Способ и устройство для послойного получения трехмерного объекта из порошкообразного материала - RU2449891C2
Код документа: RU2449891C2
Чертежи
Описание
Изобретение относится к способу и устройству для послойного получения трехмерного объекта из порошкообразного материала. В частности, изобретение относится к способу селективного лазерного спекания, кратко называемого далее "способом лазерного спекания", и к устройству лазерного спекания, с которыми без больших затрат и экологически безопасно можно получить трехмерный объект из синтетического порошка, предпочтительно из полиамида.
Способ и устройство для лазерного спекания согласно ограничительной части пункта 1, соответственно пункта 9 формулы изобретения, известны, например, из документа DE 101 05 504 A1. В этом способе применяется, в частности, синтетический порошок, как, например, полиамид. При этом особенно хорошо подходит полиамид 12 с температурой плавления 185-189°C, энтальпией плавления 112±17 кДж/моль и температурой затвердевания 138-143°C, какой описан в документе EP 0911142. Порошок имеет средний размер зерна 50-150 мкм.
В известных способах для процесса конструирования используется каждый раз определенное количество старого порошка, т.е. порошка, который остался лишним как неспеченный порошок после одного или нескольких прежних процессов конструирования.
Из-за нахождения в технологической камере при получении трехмерного объекта незатвердевший порошок повреждается термически и/или термоокислительно и имеет поэтому другие свойства материала и тем самым другие параметры обработки, чем новый порошок. Поэтому без опасности для процесса конструирования и качества детали его можно добавлять в новый порошок только в определенной доле. Так называемая степень обновления является отношением нового порошка к старому в порошке, использующемся в процессе конструирования. Это отношение должно быть по возможности меньше, так как в таком случае можно сэкономить на расходах на новый порошок.
В документе DE 10105504A1 предлагается предварительно обрабатывать перед отверждением старый порошок или смесь старого и нового порошка путем ожижения, чтобы снизить действие обусловленных старением повреждений и чтобы тем самым можно было примешивать больше старого порошка. Однако предварительной обработкой ожижением нельзя устранить все обусловленные старением повреждения порошка. В частности, слишком высокая доля старого порошка обусловливает неудовлетворительное качество поверхности внешних стенок детали из-за так называемых вмятин, которые также называются "следами утяжины" или "апельсиновой коркой".
Из документов WO 2005/097475 и DE 10 2004 047876 A1 известны способ лазерного спекания и спеченный лазером порошок, где проблему вмятин снижают тем, что применяется определенный материал, который, если он используется в качестве старого порошка, имеет повышенную стабильность в процессе лазерного спекания и тем самым меньше обусловленных старением повреждений. Например, порошок согласно DE 10 2004 047876 A1 отличается тем, что он содержит смесь полиамида и/или сополиамида с регулированным содержанием двухосновных кислот и диамина. Однако оператор в таком случае вынужден использовать этот специальный порошок, который, в свою очередь, имеет другие свойства, чем обычно применявшийся до сих пор порошок, и, возможно, удовлетворяет не всем требованиями.
Кроме того, из DE 10 2006 023484.7 известно об устранении проблемы вмятин тем, что порошкообразный конструкционный материал перед нанесением слоя механически уплотняют. Это требует наличия специальной установки нанесения покрытий.
Из документа US 2004/0138344 A1 известно о повышении температуры плавления и энтальпии плавления полиамида путем приведения полиамида в контакт с водой или водяным паром. Благодаря этому определенные полиамиды можно сделать подходящими для лазерного спекания.
Задачей изобретения является создание способа и устройства для получения трехмерного объекта, в частности способ лазерного спекания и устройство лазерного спекания, с которыми можно уменьшить степень обновления и тем самым снизить издержки способа, а также повысить экологическую безопасность.
Эта задача решена способом по пункту 1 и устройством по пункту 9 формулы изобретения. Усовершенствования изобретения указаны в зависимых пунктах.
Способ по пункту 1 имеет то преимущество, что для лазерного спекания можно применять обычный синтетический порошок, как, например, описанный выше полиамид 12, известный из EP 0911142, свойства которого достаточно известны.
