Способ подготовки колесной шины к утилизации - RU2176952C1
Код документа: RU2176952C1
Чертежи



Описание
Изобретение относится к утилизации отработавших колесных шин, например автомобильных, и может быть использовано для извлечения металлических колец из бортов шины.
Уровень техники
Одной из основных проблем утилизации отработавших колесных шин, является отделение резины от металла, содержащегося в бортах шины, для дальнейшей раздельной переработки резины и металла.
Борта шины представляют собой жесткие части покрышки или бескамерной шины, служащие для крепления шины на ободе колеса. Жесткость борта обеспечивается металлическим кольцом, выполненным из стальной проволоки, которое фиксируются в круговом канале внутри борта с помощью элементов крепления: наполнительного шнура, текстильной обертки и усилительных ленточек. Для этого металлическое кольцо совместно с наполнительным шнуром, выполняемым из твердой профилированной резины, обматывают тонкой текстильной прорезиненной оберткой и усилительными ленточками [1].
Известен способ подготовки к утилизации отработанных колесных шин, по которому перед переработкой шин от них отрезают борта, содержащие металлические кольца [2].
Недостаток этого способа - неполнота утилизации, т.к. металл и резина бортов остаются неутилизированными.
Известен способ подготовки к утилизации отработанных колесных шин, по которому содержащиеся в бортах металлические кольца, захватывают и механически вырывают из бортов для дальнейшей утилизации металла [3].
Недостаток способа [3] - при выдергивании из бортов металлические кольца рвутся и их части остаются в бортах, а в тех случаях, когда кольца удается вырвать целиком, они часто вырываются вместе с кусками бортового материала.
Известен выбранный в качестве прототипа способ подготовки колесной шины к утилизации, включающий электрический нагрев и удаление бортовых металлических колец [4, пп. 4-6]. Согласно прототипу шину помещают в защитную камеру и удаляют из шины все металлические элементы (металлокорд и бортовые металлические кольца) путем их быстрого электрического нагрева. В результате быстрого нагрева металлических элементов протекающим по ним током происходит взрыв металла с разрушением шины и образованием металлического порошка. Металлический порошок с примесями резиновой крошки оседает в защитной камере.
Недостаток прототипа - большие энергетические затраты и трудность дальнейшей утилизации получаемых металлосодержащих отходов.
Большие энергетические затраты при подготовке шины к утилизации по способу-прототипу связаны с тем, что согласно [4] для эффективного дробления металлокорда необходим ток, плотность которого превышает 10000 А/мм2, а для взрывного разрушения прочной монолитной стальной проволоки бортовых колец требуемая плотность тока еще выше. Поэтому в [4] предусматривается в качестве основного варианта реализации изобретения вариант с предварительной обрезкой бортов шины от утилизируемой шины (т.е. ее частичная утилизация).
Трудность дальнейшей утилизации металлосодержащих отходов, получаемых при практической реализации способа [4], связана, с тем, что по мере разрушения металлического кольца выделяемая в нем мощность электрического нагрева уменьшается и неравномерно распределяется между продуктами разрушения, а в случае нагревания металлического кольца протекающим по нему током нагрев прекращается одновременно с разрывом кольца в каком-либо одном месте. В результате часть металла превращается в практически непригодную для утилизации пыль, смешанную с резиновой крошкой, а другая часть - в относительно крупные частицы проволоки, покрытые спекшейся с ними трудноотделимой от металла резиной.
Задача изобретения - создание способа подготовки колесной шины к утилизации, обеспечивающего при умеренных энергетических затратах надежное разделение резины и металла.
Сущность
изобретения
Предметом
изобретения является способ подготовки колесной шины к утилизации, включающий электрический нагрев и удаление бортовых металлических колец, отличающийся, согласно
изобретению, тем, что электрический
нагрев производят до разрушения элементов крепления колец в борту шины, а удаление колец осуществляют механическим путем.
Это позволяет при умеренных энергетических затратах получить пригодные для дальнейшей утилизации вулканизированную массу (резину), не содержащую металла, и металлические отходы, не содержащие примесей резины.
Изобретение имеет развитие, состоящее в том, что электрический нагрев бортовых металлических колец осуществляют индукторным методом.
Это обеспечивает бесконтактный нагрев металла колец и позволяет нагревать поврежденные металлические кольца, имеющие разрывы.
Изобретение имеет развитие, состоящее в том, что бортовые металлические кольца удаляют выдавливанием.
Это позволяет избежать разрывов кольца в процессе его извлечения.
Изобретение имеет развитие, состоящее в том, что перед выдавливанием надрезают борт шины по окружности металлического кольца с той стороны, в которую кольцо выдавливают.
Это позволяет уменьшить усилие выдавливания и улучшить разделяемость металла и резины.
