Способ изготовления секционного сосуда - RU2157760C2
Код документа: RU2157760C2
Чертежи


Описание
Предпосылки создания изобретения
Настоящее изобретение направлено на способ изготовления сосудов, в особенности на усовершенствованный способ
изготовления сосуда из заготовки и отдельно изготовленной внутренней стенки, которую прикрепляют к заготовке перед тем, как изготовить полностью сосуд.
Секционные сосуды и способы их изготовления хорошо известны из уровня техники. В большинстве случаев заготовка используется для изготовления секционного сосуда, при этом заготовка имеет выполненные за одно целое с ней требуемые перегородки для изготовления перегородок готового контейнера. Таким образом требуется сложная отливка для формирования заготовки, имеющей выполненную за одно целое с сосудом перегородку, проходящую через его полость. Допускается изготовление простой заготовки, имеющей полую полость, и перегородки, отдельно изготовленной и впоследствии прикрепленной внутрь. В этом случае крепление перегородки к внутренней поверхности заготовки сложно тем, что перегородка должна сохранять зацепление с внутренней поверхностью заготовки во время последующего выдувания отливки для изготовления секционного сосуда. Кроме того, перегородка должна выдержать тепловое расширение во время отливки и остаться прикрепленной к внутренней поверхности заготовки, она должна еще сохранить крепление к внутренним стенкам сосуда и после того, как сосуд изготовлен полностью. Другой способ изготовления секционного сосуда заключается в том, что отливка сосуда и внутренней перегородки в нем происходит одновременно. Для этого способа требуются достаточно большие и сложные формы для выдувания.
Предшествующий уровень техники не решил всех проблем, связанных с изготовлением секционного сосуда способами, описанными выше.
В патенте США N 5398828 Valyi раскрыт способ выдувания заготовки пластикового сосуда вместе с внутренней опорой и зажимами. Выдуваемый сосуд включает в себя, по крайней мере, одну внутреннюю опору-перегородку, которая является единым целым с внутренней стенкой части корпуса и служит для нее опорой. Эта часть корпуса отделяется выступами, которые соединяются под давлением зажима. Давление поддерживается внутренней опорой. Сначала во время отливки внутренняя опора формируется как единое целое с заготовкой, а затем отливается в саму внутреннюю опору.
В патенте США N 5135823 Eales раскрыт способ выдувания многосекционного сосуда. Контейнер состоит из перегородок, образующих секции, в которых изначально формируются части отливки всего контейнера. Когда отливка закончена, перегородки образуют часть сосуда, имеющую значительные наплывы пластика, из которого изготовлен сам контейнер. В другом случае сосуды несколько видоизменены, в них отдельные части зацепления сформированы на передних стенках отдельных частей сосуда с последующим их соединением при отливке. Перегородки сосуда могут быть выполнены съемными или приваренными намертво. Соответственно в таком сосуде перегородки изготавливаются при отливке самого сосуда, при этом перегородки, прилаживающиеся во время отливки, становятся частью самого сосуда.
В патенте США N 5232108 Nakamura раскрыта заготовка, имеющая внутреннюю перегородочную стенку, и способ изготовления пластикового сосуда с внутренней перегородочной стенкой. Заготовка имеет внутреннюю перегородочную стенку, которая пересекает внутреннюю часть сосуда снизу вверх. Внутренняя перегородочная стенка отливается путем выдувания во время формовки изделия вместе с оставшейся частью заготовки. Эта же самая стенка позже отливается в перегородку.
В патенте США N 4277000 Jaarsma раскрыты многосекционные сосуды. Многосекционные сосуды состоят из отлитого корпуса и отлитого колпачка, прикрепленного к нему. Корпус состоит из ограничительной стенки, образующей саму емкость сосуда, внутренней разграничительной стенки, образующей отдельные секции внутри этой емкости, и основания. Герметизация жидкости производится ограничительной стенкой и внутренней поверхностью корпуса сосуда. Сосуд в готовом виде изготавливается путем выдувания, включая образование разграничительной стенки.
В патенте США N 4065536 Lucus раскрыт способ изготовления секционного сосуда в виде колбы. Сосуд изготовлен из заготовки, имеющей перегородку, целиком полученную во время формовки заготовки. Поэтому перегородка и оставшаяся часть корпуса представляют в заготовке единое целое.
