Раструбная установка для формирования раструбов на концах труб, выполненных из термопластичного материала, и способ формования раструба на конце трубы, выполненной из термоплостического материала - RU2515745C2
Код документа: RU2515745C2
Чертежи
Описание
Данное изобретение относится к раструбной установке, предназначенной для формования раструбов на концах труб, выполненных из термопластического материала. Данное изобретение также относится к способу формования раструба на конце трубы, выполненной из термопластического материала.
В частности, данное изобретение относится к установке и способу формования раструбов, в которых используется специфическое охлаждение формуемого раструба.
В случае труб, выполненных из термопластического материала, одним из наиболее распространенных способов соединения между двумя трубами является «раструбный» способ. Он заключается в формовании раструба на одном из двух концов трубы и последующем введении в него конца другой трубы, на которой раструб не выполнен.
Указанные раструбы на конце труб выполняют с помощью процесса горячего формования, проводимого с помощью подходящей раструбной установки. Раструбная установка обычно расположена за линией экструзии труб и принимает от нее разрезанные трубы, которые необходимо механически обработать. Раструбные установки обычно содержат обрабатывающую головку, снабженную по меньшей мере одним термическим средством, предназначенным для нагревания конца трубы, на котором должен быть выполнен раструб, и формовочную секцию, в которой используется подходящая форма для формования нагретого конца трубы в виде раструба. Обычно охлаждение указанного раструба также выполняют в формовочной секции. Охлаждение может происходить одновременно с формованием раструба и/или после него. После достижения раструбом температуры, близкой к температуре окружающей среды, его извлекают из формы, а трубу, которая уже подверглась процессу формования раструба, выгружают из установки. В наиболее широко распространенных способах формования раструба используют сжатый воздух, который при введении в окружающую среду, которая может находиться под давлением, оказывает пневматическое воздействие, прижимая нагретые и пластически деформируемые стенки конца трубы к металлической форме.
Металлические формы могут создавать внешнюю форму раструба. В этом случае металлическую форму выполняют на внутренних стенках полости, в которую вставляют конец трубы, на котором необходимо выполнить раструб. Затем в трубу вводят сжатый воздух, который раздвигает стенки ее конца изнутри в направлении наружу к внутренним стенкам указанной полости. Если в окончательной форме раструба должно иметься кольцевое седло для уплотнителя, то выполняют соответствующую кольцевую канавку на внутренних стенках полости, образующей форму.
Металлические формы могут создавать внутреннюю форму раструба. В этом случае металлическую форму выполняют в виде сердечника (или заглушки) и, в частности, составляют из внешних боковых стенок сердечника. Указанный сердечник располагают в полости, которая может находиться под давлением, и вводят в осевом направлении в конец трубы. Сжатый воздух вводят в полость, которая может находиться под давлением, приложенным снаружи трубы (и сердечника), и он толкает стенки конца трубы снаружи внутрь к внешним стенкам сердечника. Если в окончательной форме раструба должно иметься кольцевое седло для уплотнителя, то сердечник снабжают раздвижными секторами, расположенными в области, соответствующей седлу уплотнителя. После формования седла уплотнителя указанные раздвижные сектора втягивают в сердечник перед его извлечением из конца трубы, на котором выполнялось формование раструба. Устройства, в которых используется такой тип форм, описаны, например, в патентном документе Италии №1169179 и европейских патентных документах №0516595 и №0684124.
Металлические формы могут создавать как внутреннюю, так и внешнюю форму раструба. В этом случае конфигурация формы представляет собой комбинацию двух вышеописанных случаев: сердечник, внешние боковые поверхности которого формируют внутреннюю форму раструба, вводят в полость, которая может находиться под давлением и внутренние боковые поверхности которой формируют внешнюю форму раструба. Затем сердечник коаксиально вводят в конец трубы, на котором необходимо выполнить раструб. После этого во время первого этапа в трубу вводят сжатый воздух, который толкает стенки конца трубы изнутри наружу к внутренним стенкам указанной полости. Во время второго этапа, после по меньшей мере частичного сброса давления в промежутке между сердечником и трубой сжатый воздух вводят в полость, которая может находиться под давлением, приложенным снаружи трубы (и сердечника), и указанный воздух толкает стенки конца трубы снаружи внутрь к внешним стенкам сердечника. Пример устройства такого типа описан в европейском патентном документе №0700771.
Указанный раструб обычно может быть охлажден путем создания потока охлаждающей текучей среды, который сталкивается непосредственно со стенками трубы, и, соответственно, путем использования явления принудительной конвекции. Как вариант или дополнительно раструб также может быть охлажден путем отведения от него тепла через металлические стенки формы. В частности, для выполнения последнего процесса форма может быть, в свою очередь, охлаждена путем циркуляции в ней охлаждающих текучих сред. В случае устройств, в которых используют механические сердечники, снабженные раздвижными секторами для формования кольцевого седла уплотнителя, наличие в сердечнике сложных механизмов, служащих для перемещения указанных раздвижных секторов, делает невозможным охлаждение внутренней части сердечника с помощью циркуляции охлаждающих сред.
В качестве охлаждающей текучей среды часто используют принудительный поток воздуха, при этом для процесса формования раструба применяют, используя отдельный контур, сжатый воздух. Пример раструбной установки такого типа приведен в патентном документе Италии №1169179. Во время формования, в то время как в формовочную камеру через соответствующее впускное отверстие вводят сжатый воздух, в сердечнике для его охлаждения вводят принудительный поток охлаждающего воздуха. После завершения формования подачу сжатого воздуха прекращают, а принудительный поток охлаждающего воздуха вводят в камеру через впускное отверстие, отличное от впускного отверстия для сжатого воздуха.
В альтернативном варианте выполнения этой установки, описанной в европейском патентном документе №0561594, в конце формования принудительный поток воздуха под низким давлением продолжают вводить в сердечник, тогда как подачу сжатого воздуха не прекращают, а позволяют ему выходить из формовочной камеры, так что его непрерывно обновляемый поток охлаждает внешнюю поверхность только что отформованного раструба. Таким образом, для охлаждения раструба используют тот же технологический воздух, что и для его формования.
Другой пример устройства, в котором один и тот же технологический воздух используют как для формования, так и для охлаждения, приведен в европейском патентном документе №0684124. В этом устройстве единственным используемым технологическим воздухом является сжатый воздух, предназначенный для формования раструба. Воздух вводят в формовочную камеру через соответствующее впускное отверстие и он повышает давление в указанной камере до заданного уровня, обеспечивая формование раструба на формовочном сердечнике. После достижения заданного максимального уровня давления и завершения формования открывают выпускной клапан, который обеспечивает выход сжатого воздуха из формовочной камеры через выпускной канал, ведущий к сердечнику. Одновременно поддерживают приток сжатого воздуха. Это обеспечивает создание потока воздуха, который охлаждает раструб, а затем вводится непосредственно в сердечнике, также способствуя его охлаждению. Затем воздух выводят из сердечника через соответствующие выпускные отверстия и рассеивают в окружающей среде.
Как уже было отмечено, в устройствах, описанных в патентном документе Италии №1169179 и европейских патентных документах №0516595 и №0684124 (и кратко рассмотренных выше), используется форма, содержащая сердечник с фасонной внешней поверхностью, вводимый в полость, которая может находиться под давлением. Во время этапа формования в формовочной камере создают повышенное давление с обеспечением сведения к минимуму (или даже устранения) утечки введенного в нее сжатого воздуха. Во время этапа охлаждения, выполняемого после формования, обеспечивают возможность выхода части технологического воздуха из формовочной камеры, хотя введение технологического воздуха в указанную камеру при этом продолжают с обеспечением создания потока непрерывно сменяющегося воздуха в области формуемого раструба. Если воздух, выходящий из камеры, не содержит слишком большого количества влаги, то он может быть собран и введен в сердечник для содействия охлаждению последнего (и, соответственно, охлаждению внутренней поверхности раструба).
Производительность раструбной установки с точки зрения выхода деталей в единицу времени зависит от времени, в течение которого труба находится в секции формования и охлаждения. Чем меньше времени занимает цикл формования и охлаждения, тем быстрее и продуктивнее работает указанная установка. Способы формования и охлаждения выбирают исходя из приемлемого компромисса между доведением до максимума скорости выпуска продукции и сведением к минимуму стоимости и сложности приспособлений и компонентов, необходимых для достижения результата.
Сжатый воздух, используемый во время процессов формования и охлаждения раструба, обычно получают из стандартных воздухораспределительных сетей, имеющихся на предприятиях, то есть распределительных сетей, в которых воздух обычно находится под давлением 5-7 бар. Иногда воздух получают непосредственно из среды, окружающей раструбную установку, и подают к последней с помощью компрессора, соответствующим образом установленного на указанной установке. Температура и влажность сжатого воздуха, полученного таким способом, в большой степени зависит от условий окружающей среды и технических характеристик устройства для выработки и обработки сжатого воздуха в распределительной сети предприятия (или компрессора, расположенного на установке).
Особенно важно вводить воздух в формующие и охлаждающие приспособления при соответствующей низкой температуре, поскольку температура воздуха непосредственно связана со скоростью процесса охлаждения формуемого раструба. В связи с этим воздух, полученный из распределительной сети предприятия (или от компрессора, расположенного на установке), как правило, должен быть обработан, т.е. охлажден для достижения и постоянного поддержания уровня температуры, достаточно низкого для обеспечения эффективного процесса охлаждения. Температура сжатого воздуха, полученного из распределительной сети или от компрессора, обычно является слишком высокой для непосредственного использования в процессе охлаждения раструба. Кроме того, тепловое состояние указанного сжатого воздуха является весьма непостоянным и представляющим сложность для оценки при проектировании раструбной установки. Тепловое состояние сжатого воздуха зависит от конфигурации и эффективности компрессорных установок предприятия, а также от температуры и влажности окружающей среды.
В типовых способах охлаждения текучих сред, используемых во время процессов формования (в частности, при охлаждении сжатым воздухом), обычно применяют холодильное устройство, расположенное снаружи раструбной установки и обеспечивающее подачу охлажденной теплообменной жидкости на водной основе (как правило, раствора этиленгликоля в воде) в замкнутом цикле с помощью циркуляционного насоса. Указанная охлажденная теплообменная жидкость, поступающая из холодильной камеры, циркулирует в теплообменных устройствах, которые служат для охлаждения текучих сред (в частности, в устройствах, использующих принудительной поток воздуха и сжатый воздух), участвующих в процессе формования и охлаждения. Если это возможно и необходимо для конфигурации форм, применяемых для формования, то охлажденная теплообменная жидкость, поступающая из холодильного устройства, циркулирует также в указанных формах.
Традиционный способ охлаждения сжатого воздуха, подаваемого во воздухопроводу и используемого в процессе формования и охлаждения, характеризуется использованием теплообменников с трубным пучком, в которых циркулирует охлажденная теплообменная жидкость, поступающая из холодильной камеры и рециркулируемая с помощью холодильного устройства. Охлаждаемый технологический воздух перемещается в этих теплообменниках с обеспечением его соударения со стенками труб, в которых циркулирует теплообменная жидкость, сообщающая им тепло.
При проектировании охлаждающего устройства, встраиваемого в раструбную установку, необходимо выполнять холодильные устройства и теплообменники с такими габаритами, которые обеспечивают достижение компромисса между эффективностью осуществляемого процесса охлаждения и затратами и габаритами охлаждающей установки. Для обеспечения устойчивых затрат и габаритов охлаждающих установок на промышленном уровне в проектируемых холодильных камерах и теплообменниках должен быть установлен ряд непреодолимых ограничений по эксплуатации и работоспособности, которые подробно перечислены ниже. Прежде всего, следует отметить, что в данном контексте, а также в описании и в формуле изобретения, если это не определено специально иным образом, при ссылке на значения температуры воздуха, при которых воздух перемещается с заданной скоростью и в заданном направленном потоке, ссылка делается на значение температуры, измеренное путем введения чувствительного элемента соответствующего термометра в указанный поток.