Способ может проводиться с обычными установками спекания синтетического материала. Обработку старого порошка можно проводить в отдельном резервуаре в месте нахождения установки лазерного спекания или в центральной системе рециклинга. Таким образом, не требуется никакого дорогостоящего дооборудования имеющихся установок. Отдельный резервуар для обработки старого порошка можно также использовать как вспомогательное устройство для уже имеющейся установки лазерного спекания.
Обработка старого порошка является недорогой и экологически безвредной, так как никаких особых химикатов не используется. Таким образом, способом согласно изобретению можно повысить экологическую безвредность способа лазерного спекания, так как в отходы совсем не попадает или попадает очень мало старого порошка, больше непригодного к применению.
Обработка старого порошка является более дешевой, чем получение нового порошка, и также является рентабельной из-за меньших количеств порошка. Тем самым, можно снизить расходы на процесс лазерного спекания.
Следующие отличительные признаки и целесообразность изобретения выявляются из описания одного примера осуществления посредством следующих фигур.
Фиг.1 показывает схематическое изображение одной формы осуществления изобретения на примере устройства лазерного спекания.
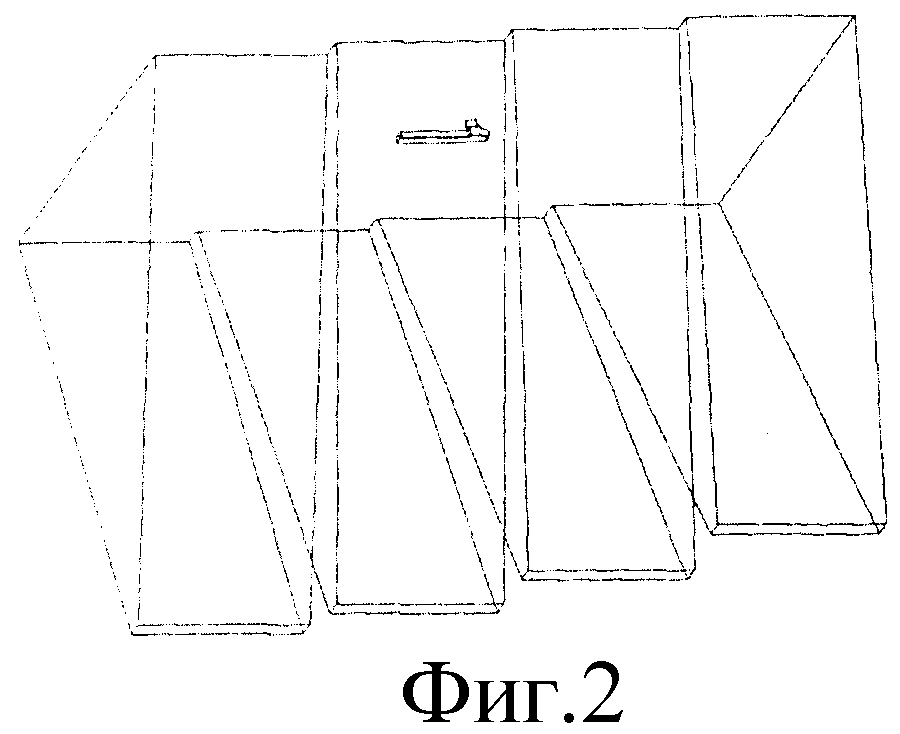
Фиг.2 показывает геометрию испытания детали, которая должна быть подвергнута лазерному спеканию.
