороне 176 и правой стороне 178. Отслаиваемая сварная конструкция 150' также включает сваривающий слой 152, расположенный на дополнительном слое 154. Говоря конкретно, первая часть комбинации в виде сваривающего слоя 152, расположенного на дополнительном слое 154, образует сварную конструкцию 150, в то время как вторая часть комбинации в виде сваривающего слоя 152, расположенного на дополнительном слое 154, образует сварную конструкцию 150'. Сварные конструкции 150, 150' являются непрерывными вместе с секцией контейнера 162. В одной вариации настоящего варианта реализации третья часть комбинации в виде сваривающего слоя 152, расположенного на дополнительном слое 154, по меньшей мере, частично образует секцию контейнера 162. В дополнение к этому, упаковочную систему 160 адаптируют к вмещению объекта (объектов) 180 (то есть, может быть, один или нескольких объектов). Примеры объекта (объектов) 180, который может быть упакован, включают нижеследующие, но не ограничиваются только этими: продукты питания и стерилизованные объекты (например, медицинские устройства).
Как можно понять при обращении к фиг.4А и 4В, на них проиллюстрированы вариации отслаиваемой сварной секции 164, использующейся в пакетоподобных упаковочных системах. Фиг.4А представляет схематическое поперечное сечение у усовершенствования, в котором сваривающий слой 152 по существу ограничивается окрестностью отслаиваемой сварной секции 164. Получения данной вариации добиваются либо в результате ограничения включения органоглины, либо в результате размещения отличного слоя в окрестности сварной конструкции 164. Данная вариация дополнительно включает внутренний слой 182 и один или несколько дополнительных слоев 154. Фиг.4В представляет схематическое поперечное сечение у усовершенствования, в котором упаковочная система 160 включает второй сваривающий слой 186, при этом отслаиваемый сварной шов 170 получают между первым сваривающим слоем 152 и вторым сваривающим слоем 186. При данном последнем усовершенствовании сваривающий слой 152 проходит в секцию контейнера 162 в минимальной, если вообще хоть в какой-либо, степени. Кроме того, при данном усовершенствовании секция контейнера 162 необязательно включает слой прокладки 182, который отличается от первого сваривающего слоя 152. При одном дополнительном усовершенствовании данной вариации сварная секция 164 дополнительно включает один или несколько дополнительных полимерных слоев (слой) 154, расположенных на первом сваривающем слое 152 и/или втором сваривающем слое 186. В одном в особенности подходящем примере данного усовершенствования один или несколько дополнительных полимерных слоев (слой) 154, по меньшей мере, частично образуют секцию контейнера 162.
Как можно понять при обращении к фиг.5А и 5В, на них проиллюстрированы вариации упаковочных систем, использующих отслаиваемые сварные конструкции изобретения вместе с секциями жесткого контейнера. Фиг.5А представляет схематическое поперечное сечение чашеподобной упаковочной системы, в которой используют отслаиваемые сварные конструкции изобретения. Упаковочная система 190 включает отслаиваемую сварную конструкцию 150 и завариваемое отверстие 192 секции контейнера 194. Периферийную часть отслаиваемой сварной конструкции 150 размещают на секции подложки 196 секции контейнера 194 и вводят с ней в контакт. Фиг.5В представляет схематическое поперечное сечение блистерной упаковочной системы, которая включает несколько чашеподобных контейнеров. Блистерная упаковочная система 200 включает отслаиваемую сварную конструкцию 152 и завариваемые отверстия 202, 204 секций контейнеров 206, 208. Часть отслаиваемой сварной конструкции 152 размещают на секциях подложки 210, 212 секций контейнеров 206, 208 и вводят с ними в контакт.
Как было представлено ранее, отслаиваемые сварные конструкции различных вариантов реализации изобретения содержат добавку, такую как органоглины. Примеры подходящих органоглин включают нижеследующие, но не ограничиваются только этими: каолинит, монтмориллонит-смектитовые глины, бентонитовые глины, иллитовые глины и их комбинации. В патентах США №№5780376, 5739087, 6034163 и 5747560 предлагаются конкретные примеры наноглин, которые являются подходящими для использования при реализации настоящего изобретения на практике. Вся полнота описания каждого из данных патентов посредством ссылки включается в настоящий документ. При одном усовершенствовании настоящего изобретения органоглина присутствует в количестве в диапазоне от 1% масс. до 20% масс. от объединенной массы термопластичного полимера и органоглины. При еще одном усовершенствовании настоящего варианта реализации органоглина присутствует в количестве в диапазоне от 2% масс. до 10% масс. от объединенной массы термопластичного полимера и органоглины.
