Заготовка для изготовления пластмассового тюбика и изготовленный из нее тюбик из пластмассы - RU2428311C2
Код документа: RU2428311C2
Чертежи




Описание
Изобретение относится к заготовке для изготовления пластмассового тюбика, которую получают способом экструзионно-раздувного формования, и изготовленного из нее, заполненного пластмассового тюбика, согласно ограничительным признакам соответствующих независимых пунктов формулы изобретения.
Обычные в прошлом емкости из белой жести или цветного листового металла, из стекла или также из керамики в возрастающих объемах замещаются емкостями из пластмассы. Это касается, в частности, также подобных тюбикам емкостей, которые раньше часто производились из металлических фольг. Незначительный вес и более незначительные издержки, конечно, играют при этом замещении существенную роль. Также возможность вторичной переработки использованных пластмасс - это существенный фактор при возрастающих объемах применения пластмассовых емкостей конечным пользователем.
Емкости для хранения и одноразового использования, например, средств для окраски волос и т.п., содержимое которых предназначено для одноразового употребления, должны после одноразового применения ликвидироваться. При этом возникает большой интерес к тому, чтобы занимаемый опорожненной емкостью объем был как можно меньшим. Это условие, в частности, лучше всего выполняется подобными тюбикам пластмассовыми емкостями. Именно при таких одноразовых продуктах имеется желание сделать производственные издержки и производственные расходы для ликвидируемой после одноразового применения емкости как можно меньшими. Емкости в форме тюбиков могут изготавливаться известным способом экструзионно-раздувного формования, который гарантирует большие степени свободы в отношении выбора используемых пластмасс, последовательностей слоев и формообразования при производстве. При этом емкостями в форме тюбиков можно манипулировать привычным способом, в частности, иметь возможность заполнять из разливочной машины и запирать. Должна иметься возможность отказываться от повторно запирающихся крышек или затворов. Функция подобной тюбикам емкости должна быть интуитивно понятной для конечного пользователя, и одноразовое опорожнение емкости должно осуществляться без затруднений. При этом нужно считаться также с тем обстоятельством, что стойкие средства для окраски волос, как правило, предлагаются в комбинации с проявителем, который в большинстве случаев расположен в отдельной бутылке. Перед применением содержимое тюбика и проявитель должны смешиваться друг с другом. Только в сочетании с проявителем средство для окраски волос оказывает желаемое действие. Должен создаваться поэтому также тюбик, который делает возможным упрощенное и свободное от загрязнений смешивание содержащегося в тюбике красящего вещества и проявителя.
Решение этих задач состоит в получаемой способом экструзионно-раздувного формования заготовке для изготовления пластмассовых тюбиков и в изготовленном из заготовки, заполненном тюбике из пластмассы, которые обладают признаками, приведенными в отличительной части соответствующих независимых пунктов формулы изобретения. Усовершенствования и/или выгодные варианты выполнения изобретения - это предмет зависимых пунктов формулы изобретения.
Согласно изобретению создается заготовка для изготовления пластмассовых тюбиков по существу с цилиндрическим телом, один продольный конец которого переходит в головную часть с запирающимся отверстием для выдавливания, и другой (в продольном направлении) конец которого выполнен открытым. Заготовка изготовлена способом экструзионно-раздувного формования, при котором одно- или многослойный экстудированный пластмассовый рукав раздувается в дутьевой форме соответственно полости дутьевой формы. Предусмотренное в головной части отверстие для выдавливания снабжено разовым запором, который был изготовлен во время процесса раздувания внутри дутьевой формы.
Соответствующая изобретению заготовка уже снабжена одноразовым запором и доставляется в этой форме в разливочную машину. Она должна через открытый продольный конец заливать в тело заготовки только лишь предусмотренное количество пастообразной массы и после этого запирать открытый конец тела. Это происходит, как правило, посредством сдавливания и сваривания концевого участка открытого продольного конца тела. Однако может быть предусмотрено, чтобы открытый конец тела после заливания запирался посредством запечатывания или склеивания. Для разливочной машины при применении соответствующей изобретению заготовки получается то преимущество, что ей приходится лишь заливать и запирать. Отпадает необходимость в дорогостоящих и затратных установках, в которых осуществляется экструзия, раздувание, наполнение и запирание. Также вследствие этого сокращаются издержки на эксплуатацию, техническое обслуживание и ремонт необходимых установок. Изготовление заготовки происходит на специализированных и соответствующим образом оборудованных предприятиях. Оно упрощено и удешевлено за счет того, что отказываются от повторно запирающегося отверстия и предусматривается одноразовый запор. Вследствие этого головной участок может быть выполнен гораздо более просто. Одноразовый запор изготовляется уже при производстве заготовки, во время раздувания внутри дутьевой формы. Изготовление заготовки происходит испытанным способом экструзионно-раздувного формования из одно- или многослойного экструдированного пластмассового рукава.