Изобретение имеет развитие, состоящее в том, что перед удалением бортовых металлических колец отрезают борта от остальной части шины.
Это позволяет упростить выполнение последующих операций по извлечению бортового металлического кольца.
Изобретение имеет развитие, состоящее в том, что борта отрезают перед электрическим нагревом колец.
Это позволяет упростить выполнение последующих операций по нагреву и извлечению бортового металлического кольца.
Изобретение имеет развитие, состоящие в том, что электрический нагрев бортового металлического кольца совмещают с надрезкой борта.
Это позволяет сократить число технологических операций и упростить оснастку.
Перечень и краткое описание
фигур
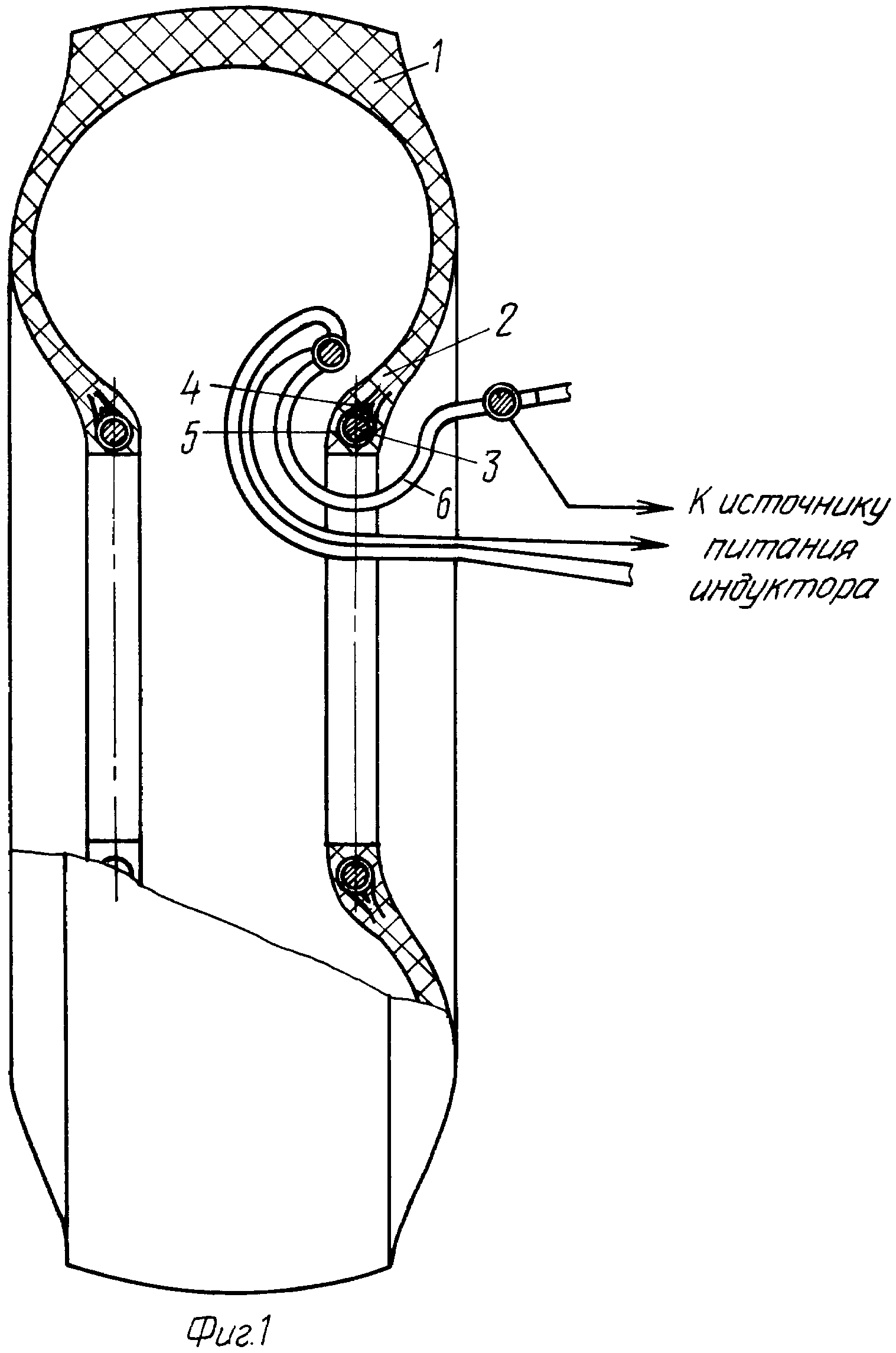
Фиг. 1 иллюстрирует
осуществление индукторного нагрева металла бортового кольца.
Фиг. 2 иллюстрирует осуществление резистивного нагрева металла с контактным подводом тока к бортовым кольцам.