В заявке PCT GB 89/01362 раскрыт секционный пластиковый сосуд. Сосуд изготовлен методом выдувания из заготовки, в которой во время этого процесса формируется и сразу же перегородка. Затем заготовка с перегородкой выдувается в форму сосуда, имеющего перегородку внутри.
Необходимо, однако, улучшить способ изготовления секционного сосуда для обеспечения использования простой заготовки и надежного способа закрепления отдельно сформированной перегородки вовнутрь сосуда и сохранение этого закрепления во время формовки сосуда и после ее окончания.
Краткое изложение изобретения
Целью
настоящего изобретения является улучшение способа изготовления секционных сосудов. Другой целью является способ изготовления секционных сосудов, при котором секционный сосуд формируется из заготовки,
в которой отдельно изготовленная внутренняя перегородка надежно закреплена.
Еще одной целью является улучшение способа изготовления секционного сосуда при формировании сосуда из заготовки, включающей отдельно изготовленную внутреннюю стенку, надежно прикрепленную к внутренней поверхности заготовки и сосуда благодаря нагреванию, которое активизирует склеивание перед и/или во время подготовки к отливке и во время самой отливки заготовки.
Упомянутые выше цели и преимущества настоящего изобретения достигаются способом изготовления секционного сосуда, который включает в себя такие этапы, как изготовление заготовки, имеющей внутреннюю поверхность, отдельное изготовление внутренней стенки с последующей вставкой ее в заготовку, вставку внутренней стенки в заготовку, подготовку к отливке, отливку заготовки и внутренней стенки в секционном сосуде, активизацию способа прикрепления внутренней стенки к внутренней поверхности заготовки во время этапа подготовки к отливке.
Преимущества настоящего изобретения по производству секционной тары достигаются также тем, что этот способ содержит в себе следующие составные: заготовку с внутренней поверхностью, являющейся ее полостью; внутреннюю стенку, изготовленную отдельно от заготовки, при этом внутренняя стенка включает средство для прикрепления ее к заготовке при применении нагревания, и отливку заготовки в сосуд. Во время подготовки к отливке в сосуд с помощью средства для отливки заготовка и внутренняя стенка нагреваются, а средство для крепления активизируется, за счет чего идет прикрепление внутренней стенки к полости заготовки.
Более подробно настоящее изобретение представлено в следующем описании и чертежах.
Краткое описание
чертежей
Фиг. 1 - схематическое изображение способа изготовления секционного сосуда согласно настоящему изобретению.
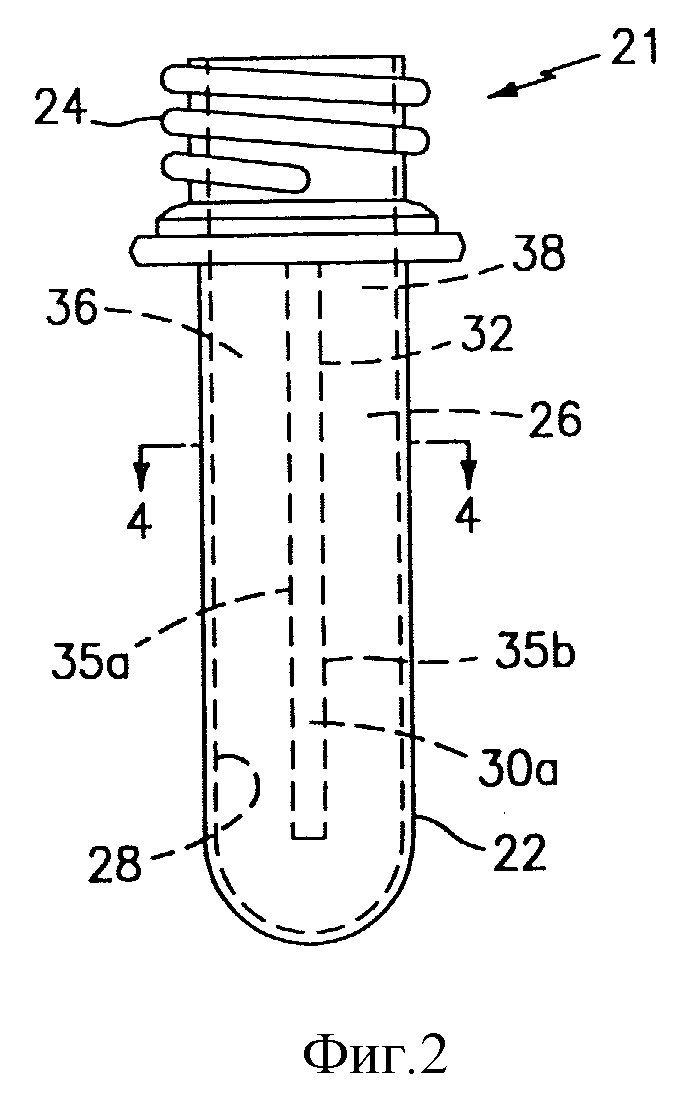
Фиг. 2 - вид спереди заготовки, используемой в способе изготовления сосуда, показанном на фиг. 1.