Конечный пользователь получает пластмассовый тюбик с одноразовым запором. Именно в случае продуктов для однократного применения за счет этого увеличена вероятность того, что будет использовано действительно все содержимое тюбика, чтобы достичь желаемого эффекта. Ошибочно понятая "экономия", которая могла бы вести к неудовлетворительному и нежелательному результату, предотвращается, так как конечный пользователь больше не может запирать тюбик. Объем ликвидируемой после употребления емкости также сокращается за счет отказа от повторно навинчиваемого запора.
Очень выгодный вариант выполнения изобретения предусматривает выполнение на заготовке поворотного зажимного колпачка как одноразового затвора. Такие поворотные запорные колпачки уже известны и испытаны, например, на бутылках с легкими напитками. Поворотный запорный колпачок - это интегральная составная часть головной части заготовки. Он образован цельно с головной частью и состоит из того же самого материала, что и тело и головная часть заготовки, и изготовляется уже во время раздувания внутри формующей полости дутьевой формы. Это имеет преимущество в том, что конечный пользователь при удалении выжатого тюбика может ликвидировать свернутый запор и тюбик вместе, так как они состоят из одного и того же материала.
Поворотный запорный колпачок содержит участок колпачка, который через ослабленную, образованную как заданное место отделения область связан в единое целое с ограничивающим выжимное отверстие участком головной части. От внешней стороны участка колпачка выступает участок захвата. Для открывания тело пластмассового тюбика удерживают одной рукой, а большим пальцем и указательным пальцем другой руки захватывают участок захвата. Посредством скручивания поворотного запорного колпачка относительно тела ослабленная и образованная как заданное место отделения окружная область головной части вскрывается, и участок колпачка может сниматься. Теперь выжимное отверстие освобождается, и содержание тюбика может выпускаться через выжимное отверстие.
Поворотный запорный колпачок образуется благоприятным образом уже при экструзии и раздувании соответствующей изобретению заготовки. При этом окружное место заданного отделения образуется в полости дутьевой формы. Участок захвата образован из сдавленного участка экструдированного пластмассового рукава. Изготовление поворотного запорного колпачка во время процесса экструзии и раздувания не требует никакого дополнительного рабочего этапа и не требует никаких дополнительных затрат времени.
Выгодный вариант выполнения заготовки предусматривает, чтобы ее головная часть имела отличающийся от круглой формы внешний контур и была снабжена, по меньшей мере, одной зоной удаления воздуха. При стойких средствах для окраски волос предлагаются красящее вещество в тюбике и проявитель в бутылке как комплект. Содержащееся в тюбике красящее вещество должно быть смешано с проявителем, прежде чем смесь может применяться. При этом бутылка и тюбик благоприятным образом по ширине шеек согласованы одна с другой так, что головная часть тюбика может вводиться в шейку бутылки. При соответствующем изобретению выполнении, по меньшей мере, одна зона удаления воздуха позволяет удаление содержащегося в бутылке воздуха, который при выдавливании содержимого тюбика вытесняется в содержащийся в бутылке проявитель. За счет этого можно избежать загрязнения рабочей поверхности.
Заготовка предпочтительно отформована из многослойного экструдированного пластмассового рукава, который содержит не пропускающий свет, кислород и влагу барьерный слой. В частности, при варианте изготовления заготовки с поворотным запорным колпачком многослойная структура гарантирована также и в области крышки, и можно получить 100-процентный барьер. В следующем, очень целесообразном варианте выполнения изобретения отформованная из многослойного экструдированного пластмассового рукава заготовка содержит слой газопоглотителя для кислорода. Выполненная многослойной заготовка может содержать от 3 до 6 и даже больше слоев. Может также быть предусмотрено, чтобы, по меньшей мере, один из слоев состоял из регенерированных отходов пластмассы и остатков пластмассы, так называемого мельничного регенерата.
