Способ нанесения этикеток в пресс-форме - RU2585019C2
Код документа: RU2585019C2
Чертежи









Описание
Настоящее изобретение относится к способу и пресс-форме для изготовления изделия с этикеткой, нанесенной в пресс-форме.
Способ нанесения этикеток в пресс-форме (in-mould labelling, IML) известен уже много лет. Он включает в себя использование бумажных или пластмассовых этикеток, которые в конечном счете образуют неотъемлемую часть формуемого продукта. Следовательно, используемые в пресс-форме этикетки должны быть в состоянии выдерживать тепловые условия, создаваемые во время процесса формования. Конечным продуктом является предварительно декорированное изделие, такое как контейнер и т.п., который может быть впоследствии заполнен. В противоположность приклеиваемым или припрессовываемым этикеткам, которые выступают над поверхностью контейнера, используемые в пресс-форме этикетки выглядят как часть контейнера. Используемые в пресс-форме этикетки имеют перед традиционными этикетками, которые наносятся на изделие после его изготовления, большое преимущество, которое заключается в том, что этикетка тесно связывается с изделием и поэтому является очень стойкой к разрыву, царапинам, отслаиванию и другим формам повреждения этикетки. Кроме того, маркировка в пресс-форме эффективно избавляет от необходимости в отдельном процессе маркировки после изготовления контейнера, что уменьшает затраты на оборудование и трудозатраты.
Используемые в пресс-форме этикетки могут использоваться для того, чтобы покрыть часть контейнера или покрыть всю наружную поверхность контейнера. В последнем случае этикетка в пресс-форме служит дополнительным слоем и поэтому может улучшить конструктивную целостность контейнера или внести вклад в барьерные свойства контейнера. Даже в последнем случае, снабженный этикеткой контейнер может быть усилен в области нанесенной этикетки в результате структурного вклада, сделанного этикеткой.
Используемые в пресс-форме этикетки в большинстве случаев включают в себя несущую основу, состоящую из полимерной или биополимерной несущей пленки, на которой печатается декоративный рисунок или текст. Адгезия таких этикеток к полимерному изделию может быть увеличена путем нанесения термозапечатывающего слоя (например, пленки или покрытия) на заднюю сторону (то есть на ту поверхность, которая противоположна поверхности, на которой осуществляется печать) используемой в пресс-форме этикетки, которая должна контактировать с полимерным изделием. Используемая в пресс-форме этикетка может быть вырезана в соответствии с желаемой формой и размером из большего листа этикеточного материала с использованием устройства вырезания этикеток.
В обычных процессах нанесения этикеток в пресс-форме вырезанная этикетка устанавливается напротив стенки пресс-формы для литья под давлением или для выдувного формования и т.п. и удерживается на месте с помощью таких средств, как силы электростатического поля, вакуумное всасывание или обрабатывающий блок, и полимерное изделие формуется путем впрыскивания массы полимерного расплава или путем выдувания полимерной заготовки для выдувания до ее полного контакта со стенками пресс-формы, на которых удерживается используемая в пресс-форме этикетка.
Проблемы, связанные с обычными процессами нанесения этикеток в пресс-форме, включают в себя высокие эксплуатационные расходы, низкую производительность и необходимость использования сложного механического оборудования для некоторых стадий, таких как позиционирование этикетки внутри пресс-формы.
JP 2010-143136 раскрывает устройство для получения изделия с нанесенной в пресс-форме этикеткой с использованием литья под давлением. Устройство включает в себя машину вырезания этикеток, которая выштамповывает этикетку из этикеточной ленты, а затем продвигает и удерживает этикетку у внутренней поверхности пресс-формы, пресс-форма заполняется смолой, и формируется изделие с этикеткой, нанесенной в пресс-форме.
JP 63-252718 раскрывает способ украшения полого литого объекта узором, в котором переводная фольга с печатным слоем вставляется в пресс-форму и упомянутый печатный слой переводится на формуемый полый объект в процессе формования полого формованного объекта.
JP 4-175141 раскрывает процесс изготовления формуемого выдуванием продукта, который включает в себя стадии позиционирования листа, имеющего поверхностный узор, который несовместим с заготовкой для выдувания в пресс-форме для формования выдуванием; экструдирования из головки червячного пресса размягченной заготовки для выдувания из синтетической смолы; удержания заготовки для выдувания в пресс-форме и подачу газа в заготовку для выдувания, которая должна быть растянута для того, чтобы сформовать выдуванием продукт с воспроизведенным на его поверхности поверхностным узором листа; и отделения листа и сформованного выдуванием продукта друг от друга.
GB 1031518 раскрывает способ выдувного формования изделия из горячей трубчатой заготовки, экструдируемой в пресс-форму, где печатный лист вставляется между стенкой пресс-формы и заготовкой и связывается со стенкой сформированного полого изделия. Подобный процесс раскрывается также в патенте US 3227787.
EP 0324857 раскрывает формовочную машину, состоящую из блока литья под давлением для формовки предварительной заготовки; карусельной формовочной машины, которая выполнена с возможностью получать предварительную заготовку сразу после ее формования или после того, как ее температура будет отрегулирована, и которая имеет блок формования выдуванием и вытягиванием, снабженный выдувной формой для формования предварительной заготовки в полый контейнер и блоком извлечения сформованного продукта; а также блока вставки этикетки. Этот блок состоит из средства подачи этикетки, установленного с одной стороны выдувной формы, средства привода для перемещения средства подачи этикетки к выдувной форме и от выдувной формы, а также загрузочного устройства для этикеток, расположенного с передней стороны средства подачи этикетки.
EP 0822048 раскрывает способ литья под давлением с отделкой фольгой, который регулирует натяжение листа декоративной фольги так, чтобы лист декоративной фольги не мог сломаться, соскользнуть с фиксатора, образовать складки или сместиться, когда фиксатор зажимает лист декоративной фольги.
DE 1805328 раскрывает способ формирования отделки на прессованных изделиях, который включает в себя введение отделки в пресс-форму и формование объекта путем его контакта с декоративным узором, причем отделка вводится в стенку пресс-формы при помощи поршня, совершающего возвратно-поступательное движение.
US 4501548 раскрывает устройство переноса этикетки для выдувных формовочных машин, которое включает в себя скользящую вставку в пресс-форму со множеством сегментов переноса этикетки, которая вдвигается в апертуру доступа, соединенную с полостью пресс-формы. Узел рычага переноса этикетки удаляет этикетку из подающего магазина и помещает этикетку на один доступный сегмент переноса этикетки, в то время как другой сегмент переноса этикетки находится внутри полости пресс-формы, где происходит процесс формования и присоединения этикетки.
US 4824630 раскрывает способ нанесения этикеток в пресс-формах выдувной машины для пластмассы такого типа, при котором множество наборов пресс-форм устанавливается на колесе, вращающемся вокруг горизонтальной оси, и пресс-формы перемещаются друг к другу и друг от друга для того, чтобы охватить заготовку для выдувания, и заготовка для выдувания затем выдувается в соответствии с формой полости между секциями пресс-формы, которая включает в себя последовательную штамповку этикеток из сетки непосредственно на вакуумные присоски и подачу этикеток последовательно между секциями пресс-формы.
Другие методики нанесения этикеток в пресс-форме раскрываются в CN 201334143, JP 3-26524, JP 2-41224, US 2003/0099793 и US 2004/0056389, а также в WO 93/04842.
Изделия с нанесенной в пресс-форме этикеткой используются в различных отраслях промышленности, и благодаря все увеличивающемуся социальному запросу для рассматриваемых изделий становится все более распространенным повторное использование, особенно для тех изделий, которые изготовлены из неразлагаемых микроорганизмами материалов. Когда такие изделия возвращаются потребителем, они могут быть очищены для того, чтобы удалить любые следы их предыдущего содержимого, и обычно используемые в пресс-форме этикетки удаляются из изделий так, чтобы изделие или этикетка, или как изделие, так и этикетка могли быть переработаны.
Проблемы, связанные с известными в предшествующем уровне техники способами удаления используемых в пресс-форме этикеток из изделий, включают в себя высокие эксплуатационные расходы, которые могут сделать процесс переработки экономически нежизнеспособным, и потребность в сложном механическом оборудовании.
WO 2006/054725 раскрывает маркированное в пресс-форме изделие, в котором используемая в пресс-форме этикетка, имеющая содержащий термопластическую смолу слой подложки и термозапечатывающий слой, который содержит термозапечатывающую смолу и растворимый в воде связующий компонент, приклеивается к сформованному изделию, и в котором используемая в пресс-форме этикетка не отслаивается от сформованного изделия, даже когда маркированное в пресс-форме сформованное изделие находится в воде с температурой 40°C в течение 4 дней.
US 7807243 раскрывает этикетку для формования в пресс-форме, имеющую превосходную пригодность для ее удаления. Имеющий нанесенную в пресс-форме этикетку контейнер освобождается от этикетки путем применения температуры 90°C в термостатической камере.
EP 1553126 раскрывает пленку из растягивающейся смолы, имеющую коэффициент поглощения жидкости, по меньшей мере 5 мл/(м2·мс1/2). Этот документ также раскрывает удаляемую этикетку, которая удаляется с объекта струей воды под давлением 2 МПа.
US 6165576 раскрывает используемые в пресс-форме пластмассовые этикетки, которые снабжены разделяющими интерфейсами, посредством которых печатные поверхности этикеток и связанные с ними загрязняющие типографские краски могут быть удалены для того, чтобы обеспечить переработку запаса бутылок без загрязнения типографскими красками.
US 5110055 раскрывает устройство и способ для его использования в очистке измельченного термопластичного материала для повторного использования в производстве формованных пластмассовых изделий. Партии пластмассы, включающей в себя материалы клейких этикеток и клейкие вещества, перемешиваются ротором до тех пор, пока они фрикционным образом не нагреются до заданной температуры. Поток воздуха используется для того, чтобы унести отделившиеся этикетки и клейкие вещества. Небольшое количество воды вводится в распыленном виде для того, чтобы растворить клейкие вещества и дополнительно размягчить оставшиеся материалы этикетки, в то время как отделившиеся кусочки этикеток продолжают удаляться с потоком воздуха. После этого оставшиеся клейкие частицы удаляются в аспираторе, обеспечивающем многоступенчатый каскад посредством противотоков воздуха, и воздух со взвешенными в нем частицами затем очищается в циклонном сепараторе.
Другие способы удаления используемых в пресс-форме этикеток раскрываются в WO 2005/120963 и JP 7-92913.
Существует потребность в способе нанесения этикеток в пресс-форме, который не имел бы недостатки предшествующего уровня техники. В дополнение к этому существует потребность в улучшенном способе, подходящем для удаления используемых в пресс-форме этикеток из изделия в целях переработки. Из дальнейшего описания станет очевидно, каким образом настоящее изобретение устраняет недостатки, связанные с процессами предшествующего уровня техники, представляя при этом многочисленные дополнительные преимущества, до настоящего времени не рассматривавшиеся или невозможные при использовании способов предшествующего уровня техники.
В соответствии с первым аспектом настоящего изобретения предлагается способ нанесения этикеток в пресс-форме для изготовления изделия с этикеткой, включающий в себя следующие стадии:
- подача полотна этикеточного материала в пресс-форму;
- формование изделия в пресс-форме таким образом, что формуемое изделие входит в контакт и прочно приклеивается к этикетке, находящейся на полотне этикеточного материала;
- отсоединение прикрепленной этикетки от полотна этикеточного материала; и
- удаление сформованного и снабженного этикеткой изделия из пресс-формы.
В контексте настоящего изобретения под «полотном этикеточного материала» имеется в виду любой носитель этикетки, предпочтительно сетка, например облицовочная сетка, с которой могут быть удалены этикетки. Сетка предпочтительно не имеет никакого удаляемого слоя подкладки или прокладки. Это может дать преимущество снижения количества отходов, связанных с процессом.
