Пултрузионные системы для придания композитным деталям продольной кривизны - RU2760375C2
Код документа: RU2760375C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к области композиционных материалов и, в частности, к заготовкам, которые повышают прочность стыков в композиционных материалах.
УРОВЕНЬ ТЕХНИКИ
[002] Многослойные слоистые элементы составляющего материала (например, армированный углеродным волокном полимер) могут быть сформованы с получением любой из самых разных форм до того, как они будут отверждены в цельную композитную деталь. Например, формовочные головки и/или другие формовочные инструменты могут быть использованы для изменения формы листа слоистого материала. Некоторые типы слоистого материала пропитываются отверждаемой смолой и называются "препреговым" слоистым материалом. Другие типы слоистого материала включают в себя "сухое волокно", которое не пропитывается смолой, и термопластичное углеродное волокно, которое включает в себя термопластичную смолу вместо термореактивной смолы.
[003] Стрингеры летательного аппарата относятся к широко используемым композитным деталям. Однако такие композитные детали могут иметь острые изгибы/углы с малыми радиусами вследствие сгибания плоских слоев для формирования трехмерной конструкции для стрингера. Например, "шляпный" стрингер, используемый для летательного аппарата, может иметь стыки между слоистыми элементами, и эти стыки могут иметь малые внутренние угловые радиусы. Малый внутренний угловой радиус на стыке может привести к тому, что при совместном отверждении слоистых элементов прочность связи у стыка будет меньше необходимого значения. Поэтому желательно, чтобы заполнитель зазора (в просторечии называемый "лапшой") занимал зазоры, остающиеся после складывания слоистых элементов и их согласования с другими сложенными или плоскими слоистыми элементами. Заполнители зазоров могут быть изготовлены и вставлены на стыках, чтобы заполнить зазоры, оставленные складками этих стыков. Заполнители зазоров остаются желательным решением для стрингеров, имеющих множество сложных форм. Это может быть особенно справедливо для слоистых элементов, которые укладывают плоскими, а затем сгибают с получением множества форм и формированием конструкций с поперечным сечением в форме букв С, I, J, Z и т.д. Например, конструкция, имеющая I-образную форму и выполненная из двух С-образных каналов со спаренными основаниями и плоских слоистых элементов, закрывающих С-образные каналы, может иметь множество мест, для которых необходимы заполнители зазоров.
[004] Таким образом, для разработчиков композитных деталей по-прежнему остается неудовлетворенной потребность в усовершенствованных системах, которые позволят изготавливать экономически эффективным способом заполнители зазоров, имеющие необходимую прочность и большую точность с повышенной воспроизводимостью.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[005] Варианты реализации изобретения, описанные в настоящем документе, обеспечивают создание усовершенствованных методов и систем, которые позволяют автоматически выполнять пултрузию криволинейных заполнителей зазоров, имеющих радиус кривизны вдоль своей длины, который соответствует криволинейному стрингеру. В частности, варианты реализации изобретения, описанные в настоящем документе, могут использовать криволинейные пултрузионные формовочные головки со встроенными системами охлаждения для постоянного придания материалу необходимой геометрии. Этот автоматизированный процесс увеличивает точность и скорость, с которой может быть получен криволинейный заполнитель зазора.
[006] Один вариант реализации представляет собой способ, который включает изготовление заготовки для криволинейного пултрузионного заполнителя зазора посредством непрерывных:нагрева армированного волокном материала до температуры слипания для составляющего материала внутри армированного волокном материала, и подачи армированного волокном материала через формовочную головку, которая обладает кривизной, по которой армированный волокном материал перемещается при его нагреве до температуры слипания, при этом формовочная головка выполняет формование армированного волокном материала в заготовку для заполнителя зазора. Изготовление криволинейной пултрузионной заготовки также включает изменение длин пути волокон внутри заготовки при проходе заготовки через формовочную головку и вытягивание заготовки из формовочной головки.
[007] Еще один вариант реализации представляет собой устройство, которое включает в себя пултрузионную формовочную головку. Пултрузионная формовочная головка имеет криволинейный канал, который проходит внутри формовочной головки от входа формовочной головки к выходу формовочной головки, камеру охлаждения, выполненную внутри формовочной головки и расположенную в технологической цепочке после входа, и множество проходных каналов, расположенных относительно камеры охлаждения так, что они способствуют теплопередаче для камеры в местоположениях между входом и выходом.
[008] Еще один вариант реализации представляет собой устройство, которое включает в себя устройство подачи скругленного заполнителя, выполненное с возможностью обеспечения армированного волокном материала для формования в заготовку для скругленного заполнителя, нагреватель, выполненный с возможностью увеличения температуры армированного волокном материала, принимаемого от устройства подачи скругленного заполнителя, формовочную головку, придающую кривизну материалу, подвергнутому нагреву, с формованием заготовки и устройство для натяжения скругленного заполнителя, которое выполнено с возможностью натяжения скругленного заполнителя с вытягиванием заготовки через формовочную головку.
[009] Еще один вариант реализации представляет собой систему, которая включает в себя по меньшей мере одну бобину для удержания рулона армированного волокном материала, содержащего составляющий материал, и нагреватель, расположенный в технологической цепочке после бобины и выполненный с возможностью нагрева армированного волокном материала до температуры слипания составляющего материала. Система также включает в себя пултрузионную формовочную головку, расположенную в технологической цепочке после нагревателя и содержащую канал, имеющий продольную кривизну, сообщаемую длине армированного волокном материала, и выполненную с возможностью формования армированного волокном материала в заготовку для заполнителя зазора, камеру охлаждения, выполненную с возможностью охлаждения заготовки, и ролики, расположенные в технологической цепочке после пултрузионной формовочной головки и образующие зону зажима в форме поперечного сечения пултрузионной формовочной головки.
[0010] Другие приведенные в качестве примера варианты реализации изобретения (например, способы и компьютерочитаемые носители, относящиеся к вышеупомянутым вариантам реализации изобретения) могут быть описаны ниже. Рассмотренные признаки, функции и преимущества могут быть получены независимо в различных вариантах реализации изобретения или могут быть скомбинированы с получением других вариантов реализации изобретения, дополнительные подробности которых могут быть очевидными при обращении к последующему описанию и чертежам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Некоторые варианты реализации настоящего раскрытия описаны далее только в качестве примера и со ссылкой на сопроводительные чертежи. Одинаковые ссылочные номера представляют одинаковые элементы или аналогичный тип элементов на всех чертежах.