Дальнейшие преимущества и признаки явствуют из следующего описания примера выполнения изобретения со ссылками на схематические чертежи. Они показывают в не соответствующем масштабу представлении:
фиг.1 - перспективное представление примера выполнения соответствующей изобретению заготовки с интегрально образованным одноразовым запором;
фиг.2 - вид сбоку заготовки по фиг.1;
фиг.3 - представление разреза головной части заготовки, согласно фиг.1 и 2;
фиг.4 - поперечное сечение перехода одноразового запора в головную часть заготовки;
фиг.5 - поперечное сечение головной части заготовки;
фиг.6 - вид сбоку изготовленного из заготовки по фиг.1-5 заполненного пластмассового тюбика; и
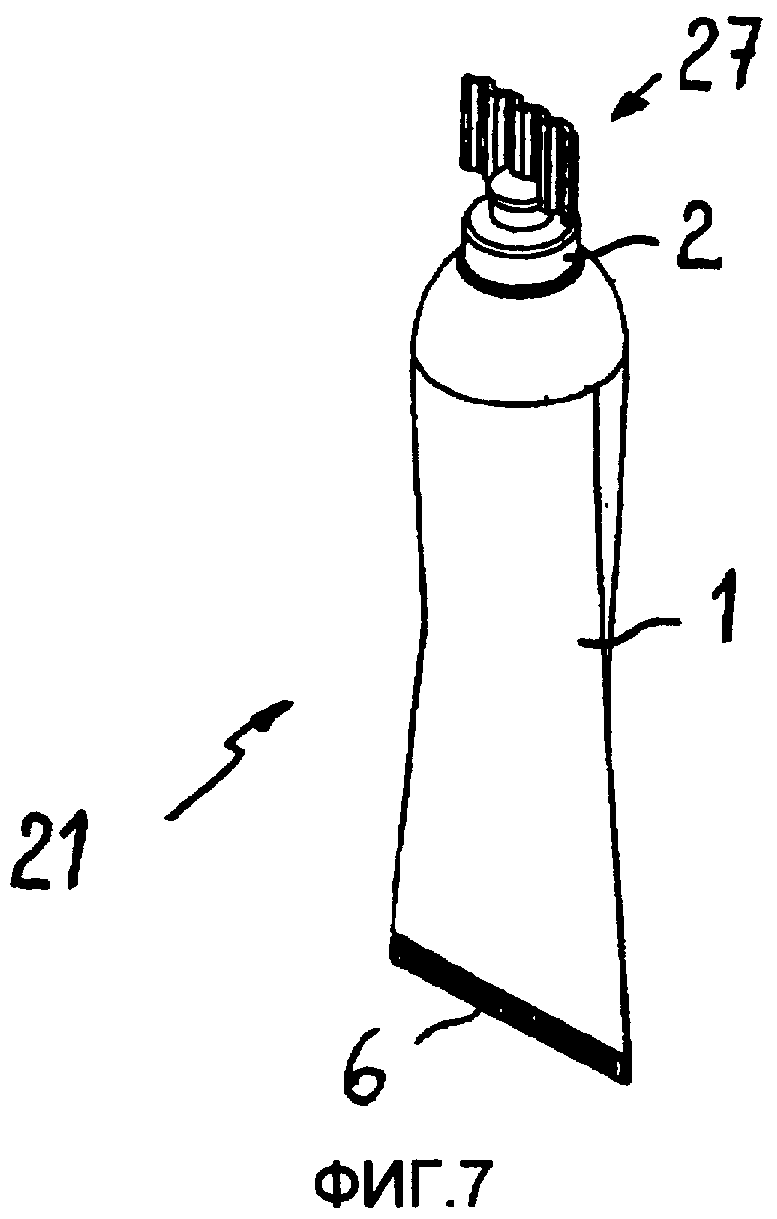
фиг.7 - перспективное представление пластмассового тюбика согласно фиг.6.
На фиг.1-5 показан пример выполнения соответствующей изобретению заготовки в разных видах и представлениях сечений. Заготовка имеет при этом общее обозначение 20. Изготовленная способом экструзионно-раздувного формования заготовка 20 для изготовления пластмассового тюбика имеет продолговатое, по существу цилиндрическое тело 1, к одному продольному концу которого примыкает головная часть 2. Противоположный продольный конец 5 тела 1 выполнен открытым. Для изготовления заготовки 20 с помощью экструзионной форсунки экструдируется бесконечный, одно- или многослойный пластмассовый рукав, режется и раздувается под повышенным давлением в дутьевой форме соответственно полости формы. При этом также образуется головная часть 2 заготовки 20. Процесс экструзии и раздува происходит с помощью экструзионно-раздувных машин, которые достаточно известны из уровня техники и позволяют одновременное изготовление множества заготовок.