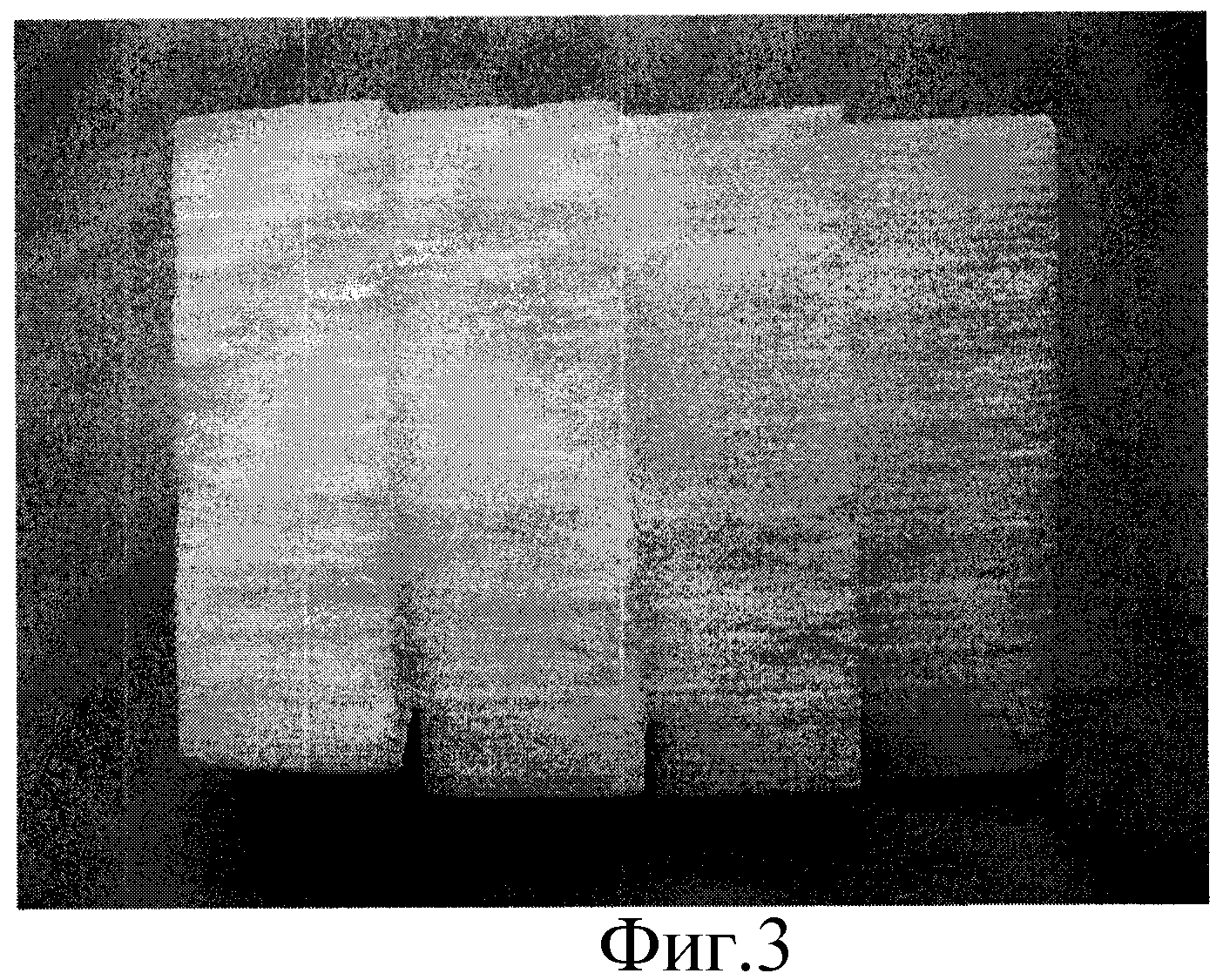
Фиг.3 показывает спеченную лазером деталь, полученную из 100% старого порошка.