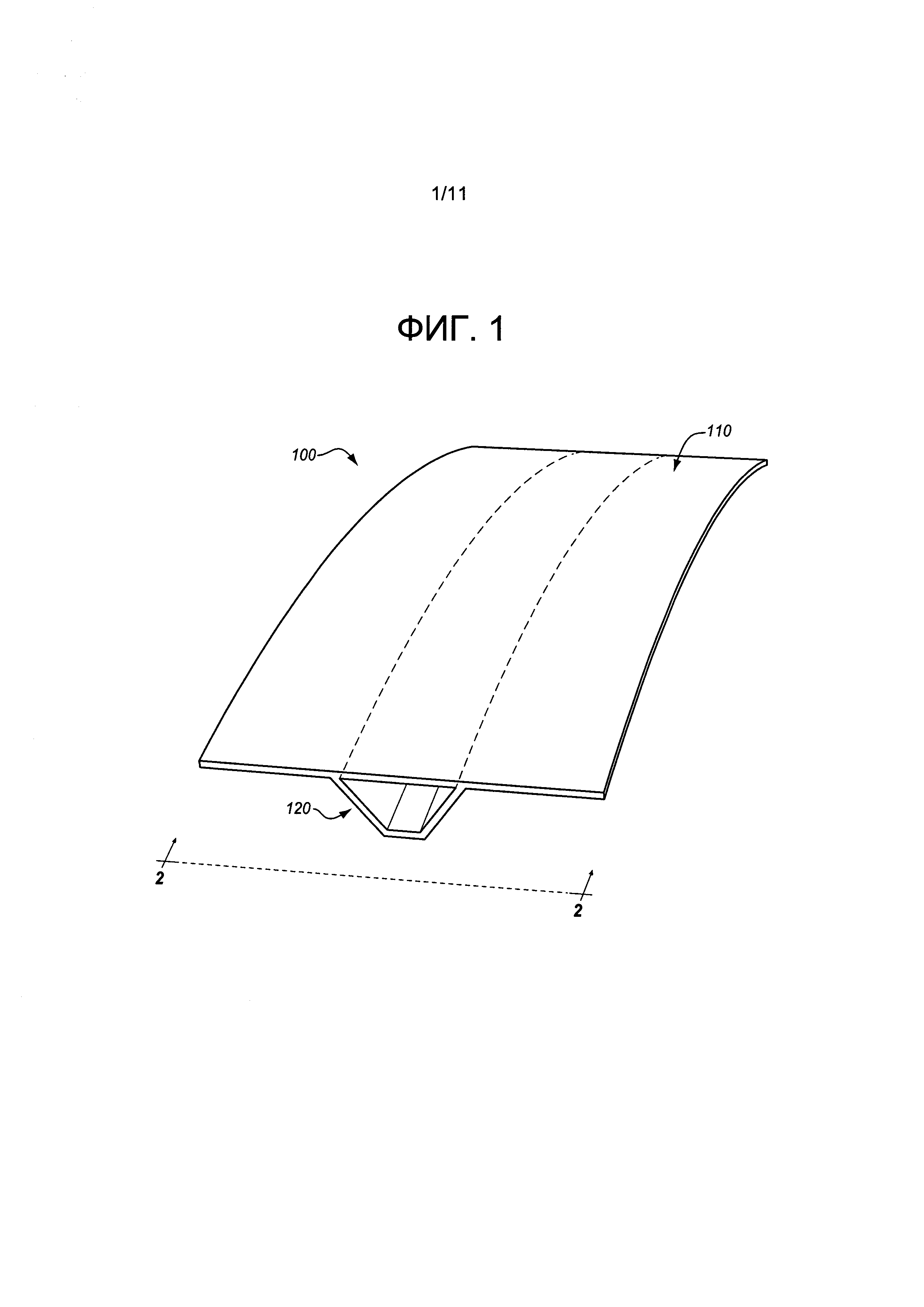
[0012] На ФИГ. 1 показан шляпный стрингер согласно примеру варианта реализации изобретения.
[0013] На ФИГ. 2А-2В показаны дополнительные виды шляпного стрингера согласно примеру варианта реализации изобретения.
[0014] На ФИГ. 3-4 показана заготовка для криволинейного заполнителя зазора согласно примеру варианта реализации изобретения.
[0015] На ФИГ. 5А-5В показаны схемы, иллюстрирующие пултрузионную систему изготовления заготовок для криволинейных заполнителей зазоров согласно примеру варианта реализации изобретения.
[0016] На ФИГ. 6-8 показаны различные конструкции роликов для пултрузионной системы согласно примеру варианта реализации изобретения.
[0017] На ФИГ. 9-11 показаны дополнительные конструкции роликов для пултрузионной системы согласно примеру варианта реализации изобретения.
[0018] На ФИГ. 12 представлена блок-схема, иллюстрирующая способ работы пултрузионной системы согласно примеру варианта реализации изобретения.
[0019] На ФИГ. 13 представлена технологическая схема пултрузионной системы согласно примеру варианта реализации изобретения.
[0020] На ФИГ. 14 представлена блок-схема способа изготовления и обслуживания летательного аппарата согласно примеру варианта реализации изобретения.
[0021] На ФИГ. 15 представлена технологическая схема летательного аппарата согласно примеру варианта реализации изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0022] Фигуры чертежей и последующее описание иллюстрируют конкретные приведенные в качестве примера варианты реализации раскрытия изобретения. Таким образом, следует понимать, что специалисты в данной области техники смогут разработать различные механизмы, которые, хотя явно и не описаны или не показаны в данном документе, воплощают принципы настоящего раскрытия и включены в объем изобретения. Кроме того, любые примеры, описанные в настоящем документе, предназначены для оказания помощи в понимании принципов настоящего раскрытия, и их не следует истолковывать как ограниченные такими конкретными показанными примерами и условиями. В результате, изобретение не ограничено конкретными вариантами или примерами реализации, описанными ниже, а только формулой изобретения и ее эквивалентами.