Органоглина, использующаяся в отслаиваемом сваривающем слое 152, обычно включает множество частиц. В одной вариации органоглина включает множество частиц, имеющих, по меньшей мере, один пространственный размер, меньший, чем 200 нм. В еще одной вариации органоглина включает множество частиц, имеющих, по меньшей мере, один пространственный размер, меньший, чем 100 нм. В еще одной вариации органоглина включает множество частиц, имеющих, по меньшей мере, один пространственный размер, меньший, чем 50 нм. В еще одной другой вариации органоглина включает множество частиц, имеющих пространственные размеры, большие или равные 1 нм. В еще одной другой вариации органоглина включает множество частиц, имеющих пространственные размеры, большие или равные 5 нм. В еще одной вариации органоглина включает пластинки, характеризующиеся средней величиной расслоения, равной, по меньшей мере, 20 ангстремам. В еще одной другой вариации органоглина включает пластинки, характеризующиеся средней величиной расслоения, равной, по меньшей мере, 30 ангстремам. В еще одной дополнительной вариации органоглина включает пластинки, характеризующиеся средней величиной расслоения, равной, по меньшей мере, 40 ангстремам. Обычно перед объединением с термопластичным полимером органоглина включает пластинки, характеризующиеся средней величиной расслоения в диапазоне от 20 до 45 ангстремов. В выгодном варианте после объединения с термопластом органоглина остается в данном расслоенном состоянии, так что средняя величина расслоения сохраняется или увеличивается.
Как было представлено ранее, отслаиваемый сваривающий слой 152 также содержит термопластичный полимер. Подходящие термопластичные полимеры включают нижеследующие, но не ограничиваются только этими: найлоны, полиолефины, полистиролы, сложные полиэфиры, поликарбонаты и их смеси. В одной вариации термопластичный полимер содержит компонент, выбираемый из группы, состоящей из сополимера этилена-акриловой кислоты, сополимера этилена-этилакрилата, иономеров этилена (например, линии смол Surlyn®, доступной в компании E. I. du Pont de Nemours and Company) и их комбинаций. Полиолефины представляют собой термопластичные полимеры, в особенности подходящие для использования в практике изобретения. В одной вариации полиолефин выбирают из группы, состоящей из гомополимеров и сополимеров этилена, пропилена, винилацетата и их комбинаций. Как было установлено, смесь полиолефинов с сополимером этилена-винилацетата («ЭВА») является в особенности подходящей для использования при получении отслаиваемых сварных швов, в особенности в случае добавки в виде органоглины.
Секции контейнера различных вариантов реализации изобретения получают из практически любого материала, использующегося для упаковывания. Такие материалы включают нижеследующие, но не ограничиваются только этими: бумага, металлическая фольга, полимерные листы, металлизированные полимерные листы и их комбинации. Более конкретные примеры включают ориентированный или неориентированный сложный полиэфир, ориентированный или неориентированный полипропилен, ориентированный или неориентированный найлон и их комбинации. Каждый из данных материалов может иметь, а может и не иметь покрытие. Примеры подходящих покрытий включают нижеследующие, но не ограничиваются только этими: олифы, лаки, клеи, типографские краски и защитные материалы (то есть, ПВДХ). Материалы, подходящие для использования при упаковывании медицинских устройств, включают полиолефины высокой плотности. Одним примером такого материала, использующегося для упаковывания медицинских устройств, является Tyvek® (синтетический материал, полученный из волокон полиэтилена высокой плотности), коммерчески доступный в компании Dupont, Inc.