Предпочтительно, чтобы этикетка могла прочно прикрепляться к изделию, оставаясь присоединенной к полотну этикеточного материала. Таким образом, способ по настоящему изобретению эффективно устраняет целую стадию в обычном процессе нанесения этикеток в пресс-форме - ранее необходимую стадию отделения всей этикетки от полотна этикеточного материала перед позиционированием отделенной этикетки в пресс-форме. Другое возможное преимущество способа по настоящему изобретению состоит в том, что этикетка может удерживаться в желаемом положении до тех пор, пока она не прилипнет к изделию, без потребности в дополнительных средствах позиционирования, таких как вакуумное присасывание. Однако в некоторых случаях может быть желательно использование некоторых видов таких дополнительных обычных средств позиционирования, таких как вакуумное присасывание или электростатическое закрепление, для того, чтобы гарантировать правильное позиционирование полотна этикеточного материала в пресс-форме так, чтобы окончательное положение этикетки относительно выдутого полимерного изделия было правильным, то есть чтобы окончательная этикетка на снабженном этикеткой изделии была установлена правильно.
Предпочтительно, стадия отсоединения наклеенной этикетки от полотна этикеточного материала производится путем удаления из пресс-формы сформованного и снабженного этикеткой изделия. Например, сила, с которой изделие удаляется из пресс-формы, может разорвать связи между этикеткой и полотном этикеточного материала, отделяя таким образом этикетку от полотна. Возможное преимущество этого может состоять в том, что никакое дополнительное оборудование, режущее или какое-либо иное, не требуется для того, чтобы отделить этикетку от полотна этикеточного материала.
Этикетка может покрывать всю наружную поверхность изделия. Альтернативно, этикетка может покрывать только часть наружной поверхности изделия. Размер покрываемой этикеткой поверхности изделия может зависеть от намеченного использования изделия.
В соответствии с другим аспектом настоящего изобретения предлагается изготовление изделия с этикеткой, нанесенной в пресс-форме, которое включает в себя следующие стадии:
- помещение пленочной этикетки, присоединенной к полотну этикеточного материала, в пресс-форму для литья под давлением, термоформования, или выдувного формования;
- удержание полотна этикеточного материала в заданном положении;
- впрыскивание полимерного расплава или термоформование, или выдувание предварительной полимерной заготовки в упомянутой пресс-форме так, чтобы связать формуемое изделие с этикеткой; и
- удаление изделия из пресс-формы,
причем этикетка отсоединяется от полотна этикеточного материала во время или после связывания с этикеткой впрыснутого расплава или термоформуемой или выдуваемой предварительной полимерной заготовки.
Поверхность этикетки может быть пригодной для печати. Таким образом, на изделии может быть изображен подходящий текст или графика.
Печать на поверхности этикетки может осуществляться термостойкими чернилами. Следовательно, чернила могут выдержать повышенные температуры во время процесса формования.
Печать на поверхности этикетки может осуществляться до использования в процессе нанесения этикеток в пресс-форме с помощью способов, известных в данной области техники.
Этикетка может представлять собой пленку.
Пленка может иметь однослойную или слоистую структуру, получаемую коэкструдированием, ламинированием, экструзионным покрытием или дополнительным или альтернативным покрытием, или любой комбинацией перечисленного.
Пленка может быть полимерной пленкой, которая по желанию включает в себя пленку из полиолефина, например полиэтилена, полипропилена, их смесей и/или других известных полиолефинов. Полимерная пленка может быть изготовлена с помощью любого процесса, известного в данной области техники, включая, но не ограничиваясь этим, литой лист, литую пленку и пленку, получаемую экструзией с раздуванием. Возможны также биополимерные пленки, такие как пленки на основе целлюлозы или другого углевода или молочной кислоты (например, PLA - полимолочная кислота), а также другие пленкообразующие материалы, такие как полиэстеры, полиацетаты и полиамиды.
Пленка может иметь однослойную или многослойную конструкцию. Настоящее изобретение может быть особенно применимым к пленкам, представляющим собой вспененные или невспененные полипропиленовые пленки, с основным слоем из полипропилена и поверхностными слоями, имеющими толщину существенно меньше толщины основного слоя и сформированными, например, из сополимеров этилена и пропилена или терполимеров пропилена, этилена и бутилена.
Пленка может представлять собой двухосно ориентированную полипропиленовую пленку (BOPP), которая может быть приготовлена как пленка, равнорастягиваемая в двух направлениях, с использованием существенно равной степени растягивания в направлении обработки и в поперечном направлении, или может быть неравнорастягиваемой, когда пленка преимущественно ориентирована в одном направлении (в направлении обработки или в поперечном направлении). Может использоваться последовательное растяжение, в котором нагретые ролики осуществляют растяжение пленки в направлении обработки, а затем растягивающая печь используется для осуществления растяжения в поперечном направлении. Альтернативно может использоваться одновременное растяжение, например, с использованием так называемого пузырькового процесса или одновременной растяжки.
Альтернативно (или в дополнение к этому), пленка может представлять собой, например, пленку из полиэстера, пленку из полиамида или ацетатную пленку.
Пленка может включать в себя любое количество дополнительных совместимых функциональных или эстетических материалов, таких как антиблокирующие добавки, замутнители, наполнители, поглотители ультрафиолетовых лучей, перекрестносшивающие агенты, красящие вещества, воски и т.п.
Пленка может быть дополнительно обработана, например, обработкой в коронном разряде, для того, чтобы улучшить восприимчивость пленки или поверхностного слоя пленки к чернилам.
Этикетка по настоящему изобретению может быть снабжена другими слоями, такими как слои праймера, печатные слои, лаковые покрытия, барьерные слои и т.п.
Барьерные свойства этикеточной пленки, используемой в процессе маркировки в пресс-форме по настоящему изобретению, могут быть дополнительно улучшены включением в или на пленку прозрачного неорганического покрытия. Подходящие неорганические материалы включают в себя оксиды металлов и металлоидов, а также нитриды, такие как оксиды кремния (SiOx), оксиды алюминия (AlOx), нитриды кремния (Si3N4), обеспечиваемые вместе с углеродом, гидрированные версии нитрида кремния, а также смеси двух или более из перечисленного. Подходящие методики для нанесения таких покрытий на пленке включают в себя осаждение из паровой фазы, физическое осаждение паров (PVD, physical vapour deposition), плазмохимическое осаждение паров (PECVD), генерируемые с помощью электрического разряда через диэлектрический барьер, или магнетрона, или радиочастоты плазменные источники испаряющего электронного луча, источники испарения за счет индукционного нагрева, осаждение магнетронным разбрызгиванием и осаждение атомарного слоя (ALD).
Пленки, используемые в соответствии с настоящим изобретением, могут иметь различные толщины в соответствии с требованиями приложения. Например, они могут иметь толщину от приблизительно 10 мкм до приблизительно 240 мкм и, предпочтительно, от приблизительно 15 мкм до приблизительно 90 мкм.
Этикетка может представлять собой пленку с покрытием из поливинилиденхлорида (PvdC). В этом случае этикетка предпочтительно ориентируется в пресс-форме таким образом, что покрытие из поливинилиденхлорида на пленке находится на или в направлении к внешней поверхности этикетки при извлечении из пресс-формы. Более предпочтительно, пленка имеет толщину по меньшей мере приблизительно 15 мкм, предпочтительно, по меньшей мере приблизительно 20 мкм, более предпочтительно, по меньшей мере приблизительно 30 мкм и, наиболее предпочтительно, по меньшей мере приблизительно 40 мкм. В целом, чем толще подложка, тем лучше ее способность изолировать покрытие из поливинилиденхлорида от тепла расплавленного материала, поступающего в пресс-форму, но такие соображения должны быть уравновешены такими соображениями, как соображения стоимости, функциональности и эстетики.
Этикетка может включать в себя клейкий слой, по меньшей мере частично покрывающий или полностью покрывающий ту поверхность этикетки, которая контактирует с изделием во время процесса маркировки в пресс-форме. Клейкий слой может присутствовать в количестве по меньшей мере приблизительно 1 г-2, предпочтительно, по меньшей мере приблизительно 2 г-2или, более предпочтительно, по меньшей мере приблизительно 3 г-2.
Клейкий слой может быть активируемым.
Активируемый клейкий слой может быть активирован любыми средствами активации, например такими, как влага, давление, химическое вещество или тепло. Предпочтительно, активируемый клейкий слой является активируемым теплом, например клейкий слой становится клейким после нагревания.
Активируемый теплом клейкий слой может включать в себя полиолефин, такой как полипропилен (PP), полиэтилен (PE) или полибутилен; полистирол; полиамид; поливинилацетат; поликарбонат; полиакрилат; полиэстер; полиуретан; фторполимер; крахмал, такой как полимолочная кислота (PLA); или сополимеры, терполимеры или комбинации перечисленного. Предпочтительно, активируемый теплом клейкий слой включает в себя сополимер этилена и винилацетата (EVA). Активируемый теплом клейкий слой может включать в себя сополимер этилена и винилацетата в количестве по меньшей мере приблизительно 1 г-2, предпочтительно, по меньшей мере приблизительно 2 г-2или, более предпочтительно, по меньшей мере приблизительно 3 г-2.
Активируемый теплом клейкий слой этикетки может быть активирован перед подачей этикетки в пресс-форму; предпочтительно, во время нахождения этикетки в пресс-форме; более предпочтительно, во время процесса формования; и, наиболее предпочтительно, в тот момент, когда изделие входит в контакт с этикеткой во время процесса формования.
Изделие может иметь такую температуру, что когда оно входит в контакт с этикеткой во время процесса формования, оно активирует активируемый теплом клейкий слой без существенного разложения или повреждения остальной части этикетки. Температура, необходимая для того, чтобы активировать клейкий слой, может находиться в диапазоне от приблизительно 40°C до приблизительно 100°C для бутылок из полиэстера и предпочтительно находится в диапазоне от приблизительно 55°C до приблизительно 65°C. Физическое связывание между этикеткой и изделием предпочтительно является таким, что этикетка не отслаивается или не отсоединяется от маркированного в пресс-форме изделия при температурах вплоть до приблизительно 55°C, например, во время транспортировки автомобильным транспортом.
Этикетка может прочно приклеиваться к изделию во время процесса маркировки в пресс-форме благодаря теплу или давлению, или, предпочтительно, как теплу, так и давлению изделия.
Процесс формовки по настоящему изобретению может быть любым известным процессом формования, например термоформованием, вакуумным формованием, литьем под давлением, прямым прессованием или выдувным формованием. Предпочтительно, процесс формования является процессом выдувного формования. Более предпочтительно, процесс формования является выдувным формованием с вытяжкой. Наиболее предпочтительно, процесс формования включает в себя выдувное формование с вытяжкой предварительной заготовки. Это может быть сделано в двухстадийном процессе, где отливка под давлением предварительной заготовки и выдувное формование изделия с вытяжкой производится на двух отдельных машинах.
Изделие может быть сформовано из любого формующегося материала, такого как пластмасса, резина или стекло. Предпочтительно, изделие формуется из полимерного материала, например из полиолефина, такого как полипропилен (PP) или полиэтилен (PE); поливинилгалогенида, такого как поливинилхлорид (PVC); полиэстера, такого как полиэтилентерефталат (PET), полиэтиленнафталат (PEN), полиэтиленфураноат (PEF), TritanRTM, или полимолочная кислота (PLA); полистирола; полиамида; поливинилацетата; поликарбоната или смесей перечисленного. Более предпочтительно, изделие формируется из полиэтилентерефталата, который включает в себя гомополимеры и/или сополимеры полиэтилентерефталата. Полиэтилентерефталат может быть получен из сырой нефти или растений и по желанию может включать в себя пигменты, как и любой из формующихся материалов.
Полотно этикеточного материала может быть снабжено по меньшей мере одной ослабленной областью для облегчения отсоединения от нее этикетки. Одно преимущество этого может состоять в том, что отсоединение приклеенной этикетки от полотна этикеточного материала производится без помощи отрезающих средств, таких как режущий инструмент или сама пресс-форма. Ослабленная область может включать в себя одну или более перфораций, областей утончения, надрезов или микродержателей.