[0023] На ФИГ. 1 показан перспективный вид криволинейной композитной детали 100 согласно примеру варианта реализации изобретения. В этом варианте реализации композитная деталь 100 содержит "шляпный" стрингер для летательного аппарата, имеющий многослойное слоистое основание 110 и многослойный слоистый "шляпный элемент" 120. В этом варианте реализации каждый слоистый элемент содержит множество слоев составляющего материала, такого как углеродное волокно в виде "сухого волокна" (т.е. без пропитки смолой), который может быть стабилизирован связующим агентом (например, веществом для повышения клейкости). После укладки и согласования с желаемой формой (например, посредством консолидации заготовки) основание 110 и шляпный элемент 120 подвергают совместному отверждению (например, посредством приложения тепла в вакууме) для получения цельной композитной детали (например, стрингера из отвержденного углеродного волокна, имеющего требуемую прочность).
[0024] Более подробно геометрия композитной детали 100 показана на ФИГ. 2А-2В, на которых приведены виды с торца композитной детали 100, соответствующие стрелкам 2 по ФИГ. 1. На ФИГ. 2А показан покомпонентный вид с торца, а на ФИГ. 2В показан обычный вид с торца. Как показано на ФИГ. 2В, шляпный элемент 120 и основание 110 объединяются на стыке 220. Без заготовки 250 для заполнителя зазора стык 220 имел бы малый радиус кривизны. Следовательно, для образования стыка 220 без пустот необходима заготовка 250. В результате, деталь 100 включает в себя заготовку 250, помещенную в объеме 210 на стыке 220. Заготовка 250 также может быть названа заготовкой для "скругленного заполнителя" (лапшой, noodle) или "проставкой". Заготовка 250 заполняет пустоты на стыке 220, благодаря чему увеличивается прочность стыка 220 и предотвращается потеря связей между основанием 110 и шляпным элементом 120. Показанная слоистая оболочка 230 также используется для дополнительной фиксации заготовки 250 внутри композитной детали 100. Различные компоненты, показанные для композитной детали 100, могут быть отверждены совместно для их объединения в единую, цельную композитную деталь 100.
[0025] На ФИГ. 3 приведен увеличенный вид спереди заготовки 250 для заполнителя зазора. В частности, ФИГ. 3 соответствует стрелкам 3 по ФИГ. 2В. Как показано на ФИГ. 3, заготовка 250 имеет ширину W и толщину Т. Эти свойства могут варьироваться по длине заготовки 250, и ширина может даже изменяться в пределах заготовки 250. В этом варианте реализации заготовка 250 включает в себя волокна 330 (например, углеродные волокна), встроенные в связующее 340 (или внутрь его). Связующее 340 может содержать термопластичный холст, термореактивную смолу или даже их комбинацию. При этом углеродные волокна могут быть непрерывными и прямыми или могут быть даже ткаными, плетеными или содержать рубленное волокно в случайных ориентациях. Следует отметить, что в некоторых вариантах реализации заготовка 250 может быть изготовлена из одного или более слоев материала. Отдельные слои на ФИГ. 4 не показаны для целей ссылок, поскольку показан вариант с одним слоем.
[0026] На ФИГ. 4 приведен вид сверху заготовки 250 по ФИГ. 3. На ФИГ. 4 показано, что заготовка 250 является криволинейной вдоль своей длины (L). На ФИГ. 4 также показано, что волокна 330 внутри заготовки 250 ориентированы таким образом, что они проходят по длине заготовки 250 по мере искривления заготовки 250. Хотя на ФИГ. 4 заготовка 250 показана имеющей длину, приблизительно в десять раз превышающую ее ширину, следует понимать, что заготовка 250 может быть особо длинной (например, порядка десятков метров) и особо узкой (например, с различной шириной в среднем на несколько сантиметров) и может быть результатом непрерывного производственного процесса. В вариантах реализации, в которых для получения заготовки 250 используются длинные непрерывные волокна, заготовки 250 могут быть сращены вместе для увеличения длины.
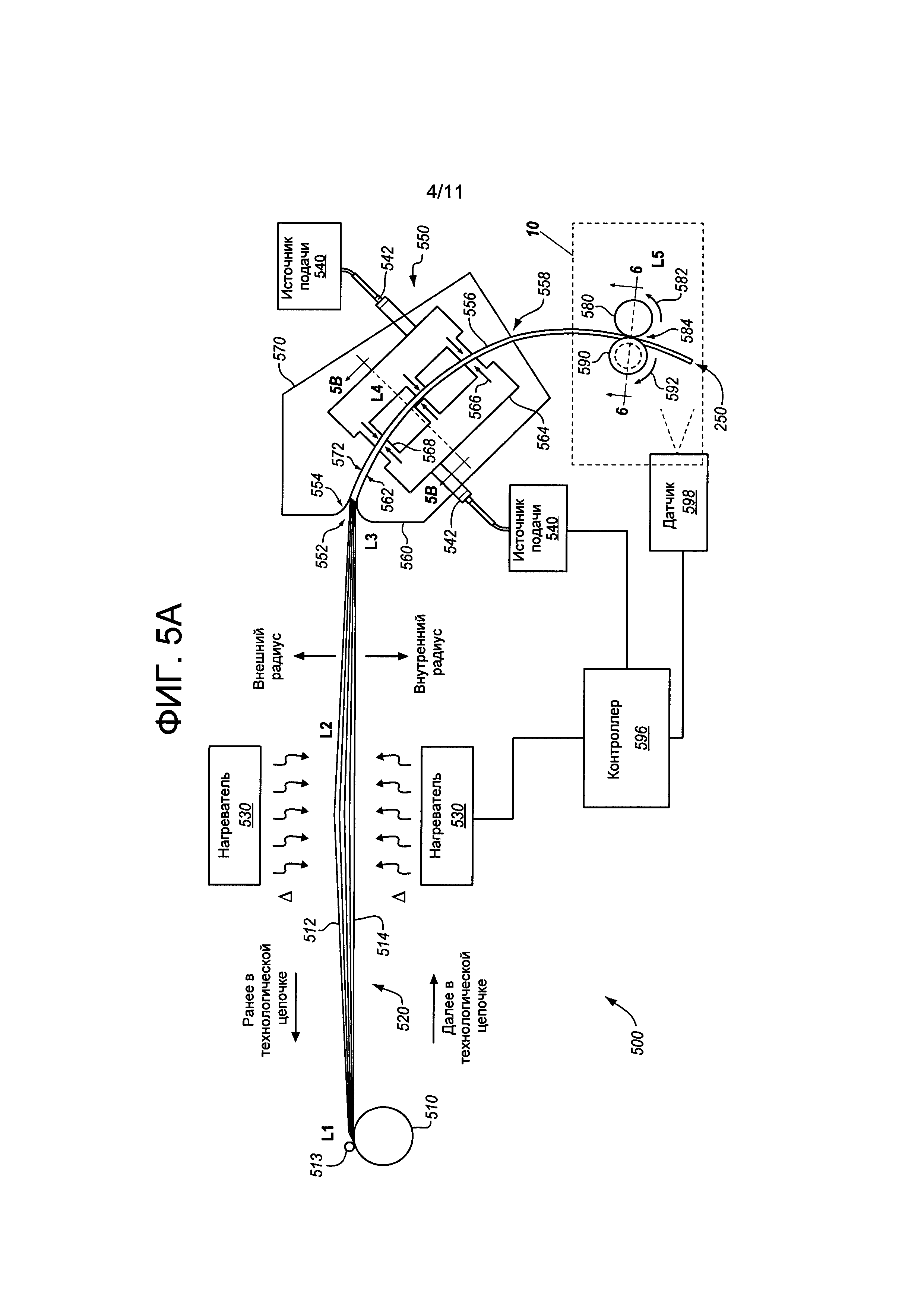