Головная часть 2 имеет отверстие 3 выдавливания, которое окружено обрамляющим участком. Отверстие выдавливания заперто выполненным за одно целое с головной частью 2 разовым запором, который выполнен, в частности, как поворотный зажимной замок 27. Поворотный зажимной замок 27 содержит участок колпачка 30, который через образованную как заданное место отделения, ослабленную область 29 связан с обрамляющим отверстие 3 выдавливания участком головной части 2. От участка колпачка 30 возвышается участок 28 захвата, который имеет плоско сдавленную форму и обладает, например, рифленым волнистым контуром. Участок 28 захвата облегчает захват поворотного запорного колпачка 27, который для разрыва заданного места 29 отделения проворачивается относительно головной части 2. Изготовление поворотного запорного колпачка 27 происходит во время раздува экструдированного пластмассового рукава в пределах полости дутьевой формы. Участок 28 захвата изготовляется, например, посредством простого обжима участка рукава.
Фиг.4 показывает вариант выполнения образованной как заданное место отделения, ослабленной области 29 на переходе от участка колпачка 30 к головной части 2. Например, предусмотрены сужения, которые ведут к отличающемуся от круглой формы контуру поперечного сечения ослабленной области 29.
Фиг.5 показывает поперечное сечение головной части 2. Она имеет отличающийся от круглой формы внешний контур, которого достигают, например, последовательностью плотных зон 24 и зон 25 удаления воздуха. Плотные зоны 24 имеют приблизительно радиус кривизны сквозного круглого внешнего контура. Зоны 25 удаления воздуха проходят в противоположность этому вогнуто. При стойких средствах для окраски волос предлагаются красящее вещество в тюбике и проявитель в бутылке как комплект. Содержащееся в тюбике красящее вещество должно смешиваться с проявителем, прежде чем смесь может применяться. При этом шейки бутылки и тюбика преимущественно согласованы по ширине одна с другой так, что головная часть тюбика может вводиться в горлышко бутылки. При соответствующем изобретению выполнении плотные зоны 24 на головной части 2 способствуют опиранию и определенной уплотняющей фиксации в горлышке бутылки. Вогнутые зоны 25 удаления воздуха обеспечивают удаление содержащегося в бутылке воздуха, который вытесняется при выдавливании содержимого тюбика в содержащийся в бутылке проявитель. За счет этого можно избежать загрязнения рабочей поверхности.
Заготовка 20, изготовленная способом экструзионно-раздувного формования с интегрированным поворотным запорным колпачком 27, наполняется из разливочной машины обычным способом через открытый продольный конец 5 тела 1 пастообразной массой или т.п., например средством для окраски волос. Затем продольный конец 5 закрывается. Это происходит, например, посредством сжатия и сваривания или также запечатывания или склеивания и обозначено на фиг.6 и 7 сжатым/сваренным участком 6. Из этого получается характерная форма для наполненного пластмассового тюбика 21. Фиг.6 и 7 показывают при этом пластмассовый тюбик 21 с неповрежденным поворотным запорным колпачком 27. Посредством поворачивания поворотного запорного колпачка 27 относительно головной части тела 1 заданные места отделения вскрываются и освобождаются выжимные отверстия. Содержимое пластмассового тюбика 21 после его открытия может просто выдавливаться до минимальной остаточной массы. Поворотный запорный колпачок 27 состоит из того же самого материала, что и тело 1 пластмассового тюбика 21 и после выдавливания содержимого может ликвидироваться вместе с тюбиком.
Реферат
Предложена заготовка с цилиндрическим телом, один продольный конец которого переходит в головную часть с запирающимся одноразовым запором выжимным отверстием, и другой продольный конец которого выполнен открытым. При этом головная часть имеет отличающийся от круглой формы внешний контур и снабжена по меньшей мере одной зоной удаления воздуха. Причем тело выполнено раздувом из одно- или многослойного экструдированного пластмассового рукава в дутьевой форме в соответствии с формой полости дутьевой формы и одноразовый запор изготовлен во время этого процесса раздува внутри той же дутьевой формы. Предложены также пластмассовый тюбик, изготовленный из указанной заготовки, и способ ее изготовления. Изобретения обеспечивают упрощение процесса изготовления заготовки и пластмассового тюбика из нее. 3 н. и 9 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления упаковочного сосуда для жидкого содержимого
Термопластичный контейнер для хранения пищевых продуктов, термопластичная бутылка и способ ее изготовления, многослойный термопластичный контейнер
Выпускной узел с повторно используемым отламываемым колпачком, контейнер с выпускным узлом и упаковка для него
Комментарии