На практике невозможно получить температуру сжатого воздуха на входе формующего приспособления ниже 13°С. Обычно полученные температуры лежат в диапазоне от 15° до 20°С.
Когда тепловые условия окружающей среды и/или температура сжатого воздуха, который необходимо обработать в теплообменнике, значительно изменяются, трудно обеспечить постоянное поддержание температуры сжатого воздуха на входе формующего приспособления ниже 20°С.
Традиционные охлаждающие установки, описанные выше, не предоставляют возможности снижения содержания влаги в сжатом воздухе. Если влажность воздуха превышает заданное предельное значение, то во время процесса формования при слишком высокой температуре конца трубы, формуемого в виде раструба, могут возникнуть проблемы. При таких условиях поверхность указанной трубы может претерпевать недопустимые изменения при вхождении в контакт с содержащейся в воздухе влагой.
Целью данного изобретения является устранение вышеперечисленных недостатков путем создания раструбной установки, предназначенной для формования раструбов на концах труб, выполненных из термопластического материала, и способа формования раструба на конце трубы, выполненной из термопластического материала, которые обеспечивают возможность эффективного и быстрого охлаждения раструба в конце процесса формования.
Целью данного изобретения также является создание раструбной установки, предназначенной для формования раструбов на концах труб, выполненных из термопластического материала, и способа формования раструба на конце трубы, выполненной из термопластического материала, которые обеспечивают возможность эффективного и быстрого охлаждения раструба в конце процесса формования при устойчивых на промышленном уровне затратах и при высокой производительности.
Соответственно, эти и другие цели, более очевидные из последующего описания, достигаются данным изобретением с помощью установки для формования раструбов на концах труб, выполненных из термопластического материала, и способа формования раструба на конце трубы, выполненной из термопластического материала, конструктивные и функциональные особенности которых изложены в соответствующих независимых пунктах формулы изобретения, при этом в зависимых пунктах описаны другие варианты выполнения изобретения.
Ниже приведено более подробное описание данного изобретения со ссылкой на прилагаемые чертежи, которые изображают предпочтительные неограничивающие варианты выполнения данного изобретения и на которых:
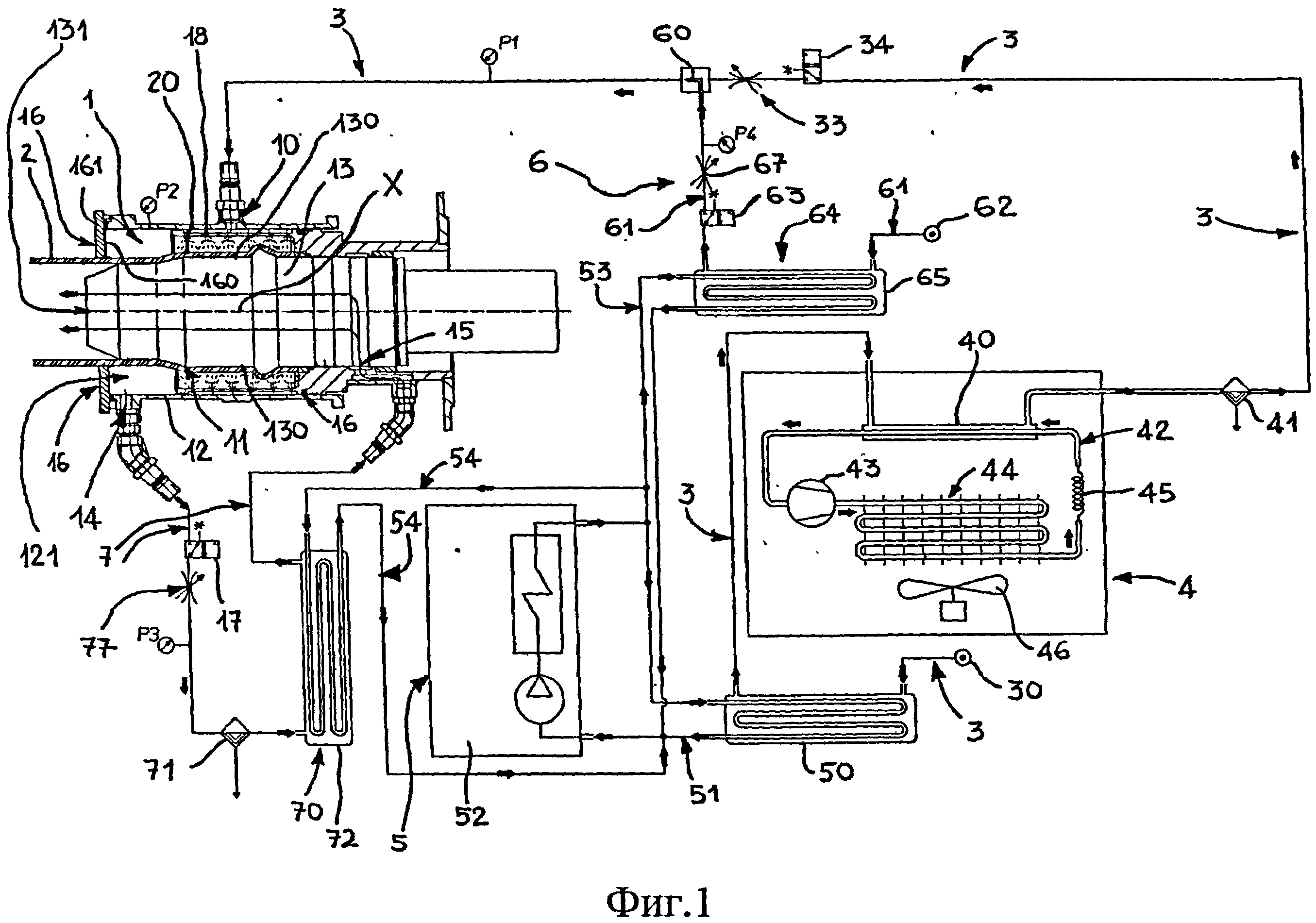
фиг.1 изображает общий схематический вид варианта выполнения предложенной раструбной установки, содержащей устройство обработки технологического воздуха и применяемой для реализации предложенного способа формования,
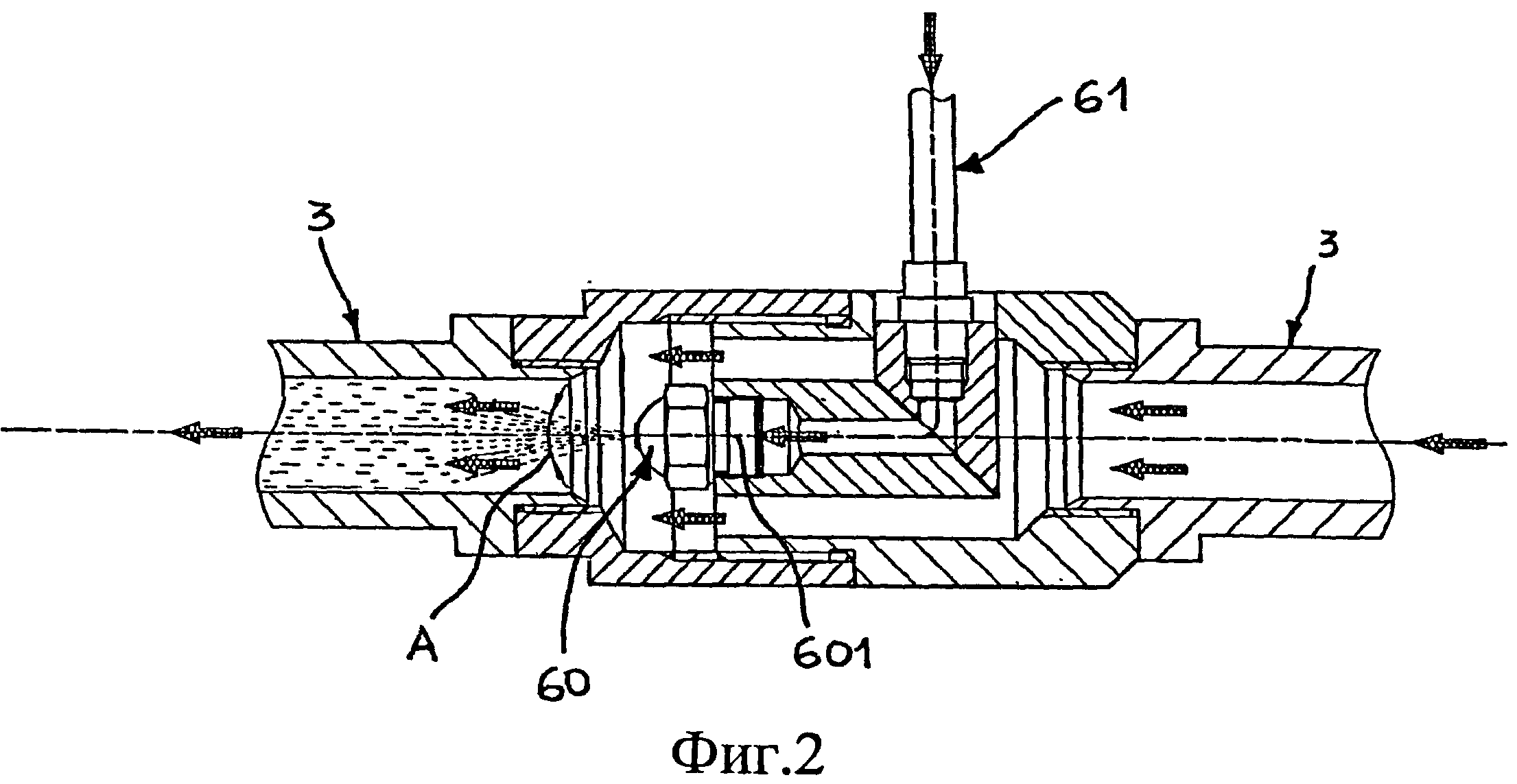
фиг.2 изображает компонент воздухообрабатывающей системы с соплом для распыления воды, расположенным в потоке технологического воздуха, а также показывает положение сопла в линии подачи технологического воздуха и геометрическую форму струи распыляемой воды, создаваемой указанным соплом,
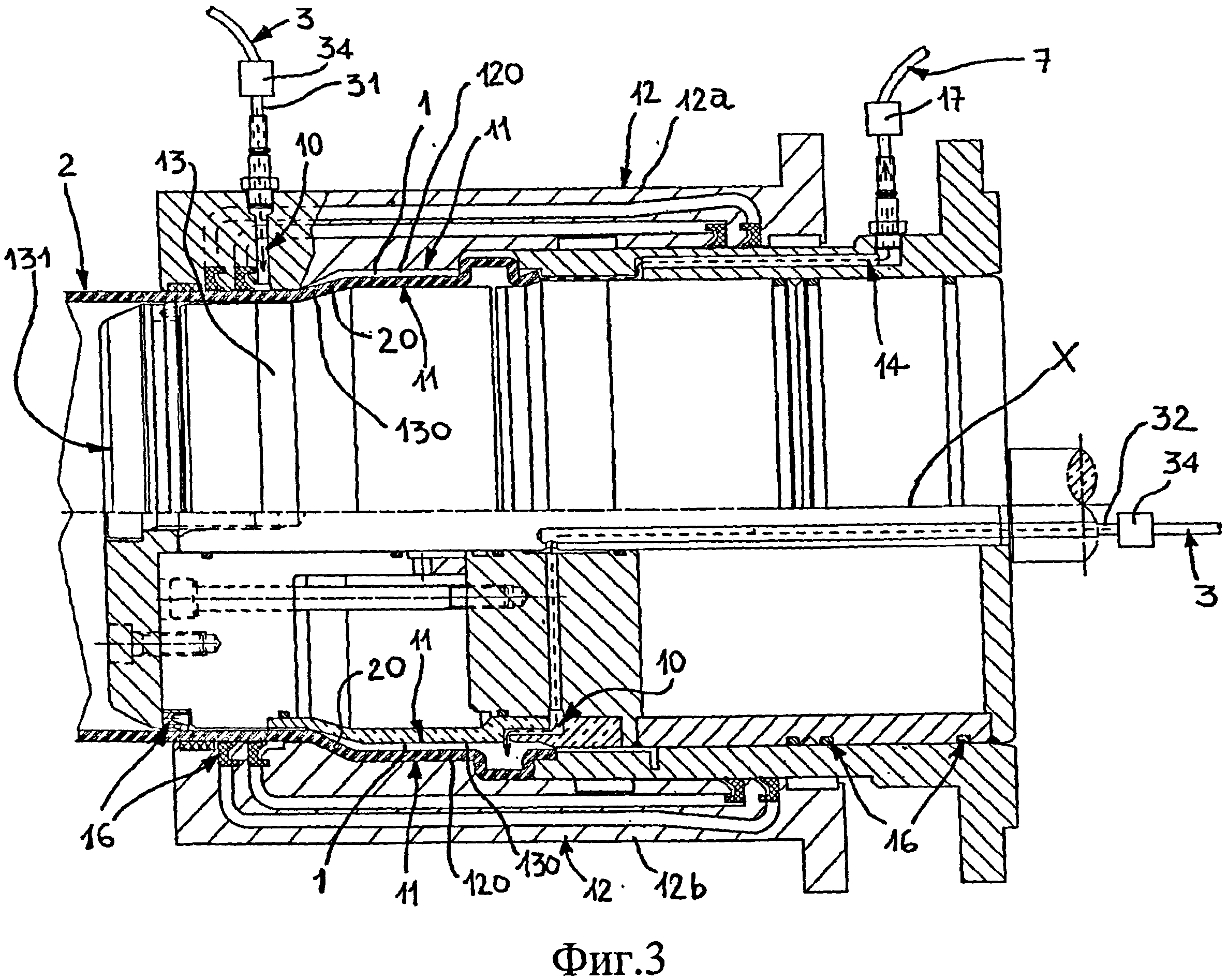
фиг.3 изображает частичный поперечный разрез компонента другого варианта выполнения формовочной камеры раструбного устройства в соответствии с данным изобретением, реализующую другой вариант выполнения предложенного способа формования,
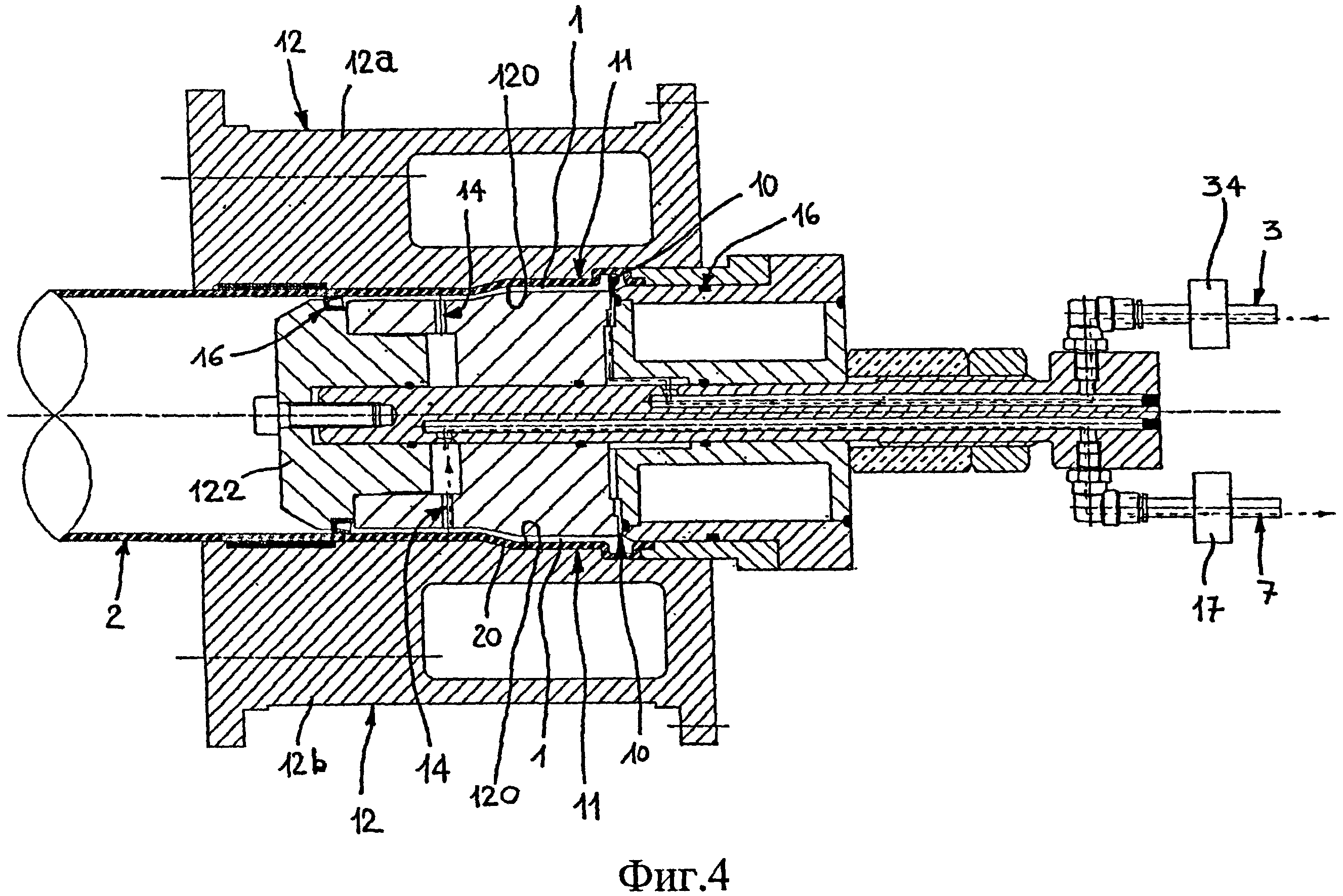
фиг.4 изображает схематический поперечный разрез компонента другого, дополнительного варианта выполнения формовочной камеры раструбного устройства в соответствии с данным изобретением.
В соответствии, в частности, с фиг.1 раструбная установка для формования раструбов на концах труб, выполненных из термопластического материала, содержит формовочную камеру 1, предназначенную для введения и формования раструба на нагретом конце 20 трубы 2, выполненной из термопластического материала, на котором должен быть создан раструб. Указанный конец 20 трубы 2 нагревают в термическом средстве известного типа, не показанном на чертежах. Указанная установка также содержит линию 3 подачи технологического воздуха, которая принимает технологический воздух из источника 30 сжатого воздуха и вводит его в указанную камеру 1 через впускное отверстие 10. Источником 30 сжатого воздуха может быть компрессор, который установлен непосредственно на установке и может получать воздух либо от линии подачи либо непосредственно из окружающей среды. Источник 30 также может быть линией распределения сжатого воздуха, выполненной и/или имеющейся на предприятии, где установлена указанная раструбная установка. Давление сжатого воздуха, принимаемого из указанного источника, регулируют с обеспечением получения заданного значения в диапазоне 5-10 бар. Линия 3 подачи технологического воздуха содержит средства для прекращения притока технологического воздуха из источника 30 