[0027] На ФИГ. 5-11 показаны системы, которые осуществляют автоматическое изготовление криволинейных заготовок, имеющих свойства заготовки 250, описанной выше. На ФИГ. 5А приведена схема, иллюстрирующая пултрузионную систему 500 изготовления заготовок для криволинейных заполнителей зазоров согласно примеру варианта реализации изобретения. Пултрузионная система 500 выполнена с возможностью пултрузии ленты 520 материала для придания ленте 520 постоянной необходимой кривизны. Ленту 520 нагревают выше температуры слипания во время пултрузии и затем охлаждают после придания ей кривизны для закрепления изменения формы и получения заготовки. Иными словами, температура перехода активирует связывающие свойства составляющего материала (например, вещества для повышения клейкости) ленты 520. Затем заготовка может быть помещена внутрь слоистого элемента без образования складок или неравномерностей внутри слоистого элемента. Таким образом, будет увеличена прочность получаемой композитной детали, полученной отверждением из слоистого элемента.
[0028] При работе пултрузионная система 500 разматывает рулон ленты 520 (содержащей, например, армированный углеродным волокном материал) с бобины 510 (в местоположении L1), нагревает ленту 520 до температуры, превышающей температуру слипания для материала (например, термопластичного связующего или термореактивного связующего) внутри ленты 520 (в местоположении L2) и подает ленту 520 через формовочную головку 550 (в местоположении L3), имеющую канал, придающий ленте 520 кривизну. Затем пултрузионная система 500 охлаждает ленту 520 по мере перемещения ленты 520 через формовочную головку 550 (в местоположении L4) и вытягивает ленту 520 из формовочной головки 550 (в местоположении L5). Это приводит к выходу из пултрузионной системы 500 криволинейной пултрузионной заготовки 250.
[0029] В этом варианте реализации пултрузионная система 500 включает в себя бобину 510, которая хранит намотанную ленту 520 для формования в заготовку 250 для криволинейного заполнителя зазора. Бобина 510 также может быть названа "устройством подачи скругленного заполнителя", поскольку она подает материал для формования в "скругленный заполнитель". Лента 520 может содержать любой подходящий материал, способный претерпевать пластическую деформацию перед отверждением в композитную деталь. В этом варианте реализации длина ленты 520 содержит углеродные волокна (например, 512, 514), которые проходят в продольном направлении внутри ленты, в дополнение к термопластичному связующему (например, связующему 340 по ФИГ. 3), термопластичному холсту и т.д.
[0030] Ленту 520 разматывают с бобины 510, она проходит мимо нагревателей 530, которые подают тепло (А) к ленте 520, что обусловливает достижение термопластичным холстом (или термореактивной смолой) температуры слипания и/или температуру стеклования (например, 80-160°С для термореактивных смол или 140-240°С для термопластичных холстов) или превышения этой температуры. Нагрев обеспечивает возможность изменения формы ленты 520 формовочной головкой 550 без растрескивания или разрушения. Нагреватели 530 могут содержать любые подходящие нагревательные компоненты, такие как лучистые нагреватели, которые используют нагревательный элемент для нагрева инфракрасным излучением. В дополнительных вариантах реализации множество слоев (например, множество катушек ленты с множества бобин 510) разматывают, склеивают вместе и нагревают для того, чтобы подготовить партию слоев для пултрузии с получением одной заготовки 250.
[0031] После прохода лентой 520 нагревателей 530 ленту 520 подают на вход 552 формовочной головки 550, которая включает в себя кривую 554, способствующую поступлению ленты 520 в формовочную головку 550. Формовочная головка 550 имеет криволинейный канал 556, через который протягивают ленту 520. Канал 556 обладает кривизной, придаваемой ленте 520 к моменту выхода ленты 520 из формовочной головки 550. В этом варианте реализации формовочная головка 550 образована из части 560, которая задает внутренний радиус 562, и части 570, которая задает внешний радиус 572. Часть 560 формует нижнюю половину канала 556, а часть 570 формует верхнюю половину канала 556. Вход 552 формовочной головки 550 в некоторых вариантах реализации может иметь круговую геометрию ввода. В таких вариантах реализации канал 556 может проходить вдоль своей длины с плавным изменением площади своего поперечного сечения нетто от крупных значений к меньшим значениям, или канал 556 может быть сформован с плавным изменением площади поперечного сечения нетто вдоль необходимого радиуса.