После удаления этикетки оставшаяся часть полотна этикеточного материала (то есть та секция полотна, из которого была удалена этикетка, называемая также «скелетное полотно») может быть удалена из пресс-формы посредством наматывания на катушку, силы тяжести, вакуумного всасывания, сил электростатического поля или другого средства удаления. Предпочтительно, оставшаяся часть полотна этикеточного материала удаляется из пресс-формы, как только снабженное нанесенной в пресс-форме этикеткой изделие сформовано. Более предпочтительно, оставшаяся часть полотна этикеточного материала удаляется из пресс-формы, как только сформованное и снабженное нанесенной в пресс-форме этикеткой изделие было удалено из пресс-формы. Оставшаяся часть полотна этикеточного материала может быть предусмотрена в форме непрерывного остаточного полотна, включающего в себя по меньшей мере одно отверстие, соответствующее месту, от которого была отсоединена этикетка во время процесса нанесения этикетки в пресс-форме.
Вторая этикетка может подаваться в пресс-форму, и второе изделие может снабжаться этикеткой в соответствии с данным процессом нанесения этикетки в пресс-форме. Предпочтительно, вторая этикетка подается в пресс-форму путем перемотки вперед полотна этикеточного материала.
Вторая этикетка может подаваться в пресс-форму путем перемотки вперед полотна этикеточного материала, как только предыдущая этикетка отсоединена от полотна этикеточного материала. Предпочтительно, вторая этикетка может подаваться в пресс-форму путем перемотки вперед полотна этикеточного материала, как только предыдущая этикетка отсоединена от полотна этикеточного материала, и сформированное и снабженное этикеткой изделие удалено из пресс-формы.
Полотно этикеточного материала может разматываться на первой стороне пресс-формы и сматываться на второй стороне пресс-формы, например, путем использования катушек.
Процесс нанесения этикеток в пресс-форме таким образом может выполняться непрерывно.
Множественные полотна этикеточного материала могут подаваться в пресс-форму так, чтобы две или более этикеток могли быть присоединены к изделию одновременно.
В соответствии с другим аспектом настоящего изобретения во время процесса нанесения этикеток в пресс-форме полотно этикеточного материала может входить в пресс-форму через первое внешнее отверстие и выходить из пресс-формы через второе внешнее отверстие. Первое и/или второе внешние отверстия предпочтительно располагаются в половине пресс-формы. Более предпочтительно, упомянутые отверстия располагаются на противоположных сторонах пресс-формы, половины пресс-формы или части пресс-формы.
В контексте настоящего изобретения термин «половина пресс-формы» не обязательно означает половину пресс-формы в количественном смысле. Скорее термин «половина пресс-формы» в контексте настоящего изобретения означает ту часть пресс-формы, которая вместе с другой половиной пресс-формы предназначается для того, чтобы сформировать пресс-форму и полость пресс-формы соответственно. Пресс-форма может определять полость.
Первое и второе внешние отверстия могут быть связаны посредством туннеля, который пересекает полость пресс-формы. Туннель может определять путь полотна этикеточного материала через тело пресс-формы. Полость может разделять туннель на две части: первую часть туннеля, начинающуюся на первом внешнем отверстии и заканчивающуюся на первом внутреннем отверстии на стенке полости, и вторую часть туннеля, начинающуюся на втором внутреннем отверстии на стенке полости и заканчивающуюся на втором внешнем отверстии.
В пресс-форме и/или в половине пресс-формы или в части пресс-формы может быть один или более туннелей. Это может быть справедливым по отношению к одной или обеим половинам пресс-формы, а также к одной или более частям пресс-формы. Туннели могут быть расположены один над другим и/или на противоположных сторонах пресс-формы. Например, может иметься два параллельных туннеля в одной половине пресс-формы и другой туннель в другой половине пресс-формы для того, чтобы нанести две этикетки на переднюю сторону изделия и одну этикетку на заднюю сторону изделия. Что касается направления движения полотна этикеточного материала через туннели, то туннели могут быть либо могут не быть (по существу) параллельны друг другу. Они могут, например, быть расположены под углом по меньшей мере 0°, 5°, 10° или 30° и/или под углом самое большее 90°, 80° или 60° друг к другу и/или к центральной оси полости пресс-формы.
Единственное полотно этикеточного материала может нести одну или более различных этикеток (имеющих различные размеры, формы, печать и/или цвета и т.д.), которые могут присутствовать внутри одной и той же полости пресс-формы в одно и то же время, обеспечивая, таким образом, очень гибкий процесс нанесения этикеток в пресс-форме.
Область между первым и вторым внутренними отверстиями может определять окно, в котором секция полотна этикеточного материала, несущая этикетку, устанавливается перед формованием изделия, например перед стадией выдувного формования или литья под давлением. Предпочтительно, та сторона этикетки, которая обращена к внутренней полости (то есть к изделию), покрыта клейким слоем, который связывается с материалом смолы изделия, когда оно еще остается горячим. Таким образом, клейкий слой является предпочтительно активируемым теплом клейким слоем, как было описано ранее. Предпочтительно, остальная часть полотна этикеточного материала, в частности область, окружающая и/или прилегающая к этикетке, не связывается с изделием. По этой причине остальная часть полотна этикеточного материала может быть не покрыта клейким слоем для соединения с изделием. Остальная часть полотна этикеточного материала может быть непокрытой или по желанию покрытой материалом, который не сцепляется со смолой изделия, так что она может быть удалена из пресс-формы после того, как изделие будет удалено из пресс-формы. Если на остальной части полотна этикеточного материала присутствует клейкий слой, неклейкий материал может быть нанесен поверх клейкого слоя.
Первое и второе внутренние отверстия могут быть соединены посредством одной или двух канавок внутри и/или вдоль поверхности полости. Это позволяет одному или обоим краям полотна этикеточного материала пересекать полость внутри упомянутых канавок. Таким образом, только часть ширины полотна этикеточного материала может соприкасаться с изделием во время его формирования (то есть во время литья под давлением или раздувания изделия). Таким образом, когда изделие растягивается, оно предпочтительно не входит в контакт с полотном этикеточного материала по всей ее ширине. Аналогичный эффект может быть достигнут, когда полотно этикеточного материала соприкасается с изделием с одним или обоими ее краями, загнутыми по направлению к пресс-форме. Дополнительно или альтернативно, в контексте настоящего изобретения может быть выгодным, чтобы пресс-форма покрывала часть полотна этикеточного материала в области одного или обоих краев полотна этикеточного материала. Предпочтительно, пресс-форма покрывает область полотна этикеточного материала, окружающую и/или прилегающую к этикетке, так, чтобы во время формования изделие не контактировало или не прикреплялось к окружающим и/или прилегающим к этикетке областям. В соответствии с еще одним определением на той стороне полотна этикеточного материала, которая обращена к изделию, пресс-форма может предусматривать отверстие, которое предпочтительно соответствует этикетке по форме и/или размеру. Однако возможно, что отверстие может иметь ту же самую форму, но быть существенно больше по размеру, чем этикетка.
В соответствии с другим аспектом настоящего изобретения область полости между первым и вторым внутренними отверстиями (то есть на той стороне полотна этикеточного материала, которая противоположна изделию) может образовывать выемку, которая предпочтительно соответствует этикетке по форме и предпочтительно также по размеру. Таким образом, изделие после расширения и контакта с этикеткой может расшириться далее в направлении стенки полости. Получающийся выступ может тогда иметь форму этикетки и может быть покрыт этикеткой.
В поперечном сечении (перпендикулярном к направлению движения полотна этикеточного материала) туннель предпочтительно имеет, полностью или частично, форму прямой или искривленной линии. Искривленная линия может иметь одну, две или более точек перегиба. В этом контексте точка перегиба означает точку, в которой искривленная линия изменяет свою кривизну слева направо или наоборот. Дополнительно или альтернативно, первое и/или второе внутреннее отверстие туннеля может иметь форму, описанную выше для поперечного сечения туннеля. Использование туннеля, который является прямым в поперечном сечении, является самым легко осуществимым и полезным в широком диапазоне приложений. В частности, полотно этикеточного материала может перемещаться прямо в плоскости и может, таким образом, предоставлять плоскую поверхность (и, таким образом, плоскую этикетку) изделию во время его формования (то есть во время отливки изделия). Другие приложения, однако, могут потребовать, чтобы этикетка (и/или часть полотна этикеточного материала, несущая этикетку), которая присутствует внутри пресс-формы во время формования изделия и которая предоставляется изделию во время его формования, была загнутой, искривленной или даже скрученной. В частности, она может быть загнута или искривлена в одном или двух направлениях или измерениях. Направление, например, может соответствовать направлению движения полотна этикеточного материала или может быть перпендикулярным к нему.
Ранее было описано, что в поперечном сечении (перпендикулярном к направлению движения полотна этикеточного материала) туннель предпочтительно имеет форму прямой или искривленной линии, имеющей две конечные точки, по одной на каждом конце. Если ориентация прямой линии, проходящей через упомянутые конечные точки, определяется как ориентация поперечного сечения туннеля, можно сказать, что поперечное сечение предпочтительно может быть ориентировано параллельно продольной или центральной оси полости или изделия, или под углом по меньшей мере 0°, 5°, 10° или 30° и/или самое большее 90°, 70° или 60° к продольной или центральной оси полости или изделия. Если имеется более одного туннеля, это может относиться к одному или более из них. Более конкретно, в этом контексте угол между первой и второй линиями, которые не пересекаются, должен пониматься как угол между первой линией и линией, определенной ортогональной проекцией второй линии на первую линию вперед или параллельно кратчайшему пути между первой и второй линиями. Предпочтительно, поперечное сечение туннеля, служащее референсной точкой в этом контексте, является поперечным сечением в области или между двумя внутренними отверстиями туннеля.
В соответствии с другим аспектом настоящего изобретения часть стенки полости, расположенная в области между первым и вторым внутренними отверстиями (то есть на той стороне полотна этикеточного материала, которая противоположна изделию), может быть съемной и/или подвижной относительно пресс-формы и/или вынимаемой из пресс-формы. Это позволяет изменять поверхность стенки полости в области позади этикетки. Такие части могут иметь различные поверхности, обращенные в сторону полотна этикеточного материала.
Существует несколько способов управлять той областью полотна этикеточного материала, которая входит в контакт с изделием во время его формования. Некоторые из этих способов были описаны выше. Однако в более общем смысле предпочтительно, чтобы поперечное сечение, определяемое пересечением туннеля и полости, соответствовало этикетке по форме и предпочтительно также по размеру.
Полотно этикеточного материала может подаваться через путь, предусмотренный в пресс-форме вдоль направления движения, которое соответствует продольному направлению полотна этикеточного материала, внутрь и наружу из полости. Это имеет то преимущество, что этикетки различных размеров могут быть нанесены на различные места на изделии. Путь для транспортировки полотна этикеточного материала предпочтительно образуется щелью или туннелем, предусмотренным в теле пресс-формы.
Путь может соответствовать плоскости, пересекающей пресс-форму таким образом, что противоположные боковые края пути проходят в пределах тела пресс-формы, причем плоскость предпочтительно является плоской или криволинейной в одном или в двух направлениях. Это означает, что процесс маркировки в пресс-форме в соответствии с настоящим изобретением может использоваться с любым типом формы контейнера.