сжатого воздуха, которые предпочтительно могут управляться дистанционно (например, одним или несколькими двухпозиционными клапанами). Указанная линия 3 подачи содержит регулятор 33 расхода технологического воздуха, поступающего из источника 30, который предпочтительно может управляться дистанционно (например, одним или несколькими вентилями с регулируемым выпускным отверстием). В линии 3 подачи выполняют регулирование технологического воздуха с обеспечением получения первого значения давления Р1. На линии 3 подачи имеется по меньшей мере один впускной клапан 34 (предпочтительно с дистанционным управлением), благодаря которому можно избирательно запускать или останавливать приток технологического воздуха в камеру 1 через ее впускное отверстие 10. Указанный впускной клапан 34 можно рассматривать как часть средств, которые останавливают приток технологического воздуха, поступающего из источника 30 сжатого воздуха. В частности, впускной клапан 34 можно рассматривать как двухпозиционный клапан указанных останавливающих средств. Впускной клапан 34 может быть расположен вблизи впускного отверстия 10 камеры 1, которое может быть одиночным или многоканальным, то есть содержащим одно или более отверстий и соответствующих впускных каналов. Раструбная установка содержит уплотняющие элементы 16, которые вызывают по меньшей мере частичное повышение давления по меньшей мере в одной части камеры 1 по мере введения технологического воздуха в указанную камеру 1. Более подробное описание уплотняющих элементов 16 приведено ниже. Формовочная камера 1 имеет фасонные стенки 11, которые служат для образования формы раструба и к которым материал конца 20 трубы 2 толкается с помощью технологического воздуха, вводимого в указанную по меньшей мере одну часть камеры 1, находящуюся по меньшей мере частично под повышенным давлением. Более подробное описание фасонных стенок 11 также приведено ниже. Формовочная камера 1 может содержать внешний корпус 12 с отверстием, через которое вводят конец 20 трубы 2, на котором должен быть выполнен раструб (например, как показано на фиг.1). Как вариант камера 1 может содержать внешний корпус 12 с двумя разъемными половинами 12а, 12b, которые могут быть отодвинуты друг от друга, или сдвинуты друг к другу соответственно для освобождения конца 20 трубы 2 или закрепления на ней (например, как показано на фиг.3 или 4).
Раструбная установка также содержит средства для охлаждения конца 20 трубы 2, в которых по меньшей мере используется технологический воздух. Указанные охлаждающие средства содержат холодильную установку 4, рабочий цикл которой основан на действии хладагента и которая снабжена замкнутым контуром для рециркуляции указанного хладагента. Замкнутый контур для рециркуляции хладагента (обозначенный на фиг.1 номером 42 позиции) в свою очередь содержит испаритель 40 хладагента, расположенный вдоль пути прохождения технологического воздуха от источника 30 сжатого воздуха к камере 1. Линия 3 подачи транспортирует технологический воздух в указанный испаритель 40, что приводит к передаче тепла от технологического воздуха к хладагенту в испарителе 40 и, следовательно, охлаждению технологического воздуха. Таким образом, охлаждающее воздействие холодильной установки 4 направлено в испарителе 40 непосредственно на технологический воздух, который затем вводят в камеру 1 с обеспечением возможности эффективного охлаждения.
Затем охлажденный технологический воздух используют для обеспечения охлаждения конца 20 трубы 2, формуемого в виде раструба в камере 1. В частности, камера 1 может содержать расположенное в соответствующем месте отверстие 14 для выпуска технологического воздуха с активно действующим выпускным клапаном 17 (предпочтительно управляемым дистанционно). После по меньшей мере частичного повышения давления в указанной по меньшей мере одной части камеры 1 (во время которого давление технологического воздуха вызывает формование раструба на конце 20 трубы 2, прижимаемом к фасонным стенкам 11) инициируют открытие клапана 17 с обеспечением создания потока технологического воздуха, выходящего из камеры 1. Указанный поток технологического воздуха, выходящий из камеры 1, регулируют таким образом, что в указанной по меньшей мере одной части камеры 1, находящейся по меньшей мере частично под повышенным давлением, все еще сохраняется повышенное давление (хотя и на более низком уровне, чем прежде). Поток технологического воздуха, выходящий из камеры 1, может регулироваться с помощью регулятора 77 потока (например, клапана или вентиля регулятора расхода), управление которым предпочтительно выполняют дистанционно. Таким образом, на конец 20 трубы 2, отформованный в виде раструба, действует непрерывно сменяющийся поток охлажденного технологического воздуха, который обеспечивает необходимое понижение температуры указанного конца 20 трубы 2.