[0032] По мере подачи ленты 520 через формовочную головку 550 ленте 520 придают форму поперечного сечения (557, показанную на ФИГ. 5В), задаваемую формовочной головкой 550 (например, при давлении в сотни фунтов). Каналом 556 ленте 520 активно придают кривизну с получением необходимой формы. Поскольку ленте 520 придают кривизну силовым образом, волокна 512 и 514 в ленте 520 будут проскальзывать относительно друг друга внутри формовочной головки 550. Иными словами, волокно 512 на внешнем радиусе 572 будет использовать большую длину волокна, чем волокно 514, которое находится на внутреннем радиусе 562. Это проскальзывание имеет место между волокнами ленты 520. В вариантах реализации изобретения, в которых выполняют совместную пултрузию множества слоев ленты 520 с получением одной заготовки 250, отдельные слои ленты во время пултрузии могут скользить относительно друг друга, заставляя волокна во внешних слоях образовывать радиус большей длины, чем внутренний радиус, аналогично внешним полосам беговой дорожки по сравнению с внутренними полосами. Проскальзывание может существовать даже тогда, когда средний радиус кривизны является большим (например, от пятидесяти до ста дюймов (127-254 см)), а разница между внутренним и внешним радиусом мала (например, одна четверть дюйма (6,35 мм)). Таким образом, посредством подачи ленты 520 через канал 556 формовочной головки 550 пултрузионная система 500 вызывает изменение длин пути между волокнами внутри ленты 520. Посредством вызова проскальзывания между волокнами относительно друг друга при активном формовании волокон посредством пултрузии с пропуском через формовочную головку 550, пултрузионная система 500 предотвращает образование складок в получаемой заготовке 250. Формовочная головка 550 может быть изготовлена, например, из металла или из упругого пластика.
[0033] Каждая часть формовочной головки 550 также включает в себя камеру 564 охлаждения, через которую может перемещаться текучая среда 566 под давлением (например, газообразный сжатый воздух, жидкая вода или хладагент). Текучая среда 566 под давлением охлаждается ниже необходимой температуры (например, до температуры окружающей среды или ниже), и текучая среда 566 под давлением продувается через проходные каналы 568 в ленте 520 при перемещении ленты 520 внутри формовочной головки 550. В некоторых вариантах реализации жидкости и химические хладагенты используются для охлаждения ленты 520 посредством проведения через испаритель или обычный холодильный контур. В таких вариантах реализации формовочная головка 550 может иметь такие размеры, чтобы эти жидкости не контактировали непосредственно с лентой 520 во время охлаждения.
[0034] Таким образом, ленту 520 (и/или формовочную головку 550) быстро охлаждают ниже температуры слипания посредством принудительной конвективной теплопередачи текучей средой 566 под давлением во время перемещения через формовочную головку 550. Это вызывает отверждение ленты 520 при выходе из формовочной головки 550. В этом варианте реализации текучую среду 566 под давлением подают в камеры 564 от источников 540 подачи через отверстия 542. Кроме того, камеры 564 расположены в технологической цепочке после входа 552. На ФИГ. 5В показано поперечное сечение формовочной головки 550, дополнительно иллюстрирующее отверстия 542, камеры 564, канал 556 и форму 557 поперечного сечения. ФИГ. 5В соответствует виду, показанному стрелками 5 В по ФИГ. 5А.
[0035] Еще в одном варианте реализации каждая часть формовочной головки 550 установлена на месте с возможностью съема (например, с помощью винтов, зажимов и т.д.). Таким образом, части формовочной головки 550 могут быть удалены и заменены частями, имеющими разные радиусы кривизны. Затем можно возобновить обработку (например, для той же бобины 510 ленты 520) для придания новой кривизны другому участку ленты 520.
[0036] Ленту 520 вытягивают из выхода 558 формовочной головки 550 посредством роликов в области 10. В этом варианте реализации ролики включают в себя ролик 590 и ролик 580. Ролик 590 вращается в направлении 592, а ролик 580 вращается в направлении 582. Ролик 590 и ролик 580 совокупно могут называться "устройством для натяжения скругленного заполнителя". Зона 584 зажима между роликом 590 и роликом 580 обеспечивает захват и вытягивание ленты 520. Ролики прикладывают тянущее усилие (например, сто фунтов силы (444 Н)) для вытягивания ленты 520 (уже сформованной в заготовку 250) из формовочной головки 550. Эта сила также прикладывает натяжение к ленте 520, обеспечивая сохранение ее натяжения. В дополнительных вариантах реализации ролик 580, ролик 590 и/или бобина 510 могут включать в себя муфту сцепления и/или тормоз, чтобы способствовать регулированию натяжения.
[0037] Затем длины заготовки 250 могут быть сохранены для последующего нанесения на слоистый элемент, который будет отвержден с получением композитной детали. На протяжении всего процесса контроллер 596 может регулировать разматывание, подачу и вытягивание ленты 520 посредством предотвращения превышения или выхода из целевого диапазона натяжения на ленте 520.
[0038] Контроллер 596 может управлять различными операциями компонентов пултрузионной системы 500, описанной выше. Например, контроллер 596 может регулировать величину тянущего усилия, прикладываемого роликами 580 и 590, количество текучей среды под давлением, подаваемой через проходные каналы 568, которые соединяют камеры 564 охлаждения с каналом 556, или количество тепла, подаваемого нагревателями 530 для обеспечения получения установившегося процесса, при котором разматывание, нагрев, подачу, охлаждение и вытягивание выполняют на ленте одновременно в различных местоположениях вдоль ленты. Контроллер 596 может быть реализован, например, в виде пользовательской схемы, в виде аппаратного процессора, исполняющего запрограммированные инструкции или, какой-либо комбинации указанного. Датчик 598 также показан на ФИГ. 5А и может быть использован контроллером 596 для определения/мониторинга скорости пултрузии ленты 520. Таким образом, контроллер 596 может участвовать в активном управлении с обратной связью посредством регулировки тянущего усилия ролика 580 и ролика 590 на основании входных сигналов от датчика 598. Датчик 598 может содержать камеру, лазер, датчик роликового конвейера и т.д. Датчик 512 на бобине 510 определяет величину кручения, которое необходимо приложить к ленте 520 при необходимом уровне натяжения. Датчик 513 также может быть использован контроллером 596 для обеспечения управления с обратной связью роликов 580 и 590 для поддержания необходимой скорости подачи. Ролик 510 вызывает натяжение ленты 520 для обеспечения плотного контакта между волокнами во время процесса формования. Роликами 590 и 580 управляют так, чтобы сохранять скорость подачи материала через систему.