Фиг. 3 - вид готовой внутренней стенки, используемой в заготовке, показанной на фиг. 2 и изготовленной способом, представленным на фиг. 1.
Фиг. 4 - увеличенное поперечное сечение по линии 4-4 на фиг. 2.
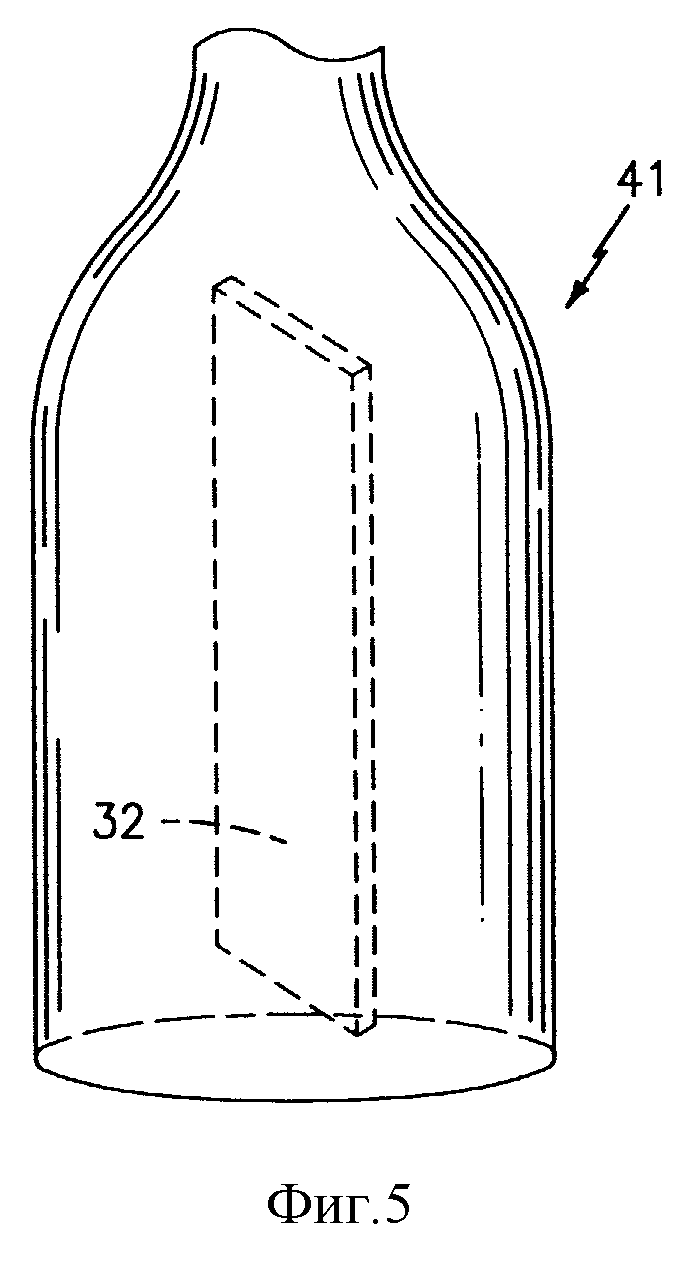
Фиг. 5 - перспективный вид одного из сосудов, изготовленного способом согласно настоящему изобретению.