Испаритель 40 содержит внутренние каналы, по которым проходит хладагент и вокруг которых или смежно с которыми с помощью соответствующей направляющей системы и/или соответствующих каналов проводят поток технологического воздуха. Технологический воздух предпочтительно вводят в испаритель 40 таким образом, что направление его потока противоположно направлению потока хладагента.
В холодильной установке 4 хладагент подвергается воздействию реального термодинамического цикла, включающего те же этапы, что и идеальный термодинамический цикл, известный в литературе под названием «обратный цикл Рэнкина». Указанный хладагент предпочтительно является хладагентом галогенизированного углеводородного типа. При прохождении замкнутого контура 42, предназначенного для рециркуляции хладагента, его подвергают сжатию с помощью компрессора 43 и охлаждают в конденсаторе 44 для обеспечения его перехода в жидкое состояние. Затем хладагент переносят к регулирующему элементу 45 (например, к дроссельному клапану), в котором происходит понижение давления и температуры хладагента. Затем от указанного регулирующего элемента 45 хладагент направляют к испарителю 40, в котором он получает тепло от технологического воздуха (транспортируемого в испаритель по линии 3 подачи), возвращают в газообразное состояние и снова вводят в компрессор 43. Холодильная установка 4 может иметь конфигурацию, которая описана ниже исключительно в качестве неограничивающего примера. Компрессор 43 может быть механическим компрессором, приводимым в действие электрическим двигателем. Конденсатор 44 может относиться к типу конденсатора с медными трубками, имеющими металлические пластинчатые ребра, предпочтительно выполненные из алюминия (иными словами, относиться к типу с «ребристыми трубками»). В конденсаторе 44 может использоваться принудительное охлаждение воздуха с помощью электрического вентилятора 46. Регулирующий элемент 45, как правило, является дроссельным клапаном, выполненным в виде капиллярной трубки. Испаритель 40 может быть выполнен аналогично коаксиальной трубке или кожуху и трубчатому теплообменнику с отверстием в кожухе, предназначенным для поступления охлаждаемого технологического воздуха.
В предпочтительном варианте выполнения предложенной раструбной установки охлаждающие средства содержат холодильную секцию 5, которая охлаждает теплообменную жидкость, циркулирующую в соответствующем замкнутом контуре. Указанный замкнутый контур для теплообменной жидкости (обозначенный на фиг.1 номером 51 позиции) содержит первый теплообменник 50, расположенный на линии 3 подачи технологического воздуха перед испарителем 40 относительно камеры 1, вдоль пути прохождения технологического воздуха от источника 30 сжатого воздуха к указанной камере 1. Линия 3 подачи переносит технологический воздух в первый теплообменник 50, что приводит к передаче тепла от технологического воздуха к указанной теплообменной жидкости и его предварительному охлаждению. Сжатый воздух, предварительно охлажденный таким образом, затем направляют к испарителю 40 холодильной установки 4, в которой завершают охлаждение технологического воздуха.
Холодильная секция 5 может содержать стандартный рециркуляционный холодильный блок 52, характеристики охлаждения и производительность которого аналогичны характеристикам и производительности, используемым для обычных раструбных установок. Теплообменная жидкость, поступающая в первый теплообменник 50, имеет температуру, обычно регулируемую в диапазоне от 7°С до 15°С. Указанная теплообменная жидкость предпочтительно представляет собой водный раствор этиленгликоля. Первый теплообменник 50 предпочтительно относится к типу теплообменника с трубным пучком. Вокруг внутренних каналов первого теплообменника 50, по которому проходит теплообменная жидкость, или смежно с ними с помощью соответствующих направляющих систем и/или соответствующих каналов проводят поток технологического воздуха. Технологический воздух предпочтительно вводят в первый теплообменник 50 таким образом, что направление его потока противоположно направлению потока теплообменной жидкости. Первый теплообменник 50 и холодильный блок 52 выполнены с такими размерами, что технологический воздух, поступающий в первый теплообменник 50 при температуре от 30°С до 40°С и давлении 7 бар, после выхода из указанного теплообменника имеет температуру предпочтительно от 15°С до 20°С. Благодаря последующему прохождению внутри испарителя 40 на выходе из него технологический воздух достигает температуры, которая обычно составляет менее 8°С.
Сочетание предварительного охлаждения, выполненного в холодильной секции 5 теплообменника 50, с охлаждением, произведенным в испарителе 40 холодильной установки 4, обеспечивает возможность достижения весьма эффективного охлаждения воздуха, которое приводит к неожиданному повышению производительности раструбной установки, несмотря на использование по существу стандартных компонентов и при небольшом увеличении затрат по сравнению с обычными способами охлаждения. В частности, производительность раструбного устройства, которая при обычной системе составляет около 200 циклов/час, может быть увеличена до приблизительно 240 циклов/час, при этом увеличение продуктивности составляет 15-20%, тогда как увеличение общих затрат на установку составляет около 1%.
Внезапное падение температуры технологического воздуха перед его введением в камеру 1 может привести к некоторой конденсации влаги в воздухе. Поэтому раструбная установка преимущественно содержит коллектор 41 конденсата, расположенный на линии 3 подачи технологического воздуха непосредственно за испарителем 40 относительно источника 30 сжатого воздуха, вдоль пути прохождения технологического воздуха от указанного источника 30 к камере 1, и предназначенный для сбора конденсированной влаги, которая содержится в технологическом воздухе, выходящем из указанного испарителя 40.
Как известно, традиционные раструбные установки обычно содержат холодильный блок, расположенный в холодильной секции 5 (в теплообменнике которой циркулирует охлажденная теплообменная жидкость и осуществляется прохождение технологического воздуха). Таким образом, вариант выполнения данного изобретения, предусматривающий сочетание холодильной установки 4 (которая охлаждает технологический воздух) и холодильной секции 5 (которая предварительно охлаждает технологический воздух), может быть получен с помощью простой модификации существующей традиционной раструбной установки путем добавления к ней холодильной установки 4 и введения испарителя 40 указанной установки за теплообменником, входящим в состав существующего холодильного блока раструбной установки. Холодильная установка 4, которую необходимо добавить в данный вариант выполнения, может быть легко получена путем выполнения соответствующей модификации промышленного осушителя сжатого воздуха подходящего размера с циклом охлаждения. Осушитель сжатого воздуха с циклом охлаждения работает следующим образом. Сжатый воздух, из которого необходимо удалить влагу, отправляют в отсек предварительного охлаждения, откуда его направляют в испаритель холодильного устройства, который выполняет следующий цикл: охлажденный таким образом воздух проводят через сепаратор конденсата, который удаляет из него влагу, и затем направляют в отсек последующего нагрева, после выхода из которого воздух при требуемой температуре вновь вводят в сеть сжатого воздуха. В некоторых типах промышленных осушителей воздуха отсеки предварительного охлаждения и последующего нагревания выполняют в одном элементе теплообменника, который вводит поступивший в осушитель воздух в тепловой контакт с воздухом, выходящим из указанного осушителя. Таким образом, холодильная установка 4 может быть получена из промышленного осушителя воздуха путем исключения из него отсеков предварительного охлаждения и последующего нагревания, а также присоединения к входу модифицированного таким образом осушителя первого ответвления линии 3 подачи, идущего от первого теплообменника 50, и присоединения к выходу модифицированного осушителя второго ответвления указанной линии 3 подачи, идущего в направлении камеры 1. Использование модифицированного таким образом промышленного осушителя также обеспечивает доступность сепаратора 41 конденсата непосредственно за испарителем 40.
Преимущественно раструбная установка содержит отсек 6 для обогащения технологического воздуха распыленной технологической водой. Указанный отсек 6, в свою очередь, содержит по меньшей мере одно сопло 60, вставленное в участок линии 3 подачи технологического воздуха, расположенный за испарителем 40 относительно источника 30 сжатого воздуха, вдоль пути прохождения технологического воздуха от указанного источника 30 к камере 1. Указанное сопло 60 направлено к той стороне линии 3 подачи, которая проходит к камере 1, и предпочтительно расположено коаксиально указанному участку линии 3 подачи, в который оно вставлено. Обогащающий отсек 6 также содержит линию 61 подачи воды под давлением, которая принимает воду из источника 62 воды и переносит ее к соплу 60, где воду распыляют в поток технологического воздуха. В отсеке 6 имеются средства 63, предназначенные для остановки притока технологической воды к соплу 60 и расположенные на линии 61 подачи воды. Указанные средства 63 для остановки притока технологической воды к соплу 60, в частности, содержат один или более двухпозиционных клапанов, предпочтительно управляемых дистанционно. В обогащающем отсеке 6 имеются средства 67 для регулирования расхода притока технологической воды к соплу 60, расположенные на линии 61 подачи воды. Указанные регулирующие средства 67 содержат по меньшей мере один регулятор расхода или потока (например, вентиль с регулируемым выпускным отверстием или клапан регулятора расхода). Воздействие на останавливающие средства 63 может инициировать перемещение потока воды (предпочтительно дистанционно) с обеспечением возможности введения распыленной воды по сигналу в поток охлажденного технологического воздуха, который перемещается в направлении камеры 1. Указанное инициирование предпочтительно происходит во время окончания процесса формования раструба на конце 20 трубы 2, когда начинается фактический этап охлаждения отформованного раструба потоком технологического воздуха.
Охлаждающая способность технологического воздуха значительно возрастает в присутствии мелко распыленной воды. Кроме того, преимущественно воду, выходящую из сопла 60, тщательно распыляют в поток холодного воздуха и в свою очередь чрезвычайно эффективно охлаждают. Таким образом, полученная в результате воздушно-водяная смесь становится весьма эффективной охлаждающей текучей средой. Охлаждающая способность указанной воздушно-водяной смеси тем больше, чем тщательнее распылена вода в сжатом технологическом воздухе. Воду впрыскивают под давлением Р4, превышающим давление Р1 сжатого воздуха в линии 3 подачи, в центр канала линии 3 подачи, по которому проходит воздух, в направлении прохождения указанного воздуха (фиг.2). Особенно эффективной является конфигурация, при которой (в соответствии с геометрической формой сопла 60) рассеяние воды, распыляемой соплом 60, происходит с образованием конуса рассеяния с углом А конусности, который меньше или не превышает 45°. Значение указанного угла предпочтительно выбирают равным 30°.
Преимущественно раструбная установка сдержит отсек 64 для охлаждения воды, расположенный вдоль линии 61 подачи воды. Таким образом, рассеиваемая в технологическом воздухе вода уже по меньшей мере частично предварительно охлаждена. Охлаждающий воду отсек 64 содержит второй теплообменник 65, установленный в соответствующем замкнутом контуре, в котором циркулирует охлажденная теплообменная жидкость. Преимущественно теплообменная жидкость поступает из той же холодильной секции 5 и циркулирует в ответвлении контура (обозначенном на фиг.1 номером 53 позиции), который параллелен ответвлению контура (обозначенного на фиг.1 номером 51 позиции), обслуживающему первый теплообменник 50. Второй теплообменник 65 также предпочтительно относится к типу теплообменника с трубным пучком. Вокруг внутренних каналов второго теплообменника 65, по которому проходит теплообменная жидкость, или смежно с ними с помощью соответствующих направляющих систем и/или соответствующих каналов проводят поток воды, поступающий от источника 62 воды. Воду предпочтительно вводят во второй теплообменник 65 таким образом, что направление ее потока противоположно направлению потока теплообменной жидкости.