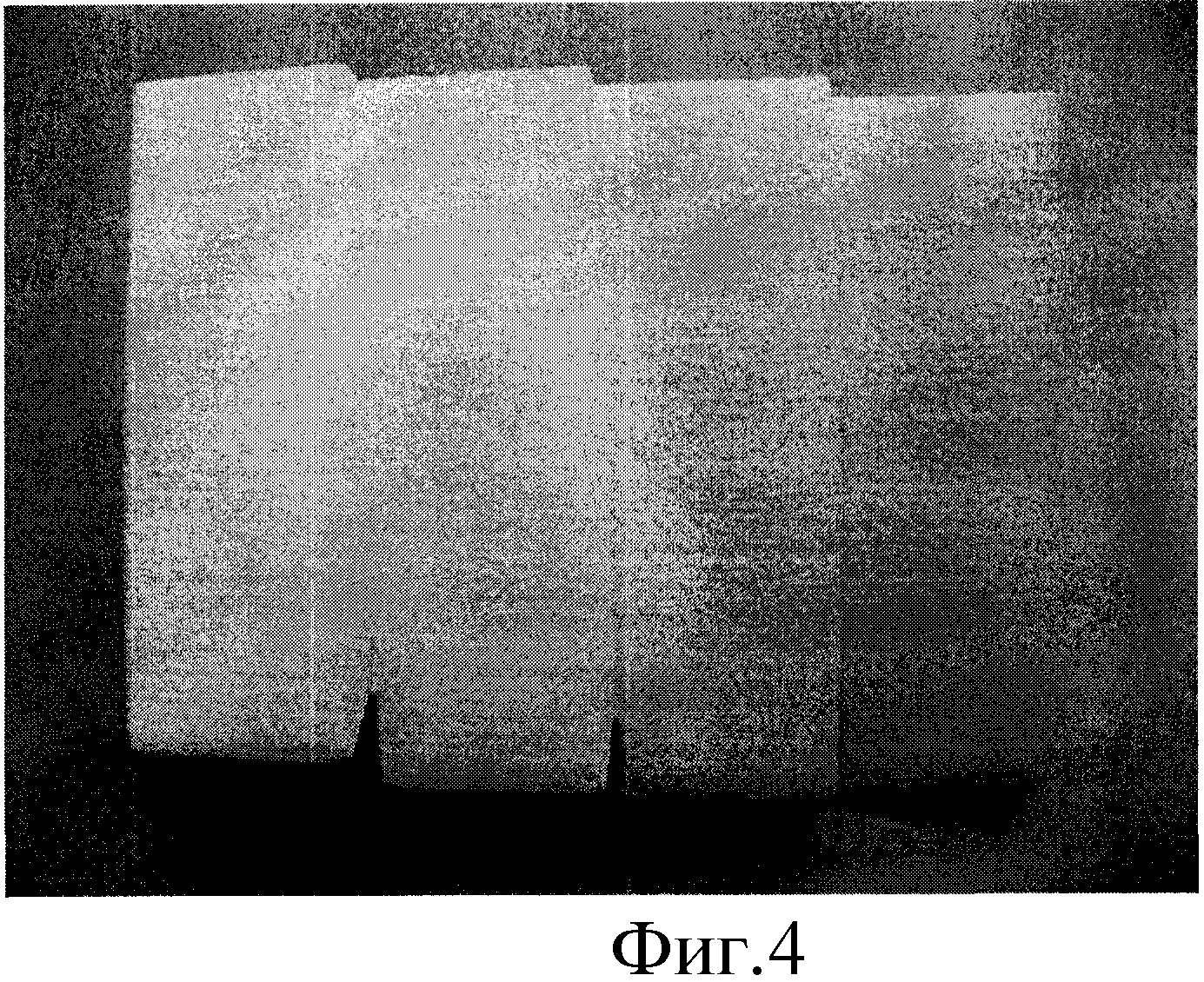
Фиг.4 показывает спеченную лазером деталь, которая больше не имеет вмятин и которая была получена способом согласно изобретению из рециклового старого порошка.
Показанное на Фиг.1 устройство лазерного спекания содержит, снизу вверх, открытый резервуар 1 с подставкой 2, которая может перемещаться в нем в вертикальном направлении и которая удерживает создаваемый объект 3 и задает рабочую площадку. Подставка 2 устанавливается в вертикальном направлении таким образом, чтобы каждый отверждаемый слой объекта лежал в рабочей плоскости 4. Кроме того, предусмотрена установка 5 нанесения покрытий для нанесения порошкообразного конструкционного материала 3a, отверждаемого электромагнитным излучением. Конструкционный материал 3a подается к установке 5 для нанесения покрытий из сборника 6. Далее устройство содержит лазер 7, создающий лазерный луч 7a, который отклоняется отклоняющим устройством 8 на вводное окно 9 и от него пропускается в технологическую камеру 10 и фокусируется в определенной точке рабочей плоскости 4.
