Заготовка для выдувного формования сосуда, сосуд многоразового использования и выдувная форма - RU2054356C1
Код документа: RU2054356C1
Чертежи





Описание
Изобретение касается пластмассовых сосудов, в частности выдуваемых в форме полиэфирного сосуда, имеющего улучшенную конструкцию основания, которое стойко к деформационным трещинам, а также заготовки, из которой такой сосуд выдувается в форме.
Повторное заполнение пластмассовых бутылок уменьшает существующие проблемы, связанные с тарой одноразового использования, в частности с пластмассовой тарой, изготовленной из РЕТ (полиэтилен-терефталат). Кроме того, повторно заполняемый сосуд обеспечивает поступление более надежных, более легких по весу пластмассовых сосудов или тары на те рынки, на которых в настоящее время доминирует стеклянная тара, где законодательство запрещает использование одноразовой тары.
В настоящее время несколько полиэфирных материалов обеспечивают требуемые прозрачность и физические свойства, считающиеся необходимыми для производства повторно заполняемой пластмассовой тары. К таким полимерам относятся полиэтилен-терефталат (РЕТ), акрилонитрил, полиакрилат, поликарбонат, и т.д. Из промышленно имеющихся РЕТ в настоящее время обладает наилучшими балансом свойств и соотношениями стоимости/ эксплуатационным качеством.
Известна заготовка для выдувного формования сосуда, пригодного для повторного заполнения, представляющая удлиненный элемент, изготовленный методом инжекционного формования из полиэфира, открытый с одного конца и закрытый с противоположного, при этом заготовка имеет готовое горлышко, на открытом конце удлиненный корпус для формования корпуса сосуда, часть для формования буртика сосуда между готовым горлышком и удлиненным корпусом, выполненную конусообразной с увеличением толщины стенки готового горлышка к удлиненному корпусу и основание заготовки, формующую часть, включающую днище, имеющее в основном полусферическую наружную поверхность на закрытом конце и цилиндрическую удлиненную часть, расположенную между днищем и удлиненным корпусом, толщина стенки которой больше по сравнению с толщиной стенки удлиненного корпуса, при этом закрытый конец заготовки снабжен внутренним выполненным по центру осевым выступом, образующую центрирующее средство для взаимодействия с центрирующим стержне в процессе выдувного формования сосуда.
Известен сосуд многоразового использования, выполненный из полиэфира путем выдувного формования заготовки, содержащей корпус, включающий цилиндрический и конический участки, сопряженные с образование буртика, горловину, примыкающую к коническому участку, и основание, имеющее куполообразную часть, обращенную вниз открытой частью, и часть, соединяющую нижнюю кромку куполообразной части с цилиндрическим участком корпуса и выполненную так, что диаметр ее постепенно увеличивается, а толщина ее стенки уменьшается в направлении от нижней кромки куполообразной части основания к цилиндрическому участку корпуса.
Известна выдувная форма для выдувного формования нагретой заготовки для получения сосуда, имеющего формующую основание часть.
Известные заготовки и форма не обеспечивают получение сосудов, которые имеют в днище толщину материала на радиусе контактного диаметра достаточную, чтобы обеспечить надлежащее сопротивление растрескиванию, но при этом толщина не должна быть такой большой, чтобы повлечь за собой наличие избыточного материала и увеличение стоимости и массы сосуда.