Фиг. 6 - поперечное сечение, аналогичное тому, что показано на фиг. 4, но для альтернативного варианта выполнения.
Детальное описание предпочтительного варианта
выполнения
На фиг. 1 схематически изображен способ изготовления секционного сосуда, при этом весь способ обозначен позицией 10. Способ включает этап 12, представляющий отливку или подготовку
заготовки, этап 14, на котором отдельно изготавливают внутреннюю стенку для вставки в заготовку, этап 16, на котором вставляют внутреннюю стенку в полость заготовки, этап 18, на котором осуществляют
подготовку заготовки для отливки и активизацию процесса по прикреплению внутренней стенки к внутренней поверхности заготовки, этап 20, на котором осуществляют отливку заготовки и внутренней стенки в
секционный сосуд. Далее эти этапы будут описаны подробнее.
Согласно фиг. 2 на этапе 12 формируется заготовка 21 известным способом, т.е. способом выдувания для придания ей известной формы, включающей корпусную часть 22 и резьбовую или фланцевую часть 24, эти части 22 и 24 образуют полость 26, окруженную внутренней поверхностью 28. Как показано на фиг. 2 и 4, внутренняя поверхность 28 имеет продольно расположенные пазы 30a и 30b для размещения внутренней стенки 32.
Согласно фиг. 3 и 4 на этапе 14 внутренняя стенка 32 формируется отдельно от заготовки 21 по размеру полости 26 заготовки 21. Предпочтительно, чтобы внутренняя стенка 32 была продольной и прямоугольной с контактными кромками 34a и 34b для вставки в пазы 30a и 30b соответственно и с гранями 35a и 35b. Как показано на фиг. 2-4, внутренняя стенка 32 по размеру входит в полость 26 заготовки 21 и располагается поперек полости 26, образуя тем самым две секции 36 и 38.
На этапе 16, как показано на фиг. 3, внутренняя стенка 32 вставляется в полость 26 заготовки 21 в пазы 30a и 30b.
На этапе 18 заготовка 21 отливается путем выдувания при нагревании и, таким образом, внутренняя стенка 32 закрепляется к внутренней поверхности 28 заготовки 21 в пазы 30. Как показано на фиг. 4, этот этап выполняется при использовании теплового элемента (на чертеже не показан) и активизированного при нагревании связующего вещества 39, которым покрывается внутренняя стенка 32, предпочтительно кромки 34a и 34b и, по крайней мере, часть граней 35a и 35b в точках 40a и 40b, непосредственно прилегающих к кромкам 34a и 34b. Связующее вещество 39 может также наноситься на всю поверхность граней 35a и 35b.
На этапе 18 заготовка нагревается для отливки методом выдувания, связующее вещество 39 активизируется, вследствие этого прикрепляет внутреннюю стенку 32 на кромках 34a и 34b и продольных точках 40a и 40b к пазам 30a и 30b заготовки 21. Внутренняя стенка прочно прикрепляется к внутренней поверхности 28 заготовки 21, этап 20, представляющий отливку методом выдувания, вследствие которой осуществляется вытягивание внутренней стенки 32 поперек всего диаметра изготовленного сосуда.
Таким образом, связующее вещество 39 применяется для эффективной активизации температурного режима, применяемого при отливке методом выдувания. При активизации связующее вещество может стать клейким, расплавленным, химически активным, что улучшает сцепление внутренней поверхности 28 заготовки 21 с внутренней стенкой. Много связующих веществ, имеющих такие же свойства, известны из предшествующего уровня техники, поэтому любое такое вещество может успешно использоваться, а особое внимание к определенному связующему веществу может быть продиктовано подготовительными требованиями к отливочному материалу. Некоторые связующие вещества проявляют свою активность и надежное сцепление только при самом процессе плавки.
Как показано на фиг. 5, на этапе 20 заготовка 21 отливается в секционный сосуд 41, используя технологию отливки методом выдувания, хорошо известную в данной области техники. Во время отливки методом выдувания или в другом любом технологическом процессе, где используется полиэтиленовый терефталат, температура достигает 95-110oC, а выбранное связующее вещество 39 активизируется.