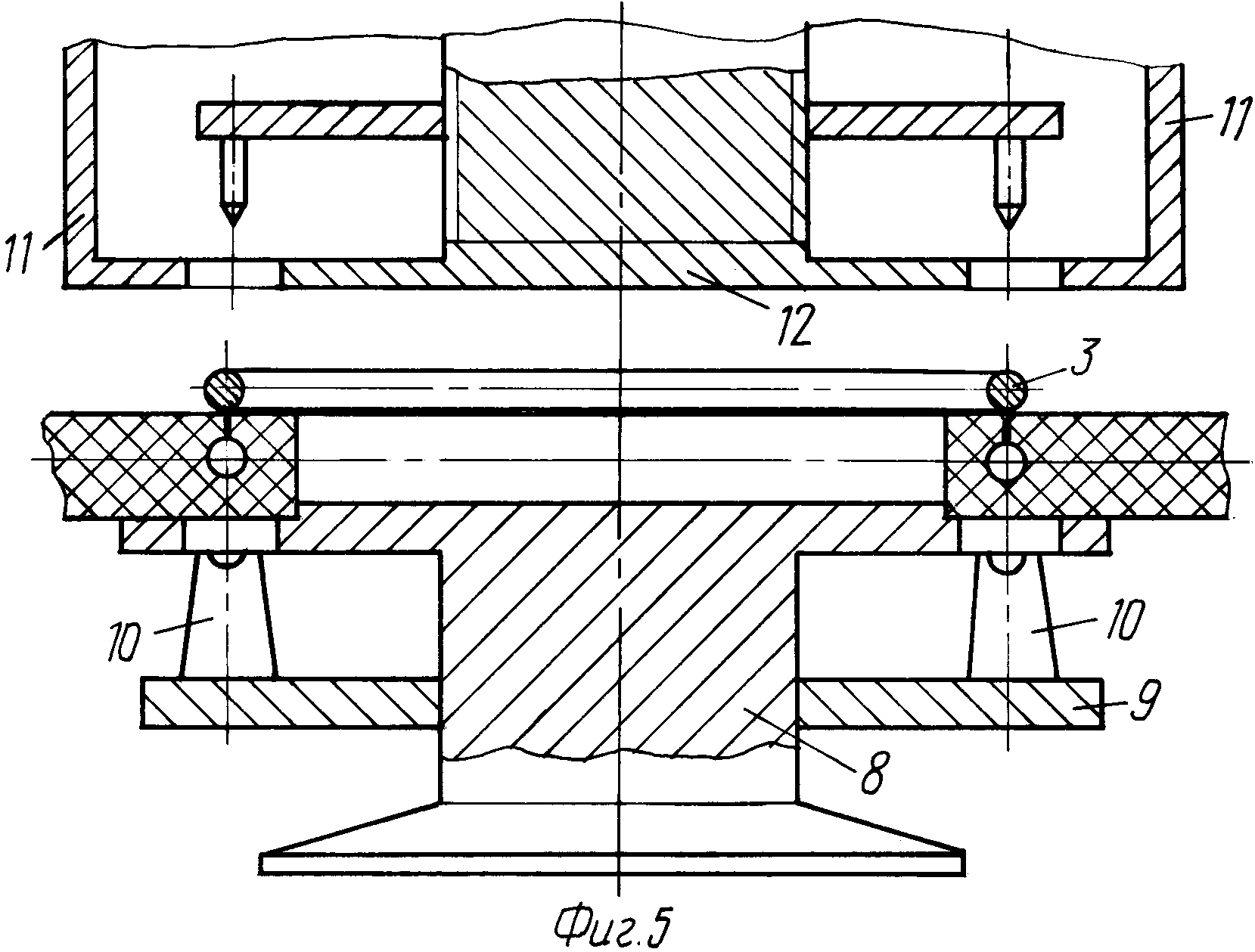
Фиг. 3, 4 и 5 иллюстрируют процесс механического удаления кольца из борта путем выдавливания с помощью предназначенного для этой цели специализированного устройства: фиг. 3 - выполнение надреза перед выдавливанием, фиг. 4 - выдавливание бортового кольца, фиг. 5 - освобождение борта после выдавливания кольца.
На фигурах представлены:
1 - утилизируемая шина
(или покрышка);
2 - борта шины;
3 - бортовые металлические кольца;
4 - наполнительный резиновый шнур;
5 - текстильная обертка;
6 - индуктор (с
водоохлаждаемым рабочим витком);
7 - токоподводящие контакты (щупы);
8 - рабочий стол (на станине);
9 - план-шайба;
10 - выталкиватели;
11 - прижимы;
12 - муфта;
13 - рама;
14 - ножи.
Осуществление изобретения с учетом его развитий.
Предлагаемый способ осуществляют следующим образом.