В еще одном другом варианте реализации настоящего изобретения предлагается способ получения представленных ранее упаковочных систем. Как можно понять при обращении к фиг.6, на ней представлена диаграмма, иллюстрирующая способ данного варианта реализации. Термопластичный полимер («ТП») объединяют с органоглиной («ОГ») для получения на стадии а) смеси органоглина-полимер («СОП»). В одной вариации данное объединение проходит в экструдере 220. После этого из смеси органоглина-полимер в результате экструдирования из экструзионной головки 222 на стадии b) получают сваривающий слой 152. В одной вариации дополнительный слой получают в результате подачи в экструзионную головку 222 материала из дополнительных экструдеров (таких как экструдер 230). При одном усовершенствовании настоящего варианта реализации термопластичный полимер и органоглину предварительно перемешивают в смесителе 224, а после этого вводят в экструдер 220. Обычно сваривающий слой 152 будут получать совместно с одним или несколькими дополнительными слоями 154, 156 (продемонстрированными на фиг.2) или на них. После этого на стадии с) получают вскрытую упаковочную систему 160. Данный способ может включать стадии, на которых стороны сваривают для получения пакетных конструкций фиг.3-4. В одной вариации получение вскрытой упаковочной системы 160 происходит во время стадии b).
В одной вариации настоящего варианта реализации термопластичный полимер объединяют с органоглиной в результате перемешивания маточной смеси с беспримесным полимером. В данной вариации маточная смесь содержит органоглину и, по меньшей мере, часть термопластичного полимера. При данном усовершенствовании маточная смесь обычно включает от 10 до 80% масс. органоглины.
Стадию получения сваривающего слоя 152 осуществляют по любому способу, который может обеспечить получение из термопластичных композиций слоев или пленок. Примеры таких способов включают нижеследующие, но не ограничиваются только этими: экструдирование, соэкструдирование, раздувное формование, литье, экструзионное пневмоформование и получение пленок в результате экструдирования с раздувом.
Как можно понять все еще при обращении к фиг.6, способ настоящего варианта реализации необязательно дополнительно включает размещение во вскрытой упаковочной системе 160 объекта (объектов) 180 (стадия d). Обычно объект (объекты) 180 размещается в секции контейнера 162. После размещения объекта (объектов) 180 в секции контейнера 162 сваривающий слой 152 во время стадии е) вводят в контакт со сваривающей подложкой (то есть, сварной конструкцией 150') для получения сварного шва. Сварка может быть осуществлена по любому количеству способов сварки, известных на современном уровне техники. Примеры включают нижеследующие, но не ограничиваются только этими: термосварка за счет теплопроводности, ультразвуковая сварка и индукционная сварка.
Следующие далее примеры иллюстрируют различные варианты реализации настоящего изобретения. Специалисты в соответствующей области техники должны представлять себе множество вариаций, которые соответствуют сущности настоящего изобретения и объему формулы изобретения.
Фиг.7А представляет собой графики зависимостей усилия отслаивания от температуры для сварного шва, полученного из сваривающего слоя, образованного из соэкструдированных ПЭВП и смеси ЛПЭНП/ЭВА и органоглины, (то есть, двойного слоя). В данных экспериментах стороны сварного шва заваренного мешка оттягивают друг от друга. Представлены графики для загрузок органоглины 5 и 6% масс. Фиг.7А демонстрирует возможность вскрытия сварных швов изобретения под действием воспроизводимого усилия вскрытия в пределах диапазона температур получения сварного шва в 50 градусов F (27,8 градусов С). Кроме того, согласно наблюдениям прочность сварного шва соответствует отслаиваемости и является относительно однородной в диапазоне температур от 200°F (93,3°С) до 250°F (121,1°С). Фиг.7В представляет собой графики зависимостей усилия отслаивания от температуры получения сварного шва. Представлены графики для эталонного образца, не содержащего органоглины, и образца для испытаний, содержащего 5% масс. органоглины. Эталонный образец состоял из пленки в 2,4 мила (61,0 мкм), полученной в результате трехслойного соэкструдирования полиэтилена высокой плотности («ПЭВП»), сополимера этилена-винилового спирта, линейного полиэтилена