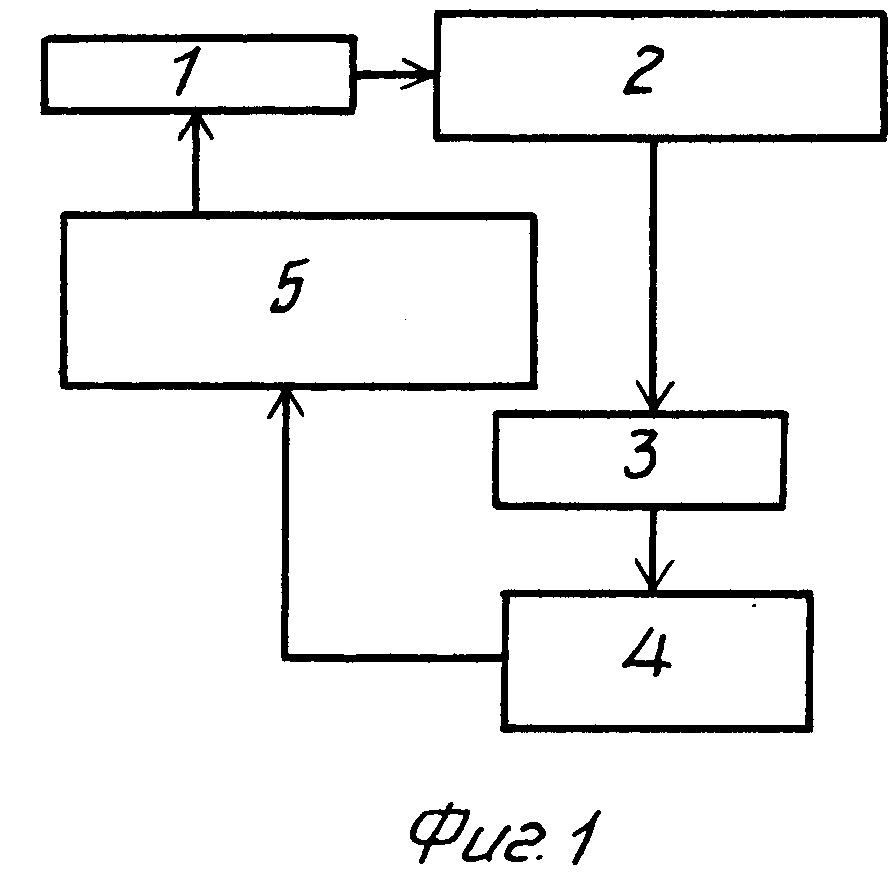
Надежный сосуд должен пройти через цикл каждый раз, когда он повторно используется. Цикл включает промывку каустической содой пустого сосуда, которая сопровождается контролем наличия загрязняющих веществ, с последующим заполнением продуктом и закупориванием крышкой, хранение на складе, распределение по местам оптовой и розничной продажи, покупку, использование и хранение пустой посуды потребителем с последующей возможной сдачей в приемный пункт.
Промывка горячей каустической содой является наиболее решающим фактором для повторного использования выдуваемых в форме полиэфирных сосудов. Было установлено, что разрушение (вследствие возникновения и распространения трещин) двухосно-ориентированных выдуваемых в форме известных полиэфирных сосудов, прошедших промывку в ванной с каустической содой, начинается в основном около основания, а точнее в центральной ее части, которая имеет незначительную ориентацию или не имеет ее вовсе.
Цель изобретения улучшение конструкции основания сосуда.
Это достигается тем, что внутренняя поверхность днища по существу выполнена полусферической формы и толщина стенки днища постепенно уменьшается от утолщенной части вдоль продольной оси закрытого конца, закрытый ее конец с наружной поверхности имеет направленный наружу осевой выступ удлиненной формы для взаимодействия с поверхностью выдувной формы в процессе выдувания сосуда. Закрытый конец заготовки содержит внутренний, расположенный по центру, осевой выступ, образующий центрирующие средства для взаимодействия с центрирующим стержнем в процессе выдувания заготовки. Внутренний осевой выступ и внутренняя поверхность выполнены скругленными. Цилиндрическая часть соединена с удлиненным корпусом с помощью конической части, которая имеет постепенно увеличивающуюся толщину в направлении от удлиненного корпуса до цилиндрической утолщенной части. Толщина цилиндрической утолщенной части составляет на 10-30% больше толщины удлиненного корпуса.
Куполообразная часть основания выполнена так, что толщина ее стенки уменьшается в направлении от центра к нижней кромке и имеет меньшую степень молекулярной ориентации в сравнении с цилиндрическим участком корпуса, причем чем толще стенка куполообразной части основания, тем меньше степень молекулярной ориентации.
На фиг.1 схематически изображен цикл, который должен пройти повторно наполняемый сосуд, где: 1 мойка каустической содой, 2 контроль загрязнения, заполнение/закупорка, 3 хранение на складе, 4 распределение оптовой торговли, 5 покупка, использование, хранение пользователем и возврат приемщику; на фиг. 2 сосуд, предложенной формы, вертикальное сечение; на фиг.3 то же, вертикальное сечение основания сосуда; на фиг.4 вертикальное сечение заготовки для формирования сосуда, показанного на фиг.2; на фиг.5 сечение А-А на фиг. 4; на фиг.6 сечение Б-Б на фиг.4; на фиг.7 основание заготовки в увеличенном масштабе, частичное вертикальное сечение; на фиг.8 конструкция основания по фиг.7 с нижней центральной частью, взаимодействующей с растягивающим выдувным центрирующим стержнем, частичное вертикальное сечение; на фиг. 9 основание выдувной формы, в которой заготовка по фиг.4 подвергается выдувному формированию для изготовления сосуда, показанного на фиг.2, частичное вертикальное сечение.