В варианте выполнения, схематически изображенном на фиг.4, фасонные стенки 11 формируют только внешнюю форму раструба. В данном случае их выполняют путем профилирования внутренних стенок 120 корпуса 12. В данном случае отверстие 10 для впуска технологического воздуха в камеру 1 должно быть расположено таким образом, чтобы сжатый воздух, поступающий из линии 3 подачи, мог наполнять конец 20 трубы 2 изнутри, толкая его стенки к внутренним стенкам 120 корпуса 12, В варианте выполнения, изображенном на фиг.4, показан центрирующий сердечник 122, который расположен в корпусе 12 и предназначен лишь для центрирования трубы 2 относительно указанного корпуса 12 и поддержания уплотнителей, которые являются частью уплотняющих средств 16 и обеспечивают герметичное уплотнение камеры 1, образованной между указанным центрирующим сердечником 122 и внутренними стенками трубы 2. Центрирующий сердечник 122 не участвует в формовании раструба.
В варианте выполнения, изображенном на фиг.1 и 3, камера 1 выполнена путем соединения корпуса 12 и расположенного в нем формовочного сердечника 13. Нагретый конец 20 трубы 2 насаживают на указанный сердечник 13 в осевом направлении. Внешние боковые стенки 130 формовочного сердечника 13 по меньшей мере частично образуют фасонные стенки 11 камеры 1 и служат для создания внутренней формы изготовляемого раструба.
В варианте выполнения, изображенном на фиг.1, фасонные стенки 11 образованы только внешними боковыми стенками 130 сердечника 13 и создают только внутреннюю форму указанного раструба. В этом случае раструб выполняют на конце 20 трубы 2 путем давления технологического воздуха, действующего на внешнюю часть указанного конца 20 и толкающего ее к внешним боковым стенкам 130 сердечника 13. В данном случае отверстие 10 для впуска технологического воздуха в камеру 1 расположено с обеспечением возможности действия давления снаружи конца 20 трубы 2 в направлении внутрь. В частности, впускное отверстие 10 может быть расположено у стенок корпуса 12. Между впускным отверстием 10 и сердечником 13 может быть выполнен диффузор 18, обеспечивающий возможность равномерного распределения технологического воздуха на конце 20 трубы 2.
Корпус 12 может содержать две разъемные половины, которые соединяются друг с другом и замыкаются вокруг корпуса трубы 2 аналогично захватам тисков (аналогично разъемным половинам 12а и 12b, изображенным на фиг.3 и 4, несмотря на то что они относятся к двум различным вариантам выполнения камеры 1). В этом случае между одной и другой разъемными половинами, а также между каждой разъемной половиной и трубой 2 должны находиться уплотняющие элементы 16, которые при необходимости обеспечивают возможность создания повышенного давления в камере 1. (Возможный пример расположения таких уплотняющих элементов 16, например, в виде уплотнений различных форм и из различных материалов, показан на фиг.3 и 4, которые приведены для двух других вариантов выполнения камеры 1, но при рассмотрении с данной точки зрения также могут быть отнесены к этому случаю).
В соответствии с фиг.1 корпус 12 может иметь переднее отверстие 121 с расположенным на нем упругим кольцевым уплотнением 160, в центральное отверстие которого герметичным образом должна быть введена труба 2 и которое приклеивают к плоским стенкам 161 контактного средства, являющегося частью раструбной установки.
В варианте выполнения, изображенном на фиг.3, к фасонным стенкам 11 относятся как внутренние стенки 120 корпуса 12 (которые создают внешнюю форму раструба), так и внешние боковые стенки 130 сердечника 13 (которые, в свою очередь, создают внутреннюю форму раструба). Что касается раструба, то внутренние стенки 120 корпуса 12 образуют его внешнюю форму, диаметр которой несколько превышает требуемый диаметр готового раструба. В этом случае впускное отверстие 10 содержит по меньшей мере два ответвления, каждое из которых обслуживается соответствующим впускным клапаном 34: первое ответвление, отходящее от первого ответвления 31 линии 3 подачи технологического воздуха и ведущее в область камеры 1, которая расположена между внешней поверхностью конца 20 трубы 2 и внутренней поверхностью 120 корпуса 2, и второе ответвление, отходящее от второго ответвления 32 указанной линии 3 подачи и ведущее в область камеры 1, которая расположена между внутренней поверхностью конца 20 трубы 2 и внешней боковой поверхностью сердечника 13. При приведении в действие первого ответвления впускного отверстия 10 технологический воздух толкает конец 20 трубы 2 к внешним боковым стенкам 130 сердечника 13. Такое состояние конца 20 трубы 2 изображено на верхней половине фиг.3. При приведении в действие второго ответвления впускного отверстия 10 технологический воздух толкает указанный конец 20 трубы 2 к внутренним стенкам 120 корпуса 2. Такое состояние конца 20 трубы 2 изображено на нижней половине фиг.3.
В вариантах выполнения камеры 1, содержащей формовочный сердечник 13, раструбная установка преимущественно содержит участок линии 7 транспортировки технологического воздуха, которая получает технологический воздух, вышедший из камеры 1 через выпускное отверстие 14, и вводит его через точку 15 ввода в сердечник 13 для обеспечения охлаждения указанного сердечника 13. Выпускное отверстие 14 также может быть разделено на два или более ответвлений. Каждое ответвление может быть продолжением соответствующего участка транспортирующей линии 7 и может обслуживаться соответствующим выпускным клапаном 17. При наличии транспортирующей линии 7 во время каждой активации выпускного клапана 17 создается поток технологического воздуха, который выходит из камеры 1, проникает внутрь сердечника 13, проходит через него и выходит в окружающую среду через соответствующие отверстия, выполненные в указанном сердечнике 13. Путь прохождения технологического воздуха по транспортирующей линии 7 и сердечнику наглядно показан в иллюстративном варианте выполнения, изображенном на фиг.1. Аналогичный путь прохождения приемлем и для примера, изображенного на фиг.3. Преимущественно раструбная установка содержит отсек 70 для охлаждения технологического воздуха, расположенный вдоль транспортирующей линии 7 между выпускным отверстием 14 камеры 1 и точкой 15 ввода воздуха в сердечник 13. Таким образом, технологический воздух, поступивший из камеры 1 и уже нагретый до определенной степени вследствие контакта с материалом конца 20 трубы 2, может быть введен в сердечник 13 при соответствующей низкой температуре для обеспечения увеличения охлаждающего воздействия на указанный сердечник 13. Охлаждающий отсек 70 для технологического воздуха, поступившего из камеры 1, содержит третий теплообменник 72, установленный в соответствующем замкнутом контуре, в котором циркулирует охлажденная теплообменная жидкость. Преимущественно указанная теплообменная жидкость поступает из той же холодильной секции 5 и циркулирует в ответвлении контура (обозначенном на фиг.1 номером 54 позиции), который параллелен ответвлению контура (обозначенному на фиг.1 номером 51 позиции), обслуживающему первый теплообменник 50 (и предпочтительно, при наличии, также параллелен ответвлению контура, который обозначен на фиг.1 номером 51 позиции и обслуживает второй теплообменник 65). Предпочтительно третий теплообменник 72 также относится к типу теплообменника с трубным пучком. Вокруг внутренних каналов третьего теплообменника 72, по которому проходит теплообменная жидкость, или смежно с ними с помощью соответствующих направляющих систем и/или соответствующих каналов проводят поток технологического воздуха, поступающий из камеры 1 по транспортирующей линии 7. Предпочтительно технологический воздух вводят в третий теплообменник 72 таким образом, что направление его потока противоположно направлению потока теплообменной жидкости.
Раструбная установка также предпочтительно содержит сепаратор 71 конденсата, расположенный вдоль линии 7 транспортировки технологического воздуха, между выпускным отверстием 14 камеры 1 и точкой 15 ввода воздуха в сердечник 13, и действующий на технологический воздух с обеспечением удаления любой присутствующей в нем воды. Это препятствует прохождению воды и/или влаги и/или образованию конденсата в сердечнике 13, который может содержать механические элементы. Этот этап является особенно важным в том случае, когда технологический воздух, выходящий из камеры 1, представляет собой воздух, обогащенный распыленной водой в отсеке 6 обогащения.
Данное изобретение также относится к способу формования раструба на конце трубы, выполненной из термопластического материала.
Предпочтительно указанный способ реализуют с помощью раструбной установки в соответствии с любым из различных вариантов выполнения, описанных выше.
В контексте приведенного ниже описания все, что изложено выше относительно элементов раструбной установки, их работы и взаимосвязи друг с другом, в сущности также относится к соответствующим этапам указанного способа, в частности, когда этапы способа относятся к работе различных компонентов вышеописанной раструбной установки.
Предложенный способ формования раструба на конце трубы, выполненной из термопластического материала, в целом включает следующие этапы:
- прием трубы 2, выполненной из термопластического материала и имеющей конец 20, нагретый до состояния пластической деформации,
- формование раструба из материала указанного нагретого конца 20 трубы 2,
- прием технологического воздуха, поступающего из источника 30 сжатого воздуха, и проведение этапа обработки полученного таким образом технологического воздуха, включающего по меньшей мере один подэтап охлаждения,
- охлаждение материала конца 20 трубы 2 по меньшей мере с помощью потока технологического воздуха, выходящего с этапа обработки.
Во время подэтапа охлаждения технологический воздух транспортируют и проводят в испаритель 40 холодильной установки 4 с рабочим циклом на основе хладагента, циркулирующего в соответствующем замкнутом контуре холодильной установки 4, содержащей указанный испаритель 40, в результате чего происходит передача тепла от технологического воздуха к хладагенту в испарителе 40.
Таким образом, охлаждающее воздействие холодильной установки 4 направлено в испарителе 40 непосредственно на технологический воздух, который затем направляют к концу 20 трубы 2 с обеспечением возможности чрезвычайно эффективного охлаждения.
Указанный конец 20 трубы 2 может быть заранее нагрет в соответствующем термическом средстве известного типа. Как также указано ниже в последующем описании данного способа, формование раструба может выполняться в камере 1 в соответствии с одним из вышеописанных вариантов выполнения. Источник 30 сжатого воздуха и средства для транспортировки технологического воздуха от указанного источника 30 к месту формования раструба (в частности, к камере 1) могут быть такими же, как источник и средства, описанные применительно к раструбной установке (в частности, линия 3 подачи технологического воздуха, для которой могут использоваться, в зависимости от требований, технические характеристики и различные варианты выполнения, приведенные в описании указанной раструбной установки), с сохранением уже описанных способов их работы (в частности, относящихся к различным описанным вариантам выполнения раструбной установки).
Очевидно, что во время подэтапа охлаждения на этапе обработки технологического воздуха может использоваться холодильная установка 4, уже описанная при указании особенностей раструбной установки, в соответствии с теми же способами работы (в частности, с использованием того же цикла и того же хладагента). Очевидно, что все упомянутые в связи с этим преимущества и результаты также могут относиться к предложенному способу.
Предпочтительно на этапе обработки технологического воздуха:
- технологический воздух, поступивший из источника 30 сжатого воздуха, сначала подвергают подэтапу предварительного охлаждения, а затем подэтапу охлаждения,
- во время подэтапа предварительного охлаждения технологический воздух транспортируют и направляют в первый теплообменник 50, в котором он передает тепло теплообменной жидкости, охлаждаемой с помощью холодильной секции 5 и циркулирующей в соответствующем замкнутом контуре, содержащем указанный первый теплообменник 50.