Форма и/или размер этикетки могут соответствовать области, определяемой пересечением между путем и полостью пресс-формы. Соответственно, только этикетка может быть подвергнута воздействию смолы изделия, расширяющегося рукава или трубы во время процесса нанесения этикетки в пресс-форме так, чтобы этикетка могла быть легко отделена от остальной части полотна этикеточного материала. Предпочтительная особенность данного процесса заключается в том, что этикетка на полотне этикеточного материала может быть позиционирована на некотором расстоянии от стенки пресс-формы. Это означает, что этикетка может приклеиваться к изделию до того, как оно достигнет своей окончательной формы. Следовательно, этикетка также может быть до некоторой степени растянута и деформирована. Растянутая или деформированная этикетка может иметь площадь поверхности, которая более чем на 1%, предпочтительно, более чем на 3% и, наиболее предпочтительно, более чем на 5% больше, чем площадь поверхности исходной этикетки, то есть этикетки до расширения или деформации. Подразумевается, что может быть выбран такой материал этикетки, который достаточно эластичен, чтобы обеспечить необходимое расширение. Может быть предусмотрено, чтобы печать на этикетке выбиралась (например, с точки зрения ее размера, ориентации, положения и/или веса печати) с учетом расширения и/или деформации этикетки во время процесса. Во время процесса нанесения этикетки в пресс-форме при прижатии к соответствующим частям пресс-формы и/или стенке пресс-формы этикетка может деформироваться в выпуклый рельеф, непропечатки, вогнутые или выпуклые пространственные структуры.
Если на этикетку предварительно наносится печать, она может включать в себя по меньшей мере одну поверхность, и поверхность, противоположная отпечатку на этикетке, может быть ламинирована обратимым термолаком, выполненным с возможностью свариваться при температурах выше 50°C, предпочтительно, выше 60°C и, наиболее предпочтительно, выше 65°C.
Между этикеткой и полотном этикеточного материала может быть предусмотрен зазор величиной от 0,01 мм до 1,5 мм, предпочтительно, от 0,1 мм до 1 мм и, наиболее предпочтительно, от 0,3 мм до 0,8 мм. Зазор предпочтительно пересекается множеством обособленно расположенных соединительных элементов, предпочтительно, в форме микродержателей.
Полотно этикеточного материала может быть снабжено отметками положения, которые обеспечивают точное позиционирование этикетки внутри окна пресс-формы. Отметки положения могут быть в виде оптических маркеров или зарубок на боковых краях полотна. Полотно этикеточного материала может вводиться в полость под любым углом, то есть параллельно или перпендикулярно по отношению к продольной оси полости или под любым углом между ними.
Полотно этикеточного материала может подаваться через множество полостей, расположенных одна за другой. Процесс нанесения этикетки в пресс-форме является особенно полезным в соединении с линейными выдувными установками, где множество идентичных полостей предусматривается внутри единственной пресс-формы - в отличие от карусельных выдувных установок, где несколько инструментов для выдувного формования располагаются на вращающемся колесе.
В соответствии с другим аспектом настоящего изобретения может быть предложена пресс-форма для изготовления снабженного нанесенной в пресс-форме этикеткой изделия, включающая в себя по меньшей мере первую часть пресс-формы и вторую часть пресс-формы, которые при их объединении определяют полость пресс-формы с внутренней формой, соответствующей внешней форме изделия, которое должно формоваться в пресс-форме. Пресс-форма может быть дополнительно охарактеризована тем, что по меньшей мере в одной из первой и второй частей пресс-формы предусматривается щель или туннель, который пересекает полость пресс-формы. Это может позволить полотну этикеточного материала, включающему в себя обособленно расположенные этикетки, подаваться через полость или секции полости.
Щель и/или туннель может иметь первое внешнее отверстие, приводящее к первому внутреннему отверстию, и второе внутреннее отверстие, приводящее ко второму внешнему отверстию. Первое и второе внутренние отверстия могут быть связаны посредством одной или двух канавок внутри и/или проходящих вдоль поверхности полости пресс-формы. Область между первым и вторым внутренними отверстиями может по существу соответствовать размеру этикетки, которая будет наноситься на изделие в процессе нанесения этикетки в пресс-форме.
Щель и/или туннель могут определять зазор, по существу соответствующий ширине и толщине полотна этикеточного материала, подаваемой через щель и/или туннель. Дополнительно или альтернативно, щель и/или туннель могут определять плоский или криволинейный путь.
Пресс-форма может дополнительно включать в себя выемку для того, чтобы сформировать выступ или выпуклость на изделии. Этикетка может быть нанесена на выступ или выпуклость во время процесса нанесения этикетки в пресс-форме. Щель и/или туннель могут пересекать выемку в плоскости, по существу параллельной поверхности дна выемки.
Вышеописанные используемые в пресс-форме этикетки имеют значительные выгоды по сравнению с традиционными этикетками, наносимыми на изделие после его изготовления, заключающиеся в том, что, с одной стороны, этикетка является прочно связанной с изделием и поэтому очень стойкой к разрыву, и, с другой стороны, с точки зрения логистики, потому что изделия, которые должны быть снабжены этикетками, не нуждаются в хранении и транспортировке к производственному участку, на котором должны наноситься традиционные этикетки. Среди многих недостатков традиционных этикеток имеются и такие, что они легко царапаются; не имеют интегральной связи между этикеткой и изделием, что приводит к отслаиванию этикетки; а также такие, что деталь не годится для повторного использования по той причине, что этикетки не совместимы с изделием, на которое они нанесены. Как правило, стандартное клейкое или липкое вещество на этикетке производится с отдельными слоями, включающими в себя слой клея, слой, который покрывает слой клея, силиконовый слой, а также дополнительный слой для переноса всех других слоев. Этот тип структуры этикетки обычно препятствует ее повторному использованию. Однако структура используемой в пресс-форме этикетки и полотно этикеточного материала по настоящему изобретению являются легко перерабатываемыми. В частности, когда на этикетке есть только тонкий слой клейкого вещества и/или термолака, этикетку может быть возможным перерабатывать как одиночный полимерный материал. Дополнительно к этому, процесс нанесения на изделие традиционной этикетки требует дополнительных затрат, так как оно должно быть обработано один раз для процесса формования и второй раз для того, чтобы добавить этикетку.
Нанесение этикетки в пресс-форме с использованием этикеток по настоящему изобретению устраняет эти недостатки за счет того, что этикетки становится нелегко поцарапать, потому что они являются более стойкими в неблагоприятных условиях (по сравнению с традиционными наклеивающимися этикетками); благодаря интегральной связи между этикеткой и формованным изделием не происходит отслаивания; этикетка не подвержена выцветанию под воздействием ультрафиолетовых лучей; этикетка совместима с материалом изделия, и, следовательно, возможна переработка всего изделия в соответствии с безвредной для окружающей среды практикой.
В соответствии с другим аспектом настоящего изобретения предлагается изделие, снабженное этикеткой с помощью способа нанесения этикетки в пресс-форме, который был описан ранее.
В соответствии с дополнительным аспектом настоящего изобретения предлагается способ для удаления этикетки со снабженного нанесенной в пресс-форме этикеткой изделия, описанного выше, включающий в себя следующие стадии:
- контактирование снабженного нанесенной в пресс-форме этикеткой изделия с промывочной текучей средой;
- нагревание промывочной текучей среды до намеченной или выбранной температуры смывания; и
- удаление этикетки со снабженного нанесенной в пресс-форме этикеткой изделия.
Дополнительно к этому настоящий способ может включать в себя стадию измельчения снабженного нанесенной в пресс-форме этикеткой изделия любыми известными средствами дробления, расслаивания, измельчения, нарубания, кромсания, раздавливания, растирания и т.п. Предпочтительно, снабженное нанесенной в пресс-форме этикеткой изделие измельчается на части размером менее чем приблизительно 3 см2, более предпочтительно, размером менее чем приблизительно 2 см2 или, наиболее предпочтительно, размером менее чем приблизительно 1 см2. Снабженное нанесенной в пресс-форме этикеткой изделие может быть измельчено до попадания в промывочную текучую среду, во время его контактирования с промывочной текучей средой или после того, как оно было удалено из промывочной текучей среды. Снабженное нанесенной в пресс-форме этикеткой изделие может быть измельчено полностью или частично.
После удаления этикетки со снабженного нанесенной в пресс-форме этикеткой изделия получаются этикетка и изделие с удаленной этикеткой, причем этикетка и/или изделие с удаленной этикеткой могут быть целыми, измельченными или частично измельченными.
Этикетка и изделие с удаленной этикеткой могут отделяться друг от друга посредством разделяющего средства, такого как электростатическая сила, вакуумное всасывание, воздушный поток, просеивание, конвейер, фильтрация или разделение по плотности. Предпочтительно, этикетка и изделие с удаленной этикеткой разделяются способом разделения по плотности, в котором одно из этикетки или изделия с удаленной этикеткой имеет меньшую плотность, чем другое. Более предпочтительно, чтобы этикетка была менее плотной, чем изделие с удаленной этикеткой. Еще более предпочтительно, чтобы этикетка была менее плотной и чем изделие с удаленной этикеткой, и чем промывочная текучая среда. Наиболее предпочтительно, чтобы этикетка была менее плотной и чем изделие с удаленной этикеткой, и чем промывочная текучая среда так, чтобы этикетка плавала в промывочной текучей среде и таким образом отделялась от изделия с удаленной этикеткой способом флотации.
Промывочная текучая среда может быть водой, водным раствором или растворителем. Предпочтительно, промывочная текучая среда является водным раствором, таким как щелочной раствор; более предпочтительно, щелочной раствор включает в себя, например, гидроокись натрия, гидроокись калия или гидроокись кальция. Наиболее предпочтительно, щелочной раствор включает в себя гидроокись натрия.
Промывочная текучая среда может включать в себя гидроокись натрия в количестве от приблизительно 0,1% масс. до приблизительно 5% масс.
Промывочная текучая среда может быть нагрета до температуры по меньшей мере приблизительно 30°C, предпочтительно, до температуры по меньшей мере приблизительно 40°C, более предпочтительно, до температуры по меньшей мере приблизительно 50°C, еще более предпочтительно, до температуры по меньшей мере приблизительно 60°C, еще более предпочтительно, до температуры по меньшей мере приблизительно 70°C и, наиболее предпочтительно, до температуры по меньшей мере приблизительно 80°C.
Температура промывочной текучей среды не должна превышать температуру разложения изделия и этикетки. Кроме того, температуры, значительно превышающие точку кипения воды, в целом менее предпочтительны, поскольку промывочная текучая среда по настоящему изобретению предпочтительно сохраняется в жидкой фазе. Таким образом, предпочтительные верхние пределы диапазона температур промывочной текучей среды составляют, например, приблизительно 120°C, приблизительно 110°C, приблизительно 105°C, приблизительно 100°C или приблизительно 95°C.
Этикетка может расширяться при воздействии на нее горячей промывочной текучей среды. Это может вызвать образование между этикеткой и снабженным нанесенной в пресс-форме этикеткой изделием каналов, капилляров или микротуннелей, которые позволяют промывочной текучей среде проходить между этикеткой и снабженным нанесенной в пресс-форме этикеткой изделием и облегчать удаление этикетки выпотеванием на границе этикетка/снабженное нанесенной в пресс-форме этикеткой изделие.
Промывочная текучая среда может содержаться в промывочной ванне. Снабженное нанесенной в пресс-форме этикеткой изделие, измельченное тем или иным образом, может последовательно помещаться в одну или более промывочных ванн, которые могут содержать промывочные текучие среды одного и того же или различного состава.
Снабженное нанесенное в пресс-форме этикеткой изделие может перемешиваться, например встряхиваться, размешиваться, взбалтываться, смешиваться, вибрировать и т.п., любыми известными средствами перемешивания. Предпочтительно, снабженное нанесенной в пресс-форме этикеткой изделие перемешивается во время его контактирования с горячей промывочной текучей средой, что может помочь удалению этикетки со снабженного нанесенной в пресс-форме этикеткой изделия.
Следует иметь в виду, что в соответствии с настоящим изобретением клейкий слой и любые другие дополнительные слои, используемые в пленочной этикетке, могут быть прочно связанными друг с другом и с основным полимерным слоем для того, чтобы предотвратить расслаивание во время процесса, поскольку является предпочтительным, чтобы во время процесса этикетка удалялась со снабженного нанесенной в пресс-форме этикеткой изделия целиком.