низкой плотности («EVOH») и смеси сополимера этилена-винилацетата и ЛПЭНП. Образец для испытаний состоял из пленки в 2,4 мила (61,0 мкм), полученной в результате трехслойного соэкструдирования ПЭВП, EVOH и смеси ЛПЭНП/ЭВА и 5% масс. органоглины. Эталонные образцы и образцы для испытаний заваривали в сварочной машине Sentinal. Усилие отслаивания определяют в соответствии с документом ASTM F-88. Время сварки для точек на фиг.7В составляет 0,50 сек, а давление зажима при сварке составляет 30 фунт/дюйм2 (207 кПа). Согласно наблюдениям вариация усилия отслаивания в диапазоне температур от 175°F (79,4°С) до 265°F (129,4°С) имела меньшую величину для образца, содержащего органоглину. Кроме того, сварной шов, полученный при использовании органоглин, является отслаиваемым во всем данном диапазоне получения сварного шва. Фиг.7С представляет собой график зависимости усилия отслаивания от температуры получения сварного шва для сварного шва, полученного из фольги, ламинированной на сваривающую пленку. В данном эксперименте на пленку для испытаний в 3,2 мила (81,3 мкм) по способу проклейки ламинируют систему ПЭТФ 48-ого калибра (12,2 мкм)/фольга 50-ого калибра (12,7 мкм). Пленку для испытаний получают из смеси ПЭНП/ЛПЭНП/органоглина. Сварку проводят с пленкой той же самой структуры. Эталонные образцы и образцы для испытаний заваривают в сварочной машине Sentinal при определении усилия отслаивания в соответствии с документом ASTM F-88. Фиг.7С четко демонстрирует получение воспроизводимого отслаиваемого сварного шва при температурах в диапазоне от 300°F (148,9°С) до 425°F (218,3°С).
Nanoblend™ MB 2001 или Nanoblend™ MB 2101 («маточные смеси») перемешивают с коммерческим герметиком пакетов на основе полиэтиленовой («ПЭ») смеси в одночервячном экструдере при получении слоя герметика изобретения в ходе второй операции получения пленки в результате экструдирования с раздувом. Механические свойства при растяжении для получающихся в результате пленок оценивают в соответствии с документом ASTM D638 (таблица 1) при скорости испытания 50 мм/мин. Перед проведением испытаний все образы отжигают при 30°С в течение 21 дня. Как было установлено, пленки, которые содержат органоглину, характеризуются более высоким модулем упругости в сопоставлении с пленками, не содержащими органоглину, без принесения в жертву прочности или максимального относительного удлинения. Увеличение модуля упругости составляет 75% масс. для 3% масс. органоглины, 150% масс. для 6% масс. органоглины и 240% масс. для 9% масс. органоглины.
Таблица 2 суммарно приводит результаты испытания на деформационную теплостойкость по Вика. Согласно наблюдениям температура размягчения по Вика увеличивается при увеличении уровня содержания органоглины, при этом образец, содержащий 9% масс. наноглины, обнаруживает увеличение температуры размягчения на 23°С. Данные из таблицы 2 предполагают по существу отсутствие воздействия на степень кристалличности вследствие добавления органоглины к композиции полиэтиленового герметика.
Также оценивают и температуру кристаллизации и температуру плавления. Данные измерения проводят в результате измерения энтальпий плавления и кристаллизации в соответствии с документом ASTM D 3417. Фиг.8 представляет собой графики для определения температуры плавления («Tm»), в то время как фиг.9 представляет собой графики для определения температуры кристаллизации («Тс») в случае слоев, содержащих различные количества Nanoblend™ MB 2001. Согласно наблюдениям на значения Tm и Тс в сопоставлении с чистым полиэтиленовым образцом добавление наноглины воздействия по существу не оказывает. Фиг.10А представляет собой набор дифракционных рентгенограмм, демонстрирующий дисперсию органоглины Nanoblend 2001 в сваривающем слое, содержащем полиэтилен. Фиг.10В представляет собой набор дифракционных рентгенограмм, демонстрирующий дисперсию органоглины Nanoblend 2101 в сваривающем слое, содержащем полиэтилен. Данные по дифракции рентгеновского излучения демонстрируют сохранение средней величины расслоения у пластинок органоглины (то есть, минимальное агломерирование). Такое сохранение величины расслоения делает возможными в вариантах реализации настоящего изобретения полученные свойства в отношении отслаиваемости, предела прочности при растяжении, деформационной теплостойкости и относительного удлинения при разрыве.