Очевидно, что вышеупомянутая холодильная секция 5 может быть холодильной секцией, описанной выше применительно к раструбной установке, также как и первый теплообменник 50, соответствующие замкнутые контуры циркуляции и тип теплообменной жидкости. Информацию о конкретном способе их использования можно получить непосредственно из относящейся к ним части описания раструбной установки. Как описано выше для раструбной установки, выполнение во время этапа обработки технологического воздуха этапа охлаждения, проводимого в испарителе 40, в сочетании с описываемым подэтапом предварительного охлаждения обеспечивает достижение существенной эффективности охлаждения и значительного повышения производительности при минимальном увеличении затрат.
Соответственно, во время этапа обработки технологического воздуха выполняют подэтап сбора конденсированной влаги, которая присутствует в технологическом воздухе, выходящем из испарителя 40, и наличие которой обусловлено охлаждением. Как указано выше, это обеспечивает уменьшение или устранение конденсата, который содержится во влаге технологического воздуха и может образовываться вследствие внезапного понижения температуры указанного воздуха во время подэтапов предварительного охлаждения и охлаждения. Сбор конденсата может производиться с помощью коллектора 41 конденсата, описанного выше и расположенного в том же месте линии 3 подачи воздуха относительно испарителя 40 и источника 30 сжатого воздуха.
Этап формования раструба из нагретого конца 20 трубы 2 включает подэтапы:
- введения указанного нагретого конца 20 трубы 2 в камеру 1, имеющую фасонные стенки 11, которые предназначены для обеспечения создания формы раструба,
- введения в указанную камеру 1 технологического воздуха, поступающего с этапа обработки и создающего повышенное давление по меньшей мере в одной части камеры 1, пока в указанной по меньшей мере одной части не будет достигнуто давление формования раструба,
- поддержания давления формования раструба на протяжении времени формования.
Технологический воздух, в котором таким образом создают повышенное давление, толкает материал нагретого конца 20 трубы 2 к фасонным поверхностям 11 с обеспечением принятия их формы указанным концом 20. Наряду с выполнением формования технологический воздух, толкающий материал конца 20 трубы 2 к фасонным стенкам 11, также начинает выполнять начальное охлаждение пластического материала.
Очевидно, что введение технологического воздуха в камеру 1 для обеспечения создания в ней повышенного давления может быть получено благодаря воздуху, поступающему через впускное отверстие 10 и действующему на впускной клапан 34. Для информации по этому вопросу следует обратиться к описанию, приведенному выше при рассмотрении раструбной установки.
Формовочная камера 1 может быть выполнена в любом из вариантов, описанных выше при рассмотрении раструбной установки. В частности, она содержит корпус 12. В варианте выполнения предложенного способа камера 1 относится к типу, который схематически изображен на фиг.4 (и подробно рассмотрен в описании соответствующего варианта выполнения раструбной установки) и в котором фасонные стенки 11 формируют только внешнюю форму раструба и, соответственно, выполнены путем профилирования внутренних стенок 120 указанного корпуса 12. В этом случае на протяжении процесса формования раструба технологический воздух, действуя изнутри конца 20 трубы 2 в направлении наружу, толкает материал указанного конца 20 к внутренним стенкам 120 корпуса 12. За информацией следует обратиться ко всему изложенному выше материалу о раструбной установке, в частности, относящемуся к варианту выполнения, показанному на фиг.4.
В варианте выполнения указанного способа, рассматриваемого со ссылкой на варианты выполнения камеры 1, показанные на фиг.1 и 3 (и подробно рассмотренные в описании соответствующих вариантов выполнения раструбной установки), указанную камеру 1 выполняют путем соединения внешнего корпуса 12 и расположенного в нем сердечника 13. Внешние боковые стенки 130 сердечника 13 образуют только первую часть фасонных стенок 11 камеры 1, которая создает внутреннюю форму изготовляемого раструба. В этом случае во время подэтапа введения нагретого конца 20 трубы 2 в камеру 1 выполняют его насаживание на указанный сердечник 13 в осевом направлении. По меньшей мере на протяжении отрезка времени формования раструба технологический воздух, поддерживаемый под давлением, необходимым для формования раструба, прижимает конец 20 трубы 2 к внешним боковым стенкам 130 сердечника 13. В этом случае за информацией опять же следует обратиться ко всему изложенному выше материалу о раструбной установке, в частности, относящемуся к вариантам выполнения, показанным на фиг.1 и 3.
В частности, в случае, изображенном на фиг.1, когда фасонные стенки 11 совпадают с внешними боковыми стенками 130 сердечника 13 (при этом корпус 12 не выполняет функции формования), технологический воздух, поддерживаемый под давлением формования раструба, прижимает конец 20 трубы 2 к внешним боковым стенкам 130 сердечника 13 на протяжении всего времени формования.
В случае, изображенном на фиг.3, как уже было указано в описании раструбной установки, внешний корпус 12 имеет внутренние стенки 120, образующие вторую часть фасонных стенок 11 камеры 1, которая создает внешнюю форму изготовляемого раструба. В этом случае в течение первого отрезка времени формования раструба технологический воздух вводят между внешними боковыми стенками 130 сердечника 13 и концом 20 трубы 2, толкая конец 20 трубы 2 с обеспечением его прижатия к внутренним стенкам 120 внешнего корпуса 12 (см., в частности, нижнюю половину фиг.3). На протяжении первого отрезка времени формования раструба в промежутке давление формования раструба между внешними боковыми стенками 130 сердечника 13 и концом 20 трубы 2 поддерживают на уровне первого значения. По завершении первого отрезка времени формования, после по меньшей мере частичного сброса давления в промежутке между внешними стенками 130 сердечника 13 и концом 20 трубы 2, в течение второго отрезка времени формования раструба технологический воздух вводят в промежуток между стенками 120 внешнего корпуса 12 и концом 20 трубы 2, толкая конец 20 трубы 2 с обеспечением его прижатия к внешним боковым стенкам 130 сердечника 13 (см., в частности, верхнюю половину фиг.3). На протяжении второго отрезка времени формования раструба давление формования раструба в промежутке между внутренними стенками 120 внешнего корпуса 12 и концом 20 трубы 2 поддерживают на уровне второго значения. На протяжении указанного первого отрезка времени давление формирования раструба может быть равным давлению, которое поддерживают на протяжении второго отрезка времени формования раструба. Давление формирования раструба, поддерживаемое в течение первого отрезка времени формования, обычно превышает давление, которое поддерживают в течение второго отрезка времени формования раструба.
Этап охлаждения материала указанного конца 20 трубы 2, который выполняют во время завершения формования раструба, включает:
- обеспечение оттока технологического воздуха из камеры 1 меньшего, чем его приток в указанную камеру 1, так что при давлении меньшем, чем давление формования раструба, в камере 1 устанавливают поток непрерывно сменяющегося технологического воздуха, действующего на материал конца 20 трубы 2,
- поддержание как оттока технологического воздуха из камеры 1, так и его притока в указанную камеру 1 на протяжении времени охлаждения.
Отток технологического воздуха из камеры 1 может быть произведен через отверстие 14 выпуска технологического воздуха из камеры 1 путем воздействия на выпускной клапан 17. Для информации по этому вопросу сделать обратиться к описанию, приведенному выше при рассмотрении раструбной установки.
В вариантах выполнения способа формования, включающего использование камеры 1, снабженной сердечникам 13 (особенности и варианты выполнения которого также подробно описаны в части описания, касающейся раструбной установки) и аналогичной камерам, которые показаны на фиг.1 и 3, указанный способ включает прием технологического воздуха, поступающего из камеры 1, и его введение в сердечник 13 для обеспечения охлаждения указанного сердечника 13. Это может быть выполнено с помощью любого из технических решений, предназначенных для этой цели и описанных при рассмотрении раструбной установки. В частности, путем воздействия на выпускной клапан 17 можно заставить технологический воздух, выходящий из указанного выпускающего отверстия 14 камеры 1, проходить через участок транспортирующей линии 7 до точки ввода 15 в сердечник 13. Для информации по этому вопросу следует обратиться к описанию, приведенному выше при рассмотрении раструбной установки.
Перед введением в сердечник 13 технологический воздух, выходящий из камеры 1, предпочтительно подвергают этапу последующей обработки, который включает по меньшей мере один подэтап относительного охлаждения. Этот подэтап охлаждения этапа последующей обработки технологического воздуха может быть выполнен в охлаждающем отсеке 70 для технологического воздуха, поступающего из камеры 1 с помощью транспортирующей линии 7, как подробно рассмотрено в описании соответствующих компонентов раструбной установки (очевидно, с теми же результатами и преимуществами). В частности, в этом случае также сделана ссылка на использование третьего теплообменника 72 и его линию связи с холодильной секцией 5, как описано выше применительно к раструбной установке.
Для более эффективного охлаждения конца 20 трубы 2, уже отформованного в виде раструба, этап обработки технологического воздуха преимущественно включает запуск подэтапа обогащения технологического воздуха распыленной водой под давлением, который выполняют после подэтапа относительного охлаждения и который, в свою очередь, включает следующие этапы:
- прием воды из источника 62 воды,
- обеспечение притока воды под заданным давлением по меньшей мере в одно сопло 60, которое распыляет воду и рассеивает ее в технологическом воздухе.
Указанное заданное давление воды предпочтительно превышает давление технологического воздуха в месте рассеивания в него распыленной воды. Описание этого аспекта приведено ниже.
Обработанный таким образом воздух затем направляют на материал конца 20 трубы 2 (в частности, в камеру 1). Подэтап обогащения технологического воздуха распыленной водой под давлением может быть выполнен с помощью отсека 6, описанного выше при рассмотрении раструбной установки. В этом случае приток воды в указанное сопло 60 обеспечивают путем использования линии 61 подачи воды. Как описано выше применительно к раструбной установке, ось 601 сопла 60 совпадает с направлением потока технологического воздуха в месте, где сопло 60 опускают в указанный поток. Геометрическая конфигурация сопла 60 такова, что во время подэтапа обогащения технологического воздуха распыленной водой под давлением конус выходящей из сопла 60 указанной воды имеет угол А конусности, который меньше или равен 45°. Угол А конусности предпочтительно составляет 30°. За информацией следует обратиться ко всему изложенному выше материалу об отсеке 6 для обогащения, приведенному в описании раструбной установки, а также ко всем наблюдениям, относящимся к охлаждающей способности смеси технологического воздуха и распыленной воды. Следует отметить, что впрыскивание распыленной воды выполняют в направлении, совпадающем с направлением потоком воздуха, под давлением Р4, превышающим давление Р1 технологического воздуха внутри и в центре канала (то есть на участке линии 3 подачи технологического воздуха), по которому он проходит. Решающим параметром процесса обработки, отвечающим за достижение оптимальной охлаждающей способности полученной текучей среды (воздушно-водяной смеси), является расход потока впрыскиваемой распыленной воды - расход, который должен регулироваться исходя из расхода потока технологического воздуха в точке впрыскивания. Расход потока распыленной воды может регулироваться с помощью средств 67 для регулирования притока воды в сопло 60, описанных выше применительно к раструбной установке. Избыточный расход воды может привести к чрезмерному укрупнению капель воды, рассеиваемой в технологическом воздухе. Такое укрупнение нарушает теплообмен между водой и технологическим воздухом, в результате чего снижается эффективность охлаждения частиц воды холодным технологическим воздухом, в который их впрыскивают. Кроме того, это может привести к созданию дождевого эффекта на пластическом материале раструба, вследствие чего охлаждающая способность становится ниже по сравнению с охлаждающей способностью, которая может быть получена путем поддержания воды, рассеиваемой в технологическом воздухе, в состоянии облака.