Как только этикетка удалена со снабженного нанесенной в пресс-форме этикеткой изделия, этикетка или изделие с удаленной этикеткой, или и то, и другое, могут быть извлечены из промывочной текучей среды любыми известными средствами извлечения, такими как вакуумное всасывание, просеивание, снятие верхнего слоя или направленный воздушный поток. Предпочтительно, этикетка и изделие с удаленной этикеткой извлекаются из промывочной текучей среды раздельно, так чтобы не требовалась дополнительная стадия их разделения.
Процесс может протекать непрерывно.
Как только этикетка удалена со снабженного нанесенной в пресс-форме этикеткой изделия, этикетка или изделие с удаленной этикеткой, или и то, и другое, могут быть дополнительно обработаны. Например, измельченное изделие с удаленной этикеткой может быть расплавлено и экструдировано для того, чтобы сформировать гранулы, кусочки, хлопья и т.п., которые могут использоваться в качестве исходного сырья для производства новых изделий. Альтернативно, если изделие с удаленной этикеткой остается неповрежденным, тогда изделие может быть очищено, а затем повторно снабжено этикеткой и использовано.
Настоящее изобретение более конкретно описывается со ссылками на следующие схематические чертежи:
Фиг. 1 показывает секцию полотна этикеточного материала, намотанной на катушки, в области формования выдувом с вытяжением;
Фиг. 2 показывает предварительную заготовку, формуемую выдуванием, приклеивание к этикетке полотна этикеточного материала и отсоединение этикетки от полотна этикеточного материала;
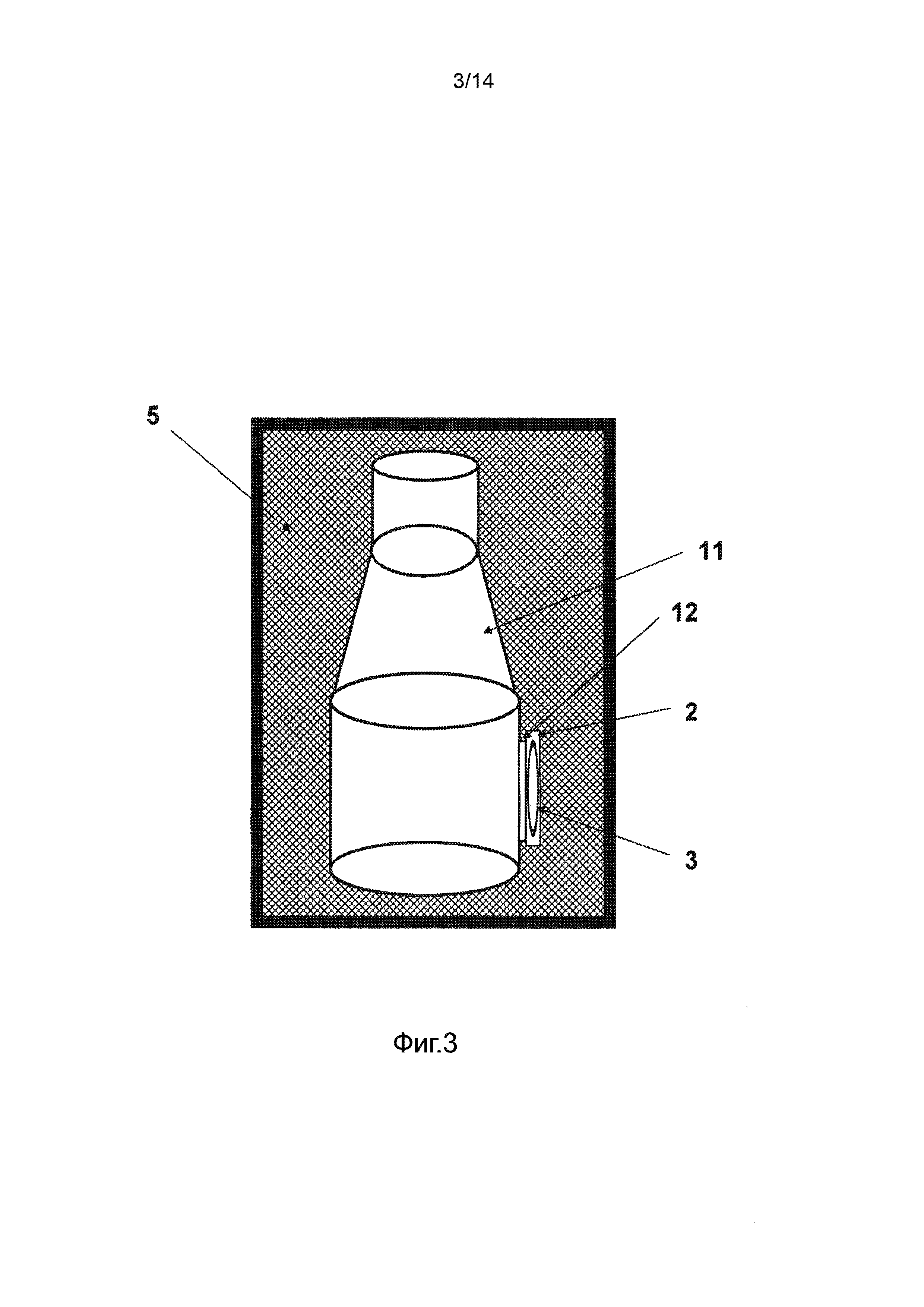
Фиг. 3 показывает полость пресс-формы, в которой изделие выдувается и входит в контакт с ограниченной областью полотна этикеточного материала;
Фиг. 4 показывает обычное полотно этикеточного материала с несущей подкладкой и материалом этикетки, имеющим печатные области этикетки и непечатные ненужные области;
Фиг. 5 показывает полотно этикеточного материала в соответствии с настоящим изобретением, включающее в себя только этикеточный материал, тогда как этикетки отделяются от остающегося этикеточного материала перфорированной или иным образом ослабленной границей;
Фиг. 6 схематично показывает пресс-форму и полотно этикеточного материала, которое подается через нее;
Фиг. 7 показывает пресс-форму с расположенным в ней множеством полостей, где полотно этикеточного материала подается через все полости;
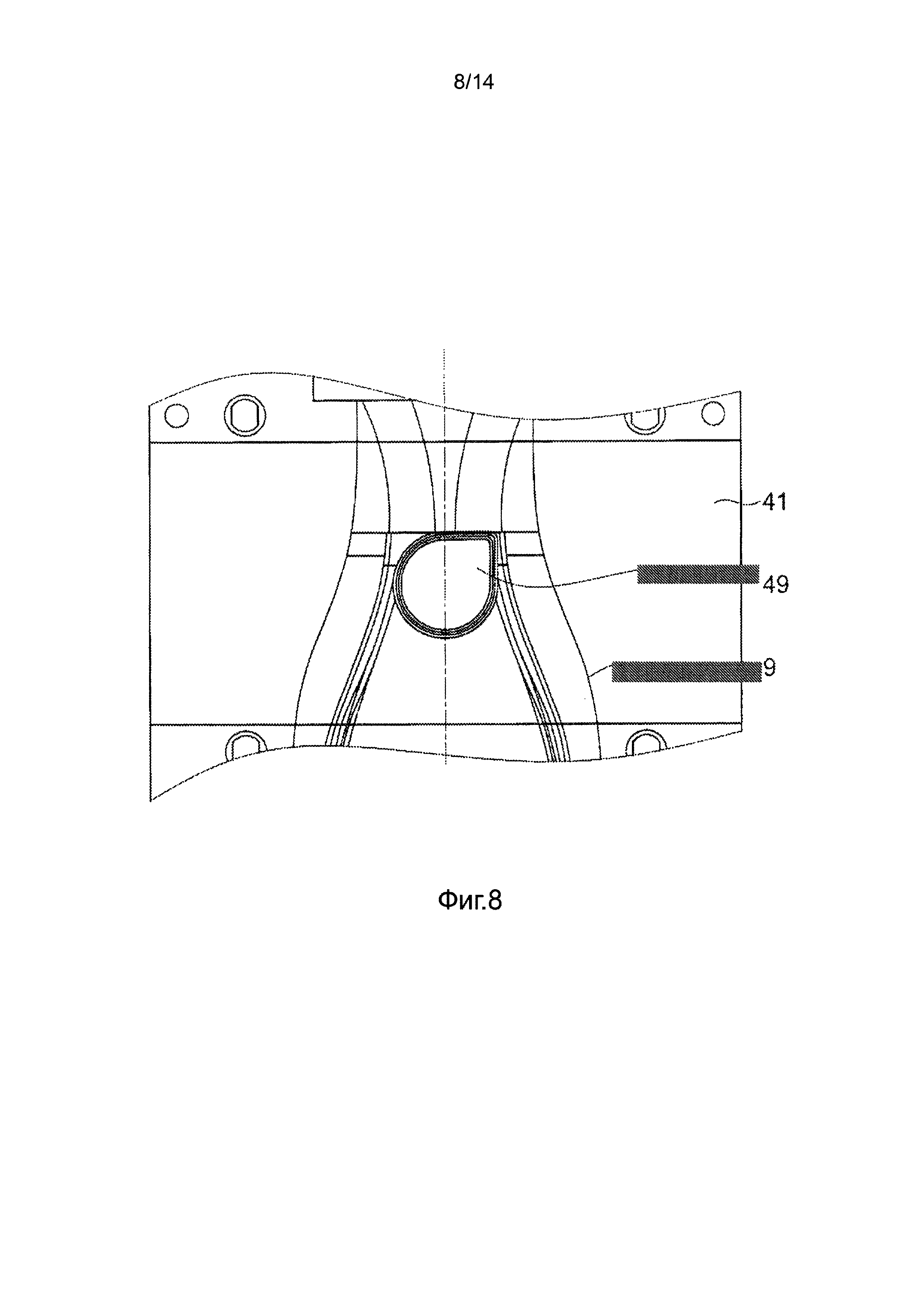
Фиг. 8 показывает вид сверху внутренней части половины пресс-формы с цилиндрическим углублением;