Прежде всего каждый сосуд промывают обычным промышленным раствором каустической соды, который готовят из 3,5 мас.ч. гидроокиси натрия и водопроводной воды. Моющий раствор поддерживают при температуре 60оС, сосуды погружают в него в открытом виде на 15 мин в соответствии с промышленной системой мытья бутылок.
После удаления из моющего раствора сосуды промывают водопроводной водой и затем заполняют требуемым жидким продуктом, которым может быть газированный напиток, упакованный под давлением 4,0 ±0,2 ат и закрытый крышкой. Такой заполненный сосуд должен выдерживать температуру 37,8оС при относительной влажности 50% в течение 24 ч.
Вообще, степень молекулярной ориентации в верхнем коническом участке и в основании растянутого отформированного выдуванием сосуда меньше той, что в цилиндрическом участке корпуса этого сосуда. В повторно наполняемом сосуде выемки, канавки и ступени, которые потенциально увеличивают напряжение, устранены в верхней буртиковой части и в основании. Любые декоративные рифленые тиснения, выемки, канавки должны ограничиваться частями, имеющими высокие степени ориентации.
Для достижения хорошего баланса между ростом объема ползучести и тепловой усадкой при мойке горячей каустической содой сегмент заготовки, образующий плоски профиль сосуда, имеет такую форму, чтобы обеспечить общую степень уменьшения толщины от 7,5 до 10,5 при степени растяжения от 3,2 до 3,5 в кольцевом направлении и от 2,3 до 2,9 в осевом направлении.
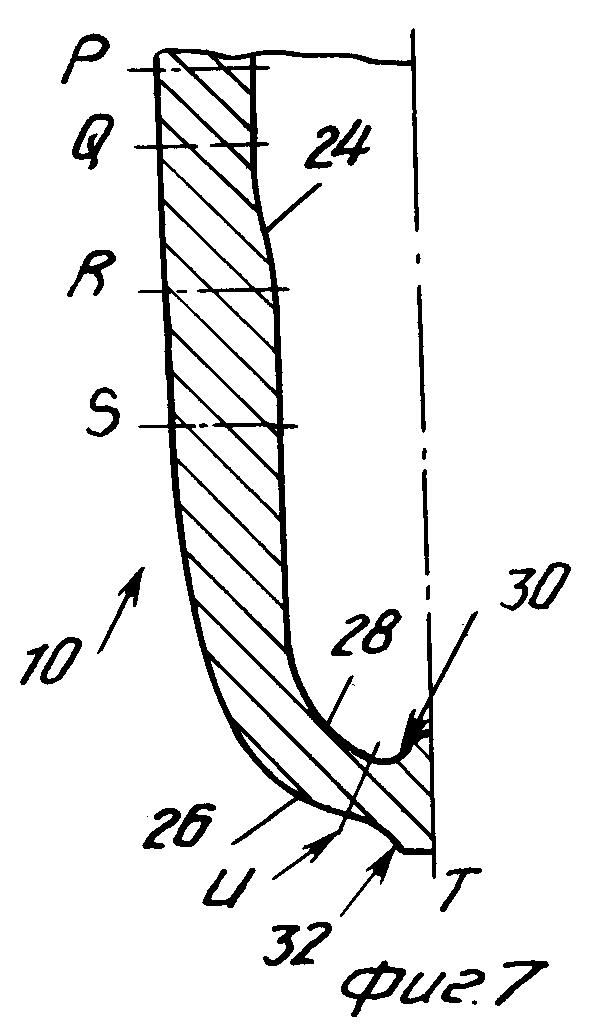
Формирующая нижний корпус и основание часть заготовки (см. фиг.7) имеет форму с сечениями RQ, QR, RS и ST. Они образуют сегменты pq, qr, rs и st соответственно у сосуда, представленного на фиг.3.