Во время подэтапа обогащения технологического воздуха распыленной водой под давлением воду под давлением, полученную из источника 62 воды, перед передачей к соплу 60 охлаждают в отсеке 64. Охлаждающий отсек 64 может иметь такие же особенности и варианты выполнения, как и описанные выше при рассмотрении раструбной установки. В частности, в этом случае также сделана ссылка на использование второго теплообменника 65 и его линии связи с холодильной секцией 5, как описано выше применительно к раструбной установке.
В случаях, когда формование раструба на конце 20 трубы 2 предусматривает использование камеры 1 в соответствии с одним из вариантов ее выполнения, вышеупомянутый подэтап обогащения технологического воздуха распыленной водой под давлением запускают во время завершения формования раструба и выполняют только на протяжении времени охлаждения материала конца 20 трубы 2. Это помогает предотвратить вхождение конца 20 трубы 2 в контакт с водой (даже если она находится в тщательно рассеянном состоянии), когда он все еще нагрет достаточно для получения повреждения от подобного контакта.
Преимущественно в случаях, когда в камере 1 находится сердечник 13 (и, в частности, в случаях, предусматривающих запуск подэтапа обогащения технологического воздуха распыленной водой под давлением), технологический воздух перед введением его в сердечник 13 подвергают процессу отделения конденсата для обеспечения устранения любой воды, содержащейся в указанном воздухе. Этот процесс может быть выполнен с использованием сепаратора 71 конденсата, расположенного вдоль транспортирующей технологический воздух линии 7 и описанного выше применительно к раструбной установке. За информацией следует обратиться к описанию всех его способов работы и особенностей.
Соответственно, в случаях, когда был запущен подэтап обогащения технологического воздуха распыленной водой под давлением, его прерывают во время завершения охлаждения материала конца 20 трубы 2 и одновременно продолжают поддерживать как отток технологического воздуха из камеры 1, так и его приток в нее. Таким образом, в камере 1 устанавливают непрерывно сменяющийся поток технологического воздуха для обеспечения осушения камеры 1 и конца 20 трубы 2. Такое состояние поддерживают в течение промежутка времени, который следует за временем охлаждения и во время которого из камеры 1 и конца 20 трубы 2 устраняют следы воды, которая могла там остаться. Таким образом, существует возможность удаления из камеры 1 конца 20 трубы 2 с отформованным на нем и высушенным раструбом и в то же время получения уже свободной от загрязнений камеры 1, готовой для введения конца 20 другой трубы 2 и выполнения еще одного рабочего цикла.
На фиг.1-4 пути прохождения технологического воздуха (по линии 3 подачи и/или по транспортирующей линии 7), теплообменной жидкости (по различным ответвлениям рециркуляционного контура, проходящим к холодильной секции 5) и хладагента в охладительной установке 4 показаны соответствующими стрелками и (при наличии) соответствующими непрерывными линиями.
Далее приведено краткое описание выполнения указанного способа со ссылкой в качестве примера и без какого-либо ограничения объема данного изобретения на работу предпочтительного варианта выполнения предложенной раструбной установки. В частности, ниже приведено описание показательного примера эффективного рабочего цикла, применяемого в раструбной установке, в которой используют механический пуансон (сердечник) для формования раструбов на концах труб, выполненных из ПВХ (поливинилхлорида), а в данном конкретном случае - из НПВХ (непластифицированного поливинилхлорида). В частности, сделана ссылка на использование раструбной установки, которая содержит камеру 1, принадлежащую к типу, показанному на фиг.1 (то есть имеющую фасонные стенки 11, сформированные боковыми внешними стенками 130 формовочного сердечника).
Конец 20 трубы 2 (в частности, выполненной из НПВХ) нагревают в термическом средстве до деформируемого состояния. Затем сердечник 13 вставляют в осевом направлении в конец 20 трубы 2, при этом трубу 2 расширяют и предварительно формуют ее конец 20. В этот момент конец 20 трубы 2, как и сердечник 13, находится во внешнем корпусе 12 камеры 1. Между тем, после открытия останавливающих средств линия 3 подачи технологического воздуха принимает воздух из источника 30 сжатого воздуха (например, под давлением 5-10 бар) и направляет его к приспособлениям, которые подвергают указанный воздух этапу обработки. Этап обработки технологического воздуха выполняют следующим образом. Прежде всего, указанная линия 3 подачи вводит воздух, который необходимо обработать, в первый теплообменник 50, где он входит в тепловой контакт с теплообменной жидкостью (водным раствором этиленгликоля), охлажденной с помощью холодильной секции 5. Таким образом, технологический воздух подвергают подэтапу предварительного охлаждения и, когда он выходит из первого теплообменника 50, переносят (с помощью линии 3 подачи) к испарителю 40 холодильной установки 4. Здесь технологический воздух вводят в тепловой контакт с хладагентом холодильной установки 4 и таким образом подвергают подэтапу охлаждения. На выходе из испарителя 40, благодаря оптимизации размеров холодильных средств, технологический воздух приобретает постоянное низкое значение температуры (которое может составлять от 5°С до 10°С, предпочтительно 6°С или 8°С). В этом состоянии при выходе из испарителя 40 технологический воздух попадает в коллектор 41 конденсата. В нем воздух подвергается подэтапу сбора конденсированной влаги, которая может образовываться в технологическом воздухе вследствие понижения его температуры. Конденсированную воду собирают в чашку указанного коллектора 41 и сливают оттуда с помощью соответствующего клапана. Технологический воздух в линии 3 подачи, уже охлажденный и освобожденный от влаги, доводят до первого давления Р1 (в данном примере равного приблизительно 6 бар), затем проводят через отсек 6 для обогащения технологического воздуха распыленной водой (который в данный момент не приведен в действие) в момент завершения этапа обработки и направляют к камере 1, в которой конец 20 трубы 2 установлен на сердечник 13. При закрытом выпускном клане 17 открывают впускной клапан 34 и вводят технологический воздух в камеру 1 через впускное отверстие 10. Благодаря действию уплотняющих элементов 16 давление в указанной камере 1 повышают до давления формования раструба (равного приблизительно первому давлению Р1, которое в этом примере составляет 6 бар). Давление формования поддерживают на протяжении процесса формования раструба с обеспечением толкания материала конца 20 трубы 2 технологическим воздухом к внешним боковым поверхностям 130 сердечника 13, которые формируют фасонные стенки 11 и внутреннюю форму раструба. В течение времени формирования раструба контакт с технологическим воздухом (изначально холодным), находящимся в камере 1, вызывает первое незначительное понижение температуры указанного конца 20 трубы 2. Во время завершения формования раструба запускают этап охлаждения материала конца 20 трубы 2 с помощью потока охлажденного технологического воздуха. Поддерживая впускной клапан 34 в открытом состоянии, также открывают выпускной клапан 17 и регулируют открытие регулятора 77 выпускного потока таким образом, что происходит лишь частичный сброс давления в камере 1 и устанавливается равновесие (между оттоком технологического воздуха из камеры 1 через выпускное отверстие 14 и притоком через впускное отверстие 10 охлажденного технологического воздуха, поступающего с этапа обработки), в результате чего в камере 1 устанавливается второе давление Р2, равное давлению для поддержания состояния повышенного давления в условиях, в которых происходит непрерывная циркуляция охлажденного сжатого воздуха. Как правило, когда подачу сжатого воздуха выполняют при давлении 6 бар (равном первому давлению Р1), второе давление Р2, равное поддерживаемому давлению, устанавливают на уровне около 4 бар. Полученное в результате давление потока технологического воздуха, выходящего из камеры 1 (и, соответственно, его давление в транспортирующей линии 7), равно третьему давлению Р3, определяемому разницей между первым и вторым давлениями Р1 и Р2. С учетом приведенных в этом примере давлений третье давлении Р3, таким образом, составляет около 2 бар. Чем больше открыт регулятор 77 выпускного потока, тем ниже давление в камере 1 и, следовательно, меньше остаточный эффект формования. Однако в то же время расход конвективного потока технологического воздуха в камере 1 соответственно выше, и, следовательно, охлаждающее воздействие на конец 20 трубы 2 также соответствующим образом возрастает. Указанное состояние поддерживают на протяжении времени охлаждения.
Во время завершения формования раструба и при начале охлаждения приводят в действие отсек 6 для обогащения технологического воздуха распыленной водой и запускают подэтап обогащения технологического воздуха распыленной водой на этапе его обработки. После открытия средств 63, которые прекращают приток технологической воды к соплу 60, линия 61 подачи воды принимает воду от источника 60 воды и направляет ее к охлаждающему воду отсеку 64. После поступления во второй теплообменник 65 указанная вода входит в тепловой контакт с теплообменной жидкостью, охлажденной с помощью холодильной секции 5 и циркулирующей в ответвлении контура, обозначенном на фиг.1 номером 53 позиции. После выхода из второго теплообменника 65 охлажденную таким образом воду направляют к соплу 60 под давлением, которое регулируют с получением четвертого давления Р4, превышающего первое давление Р1 технологического воздуха на участке 31 линии подачи воздуха, в которой расположено указанное сопло 60.
Сопло 60 выполняют с такой конфигурацией, что угол А конуса распространения воды из него предпочтительно составляет около 30°. Расход воды, поступающей к соплу 60, регулируют (например, с помощью регулирующих средств 67) с обеспечением настолько мелкого распыления воды в технологическом воздухе, что после ее введения транспортируемым воздухом в камеру 1 на конце 20 трубы 2 или на различных частях камеры 1 не возникает «дождевого эффекта».
Таким образом, технологическую воду вводят в поток технологического воздуха в виде чрезвычайно мелких частиц, которые эффективно транспортируются, сразу после этого охлаждаются технологическим воздухом и весьма быстро достигают его температуры. Полученную таким образом смесь технологического воздуха и распыленной воды затем вводят в камеру 1 через впускное отверстие 10, проводят по концу 20 трубы 2 с обеспечением его очень эффективного и быстрого охлаждения, а затем вытесняют из камеры 1 через выпускное отверстие 14 и вводят в транспортирующую линию 7.
Технологический воздух (независимо от того, находится ли он в осушенном состоянии или содержит распыленную воду, собранную в отсеке 6 обогащения), нагретый вследствие контакта с концом 20 трубы 2, выводят из камеры 1 через выпускное отверстие 14 и вводят в транспортирующую линию 7, которая переносит его к точке 15 ввода в сердечник 13. Перед поступлением в сердечник 13, в котором он способствует охлаждению последнего, технологический воздух подвергают этапу последующей обработки. В частности, транспортирующая линия 7 переносит технологический воздух к охлаждающему отсеку 70 и вводит в третий теплообменник 72, где он входит в тепловой контакт с теплообменной жидкостью, охлажденной холодильной секцией 5 и циркулирующей в ответвлении контура, обозначенном на фиг.1 номером 54 позиции. Технологический воздух, прошедший таким образом подэтап охлаждения на этапе последующей обработки, вновь охлаждают после выхода из третьего теплообменника 72 и вводят в сепаратор 71 конденсата с помощью транспортирующей линии 7. Таким образом удаляют воду, присутствующую в технологическом воздухе (наличие которой обусловлено либо его остаточной влагой либо его смешиванием с распыленной водой в отсеке 6 для обогащения), и вновь осушенный воздух может быть введен в сердечник 13 без какого-либо риска повреждения или нарушения работы его внутренних механических элементов. После поступления в сердечник 13 через точку 15 ввода технологический воздух проходит через него (предпочтительно перемещаясь по продольной оси X сердечника 13) и выходит в окружающую среду через отверстия, выполненные в сердечнике 13 соответствующим образом (например, на передней части 131 сердечника).