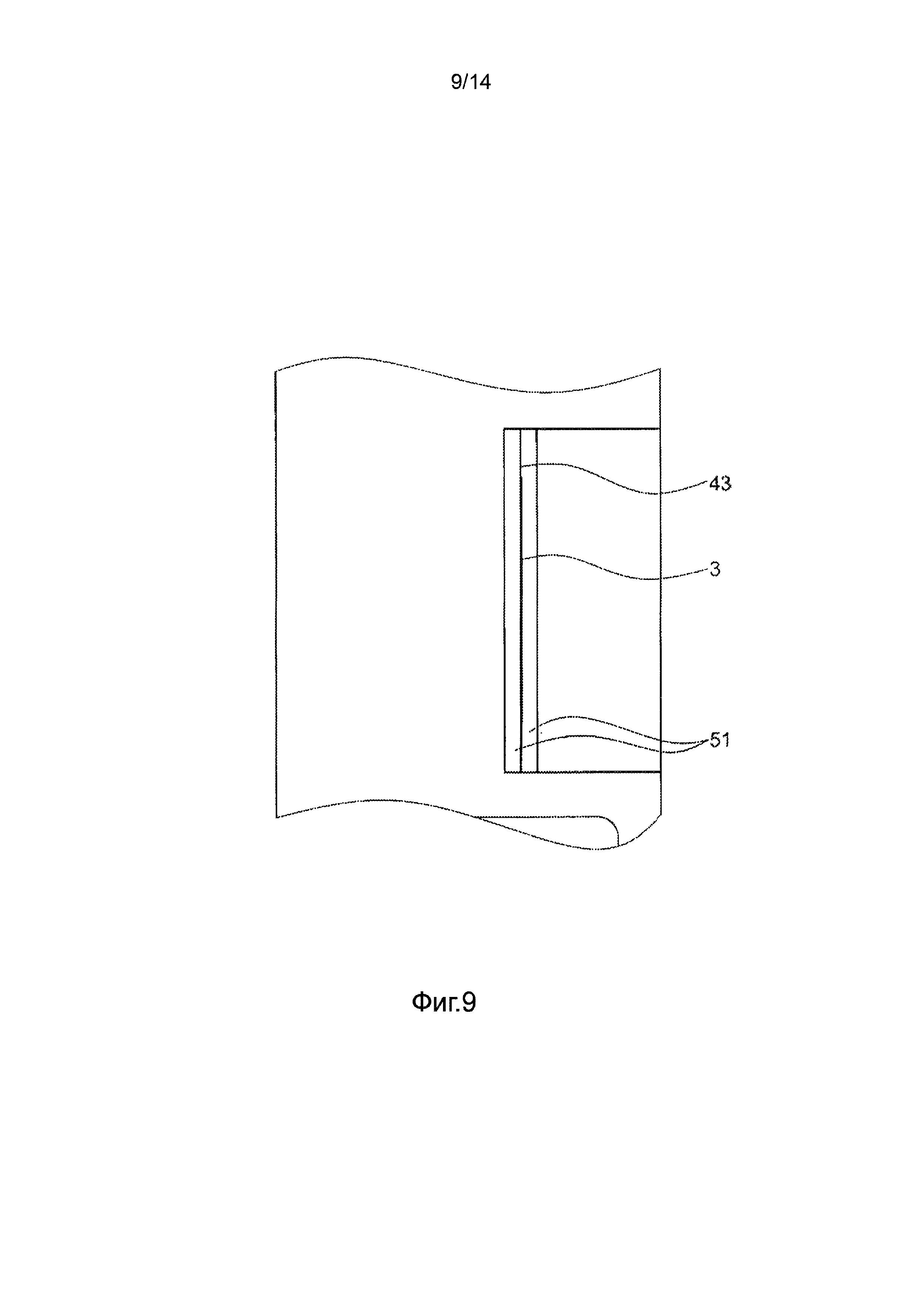
Фиг. 9 показывает вид сбоку углубления, изображенного на Фиг. 8;
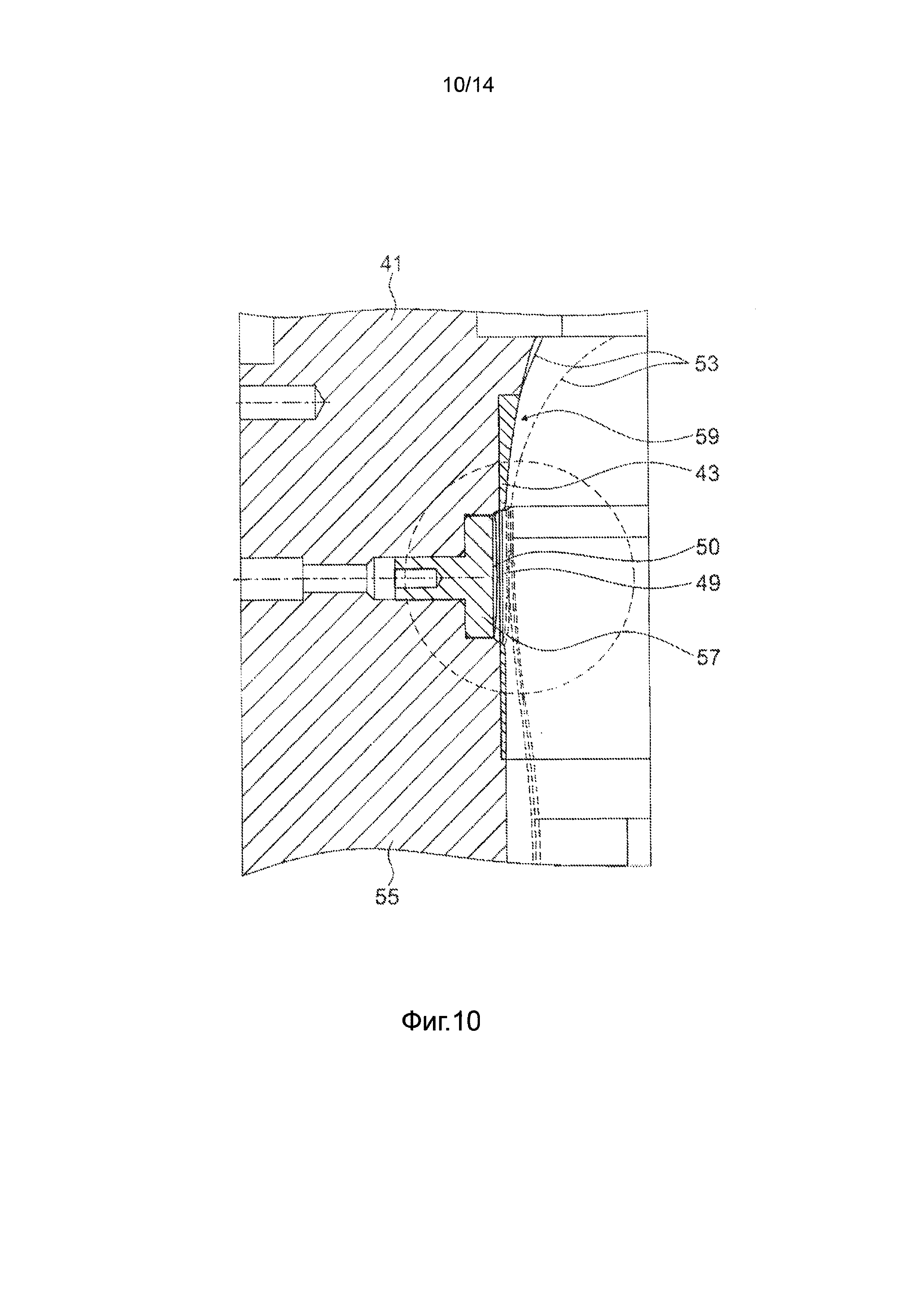
Фиг. 10 показывает поперечное сечение углубления, изображенного на Фиг. 8;
Фиг. 11 более подробно показывает углубление, изображенное на Фиг. 8;
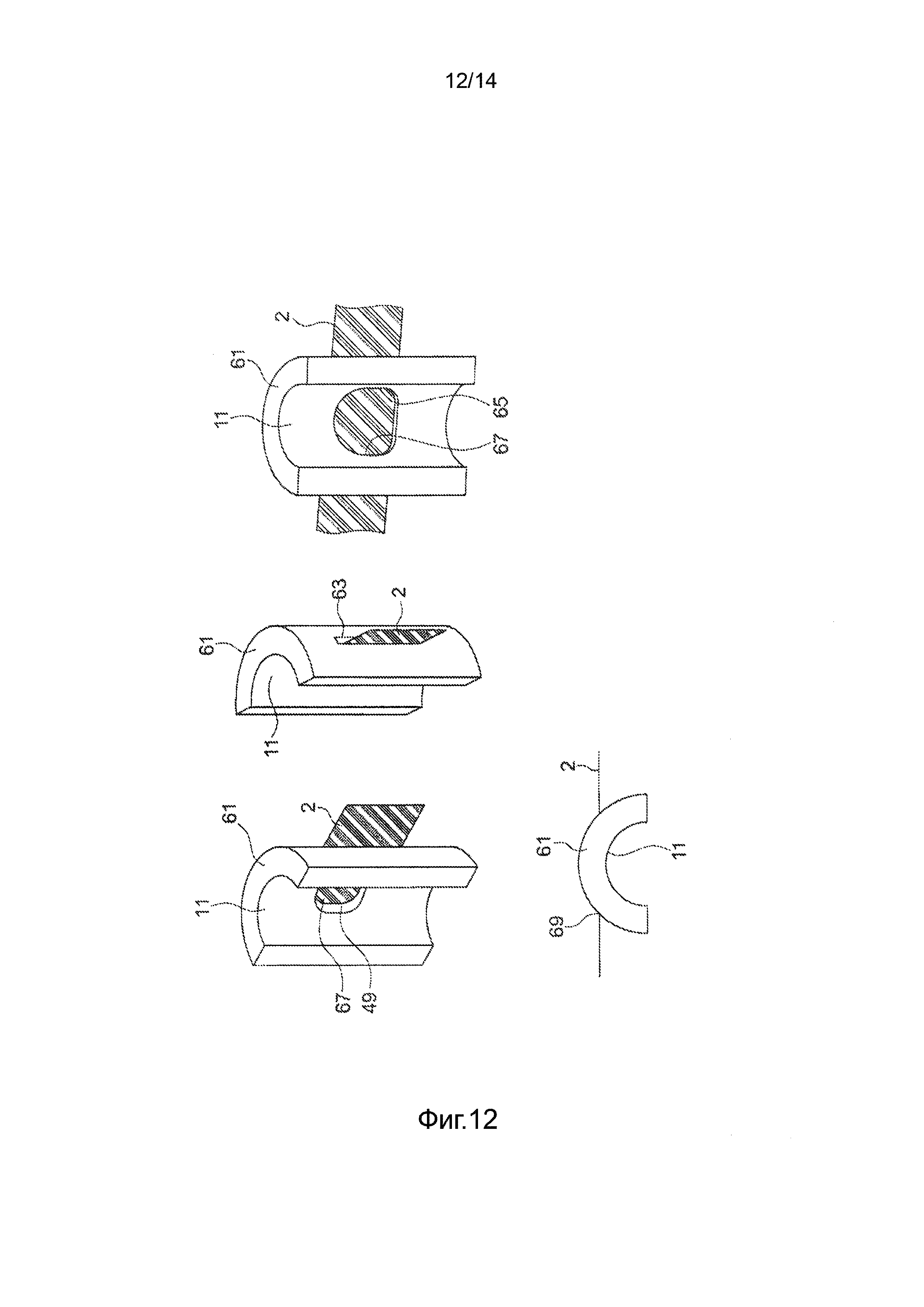
Фиг. 12 схематично показывает другие виды цилиндрической половины пресс-формы с плоским путем для полотна этикеточного материала;
Фиг. 13 схематично показывает другие виды цилиндрической половины пресс-формы с путем для полотна этикеточного материала, которое изогнуто перпендикулярно к направлению подачи;
Фиг. 14 показывает два альтернативных способа, с помощью которых этикетка может быть удалена со снабженного нанесенной в пресс-форме этикеткой изделия с использованием процесса смывания.
На Фиг. 1 схематично показано полотно 2 этикеточного материала, включающее в себя печатную этикетку 3, присоединенную к полотну этикеточного материала посредством множественных микродержателей 4. Печатные этикетки позиционируются таким образом, что они не доходят до краев полотна этикеточного материала, другими словами, полотно этикеточного материала является непрерывным носителем. Полотно этикеточного материала с использованием катушек 1, 7 подается в область 5 выдувного формования, где формируется изделие с нанесенной в пресс-форме этикеткой. Печатная этикетка отсоединяется от полотна этикеточного материала в области выдувного формования, оставляя только скелетное полотно 6. Путем перемотки катушки 7 вперед скелетное полотно удаляется из области выдувного формования, и в область выдувного формования с катушки 1 подается новая этикетка, присоединенная к полотну этикеточного материала.
На схематическом чертеже, представленном на Фиг. 2, показано полотно 2 этикеточного материала, включающее в себя печатную этикетку 3, присоединенную к полотну этикеточного материала посредством множественных микродержателей 4. Печатные этикетки позиционируются таким образом, что они не доходят до краев полотна этикеточного материала. Предварительная заготовка 8 формуется выдуванием с растяжением в формованное выдуванием изделие 9. Во время выдувного формования этикетка входит в контакт с изделием и прочно прилипает к нему. Этикетка отсоединяется от полотна этикеточного материала, когда снабженное нанесенной в пресс-форме этикеткой изделие 10 удаляется из пресс-формы, оставляя в пресс-форме только скелетное полотно 6.