На фиг.4 приведено вертикальное сечение заготовки, выполненной в соответствии с изобретением. Верхняя часть заготовки 10 имеет резьбовое горлышко 12, которое своим нижним концом оканчивается фланцем 14 под крышку. Ниже фланца 14 находится цилиндрическая часть 16, заканчивающаяся частью 18 с постепенно увеличивающимся наружным диаметром для обеспечения увеличивающейся толщины стенки. Ниже части 18 располагается удлиненная корпусная часть 20, самая нижняя часть которой образует верхнюю часть формирующей основанием части 22 сосуда, которая включает секцию QR (см. фиг.7) в ее верхней части. Как показано на фиг.7, у секции QR внутренний диаметр заготовки 10 постепенно уменьшается до точки 24, где профиль RS имеет увеличенную толщину стенки.
Из фиг.7 видно, что диаметр секции ST постепенно уменьшается, чтобы уменьшить толщину секции ST. Кроме того, нижняя часть секции ST имеет полусферическую форму, как в точке 26. Кроме того, внутренняя поверхность секции ST в зоне днища 28 также имеет в основном полусферическую форму, но при этом поверхности 26 и 28 имеют разные центры, в результате чего имеет место непрерывное постепенное уменьшение толщины стенки.
В центре Т секции SТ имеется плавно скругленный вертикальный осевой выступ 30, который должен входить в нижний конец растягивающего выдувного центрирующего стержня (см. фиг.8). Кроме того, в основание центра Т имеется направленный вниз осевой выступ 32, выполненный в форме удлиненного затвора. Наружная поверхность 26 заготовки 10 плавно поворачивается для образования наружной поверхности выступа 32.
На фиг.9 показана форма основания полости 34 выдувной формы 36 обычного типа. Полость 34 в основании выдувной формы 36 имеет нижнюю наружную полусферическую поверхность 38, которая заканчивается в контактном радиусе С основания, расположенном на расстоянии В, составляющем 50-75% общего радиуса А, полученного выдуванием в форме сосуда. Радиус С составляет 5-15% радиуса А.
Выдувная форма 36 в основании имеет куполообразную конфигурацию с центральной выпуклостью 40, имеющей высоту Д, величина которой составляет 20-40% радиуса А.
Выпуклость или купол 40 снабжен центральным осевым углублением 42, размер и форма которой предназначены для приема выступа 32. Кроме того, куполообразная поверхность полости 34 также имеет поверхностную часть 44, которая постепенно спускается в углубление.
Толщина стенки заготовки в поперечном сечении U на фиг.7 составляет 50-70% поперечного сечения заготовки в сегменте RS.
Сосуд согласно изобретению изготавливают следующим образом.
Заготовку 10 повторно нагревают до требуемой температуры стеклования, помещая в выдувную форму 36 обычным способом. Она взаимодействует с растягивающим выдувным центрирующим стержнем 50 (см. фиг.8), надувается за счет создания внутреннего давления с целью растягивания в осевом и кольцевом направлениях для соответствия форме полости 34 формы 36 для образования сосуда 52 (см. фиг.2). Стержень 50 в своем основании имеет углубление 54 для взаимодействия с выступом 30. Одновременно с этим выступ 32 входит в углубление 42. Таким образом, когда сосуд 52 выдувается в выдувной форме 36, то внутренняя и наружная поверхности основания сосуда 52 будут лишены концентраций напряжений.
Корпус 62 сосуда 52 имеет резьбовую горловину 12 с опорным фланцем 14. Сразу же за фланцем 14 имеется в основном неориентированная толстостенная часть 58.
Корпус 62 сосуда 52 включает также цилиндрический 64 и конический 60 участки, сопряженные между собой с образованием буртика, и основание, имеющее куполообразную часть 56, обращенную вниз открытой частью, и часть 66, соединяющую нижнюю кромку куполообразной части с цилиндрическим участком 64 корпуса 62 и выполненную так, что диаметр ее постепенно увеличивается, а толщина ее стенки уменьшается в направлении от нижней кромки куполообразной части 65 основания к цилиндрическому участку 64 корпуса 62, последний имеет участок с меньшим диаметром для наклеивания этикеток.
Куполообразная часть 56 основания выполнена так, что толщина ее стенки уменьшается в направлении от центра к нижней кромке и имеет меньшую степень молекулярной ориентации по сравнению с цилиндрическим участком 64 корпуса 62, причем чем толще стенка куполообразной части 56 основания, тем меньше степень молекулярной ориентации.