[0039] Еще в одном варианте реализации ролик 580 и/или ролик 590 включают в себя датчики, которые измеряют сопротивление ленты 520 вытягиванию. Эта мера характеризует уровень натяжения на ленте 520. В результате, контроллер 596 может использовать входные данные от ролика 580 и/или ролика 590 для регулировки величины усилия, прикладываемого этими роликами к ленте 520. Это может быть выполнено для обеспечения поддержания натяжения на ленте 520 между необходимым минимальным и максимальным уровнем натяжения.
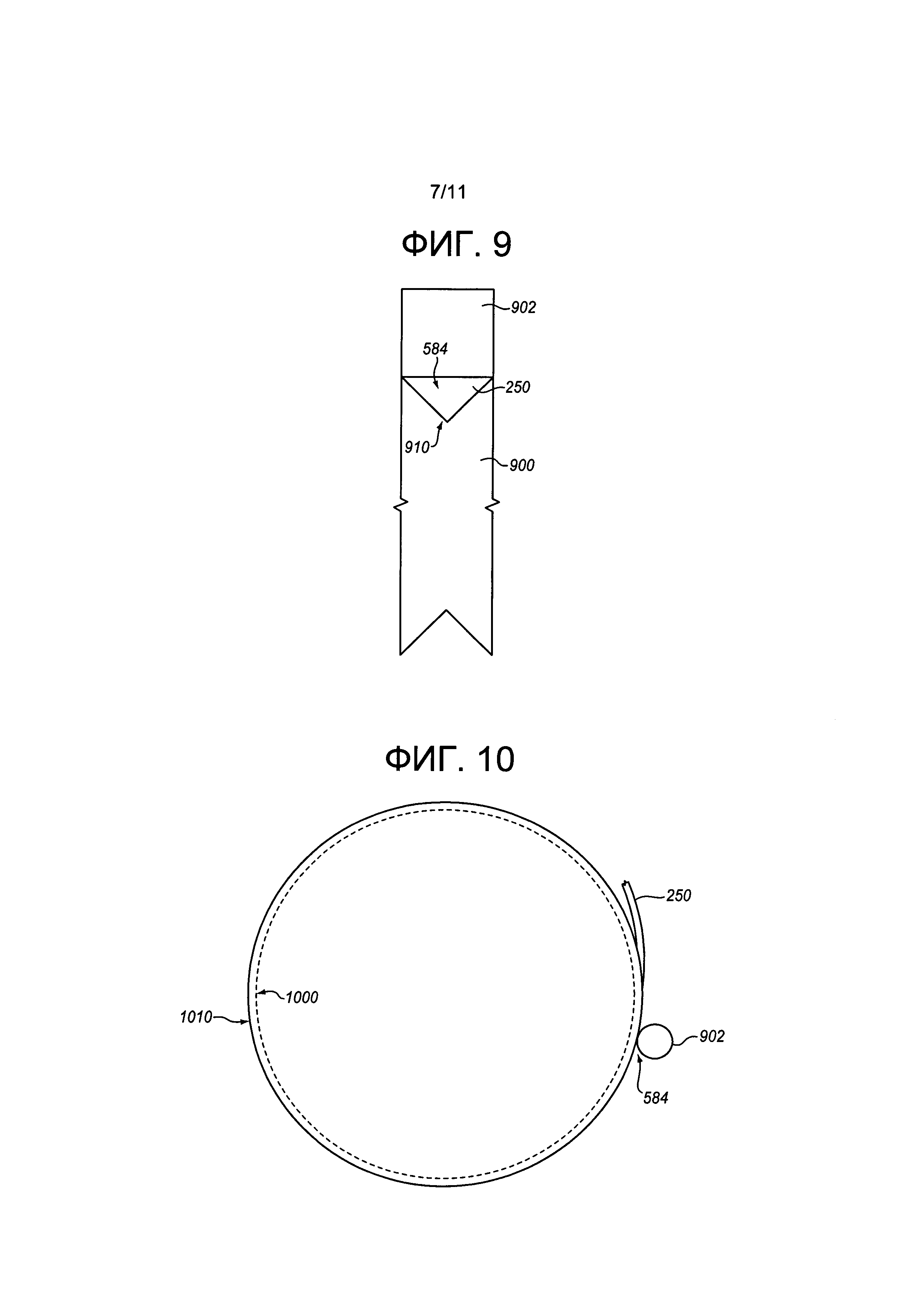
[0040] На ФИГ. 6-10 показаны различные конструкции роликов для пултрузионной системы 500, которые образуют зону 584 зажима согласно примеру варианта реализации изобретения. На ФИГ. 6-9 эти ролики показаны в поперечном сечении, обозначенном стрелками 6 по ФИГ. 5А. На ФИГ. 10 показан ролик сбоку области 10 по ФИГ. 5. На ФИГ. 6 показана пара роликов 602 и 604, которые тянут заготовку 250, имеющую треугольное поперечное сечение 620. В этом варианте реализации ролик 604 включает в себя канавку 610, которая соответствует двум сторонам (682, 684) зоны 584 зажима для обработки заготовки 250. При этом ролик 602 соответствует третьей стороне зоны зажима для обработки заготовки 250. Ролики 602 и 604 могут удерживаться против или относительно друг друга с требуемым уровнем силы (например, пятьдесят фунтов силы (50 Н)), с тем чтобы обеспечить их контакт с заготовкой 250, или могут быть установлены для обеспечения необходимого уровня трения (и, следовательно, тянущего усилия), которое прилагают к заготовке 250 при вращении роликов 602 и 604. На ФИГ. 7 показан вариант реализации аналогичный, показанному на ФИГ. 6, в котором ролик 704 с канавкой 710 работает совместно с другим роликом 702. Однако на ФИГ. 7 ролик 702 включает в себя криволинейную поверхность 712 для обеспечения соответствия по форме края зоны зажима заготовке 250, имеющей криволинейное поперечное сечение (например, в обстоятельствах, в которых формовочная головка 550 придает криволинейную форму с одной или более сторон ленты 520, что требует зоны зажима с криволинейным краем). На ФИГ. 8 показан еще один вариант реализации, в котором каждый из трех отдельных роликов 800, 810 и 820 удерживается в контакте с отличающейся стороной заготовки 250. В дополнительных вариантах реализации любое подходящее количество роликов (например, три) может быть использовано (например, для образования зоны зажима, соприкасающегося с любым подходящим количеством сторон заготовки 250). В некоторых вариантах реализации зона 584 зажима немного меньше поперечного сечения заготовки 250, что способствует захвату/трению при вытягивании заготовки 250 вперед.