Кроме того, предусмотрен блок управления 11, посредством которого происходит координированное управление компонентами устройства для осуществления процесса конструирования.
Далее в технологической камере 10 предусмотрено устройство 12 обработки незатвердевшего старого порошка. Это устройство содержит (не показан) генератор водяного пара, нагревательное устройство для доведения водяного пара до заданной температуры и сушильное устройство. Устройство 12 обработки старого порошка может представлять собой, например, автоклав. Сушильным устройством может быть, например, вентилятор подогретого воздуха. Далее устройство обработки старого порошка содержит блок управления (не показан) для регулирования температуры и длительности обработки.
Устройство 12 обработки старого порошка может, факультативно, быть соединено с технологической камерой и сборником через систему подачи (не показана). Тем самым можно отсасывать незатвердевший старый порошок и после обработки снова подавать в сборник. Факультативно устройство 12 обработки старого порошка соединено только со сборником, так что старый порошок после отделения от объекта подводится вместе с окружающим незатвердевшим материалом. В следующей модификации устройство 12 обработки старого порошка может быть также встроено в сборник.
Факультативно после операции проводится дополнительная обработка старого порошка в открытом резервуаре (1) вместе с деталью. При этом весь открытый резервуар (съемные рамы) извлекается из установки лазерного спекания и в устройстве 12 подвергается процессу дополнительной обработки.
В следующей модификации устройство 12 обработки старого порошка предусмотрено в удаленном месте, и старый порошок можно транспортировать туда, а также после обработки снова возвращать на установку лазерного спекания.
Далее будет описан способ согласно изобретению. В качестве порошка предпочтительно применяется полиамид 12, какой описан в EP 0911142. Порошок обычно имеет размер зерна от примерно 50 мкм до примерно 150 мкм. Порошок может содержать добавки, такие как добавки, улучшающие сыпучесть, красящие пигменты, наполнители, огнезащитные средства или другие добавки.
Порошок 3a из сборника 6 слой за слоем наносят на подставку или на затвердевший ранее слой и отверждают лазером на местах, соответствующих сечению объекта в каждом слое. После получения объекта неспеченный порошок 3a', окружающий объект, проводится на устройство 12 обработки старого порошка. Там он обрабатывается водяным паром от примерно 1 до примерно 48 часов при температурах от по меньшей мере 130°C и до температуры максимум на 10°C ниже температуры плавления порошка. Для полиамида 12 и полиамида 11 обработка предпочтительно проводится при температуре от примерно 130°C до примерно 170°C. Затем он сушится в сушильном шкафу, являющемся составной частью устройства 12. При этом температура сушки лежит ниже 100°C, предпочтительно составляет 50-70°C. Длительность и температура обработки зависят от того, какой возраст уже имеет старый порошок. Чем старее порошок, если он при необходимости уже использовался до этого несколько раз в процессе получения, тем дольше он должен обрабатываться. Восстановление можно ускорить повышением температуры. Однако требуется, чтобы температура лежала ниже температуры плавления, чтобы предотвратить слипание зерен порошка.