Таблицы 3 и 4 представляют результаты измерений шероховатости поверхности для сваривающих слоев, полученных в настоящем изобретении. В данных примерах получают соэкструдированный двойной слой. Более гладкая сторона образована слоем ПЭВП, не содержащим органоглины. Более шероховатая сторона образована слоем ЛПЭНП/ЭВА, содержащим органоглину. Как было установлено, содержащие органоглину слои настоящего изобретения характеризуются более высокой степенью шероховатости, чем у аналогичных образцов, не содержащих органоглину. Кроме того, образец, содержащий 6% масс. органоглины, характеризуется большей степенью шероховатости поверхности в сопоставлении с образцом, содержащим 5% масс. органоглины, тем самым, демонстрируя то, что степень шероховатости поверхности имеет тенденцию к увеличению в диапазоне, равном приблизительно 10% и менее.
Фиг.11 представляет собой графики зависимости прочности сварного шва от температуры получения сварного шва. В данных экспериментах для получения сварных швов используют импульсную сварочную машину. В таких сварочных машинах температуру устанавливают по положению циферблатного регулятора. Фиг.11 представляет прочность сварного шва в зависимости от положения циферблатного регулятора. Оцениваемые температуры представлены в верхней части фиг.11. Фиг.11 еще раз демонстрирует синергетический эффект для комбинации полиэтилена. ЭВА и органоглины, при этом сварные швы, полученные из данной комбинации, являются отслаиваемыми в пределах широкого диапазона температур получения сварного шва.
Серию сварных швов в 25,4 мм получают под давлением, равным приблизительно 1000 фунт/дюйм2 (6890 кПа), при времени сварки, равном приблизительно 8 секундам. В данных экспериментах используют гидравлический пресс. Несмотря на большую жесткость данных условий в сопоставлении с условиями, использующимися в обычных коммерческих операциях сварки, получение отслаиваемых сварных швов в данных условиях дополнительно иллюстрирует способность рецептур настоящего изобретения образовывать отслаиваемый сварной шов. Фиг.12А и 12В представляют собой графики зависимости прочности сварного шва от температуры получения сварного шва для различных комбинаций сваривающих слоев. В данных экспериментах сварной шов получают между первым сваривающим слоем и вторым сваривающим слоем. На фиг.12А каждый сваривающий слой содержит полиэтилен или смесь полиэтилена и ЭВА. В общем случае прочность сварного шва увеличивается при увеличении температуры для данных комбинаций в пределах диапазона температур от 110°С до 140°С. На фиг.12В, по меньшей мере, один из сваривающих слоев содержит смесь полиэтилена, ЭВА и органоглины. Для сварных швов, полученных данным образом, фиг.12В иллюстрирует получение отслаиваемых сварных швов в пределах диапазона температур от 110°С до 140°С. Фиг.13А и 13В представляют таблицу 6, которая суммарно приводит данные по прочности сварного шва для фиг.12А и 12В при одновременном указании на характеристику типа режима разрушения (см. фиг.1А-1G). Таблица 6 четко демонстрирует получение отслаиваемых сварных швов в пределах широкого диапазона температур.
В еще одном другом варианте реализации настоящего изобретения предлагается отслаиваемый сварной шов, адаптированный для получения не допускающего протечек сварного шва, имеющего включенные в него одну или несколько морщин. Как можно понять при обращении к фиг.14А и 14В, на них представлена схематическая иллюстрация поперечных сечений для отслаиваемых сварных швов, включающих одну или несколько складок. Отслаиваемый сварной шов 250 включает первый сваривающий слой 252 и второй сваривающий слой 254. Первый сваривающий слой 252 включает перегибы 258, 260 и складку 262. Подобным образом второй сваривающий слой 254 включает перегибы 264, 266. Первый сваривающий слой 252 включает первую поверхность сварки 270, в то время как второй сваривающий слой 254 включает вторую поверхность сварки 272. Внешние поверхности сварки 274, 276 присоединяют к дополнительным слоям, представленным ранее в связи с описаниями фиг.1-5. Первую поверхность сварки 270 вводят в контакт со второй поверхностью сварки 272, получая сварной шов 280. Фиг.14В представляет собой иллюстрацию, на которой второй сваривающий слой 254 включает минимальное количество перегибов или складок.