[0041] На ФИГ. 9-10 показан еще один вариант реализации, в котором ролики 902 и 900 имеют различные размеры (ФИГ. 10 соответствует области 10 по ФИГ. 5А). В таких вариантах реализации скорость вращения и/или крутящий момент, придаваемая и/или приложенный роликами, могут быть отрегулированы для обеспечения перемещения ленты 520 между роликами без задержки и без разрушения. Скорости вращения роликов в зоне зажима и сопротивление крутящему моменту катушек могут быть проанализированы для управления скоростью вытягивания в течение всего процесса без разрушения заготовки 250. В этом варианте реализации ролик 900 представляет собой большой барабан, имеющий канавку 910 с внутренним радиусом 1000, соответствующим внутреннему радиусу 562 формовочной головки 550, и внешним радиусом 1010, соответствующим внешнему радиусу 572 формовочной головки 550. Благодаря использованию этой комбинации роликов заготовка 250 не подвергается напряжениям или деформациям, которые в противном случае могли бы привести к вытягиванию заготовки 250 "прямо" относительно выхода формовочной головки 550 (т.е. в направлении, перпендикулярном) выходу формовочной головки 550. Таким образом, предотвращается перегиб заготовки 250 при выходе заготовки 250 из формовочной головки 550. Иными словами, эта комбинация роликов способствует предотвращению придания заготовке 250 дополнительной кривизны (или нежелательной кривизны) после выхода из формовочной головки 550. Выход формовочной головки 550 может иметь меньшую площадь поперечного сечения, чем вход формовочной головки 550. Это может соответствовать уменьшению площади поперечного сечения ленты 520, которое имеет место при вытягивании ленты 520 через формовочную головку 550.
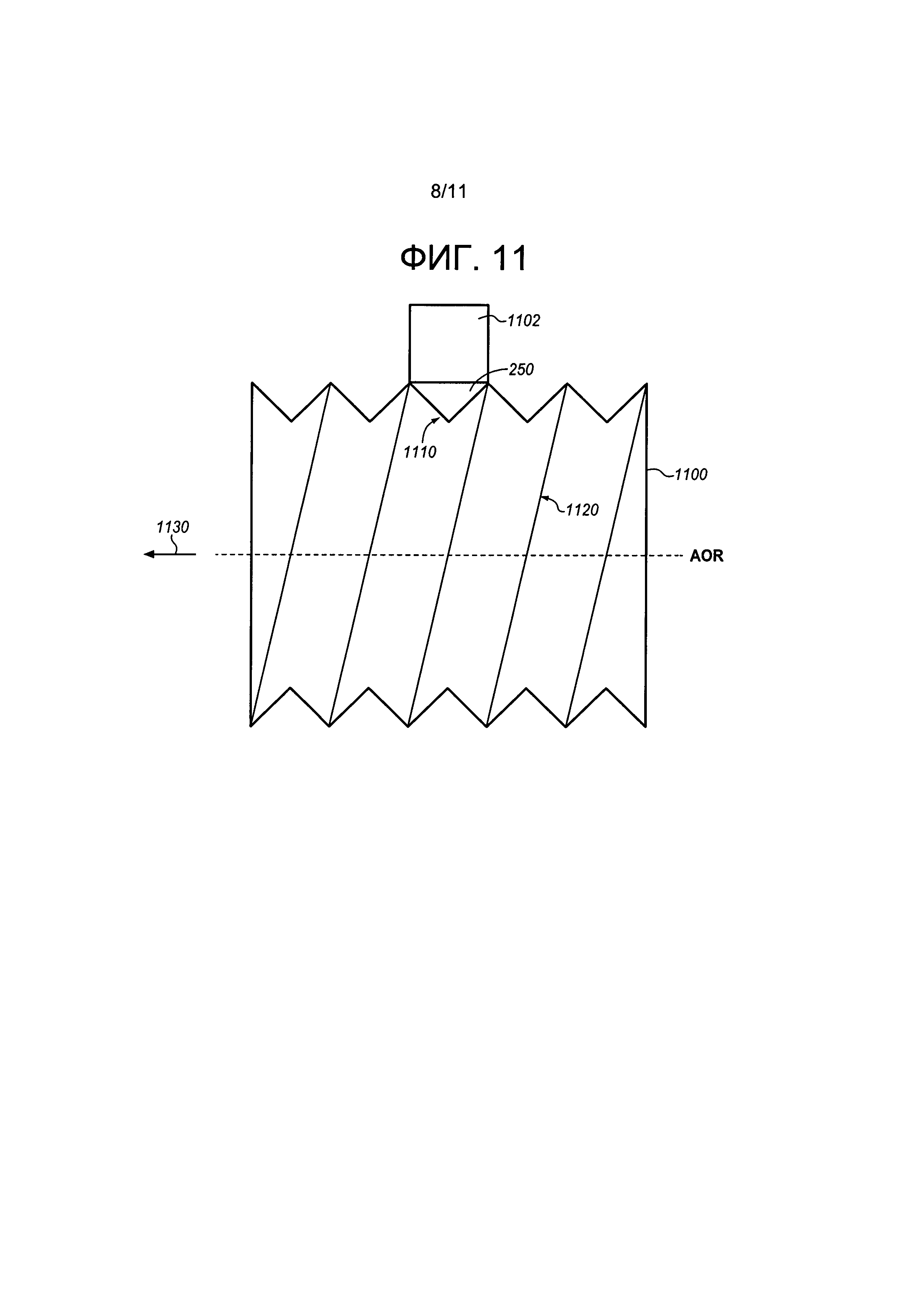
[0042] На ФИГ. 11 показан еще один вариант реализации, в котором используется ролик 1100, имеющий спиральную канавку 1110, согласно примеру варианта реализации изобретения. Ролик 1100 взаимодействует с роликом 1102 для вытягивания заготовки 250. Спиральная канавка 1110 включает в себя выступы 1120. В этом варианте реализации спиральная канавка 1110 проходит вдоль окружности ролика 1100 при вращении ролика 1100 вдоль оси вращения (Axis of Rotation, AOR), с тем чтобы обернуть заготовку 250 множество раз вдоль ролика 1100 для хранения. В результате, канавка 1110 оказывается намотана вокруг ролика 1100, как спиральная пружина. Ролик 1100 совершает поступательное перемещение вдоль оси вращения во время вращения, как показано стрелкой 1130, вызывая наматывание заготовки 250 (образованной из ленты 520) в спиральную канавку 1110. Таким образом, заготовка 250 может быть обернута вокруг периферии ролика 1100 множество раз (например, как катушка). Это увеличивает величину заготовки 250, которая может храниться на ролике 1100.