В результате старения в процессе лазерного спекания происходит повышение молекулярной массы полиамида из-за дополнительной конденсации. Подаваемый на устройство 12 обработки старый порошок 3a' имеет заметно более высокий молекулярный вес, чем новый порошок. Молекулярный вес старого порошка повышается в зависимости от возраста и температурной нагрузки. Например, старый порошок согласно изобретению перед обработкой имеет молекулярный вес Mn (среднечисленный) более 20000 г/моль, предпочтительно 21000-100000 г/моль, особенно предпочтительно 22000-50000 и в высшей степени предпочтительно 25000-35000, и Mw (средневесовой) более 40000 г/моль, предпочтительно 45000-200000, особенно предпочтительно 50000-150000 и в высшей степени предпочтительно 60000-100000. После обработки рецикловый порошок имеет молекулярный вес, который по меньшей мере на 5%, предпочтительно на 10-70% и особенно предпочтительно на 20-50%, ниже молекулярного веса старого порошка. Рецикловый порошок имеет Mn (среднечисленный) менее 40000 г/моль, предпочтительно 15000-30000 г/моль, особенно предпочтительно 17000-25000 и в высшей степени предпочтительно 19000-21000, и Mw (средневесовой) менее 100000 г/моль, предпочтительно 35000-70000, особенно предпочтительно 37000-50000 и в высшей степени предпочтительно 38000-45000.
В результате старения в процессе лазерного спекания равновесие между карбоксильными концевыми группами и концевыми аминогруппами полиамида 12 может сдвинуться в направлении избытка любой из концевых групп, предпочтительно карбоксильных концевых групп. Подаваемый на устройство 12 обработки старый порошок 3a' предпочтительно имеет избыток концевых групп, предпочтительно карбоксильных концевых групп, от по меньшей мере 4:1 до максимум 200:1. В зависимости от возраста порошка избыток может составлять 4:1, 5:1 и т.д., 100:1 и до 200:1. В результате обработки избыток концевых групп предпочтительно снижается. Особенно предпочтительно устанавливается избыток концевых групп, предпочтительно карбоксильных концевых групп, от примерно 2:1 до 3:1.
В одном частном примере осуществления используется порошок, выпускаемый в продажу фирмой EOS GmbH Electro Optical Systems под торговым названием Primepart, который соответствует порошку, описанному в EP 0911142, а также содержит дополнительные добавки. Новый порошок, еще не использовавшийся в процессе лазерного спекания, имеет типично следующие параметры: молекулярная масса (среднечисленная) Mn=19600 г/моль, молекулярная масса (средневесовая) Mw=42500 (г/моль). После процесса спекания старый порошок имеет следующие параметры: Mn=27200 г/моль, Mw=85600 г/моль. Этот старый порошок в устройстве обработки обрабатывают разное время горячим паром при 140°C и затем сушат. После этого обработанный старый порошок имеет значения, указанные в таблице. В зависимости от длительности обработки можно снова установить молекулярный вес, как у нового порошка. Это не зависит от молекулярного веса нового порошка или старого порошка. Поэтому несущественно, взят ли старый порошок после одного цикла или нескольких циклов.
Данные были определены методом гель-проникающей хроматографии (ГПХ) в гексафторизопропаноле. Определение молекулярных масс проводилось автоматизированно по так называемому методу полос. При этом элюированный пик разделяют на несколько равноотстоящих объемных фракций, которые идентичны измерительной частоте. Затем путем калибровки элюированный объем переводят в молекулярные массы.
В качестве калибровочного эталона использовались полиметилметакрилаты (ПММА) с узким молекулярно-массовым распределением, растворенные в ГФИП. Точное выполнение и оценка специалисту известны.
Затем обработанный порошок используется для нового процесса лазерного спекания. Спеченные лазером (установка лазерного спекания EOS P380, параметры, например, механика, компромисс, поверхность) детали, сделанные из обработанного порошка Primepart, имеют заметно меньше или вообще не имеют вмятин по сравнению со старым порошком и в зависимости от положения на конструкционной площадке. Контроль склонности к образованию вмятин при лазерном спекании можно провести с помощью относительно простой геометрии испытания с помощью клиньев, которые имеют разные наклоны, по меньшей мере 15-30°, предпочтительно 0-50°. Причем 0° отождествляется с вертикальной поверхностью по оси z конструкционной камеры. Минимальные размеры клина составляли 45×25×30 мм (длина × ширина × высота). Типичная геометрия испытания показана на Фиг.2.
Фиг.3 показывает спеченную лазером деталь, которая была получена из 100%-ного старого полиамидного порошка. Заметно видны вмятины. Фиг.4 показывает спеченную лазером деталь такой же геометрии, но для которой порошок подвергался вышеописанной обработке. Вмятин не имеется.