Подготавливаемая к утилизации шина 1 имеет борта 2, в которых находятся бортовые металлические кольца 3, фиксированные с помощью наполнительного резинового шнура 4, обертки 5 и усилительных ленточек (на фигурах не видны).
Возможны две разновидности процесса: с предварительным отрезанием бортов 2 от шины 1 или с нагреванием колец 3 в составе шины 1.
В обоих случаях бортовые металлические кольца 3 нагревают электрическим током до разрушения элементов крепления кольца, к которым относятся шнур 4, обертка 5 и усилительные ленточки, не показанные на чертежах.
Как показано на фиг. 1 для электрического индуктивного нагрева колец 3 в металле колец наводят вихревые токи с помощью индуктора 6, который питается током высокой частоты. Вращая шину 1 (или отрезанный от нее борт 2) или перемещая индуктор 6 по окружности борта 2 с кольцом 3, обеспечивают последовательный прогрев всего кольца 3. Индуктор 6 для нагрева колец 3 может быть выполнен, например, как описано в [5].
Для электрического резистивного нагрева металла колец 3 к ним подводят ток через контакты 7, которыми протыкают борта 2, как показано на фиг. 2. В этом случае металл кольца нагревается протекающим током за счет джоулевого тепла.
При нагревании металла бортового кольцу до температуры 200-350oС (в зависимости от типа или разновидности шины) обгорают и разрушаются примыкающие к нагретой части кольца элементы его крепления: тонкая текстильная прорезиненная обертка 4, усилительные ленточки и, частично, наполнительный резиновый шнур 5. Поскольку температура разрушения (деструкции) металлического кольца 3 существенно превышает температуру разрушения фиксирующих элементов, кольцо 3 после операции нагрева освобождается от жесткой связи с бортами 2, но сохраняется целым и в дальнейшем легко извлекается из борта механическим путем.
Утилизируемая шина или отделенный от нее борт 2, содержащий металлическое кольцо 3, освобожденное в результате описанной выше операции нагрева, укладывают на стол 8 и фиксируют прижимами 11 и муфтой 12.
Перед выдавливанием может выполняться надрез борта 2 по окружности металлического кольца 3 с той стороны, в которую кольцо 3 выдавливают. Надрезание борта 2 осуществляется (см. фиг. 3) закрепленными на раме 13 ножами 14. Для выполнения надреза рама 13 одновременно совершает вращение вокруг муфты 12 и перемещение вниз до касания ножами 14 кольца 3 в борту 2. После этого рама 13 возвращается в верхнее положение (см. фиг. 4).
Электрический нагрев кольца 3 и надрезка борта 2 могут быть совмещены, например, путем подвода электрического тока к ножам 14, которые в этом случае должны быть электрически изолированы.
Выдавливание осуществляется следующим образом. План-шайба 9 с установленными на ней выталкивателями 10 поднимается вверх по станине стола 8 и выталкивает из борта 2 кольцо 3 вверх в свободное пространство между прижимами 11 и муфтой 12. Выталкиватели 10 расположены по окружности кольца 3, как показано на фиг. 4.
Кольцо 3, вытолкнутое из борта 2, оказывается на его поверхности (см. фиг. 5). После поднятия прижимов 11 и муфты 12 металлическое кольцо 3 свободно удаляется и может утилизироваться в качестве обычного металлолома. Шина или ее борт 2, освобожденные от металла, также снимаются со стола 8 и направляются на дальнейшую переработку.
Источники информации
1. В. И. Кноров, Е.В.
Кленников. Шины и колеса. М.,
"Машиностроение", 1975, стр. 7 и 21.
2. Патент Германии N 2548491, МПК 6 B 29 H 19/02, 1979 г.
3. Патент Германии N 2348097, МПК 6 B 29 H 19/02, 1976 г.
4. Патент РФ N 2050287, МПК 6 B 26 F 3/06, 1995 г.
5. Патент РФ N 2080745, МПК 6 H 05 B 6/40, 1995 г.
Реферат
Изобретение относится к утилизации отработавших колесных шин, например автомобильных, и может быть использовано для извлечения металлических колец из бортов шины. Производят электрический нагрев бортовых металлических колец до разрушения элементов крепления колец в борту шины. Затем кольца удаляют механическим путем. Электрический нагрев может быть осуществлен индукторным методом, а кольца могут быть удалены выдавливанием. Перед выдавливанием борт шины надрезают по окружности металлического кольца с той стороны, в которую кольцо выдавливают. Электрический нагрев кольца может быть совмещен с надрезкой борта. В результате обеспечивается возможность при умеренных энергетических затратах получить пригодные для дальнейшей утилизации вулканизированную массу, не содержащую металла, и металлические отходы, не содержащие примесей резины. 6 з.п. ф-лы, 5 ил.
Комментарии