Сосуд может быть выполнен так, что нижняя кромка куполообразной части 56 и часть 66, соединяющая ее с цилиндрическим участком корпуса, сопряжены по радиусу.
Куполообразная часть 56 может быть изогнута в центре вниз. Стенка куполообразной части 56 может иметь максимальную толщину на участке, расположенном на расстоянии от центральной оси сосуда. Куполообразная часть 56 основания может иметь направленные внутрь и наружу выступы 30 и 32 соответственно. Выступ 30 может иметь плавно скругленную форму, а выступ 32 удлиненную форму.
Наружная и внутренняя поверхности основания могут быть выполнены плавно искривленными.
Сосуд может иметь многослойную структуру.
Корпус 62 может иметь степень кристалличности 28-30%
Толщина стенок различных частей сосуда 52 выше
основания показана на фиг. 2. Здесь следует отметить, что сосуд 52 является бутылкой емкостью 1,5 л, а заготовка 10 имеет форму для формирования сосуда
52.
На фиг. 3, на которой в увеличенном масштабе показана конструкция основания. Различные линии P, Q, R, S и Т имеют свои эквивалентные линии в сосуде 52 в виде линий p, q, r, s и t соответственно. Конструкция основания начинается в основном с линии p и включает направленную в осевом направлении и радиально внутрь часть 66 с наружной поверхностью 68, имеющей в основном полусферическую фору. Имеет место очень незначительное увеличение толщины стенки между линиями p и q, тогда как секции q, r имеют постепенное увеличение толщины, при этом конструкция основания оканчивается выступом (упором) с, образующим опорный радиус. В секциях r, s толщина стенки продолжает увеличиваться, а основание выгибается (обозначено цифрой 72) и толщина стенки продолжает увеличиваться, пока она не достигнет точки 70, которая соответствует наружной кромке наклонной поверхности 44 заготовки. После этого основание продолжает плавно увеличиваться, но с несколько большей величиной, пока наружная поверхность не закончится выступом 32, а внутренняя поверхность выступом 30.
Для достижения требуемой толщины стенки на изгибе с основания (см. фиг. 3) толщина стенки сегмента RS составляет порядка 1,10-1,30 на толщину сегмента PQ. Переход с тонкой на толстую стенку осуществляется постепенно и плавно. Это устраняет любое резкое изменение толщины стенки в сегменте qr.
Большая степень ориентации в куполообразной части st основания достигается за счет оптимизации формы основания и за счет постепенного уменьшения толщины стенки заготовки в сегменте ST.
Выступы 30 и 32 на участке t гарантируют, что зона кристалличности, если таковая есть, не ослабляет сечение. Удлиненный выступ 32 не разрушается в процессе выдувного формования.
Поскольку толщина стенки основания постепенно увеличивается по мере того, как ориентация уменьшается, будет видно, что требуемая прочность для основания 56 достигается с помощью плавно изогнутых поверхностей, которые значительно уменьшают возможность образования трещин от деформации.
Считается, что кристалличность порядка 28-30% считается оптимальной для повторно заполняемого сосуда из РТЕ, выполненного в виде бутылки, имеющей готовое резьбовое горлышко, полученное отливкой в форме под давлением. Кроме того, следует учесть, что заготовка, а следовательно, и сосуд, могут иметь многослойную конструкцию, включающую внутренний защитный слой, для продления срока службы выступа. Применение такой многослойной заготовки может быть использовано для уменьшения впитывания загрязняющих веществ, если заполняются непищевые продукты, и последующего загрязнения продукта после мойки и заполнения.
Реферат
Использование: изготовление сосудов из полимерных материалов выдувным формованием. Сущность изобретения: внутренняя поверхность днища заготовки выполнена полусферической формы и толщина стенки днища постепенно уменьшается от утолщенной части вдоль продольной оси закрытого конца. Закрытый конец заготовки с ее наружной поверхности имеет направленный наружу осевой выступ удлиненной формы для взаимодействия с поверхностью выдувной формы в процессе выдувания сосуда. Часть выдувной формы, формующая основание сосуда, выполнена с центральным осевым углублением удлиненной формы для взаимодействия с наружным осевым выступом заготовки удлиненной формы, а полость формы выполнена с наклоном в сторону углубления для обеспечения увеличения толщины стенки центральной куполообразной части сосуда. 3 с. и 15 з. п. ф-лы, 9 ил.
Комментарии