На схематическом чертеже, представленном на Фиг. 3, показана полость 11 пресс-формы, имеющая желаемую форму для формуемого изделия. Полость пресс-формы позиционируется в области 5 выдувного формования. Полотно 2 этикеточного материала, которое включает в себя печатную этикетку 3, подается в область выдувного формования таким образом, что клейкий слой этикетки обращен в сторону полости пресс-формы. Пресс-форма выполнена таким образом, что формуемое выдуванием изделие входит в контакт с полотном этикеточного материала только в ограниченной области 12, а именно с этикеткой, а не с остальной частью полотна этикеточного материала.
На Фиг. 4 показано обычное полотно 21 этикеточного материала, включающее в себя несущую подкладку 23, обычно бумагу, с силиконовым покрытием 25, на котором предусмотрен самоклеящийся этикеточный материал 27. Этикеточный материал 27 предпочтительно является полиэтиленом, полипропиленом, полиэтиленом низкого давления (HDPE) или ориентированным полипропиленом (OPP) и включает в себя печатные области 29 этикетки, образующие этикетку 3, и непечатные области 33, окружающие этикетку. Печатные и непечатные области 29, 33 отделяются друг от друга зазором 35. Зазор 35 создается режущим устройством, которое разделяет печатные и непечатные области 29, 33 во время изготовления полотна этикеточного материала так, чтобы этикетка могла легко быть отделена от подкладки 23. Этикетка 3 имеет печатную рабочую сторону и заднюю сторону. На задней стороне этикеточный материал 27 покрыт клеем, обеспечивающим клеевой слой 37 для присоединения этикетки к изделию, например к контейнеру.
Как показано на Фиг. 5, полотно 2 этикеточного материала в соответствии с одним вариантом осуществления настоящего изобретения не требует несущей подкладки. Этикеточный материал 27 включает в себя печатные области 29 этикетки и непечатные области 33, окружающие упомянутые области 29 этикетки. Поскольку никакой несущей подкладки нет, этикетка 3 (определяемая печатной областью 29 этикетки) проходит от передней стороны полотна 2 этикеточного материала к задней стороне полотна 2 этикеточного материала, и/или передняя сторона этикетки 3 составляет часть передней стороны полотна 2 этикеточного материала, в то время как задняя сторона этикетки 3 составляет часть задней стороны полотна 2 этикеточного материала. В отличие от обычного полотна 21 этикеточного материала (см. Фиг. 4) печатные и непечатные области 29, 33 удерживаются вместе одним, двумя и, предпочтительно, тремя или более микродержателями 4, перемычками или периферическими линиями разрыва, окружающими этикетку 3. Когда этикетка 3 удаляется с полотна 2 этикеточного материала, остается скелетное полотно 6. В отличие от полотна 21 этикеточного материала согласно предшествующему уровню техники полотно 2 этикеточного материала покрыто активируемым теплом слоем 39, в частности термолаком. Предпочтительно, материал этикетки является тем же самым материалом или выбранным из той же самой группы материалов, что и материал, использующийся для формования изделия, на которое приклеивается этикетка. Это может позволить переработку изделия без потребности в отсоединении этикетки.
Используемая в этом контексте формулировка “печатная область” 29 означает ту область полотна 2 этикеточного материала, которая формирует и/или определяет этикетку 3. Она предпочтительно (но не обязательно) печатается и/или раскрашивается (например, в один, два или более цветов) и/или имеет специальную поверхностную текстуру (например, с выступами или углублениями). Такая поверхностная текстура предпочтительно отличается от поверхностной текстуры изделия (например, контейнера), на который должна быть нанесена этикетка. Она может также отличаться от поверхностной текстуры так называемой непечатной области 33. Таким образом, этикетка может позже добавить изделию такие особенности, как улучшенный захват.
Используемая в этом контексте формулировка “непечатная область” 33 означает область, которая окружает так называемую “печатную область” 29. Она предпочтительно (но не обязательно) является плоской, в частности не содержащей печати или не раскрашенной, и предпочтительно имеет текстуру гладкой поверхности.
Формулировки “печатная область” и “непечатная область” были выбраны для того, чтобы лучше различать эти две области 29, 33 и указать на их соответствующий предпочтительный дизайн. При их использовании, однако, упомянутые формулировки должны также (в случае “печатной области”) раскрывать область этикетки в целом и (в случае “непечатной области”) область, окружающую упомянутую область этикетки в целом. Например, процесс печати может потребовать, чтобы так называемая непечатная область фактически была пропечатана, особенно в тех частях, которые находятся близко к области этикетки. С другой стороны, так называемая печатная область может не пропечатываться, но вместо этого может иметь цвет, который отличается от цвета изделия, на которое наносится этикетка. Она может быть сделана, например, из цветного полимера. Альтернативно, этикетка может иметь специальную поверхностную текстуру, как описано выше, или некоторую другую визуально или иным образом (например, тактильно) заметную особенность.
На Фиг. 6 показана пресс-форма 41 с полостью 11, через которую подается полотно 2 этикеточного материала. Полотно 2 этикеточного материала входит внутрь пресс-формы 41 через щель 43 или туннель, предусмотренный в боковой стороне 45 пресс-формы. После удаления этикетки 3 скелетное полотно 6 покидает пресс-форму 41 через вторую щель на противоположной стороне 47. Секция полотна 2 этикеточного материала с этикеткой 3 позиционируется в полости 11 и таким образом подвергается воздействию раздуваемого рукава или трубы, который формирует изделие. Для того чтобы предотвратить прилипание скелетного полотна 6 к изделию, поверхность скелетного полотна 6, направленного в сторону внутренней полости, может быть непокрыта или покрыта слоем материала, который не сцепляется с изделием, например силиконовым слоем. Сама этикетка частично или полностью покрывается клейким веществом на той ее стороне, которая обращена к изделию. Другими словами, та часть полотна 2 этикеточного материала, которая должна быть перенесена на изделие, покрывается клейким слоем, предпочтительно, активируемым теплом клейким слоем 39. При этом оставшаяся часть полотна, то есть скелетное полотно 6, является непокрытым или покрытым слоем, который не сцепляется с горячим материалом смолы изделия.
Как можно видеть из Фиг. 7, полотно 2 этикеточного материала может подаваться через множество полостей 11 единственной пресс-формы 41. Расстояние между двумя смежными этикетками 3 на полотне 2 этикеточного материала может быть выбрано так, чтобы оно было равным расстоянию между двумя смежными полостями 11 внутри пресс-формы 41, было равно доле этого расстояния или было кратным этому расстоянию.
На Фиг. 8 показан вид сверху секции пресс-формы 41 с углублением 49, соответствующим и приводящим к образованию выпуклости или выступа на изделии, например на контейнере. Во время процесса формования этикетка устанавливается в упомянутую выпуклость или выступ так, чтобы при раздувании изделия (например, контейнера) этикетка прочно прилипла к горячему материалу смолы.
На Фиг. 9 показана щель 43, через которую полотно 2 этикеточного материала вводится в полость. На противоположных сторонах щели 43 предусмотрены скошенные грани 51, которые облегчают подачу полотна 2 этикеточного материала в полость.
Фиг. 10 и 11 показывают один вариант выполнения пресс-формы 41 с внутренним контуром 53 щели 43 для полотна 2 этикеточного материала, пересекающим углубление 49 приблизительно на середине его глубины и проходящим за углублением 49 так, чтобы край полотна этикеточного материала проходил внутри тела 55 пресс-формы 41. Предпочтительно, щель 43 пересекает углубление 49 в плоскости, по существу параллельной к нижней поверхности 50 углубления. Как можно лучше видеть из Фиг. 11, щель 43 имеет по существу постоянный зазор по всей ее ширине. Отношение ширины щели 43 к ширине углубления 49 предпочтительно находится в диапазоне от 6:1 до 1:6 и, наиболее предпочтительно, от 3:1 до 1:3.
В варианте осуществления, показанном на Фиг. 10, предусмотрена первая вставка 57, или штамп, передняя сторона которой может иметь различную форму так, чтобы в процессе формования могли быть сформированы вогнутые, плоские или выпуклые области этикетки. Вторая вставка 59 образует в соединении с телом пресс-формы щель 43, через которую полотно этикеточного материала может быть введено и выведено из полости.
Настоящий способ нанесения этикетки в пресс-форме особенно полезен в сочетании с линейными выдувными установками, где один или более рядов обособленно расположенных полостей обеспечиваются в единственной пресс-форме так, чтобы полотно этикеточного материала могло подаваться через множество полостей.
Фиг. 12 и 13 исключительно в целях иллюстрации показывают полотно 2 этикеточного материала, которое транспортируется через цилиндрическое тело пресс-формы вдоль путей различной формы. Схематическое представление, изображенное на Фиг. 12, соответствует варианту осуществления, показанному на Фиг. 8-11, где в одной половине 61 пресс-формы предусмотрено углубление 49. Путь для полотна этикеточного материала ведет через боковые стенки упомянутого углубления 49, посредством чего путь может быть обеспечен на некотором расстоянии от нижней поверхности углубления. Полотно 2 этикеточного материала подается в полость пресс-формы через первое внешнее отверстие 63, ведущее к первому внутреннему отверстию 65 в полость 11, и выходит из полости через второе внутреннее отверстие 67, ведущее ко второму внешнему отверстию 69.
На Фиг. 13 путь для полотна этикеточного материала является прямым вдоль направления его движения и изогнутым в направлении, перпендикулярном к направлению его движения. Как и в других вариантах осуществления, окно пути для полотна этикеточного материала (соответствующее пересечению пути для полотна этикеточного материала с внутренней поверхностью пресс-формы) существенно соответствует размеру этикетки.
Далее, на схематическом чертеже, изображенном на Фиг. 14, показано имеющее нанесенную в пресс-форме этикетку изделие 10. На верхнем пути имеющее нанесенную в пресс-форме этикетку изделие целиком помещается в промывочную текучую среду 13, содержащуюся в промывочной ванне 14. Этикетка 3 удаляется с имеющего нанесенную в пресс-форме этикетку изделия, оставляя изделие с удаленной этикеткой 9. Этикетка и изделие с удаленной этикеткой отделяются друг от друга флотацией, поскольку этикетка является менее плотной, чем изделие с удаленной этикеткой и чем промывочная текучая среда.
На нижнем пути на Фиг. 14 имеющее нанесенную в пресс-форме этикетку изделие 10 полностью измельчается на кусочки 15 до погружения в промывочную текучую среду 13, содержащуюся в промывочной ванне 14. Находясь в промывочной текучей среде, измельченные кусочки 16 этикетки отделяются от измельченных кусочков 17 изделия флотацией. Опять же, это возможно благодаря тому, что измельченные кусочки этикетки являются менее плотными, чем измельченные кусочки изделия и чем промывочная текучая среда, так что измельченные кусочки этикетки всплывают на поверхность промывочной текучей среды.
Настоящее изобретение далее иллюстрируется следующими примерами, которые являются только иллюстративными и не ограничивают объем описанного в настоящем документе изобретения.
Пример 1 - Процесс нанесения этикетки в пресс-форме
Трехслойная полимерная труба была сформирована путем коэкструдирования основного слоя (включающего в себя гомополимер полипропилена, 12% 70%-ной TiO2, и 3% антистатического концентрата, содержащего смесь моностеарата глицерина и этоксилированного амина) со слоем терполимера полиэтилен/полипропилен/полибутилен (статистический сополимер, включающий в себя полипропилен/этилен/бутилен-1) в качестве слоя верхней оболочки (первый запечатывающий слой) с одной стороны основного слоя, и ламинирующего слоя (статистический терполимер полипропилен-полиэтилен/-полибутилен) с другой стороны основного слоя. Труба охлаждалась и затем повторно нагревалась перед выдуванием для того, чтобы получить трубу из трехслойной двухосно ориентированной пленки. Труба из пленки затем была сжата и ламинирована сама на себя (ламинирующий слой к ламинирующему слою, формируя тем самым один внутренний слой) с тем, чтобы сформировать дублированную пленку с пятью слоями и обеспечить пленку ламината с толщиной 58 мкм. Пленка ламината также была снабжена дополнительным слоем праймера.