Сосуд 41, показанный на фиг. 5, изготовлен с внутренней стенкой, надежно прикрепленной к нему. Внутренняя стенка по длине меньше всей длины корпуса сосуда 41, как показано на фиг. 5, что и позволяет жидкости протекать под внутреннюю стенку. Однако внутренняя стенка может быть расположена и по всей длине контейнера от дна до горлышка, образуя при этом отдельные самостоятельные секции. Внутренняя стенка может быть использована, например, для игры, для показа рекламы, для поддержки составляющих одно целое рукояток, для образования отдельных секций.
В связи с этапом 18, как показано на фиг. 6, альтернативное исполнение внутренней стенки 32 направлено на увеличение прочности сцепления между внутренней стенкой 32 и внутренней поверхностью 28 заготовки 21. В этом исполнении торцы внутренней стенки 32 изготовлены в виде крючков 42a и 42b, внешняя поверхность которых включает в себя кромки 34a и 34b. Изготовление продольно расположенных торцов внутренней стенки 32 в виде крючков 42a и 42b, увеличивающих поверхностные площади 44a и 44b, образованные внешней поверхностью крючков и включающие кромки 34a и 34b, применяется для улучшения крепления к поверхностям пазов 30a и 30b. В этом исполнении связующее вещество 39 расположено по всем внешним поверхностям 44a и 44b крючков 42a и 42b, крючки 42a и 42b выполнены такого размера, чтобы они могли плотно входить в пазы 30a и 30b соответственно. Когда связующее вещество 39 активизируется при нагревании во время подготовки отливки методом выдувания и/или во время самой отливки, вся площадь внешних поверхностей 44a и 44b крючков 42a и 42b приклеивается к поверхностям пазов 30a и 30b соответственно, получая тем самым более прочное соединение между внутренней стенкой 32 и внутренней поверхностью 28 заготовки 21.
Хотя внутренняя стенка здесь показана только с двумя гранями для образования только двух секций, ясно, что могут быть использованы внутренние стенки разной формы, имеющие более чем две грани, для образования любого количества секций в сосуде 41. Так, внутренняя стенка, имеющая поперечное сечение, напоминающее форму знака "мир" или знака "плюс", может быть использована для изготовления контейнеров, имеющих три или четыре секции соответственно. Множество других форм внутренних стенок может быть использовано для изготовления даже большего числа секций в сосуде. Для изготовления многосекционных сосудов используются те же пазы и то же связующее вещество для надежного крепления между внутренней стенкой и заготовкой, между внутренней стенкой и сосудом.
Главным преимуществом настоящего изобретения является то, что усовершенствованный способ позволяет изготавливать секционные сосуды. Другим преимуществом этого изобретения является то, что способ дает возможность изготавливать секционные сосуды при их формировании из заготовки, которая включает в себя отдельно изготовленную внутреннюю стенку, надежно прикрепленную изнутри. Еще одно преимущество настоящего изобретения заключается в том, что усовершенствованный способ позволяет изготавливать секционные сосуды из заготовки, включающей в себя отдельно изготовленную внутреннюю стенку, надежно прикрепленную к внутренним поверхностям заготовки и сосуда путем нагревания связующего вещества, которое активизируется перед и/или во время отливки заготовки в сосуд.
Ясно, что изобретение не ограничивается вариантами, описанными и показанными выше, которые просто иллюстрируют лучшие варианты выполнения изобретения, которые допускают модификацию формы, размера, монтаж частей и деталей процесса. Данное изобретение имеет своей целью объединить все такие модификации, которые по своему характеру и объему соответствуют тем, что описаны в патентной формуле.
Реферат
Изобретение предназначено для изготовления сосудов. Способ изготовления секционного сосуда включает в себя изготовление заготовки, имеющей внутреннюю поверхность, отдельное изготовление внутренней стенки для вставки ее в заготовку, вставку внутренней стенки в заготовку, подготовку отливки и отливку заготовки и внутренней стенки в секционный сосуд и активацию связующего вещества для прикрепления внутренней стенки к внутренней поверхности заготовки во время подготовительного процесса. Внутреннюю поверхность заготовки выполняют с пазами для зацепления с контактными кромками внутренней стенки, которые скручивают для улучшения зацепления с внутренней поверхностью. Изобретение обеспечивает улучшение способа изготовления секционных сосудов. 9 з. п.ф-лы, 6 ил.

Комментарии