Детали композиции сваривающих слоев 252 и 254 являются теми же самыми, что и представленные ранее. В частности, по меньшей мере, один слой, выбираемый из первого сваривающего слоя 252 и второго сваривающего слоя 254, содержит термопластичный полимер и добавку, диспергированную в термопластичном полимере. В одной вариации добавка присутствует в количестве, достаточном для получения отслаиваемого сварного шва 280 между первым сваривающим слоем 252 и вторым сваривающим слоем 254 при всех температурах в пределах диапазона температур получения отслаиваемого сварного шва. Как было представлено ранее, при одном усовершенствовании диапазон температур получения отслаиваемого сварного шва заключен в пределах от температуры инициирования сварки до температуры, которая, по меньшей мере, на 100 градусов F (55,5 градусов С) превышает температуру инициирования сварки. В одной в особенности подходящей вариации добавка представляет собой органоглину, диспергированную, по меньшей мере, в части термопластичного полимера. В такой вариации один или оба слоя, выбираемые из первого сваривающего слоя 252 и второго сваривающего слоя 254, характеризуются температурой инициирования сварки в диапазоне от приблизительно 170°F (76,7°С) до приблизительно 350°F (176,7°С). Дополнительные подробности по добавке - органоглине - и термопластичному полимеру были представлены ранее.
Как можно понять при обращении к фиг.15, на ней представлен вид сверху для упаковочной системы, которая имеет тенденцию к включению складок или перегибов в сварные швы. Упаковка 290 включает отслаиваемые сварные швы 292, 294, 296. Необходимо понимать то, что также возможна и упаковка, имеющая только одну или две стороны, имеющие отслаиваемый сварной шов. Упаковка 290 продемонстрирована как вмещающая пищевой объект 298. Присутствие пищевого объекта 298 в секции контейнера 300 во время процесса упаковывания вызывает подъем стенки контейнера 302. Данный подъем стенки контейнера 302 вызывает образование в отслаиваемых сварных швах 292, 294, 296 перегибов и складки, как это было представлено в связи с описаниями фиг.14А и 14В. Как было установлено, упаковки, такие как продемонстрированные на фиг.15, характеризуются пониженным числом случаев протечек. Например, как было установлено, уровни содержания кислорода в упаковке, использующей представленные ранее композиции органоглины, в среднем являются меньшими, чем у коммерчески доступной сваривающей композиции. Кроме того, как также было установлено, испытание с жидкостями, содержащими красители, также характеризуется малым числом случаев протечек.
Несмотря на иллюстрацию и описание вариантов реализации изобретения данные варианты реализации не предполагаются иллюстрирующими и описывающими все возможные формы изобретения. Вместо этого, слова, использующиеся в описании изобретения, являются словами описания, а не ограничения, и необходимо понимать то, что без отклонения от объема и сущности изобретения могут быть сделаны и различные изменения.
Реферат
Изобретение относится к упаковочным системам со сварной секцией, имеющей отслаиваемый сварной шов. Отслаиваемый сварной шов содержит первый и второй сваривающие слои, каждый из которых имеет соответствующую поверхность сварки. Один или оба сваривающих слоя имеют, по меньшей мере, одну или несколько морщин или гофр. При этом первая поверхность сварки выполнена с возможностью контакта со второй поверхностью сварки с образованием сварного шва. Температура инициирования сварки, по меньшей мере, одного из сваривающих слоев составляет от приблизительно 170°F (76,7°C) до приблизительно 350°F (176,7°С). Модуль упругости при растяжении, по меньшей мере, одного из сваривающих слоев составляет от приблизительно 500 МПа до приблизительно 2000 МПа. Причем, по меньшей мере, один слой из первого и второго сваривающихся слоев содержит термопластичный полимер и органоглину, диспергированную, по меньшей мере, в части термопластичного полимера. Органоглина включает пластинки, характеризующиеся средней величиной расслоения, по меньшей мере, 20 ангстрем. Сваривающий слой имеет среднюю шероховатость поверхности от 1500 до приблизительно 5000 ангстрем. Упаковочная система с отслаиваемым сварным швом по изобретению позволяет повторно использовать продукты питания и обеспечивает легкость вскрытия упаковки. 3 н. и 18 з.п. ф-лы, 15 ил., 6 табл.