Пленка ламината была затем покрыта клейким слоем, включающим в себя водную дисперсию сополимера этилена и винилацетата (EVA), используя нанесение обратной глубокой печатью, после чего пленка была высушена.
Будет понятно, что аналогичным образом составленные прозрачные пленки могут быть приготовлены, как описано выше, но без добавления TiO2. В дополнение к этому, будет понятно, что аналогичным образом составленные плотные/вспененные пленки могут быть подготовлены с использованием стандартных методик (таких как кавитация вокруг частицы).
Пленка ламината была нарезана в форму этикеточного материала, отпечатана, и этикетки с микродержателями были выштампованы из этикеточного материала. Полученное полотно этикеточного материала было затем установлено на катушке и подавалось через пресс-форму с намоткой на второй катушке. По мере того, как каждая выштампованная этикетка позиционировалась в пресс-форме, предварительная полимерная заготовка бутылки из полиэтилентерефталата растягивалась выдуванием в пресс-форме до вступления в контакт с этикеткой, как описано выше. Снабженная этикеткой выдутая бутылка затем удалялась из пресс-формы с этикеткой, прикрепленной к ней, оставляя остаток этикеточной ленты (скелетное полотно) на месте/в пресс-форме. Вторая катушка затем перематывалась вперед, чтобы доставить в пресс-форму новую выштампованную этикетку, и процесс повторялся.
Пример 2 - Процесс смывания
Изделия с нанесенными этикетками различных типов были испытаны для того, чтобы увидеть, сколько времени потребуется для удаления этикетки с изделия в процессе смывания в соответствии с настоящим изобретением.
i) Изделие из полиэтилентерефталата, снабженное этикетками WPA (белая пленка) или CPA (прозрачная пленка), при температуре отмывки 80°C
Снабженное этикеткой изделие, копирующее присоединение этикетки, соответствующее тому, которое осуществлялось в процессе маркировки в пресс-форме Примера 1, было сформировано термосваркой этикетки к подложке из полиэтилентерефталата при температуре либо 70°C, либо 90°C, и при давлении 40 psi в течение 2 секунд. Этикетка представляла собой стандартную полипропиленовую этикеточную пленку, которая была либо белой, либо прозрачной, покрытую клейким слоем из сополимера этилена и винилацетата (EVA). Использованные этикеточные пленки производятся компанией Innovia Films Limited под обозначениями WPA (белая пленка) и CPA (прозрачная пленка).
Маркированное изделие было помещено в промывочную ванну, содержащую 2%-ный водный раствор гидроокиси натрия при температуре 80ºC, и перемешано мешалкой. Время, затраченное на полное удаление этикетки с изделия, регистрировалось, и результаты показаны в Таблице 1 ниже.
По результатам можно заметить, что в каждом эксперименте этикетка была удалена с изделия в пределах 10 минут нахождения в промывочной текучей среде.
ii) Изделие из полиэтилентерефталата, снабженное этикетками WPA (белая пленка) или CPA (прозрачная пленка), при температуре промывки 60°C, 70°C или 80°C
Снабженное этикеткой изделие, копирующее присоединение этикетки, соответствующее тому, которое осуществлялось в процессе нанесения этикетки в пресс-форме Примера 1, было сформировано термосваркой этикетки к подложке из полиэтилентерефталата при температуре 90°C и при давлении 40 psi в течение 2 секунд. Этикетка представляла собой стандартную этикеточную пленку WPA или CPA (как описано выше), покрытую клейким слоем из сополимера этилена и винилацетата (EVA).
Снабженное этикеткой изделие было помещено в промывочную ванну, содержащую 2%-ный водный раствор гидроокиси натрия при температуре 60°C, 70°C или 80°C, с перемешиванием от мешалки. Время, затраченное на полное удаление этикетки с изделия, регистрировалось, и результаты показаны в Таблице 2 ниже.
iii) Изделие из полиэтилентерефталата, маркированное этикетками из полипропилена, полиэтилена низкого давления, полиэтилентерефталата, полимолочной кислоты или на основе целлюлозы
Снабженное этикеткой изделие, копирующее присоединение этикетки, соответствующее тому, которое осуществлялось в процессе нанесения этикетки в пресс-форме Примера 1, было сформировано термосваркой этикетки к подложке из полиэтилентерефталата при температуре 90°C и при давлении 40 psi в течение 2 секунд. Этикетка представляла собой пленочную подложку из полипропилена, полиэтилена низкого давления, полиэтилентерефталата, полимолочной кислоты или на основе целлюлозы, покрытую клейким слоем из сополимера этилена и винилацетата (EVA) плотностью приблизительно 2 г·м-2.
Снабженное этикеткой изделие было измельчено на кусочки размером примерно 1 см2 каждый и помещено в промывочную ванну, содержащую 2%-ный водный раствор гидроокиси натрия при температуре 80ºC, с перемешиванием от мешалки. Каждое испытание было повторено дважды, и время, затраченное на полное удаление этикетки с изделия, было зарегистрировано. Результаты показаны в Таблице 3 ниже.
Опять же, по результатам можно заметить, что промывочный процесс удаляет этикетки эффективно - во всех экспериментах время, потраченное на удаление, составило не более 10 минут.
Реферат
Изобретение относится к способу нанесения этикеток в пресс-форме, способу изготовления снабженного нанесенной в пресс-форме этикеткой изделия, изделию и к пресс-форме для изготовления такого изделия. Техническим результатом изобретения является повышение производительности и исключение использования сложного оборудования. Технический результат достигается способом нанесения этикетки в пресс-форме для изготовления снабженного этикеткой изделия. Способ включает в себя стадии подачи полотна этикеточного материала в пресс-форму и формование изделия в пресс-форме таким образом, что формуемое изделие входит в контакт и прочно приклеивается к этикетке, находящейся на полотне этикеточного материала. Затем проводят отсоединение приклеенной этикетки от полотна этикеточного материала и удаление сформованного и снабженного этикеткой изделия из пресс-формы. 4 н. и 9 з.п. ф-лы, 14 ил., 3 табл.
Формула
- подача полотна этикеточного материала в пресс-форму;
- формование изделия в пресс-форме таким образом, что формуемое изделие входит в контакт и прочно прикрепляется к этикетке полотна этикеточного материала;
- отсоединение прикрепленной этикетки от полотна этикеточного материала; и
- удаление сформованного и снабженного этикеткой изделия из пресс-формы.
оставшаяся часть полотна этикеточного материала обеспечивается в форме непрерывного остаточного полотна, включающего в себя по меньшей мере одно отверстие, соответствующее месту, с которого этикетка отсоединяется во время процесса; и/или
отсоединение приклеенной этикетки от полотна этикеточного материала производится без помощи режущего инструмента; и/или
полотно этикеточного материала снабжено по меньшей мере одной ослабленной областью для облегчения отсоединения от него этикетки; и/или
полотно этикеточного материала включает в себя этикетку, присоединенную к полотну этикеточного материала посредством одного или более микродержателей.
в котором, опционально, пленка представляет собой пленку из полиолефина, выбранного из полиэтилена, полипропилена, их смеси и/или других известных полиолефинов; или
в котором, опционально, пленка представляет собой биополимерную пленку, пленку из полиэстера, пленку из полиамида или ацетатную пленку.
Опционально, в котором клейкий слой включает в себя сополимер этилена и винилацетата.
в котором, опционально, этикетка включает в себя по меньшей мере одну поверхность, и при этом поверхность, противоположная отпечатку на этикетке, ламинирована термолаком, который является, опционально, обратимым термолаком, выполненным с возможностью свариваться при температурах выше 50°С, опционально, выше 60°С и, опционально, выше 65°С.
в котором, опционально, тепло и давление выдувного изделия, прикладываемые к этикетке, заставляют этикетку прочно прикрепляться к изделию; и/или
в котором, опционально, температура выдуваемого изделия такова, что она активирует клейкий слой без разложения подложки этикетки.
в котором стадия отсоединения приклеенной этикетки от полотна этикеточного материала производится путем удаления сформированного и снабженного этикеткой изделия из пресс-формы или путем действия стадии формования; и/или
в котором изделие изготавливается из полимерного материала, при этом, опционально:
полимерный материал выбирается из полиолефинов, таких как полипропилен или полиэтилен; поливинилгалогенидов, таких как поливинилхлорид; полиэстеров, таких как полиэтилентерефталат, полиэтиленнафталат, полиэтиленфураноат, TritanRTM или полимолочная кислота; полистиролов; полиамидов; поливинилацетатов; или поликарбонатов; и/или
изделие изготавливается из полиэтилентерефталата; и/или
когда приклеенная этикетка отсоединяется от полотна этикеточного материала и сформированное и снабженное этикеткой изделие удаляется из пресс-формы, вторая этикетка подается в пресс-форму и второе изделие снабжается этикеткой в соответствии со способом по п. 1; и/или
процесс может протекать непрерывно.
- помещение пленочной этикетки, прикрепленной к полотну этикеточного материала, в пресс-форму для литья под давлением, термоформования или выдувного формования;
- удержание полотна этикеточного материала в заданном положении;
- впрыскивание полимерного расплава, или термоформование, или выдувание предварительной полимерной заготовки в упомянутой пресс-форме так, чтобы связать формуемое изделие с этикеткой; и
- удаление изделия из пресс-формы,
причем этикетку отсоединяют от полотна этикеточного материала во время или после связывания с этикеткой впрыснутого расплава или термоформуемой или выдуваемой предварительной полимерной заготовки.
путь формируется щелью или туннелем, предусмотренными в пресс-форме; и/или
в котором путь соответствует плоскости, пересекающей пресс-форму таким образом, что противоположные боковые края пути проходят внутри пресс-формы, причем плоскость предпочтительно является плоской или искривленной в одном или в двух направлениях, и в котором форма и/или размер этикетки могут соответствовать области, определяемой пересечением между путем и полостью пресс-формы.
в котором пресс-форма включает в себя стенку пресс-формы и этикетка полотна этикеточного материала позиционируется на некотором расстоянии от стенки пресс-формы; и/или
в котором пресс-форма включает в себя стенку пресс-формы и в котором этикетка деформируется при ее прижатии к стенке пресс-формы, производя одно из выпуклого рельефа, непропечаток, вогнутых и выпуклых структур этикетки; и/или
в котором между этикеткой и полотном этикеточного материала обеспечивается зазор величиной от 0,01 мм до 1,5 мм, опционально от 0,1 мм до 1 мм и опционально от 0,3 мм до 0,8 мм, при этом зазор опционально пересекается множеством обособленно расположенных соединительных элементов, опционально, в форме микродержателей; и/или
в котором полотно этикеточного материала сматывается на первой стороне пресс-формы и наматывается на второй стороне пресс-формы; и/или
в котором полотно этикеточного материала снабжено отметками положения; и/или
в котором пресс-форма определяет полость и полотно этикеточного материала подается через множество полостей, расположенных одна за другой; и/или
в котором несколько полотен этикеточного материала подаются в пресс-форму так, чтобы две или более этикетки были присоединены к изделию одновременно.
в которой первое и второе внутренние отверстия связаны посредством одной или двух канавок внутри и/или проходящих вдоль поверхности полости пресс-формы; и/или в которой область между первым и вторым внутренними отверстиями по существу соответствует размеру этикетки, наносимой на изделие в соответствии с процессом нанесения этикетки в пресс-форме; и/или
в которой щель или туннель определяет зазор, по существу соответствующий ширине и толщине полотна этикеточного материала, подаваемого через щель или туннель; и/или
в которой щель или туннель определяет плоский или криволинейный путь; и/или
в которой пресс-форма включает в себя выемку для того, чтобы сформировать выступ или выпуклость на изделии, на который наносится этикетка во время процесса нанесения этикетки в пресс-форме, при этом, опционально, щель или туннель пересекает выемку в плоскости, по существу параллельной поверхности дна выемки.
Комментарии