При обработке старого порошка температура плавления или точка кристаллизации порошка остается почти постоянной или чуть снижается. Как правило, снижение составляет 0-5°C. Температуры плавления и кристаллизации порошка можно определить методом динамической дифференциальной калориметрии (ДДК или DSC) согласно DIN 53765.
Обработка может проводиться либо оператором установки лазерного спекания в самом устройстве 12 обработки, либо в центральном пункте, который имеет устройство 12 обработки и принимает старый порошок для рецикла.
Способ не ограничен применением полиамида 12. Могут использоваться как другие алифатические полиамиды, например полиамид 6, полиамид 11, полиамид 46, полиамид 66, полиамид 1010, полиамид 1012, полиамид 1212, так и их сополимеры и другие частично ароматические полиамиды, как, например, полиамид PA6T/6I, поли-м-ксилиленадипамид (PA MXD6), полиамид 6/6T, полиамид PA6T/66, PA4T/46. В принципе могут применяться все полиамиды, у которых в процессе лазерного спекания в технологической камере происходит повышение молекулярного веса незатвердевшего порошка вследствие дополнительной конденсации.
Способ применим также для всех синтетических порошков, у которых незатвердевший порошок в технологической камере подвергается процессу старения, ведущему к сдвигу соотношения между карбоксильными концевыми группами и концевыми аминогруппами.
Способ и устройство не ограничены также способом лазерного спекания или устройством лазерного спекания. В принципе, применимы все способы послойного получения трехмерного объекта, в которых в технологической камере незатвердевший порошок подвергают воздействиям условий (высокие температуры), которые позволяют состарить порошок. Следующими примерами этого способа являются спекание по шаблонам и электронно-лучевое спекание.
Способ не ограничен тем, чтобы проводить обработку только водой или водяным паром. Равным образом возможно, чтобы при обработке можно было добавлять дополнительные добавки, как, например, катализаторы конденсации или амидообразующие регуляторы роста цепи. Такие катализаторы и регуляторы специалисту известны.
Реферат
Способ получения трехмерного объекта путем селективного отверждения слоев порошкообразного материала (3а) в местах, соответствующих сечению объекта (3) в каждом слое, осуществляют под действием электромагнитного излучения (7а). В качестве порошка используют синтетический порошок, предпочтительно полиамид. В способе незатвердевший порошок (3а') после получения объекта подвергают обработке водой или водяным паром при повышенной температуре, затем сушат и после этого используют дальше для создания нового объекта. Устройство получения трехмерного объекта путем селективного отверждения слоев порошкообразного материала в местах, соответствующих сечению объекта (3) в каждом слое, под действием электромагнитного излучения (7а) включает источник (7) электромагнитного излучения, конструкционную камеру (10) с подставкой (2), на которой создается объект (3), и устройство (5) для покрытия для нанесения слоев порошкообразного материала на подставку или на отвержденный ранее слой, включает устройство (12) для обработки незатвердевшего порошка водой или водяным паром после получения объекта. Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в уменьшении степени обновления порошка при спекании и повышении экологической безопасности при спекании порошка. 4 н. и 24 з.п. ф-лы, 4 ил.
Формула
источник (7) электромагнитного излучения,
конструкционную камеру (10) с подставкой (2), на которой создается объект (3), и
устройство (5) для покрытия для нанесения слоев порошкообразного материала на подставку или на отвержденный ранее слой,
отличающееся тем, что включает устройство (12) для обработки незатвердевшего порошка водой или водяным паром после получения объекта.
применение порошкообразного синтетического материала (3а'), который не был отвержден после получения объекта способом получения трехмерного объекта путем селективного отверждения слоев порошкообразного материала в местах, соответствующих сечению объекта в каждом слое, под действием электромагнитного излучения,
обработка незатвердевшего порошка (3а') водой или водяным паром,
подготовка обработанного порошка для получения нового трехмерного объекта.
Комментарии