Формула
первый сваривающий слой, имеющий первую поверхность сварки;
второй сваривающий слой, имеющий вторую поверхность сварки;
при этом первая поверхность сварки выполнена с возможностью контакта со второй поверхностью сварки с образованием сварного шва, причем один или оба слоя, выбираемые из первого и второго слоев, включает, по меньшей мере, одну или несколько морщин или гофр, при этом, по меньшей мере, один слой из первого и второго сваривающих слоев содержит:
термопластичный полимер и
органоглину, диспергированную, по меньшей мере, в части термопластичного полимера,
причем температура инициирования сварки, по меньшей мере, одного из первого и второго сваривающих слоев составляет от приблизительно 170°F (76,7°С) до приблизительно 350°F (176,7°C), модуль упругости при растяжении, по меньшей мере, одного из первого и второго сваривающих слоев составляет от приблизительно 500 до приблизительно 2000 МПа, а органоглина включает пластинки, характеризующиеся средней величиной расслоения, по меньшей мере, 20 Å, при этом сваривающаяся поверхность имеет среднюю шероховатость от 1500 до приблизительно 5000 Å.
первый сваривающий слой, имеющий первую поверхность сварки;
второй сваривающий слой, имеющий вторую поверхность сварки;
при этом первая поверхность сварки выполнена с возможностью контакта со второй поверхностью сварки с образованием сварного шва, причем один или оба слоя, выбираемые из первого и второго слоев, включает, по меньшей мере, одну или несколько морщин или гофр, при этом, по меньшей мере, один слой из первого и второго сваривающих слоев содержит:
термопластичный полимер и
органоглину, диспергированную в термопластичном полимере, при этом добавка присутствует в количестве, достаточном для получения отслаиваемого сварного шва между первым и вторым сваривающими слоями при всех температурах в пределах температурного диапазона отслаиваемого сварного шва, причем температурный диапазон получения отслаиваемого сварного шва заключен в пределах от температуры инициирования сварки до температуры, которая, по меньшей мере, на 100°F (55,5°С) выше температуры инициирования сварки,
причем температура инициирования сварки, по меньшей мере, одного из первого и второго сваривающихся слоев составляет от приблизительно 170°F (76,7°С) до приблизительно 350°F (176,7°C), а модуль упругости при растяжении составляет от приблизительно 500 до приблизительно 2000 МПа, органоглина включает пластинки, характеризующиеся средней величиной расслоения, по меньшей мере, 20 Å, при этом сваривающаяся поверхность имеет среднюю шероховатость от 1500 до приблизительно 5000 Å.
секцию контейнера и
отслаиваемую сварную секцию, присоединенную к секции контейнера, при этом отслаиваемая сварная секция включает:
первый сваривающий слой, имеющий первую поверхность сварки;
второй сваривающий слой, имеющий вторую поверхность сварки;
при этом первая поверхность сварки выполнена с возможностью контакта со второй поверхностью сварки с образованием сварного шва, причем один или оба слоя, выбираемые из первого и второго слоев, включает, по меньшей мере, одну или несколько морщин или гофр, при этом, по меньшей мере, один слой из первого и второго сваривающих слоев содержит:
термопластичный полимер и
органоглину, диспергированную в термопластичном полимере, при этом органоглина присутствует в количестве, достаточном для получения отслаиваемого сварного шва между первым и вторым сваривающими слоями при всех температурах в пределах температурного диапазона получения отслаиваемого сварного шва, причем температурный диапазон получения отслаиваемого сварного шва заключен в пределах от температуры инициирования сварки до температуры, которая, по меньшей мере, на 100°F (55,5°С) выше температуры инициирования сварки,
причем температура инициирования сварки, по меньшей мере, одного из первого и второго сваривающихся слоев составляет от приблизительно 170°F (76,7°С) до приблизительно 350°F (176,7°C), а модуль упругости, по меньшей мере, одного из первого и второго сваривающихся слоев при растяжении составляет от приблизительно 500 до приблизительно 2000 МПа, органоглина включает пластинки, характеризующиеся средней величиной расслоения, по меньшей мере, 20 Å, при этом сваривающаяся поверхность имеет среднюю шероховатость от 1500 до приблизительно 5000 Å.
Документы, цитированные в отчёте о поиске
Отслаивающаяся запечатывающая структура (варианты), отслаивающееся уплотнение, упаковочная система
Комментарии