Данное изобретение обеспечивает важные преимущества.
Процесс охлаждения выполняется чрезвычайно быстро и эффективно. Отношение повышения производительности (в частности, увеличения числа рабочих циклов в единицу времени) к повышению затрат, необходимому для реализации данного изобретения, является чрезвычайно выгодным.
Приблизительные значения: в традиционной раструбной установке для труб из НПВХ, в нормальных окружающих условиях (окружающая температура 23°С) температура сжатого воздуха после прохождения этапа обработки достигает 16°С. Для обеспечения такого результата при выполнении процессов формования и охлаждения в традиционных установках используют сжатый воздух, получаемый из сети под давлением 7 бар при расходе 5000 нл/мин и охлаждаемый стандартной холодильной установкой, производительность которой составляет 6000 единиц охлаждения/час (и в которой теплообменную жидкость поддерживают при температуре 11°С). Предложенные раструбная установка и способ позволяют получить на выходе камеры 1 сжатый воздух, который после этапа обработки (и перед смешиванием с распыленной водой) имеет установившуюся температуру около 6°С и влажность, соответствующую точке росы при 3°С в сжатом воздухе при давлении 7 бар. На основании данного изобретения такой результат может быть получен, в частности, путем добавления к традиционной холодильной установке, имеющей производительность 6000 единиц охлаждения/час, холодильной установки, которая имеет цикл сжатия и охлаждения и потребляет 0,7 кВт электроэнергии, соответственно, с минимальным увеличением затрат и сложности системы.
Реферат
Данное изобретение относится к раструбной установке для формования раструбов на концах термопластичных труб и к способу формования такого раструба. Техническим результатом заявленного изобретения является повышение эффективности и скорости охлаждения. Технический результат достигается установкой для формования раструбов на концах термопластичных труб, которая содержит формовочную камеру для введения нагретого конца трубы и формования на нем раструба. Линию подачи воздуха, принимающую его из источника сжатого воздуха и вводящую его в формовочную камеру через впускное отверстие. Средства охлаждения конца трубы, в которых используется воздух. При этом средства охлаждения содержат холодильную установку, рабочий цикл которой основан на действии хладагента и которая снабжена замкнутым контуром для его рециркуляции, в свою очередь содержащим испаритель хладагента, расположенный на пути прохождения воздуха по линии подачи воздуха. Средства охлаждения содержат холодильную секцию, которая охлаждает теплообменную жидкость, циркулирующую в замкнутом контуре, содержащем теплообменник, расположенный на линии подачи воздуха перед испарителем. 2 н. и 23 з.п. ф-лы, 4 ил.
Формула
- формовочную камеру (1), предназначенную для введения нагретого конца (20) трубы (2), выполненной из термопластического материала, на котором должен быть создан раструб, и формования на этом конце (20) раструба,
- линию (3) подачи технологического воздуха, которая принимает технологический воздух из источника (30) сжатого воздуха и вводит его в указанную формовочную камеру (1) через впускное отверстие (10),
- средства охлаждения указанного конца (20) трубы (2), в которых по меньшей мере используется технологический воздух, отличающаяся тем, что
- указанные средства охлаждения содержат холодильную установку (4), рабочий цикл которой основан на действии хладагента и которая снабжена замкнутым контуром для рециркуляции указанного хладагента, в свою очередь содержащим испаритель (40) хладагента, расположенный на пути прохождения технологического воздуха от указанного источника (30) сжатого воздуха к формовочной камере (1),
- указанная линия (3) подачи технологического воздуха транспортирует технологический воздух в указанный испаритель (40) с обеспечением передачи тепла от технологического воздуха к хладагенту в испарителе (40) и, следовательно, охлаждению технологического воздуха,
- указанные средства охлаждения содержат холодильную секцию (5), которая охлаждает теплообменную жидкость, циркулирующую в соответствующем замкнутом контуре, содержащем первый теплообменник (50), расположенный на указанной линии (3) подачи технологического воздуха перед испарителем (40) относительно формовочной камеры (1) на пути прохождения технологического воздуха от источника (30) сжатого воздуха к указанной камере (1), причем линия (3) подачи переносит технологический воздух в указанный первый теплообменник (50) с обеспечением передачи тепла от технологического воздуха к указанной теплообменной жидкости и его предварительному охлаждению.
- по меньшей мере одно сопло (60), вставленное в участок указанной линии (3) подачи технологического воздуха, расположенный за испарителем (40) относительно источника (30) сжатого воздуха на пути прохождения технологического воздуха от указанного источника (30) к формовочной камере (1),
- линию (61) подачи воды, которая принимает воду из источника (62) воды и переносит ее к указанному соплу (60), где вода распыляется в поток технологического воздуха,
- средства (63) остановки притока технологической воды к соплу (60), расположенные на указанной линии (61) подачи воды,
причем указанное сопло (60) направлено к той стороне линии (3) подачи технологического воздуха, которая проходит к формовочной камере (1).
- формовочная камера (1) выполнена путем соединения корпуса (12) и формовочного сердечника (13), который расположен в указанном корпусе (12) и на который насаживается в осевом направлении нагретый конец (20) трубы (2), причем внешние боковые стенки (130) формовочного сердечника (13) по меньшей мере частично образуют указанные фасонные стенки (11) формовочной камеры (1) и служат для создания внутренней формы изготовляемого раструба,
- указанная установка содержит участок линии (7) транспортировки технологического воздуха, который получает технологический воздух, вышедший из формовочной камеры (1) через выпускное отверстие (14), и вводит его через точку (15) ввода в указанный формовочный сердечник (13) с обеспечением охлаждения сердечника (13).
- прием трубы (2), которая выполнена из термопластического материала и конец (20) которой нагрет до состояния пластической деформации,
- формование раструба из материала указанного нагретого конца (20) трубы (2),
- прием технологического воздуха, поступающего из источника (30) сжатого воздуха, и проведение этапа обработки полученного таким образом технологического воздуха, включающего по меньшей мере один подэтап охлаждения,
- охлаждение указанного материала конца (20) трубы (2) по меньшей мере с помощью потока технологического воздуха, выходящего с этапа обработки,
отличающийся тем, что
- во время указанного подэтапа охлаждения технологический воздух транспортируют и проводят в испаритель (40) холодильной установки (4) с рабочим циклом на основе хладагента, циркулирующего в соответствующем замкнутом контуре холодильной установки (4), содержащей указанный испаритель (40), с обеспечением передачи тепла от технологического воздуха к хладагенту в испарителе (40);
- во время этапа обработки технологический воздух, поступивший из указанного источника (30) сжатого воздуха, сначала подвергают подэтапу предварительного охлаждения, а затем подэтапу охлаждения,
- во время подэтапа предварительного охлаждения технологический воздух транспортируют и направляют в первый теплообменник (50), в котором он передает тепло теплообменной жидкости, охлаждаемой с помощью холодильной секции (5) и циркулирующей в соответствующем замкнутом контуре, содержащем указанный первый теплообменник (50).
- введения указанного нагретого конца (20) трубы (2) в формовочную камеру (1), имеющую фасонные стенки (11), которые предназначены для обеспечения создания формы раструба,
- введения в указанную формовочную камеру (1) технологического воздуха, поступающего с этапа обработки и создающего повышенное давление по меньшей мере в одной части формовочной камеры (1), пока в указанной по меньшей мере одной части камеры (1) не будет достигнуто давление формования раструба,
- поддержания давления формования раструба на протяжении времени формования раструба,
причем технологический воздух, в котором таким образом создают повышенное давление, толкает материал нагретого конца (20) трубы (2) к фасонным поверхностям (11) с обеспечением принятия их формы указанным концом (20).
- указанную формовочную камеру (1) выполняют путем соединения внешнего корпуса (12) и расположенного в нем формовочного сердечника (13), внешние боковые стенки (130) которого образуют первую часть фасонных стенок (11) формовочной камеры (1), создающую внутреннюю форму изготовляемого раструба,
- во время подэтапа введения указанного нагретого конца (20) трубы (2) в формовочную камеру (1) выполняют его насаживание на указанный формовочный сердечник (13) в осевом направлении,
- по меньшей мере на протяжении отрезка времени формования раструба технологический воздух, поддерживаемый под давлением формования раструба, прижимает конец (20) трубы (2) к указанным внешним боковым стенкам (130) формовочного сердечника (13).
- указанный внешний корпус (12) имеет внутренние стенки (120), образующие вторую часть фасонных стенок (11) формовочной камеры (1), которая создает внешнюю форму изготовляемого раструба,
- в течение первого отрезка времени формования раструба технологический воздух вводят между указанными внешними боковыми стенками (130) формовочного сердечника (13) и концом (20) трубы (2), толкая конец (20) трубы (2) с обеспечением его прижатия к указанным внутренним стенкам (120) внешнего корпуса (12), причем на протяжении первого отрезка времени формования раструба давление формования раструба в промежутке между внешними боковыми стенками (130) формовочного сердечника (13) и концом (20) трубы (2) поддерживают на уровне первого значения,
- после по меньшей мере частичного сброса давления в промежутке между внешними стенками (130) сердечника (13) и концом (20) трубы (2), в течение второго отрезка времени формования раструба технологический воздух вводят в промежуток между стенками (120) внешнего корпуса (12) и концом (20) трубы (2), толкая конец (20) трубы (2) с обеспечением его прижатия к внешним боковым стенкам (130) формовочного сердечника (13), причем на протяжении второго отрезка времени формования раструба давление формования раструба в промежутке между внутренними стенками (120) внешнего корпуса (12) и концом (20) трубы (2) поддерживают на уровне второго значения.
- обеспечивают отток технологического воздуха из формовочной камеры (1), меньший, чем его приток в указанную камеру (1), так что при давлении, меньшем, чем давление формования раструба, в формовочной камере (1) устанавливают поток непрерывно сменяющегося технологического воздуха, действующего на материал конца (20) трубы (2),
- на протяжении времени охлаждения поддерживают как отток технологического воздуха из формовочной камеры (1), так и его приток в указанную камеру (1).
- обеспечивают отток технологического воздуха из формовочной камеры (1), меньший, чем его приток в указанную камеру (1), так что при давлении, меньшем, чем давление формования раструба, в формовочной камере (1) устанавливают поток непрерывно сменяющегося технологического воздуха, действующего на материал конца (20) трубы (2),
- на протяжении времени охлаждения поддерживают как отток технологического воздуха из формовочной камеры (1), так и его приток в указанную камеру (1).
- обеспечивают отток технологического воздуха из формовочной камеры (1), меньший, чем его приток в указанную камеру (1), так что при давлении, меньшем, чем давление формования раструба, в формовочной камере (1) устанавливают поток непрерывно сменяющегося технологического воздуха, действующего на материал конца (20) трубы (2),
- на протяжении времени охлаждения поддерживают как отток технологического воздуха из формовочной камеры (1), так и его притока в указанную камеру (1).
- прием воды из источника (62) воды,
- обеспечение притока воды под заданным давлением по меньшей мере в одно сопло (60), которое распыляет воду и рассеивает ее в технологическом воздухе,
причем указанное заданное давление воды превышает давление технологического воздуха в месте рассеивания в нем распыленной воды.
- прием воды из источника (62) воды,
- обеспечение притока воды под заданным давлением по меньшей мере в одно сопло (60), которое распыляет воду и рассеивает ее в технологическом воздухе,
причем указанное заданное давление воды превышает давление технологического воздуха в месте рассеивания в нем распыленной воды,
при этом технологический воздух перед введением его в формовочный сердечник (13) подвергают процессу отделения конденсата для обеспечения устранения любой воды, содержащейся в указанном воздухе.
Комментарии