[0043] Работа пултрузионной системы 500 раскрыта подробно со ссылкой на ФИГ. 12. Предположим для этого варианта реализации изобретения, что оператор загрузил бобину 510 ленты 520 и подал угловой (например, обрезанный) кончик ленты 520 через формовочную головку 550 на ролики 580 и 590. Таким образом, может существовать ведущий участок заготовки 250, который еще не имеет необходимого поперечного сечения или необходимой кривизны. Этот ведущий участок может быть протянут через пултрузионную систему 500 и затем удален. В результате, ведущий участок используется для инициирования процесса создания заготовки и не будет частью заготовки 250 при укладке в композитную деталь. Пултрузионная система 500 выполнена с возможностью вытягивания дополнительного количества ленты 520 через формовочную головку 550 за счет работы роликов 580 и 590.
[0044] На ФИГ. 12 показана блок-схема, иллюстрирующая способ 1200 работы пултрузионной системы согласно примеру варианта реализации изобретения. Этапы способа 1200 описаны со ссылкой на пултрузионную систему 500 по ФИГ. 1, однако специалисты в данной области техники поймут, что способ 1200 может быть реализован в других системах. Этапы блок-схем, описанные в настоящем документе, не являются всеохватывающими и могут включать в себя другие, не показанные этапы. Этапы, описанные в настоящем документе, также могут быть реализованы в альтернативном порядке.
[0045] Контроллер 596 управляет работой приводимых роликов 580 и 590, с тем чтобы инициировать вращение, которое прикладывает к заготовке 250 трение, вызывающее продвижение заготовки 250 (и, таким образом, ленты 520), последовательно протягиваемой по технологической цепочке. Это приводит к разматыванию ленты 520 с бобины 510 (этап 1202). Во время этого процесса контроллер 596 может активно использовать входные сигналы от датчиков (например, датчика 598) для регулировки величины усилия, прикладываемого роликом 580 и роликом 590, для обеспечения поддержания натяжения на необходимом уровне посредством зоны 584 зажима. Таким образом, зона 584 зажима может иметь размеры меньше, чем поперечное сечение заготовки 250 для обеспечения достаточного усилия зажима. Геометрия материала заготовки 250 уже установлена за счет процесса нагрева, формования и охлаждения. Таким образом, при сжатии заготовки 250 в зоне 584 зажима форма заготовки 250 полностью восстанавливается после выхода заготовки 250 из зоны 584 зажима.
[0046] После разматывания с бобины 510 ленту 520 тянут через нагреватели 530, которые подают тепло (А по ФИГ. 5А), повышающее температуру ленты 520 выше температуры слипания для термопластичного связующего 340 (этап 1204). Процесс нагрева происходит в пределах одного участка ленты 520 в L2 по мере того, как лента 520 продолжает разматываться в L1.
[0047] Ролик 580 и 590 продолжает работу, обусловливая подачу ленты 520 через формовочную головку 550 при нагреве ленты 520 до температуры слипания (т.е. при этой температуре или выше) (этап 1206). Формовочная головка 550 выполняет формование ленты 520 в заготовку 250. Формовочная головка 550 может иметь существенно отличающуюся площадь поперечного сечения, чем лента 520 имеет перед входом в формовочную головку 550. Например, формовочная головка 550 может иметь одну десятую ширины ленты 520 при хранении на бобине 510. Это означает приложение к ленте 520 большого сжимающего давления (например, сто фунтов на квадратный дюйм (690 кПа) или более) при поступлении ленты 520 в формовочную головку 550 и формовании заготовки 250. Формовочная головка 550 обладает кривизной (например, радиусом 562 и радиусом 572), по которой проходит заготовка 250. Эта кривизна придается заготовке 250 и вызывает скольжение волокон 512 и 514 и/или слоев относительно друг друга, в то время как лента 520 остается податливой. Таким образом, длины пути волокон внутри заготовки 250 изменяются при проходе заготовки 250 через формовочную головку 550 (этап 1208). По мере продолжения перемещения заготовки 250 через формовочную головку 550 заготовку 250 охлаждают ниже температуры слипания (этап 1210) посредством подачи текучей среды 566 под давлением в проходные каналы 568 (или другими средствами, описанными выше). Это приводит к затвердеванию термопластичного связующего 340 внутри заготовки 250, что приводит к отверждению заготовки 250.
[0048] Ролики 580 и 590 продолжают работать, с тем чтобы вытащить заготовку 250 из формовочной головки 550 после охлаждения заготовки 250 ниже температуры слипания (этап 1212). Заготовка 250, вытянутая из формовочной головки 550, может быть сохранена на барабане для последующего нанесения на слоистый элемент, который будет отвержден с получением композитной детали.
[0049] Способ 1200 обеспечивает существенное преимущество по сравнению с предшествующими методами формования заготовок, поскольку способ 1200 позволяет формовать заготовки 250, которые являются криволинейными вдоль своей длины, посредством пултрузионных процессов. Этот метод предотвращает образование складок, когда заготовку 250 наносят на слоистый элемент, ожидающий отверждения. Кроме того, этот метод позволяет быстро и экономично автоматизировать изготовление заготовок.
Примеры
[0050] В следующих примерах дополнительные процессы, системы и способы описаны в контексте пултрузионной системы, в которой используется криволинейная формовочная головка.
[0051] На ФИГ. 13 представлена технологическая схема пултрузионной системы 1300 согласно примеру варианта реализации изобретения. Пултрузионная система 1300 нагревает, формует и охлаждает ленту 1320 для того, чтобы она соответствовала необходимой кривизне. В этом варианте реализации пултрузионная система 1300 включает в себя бобину 1310, вокруг которой намотана лента 1320. Лента 1320 включает в себя термопластичное или термореактивное связующее 1324, а также углеродные волокна 1322, которые увеличивают прочность ленты 1320. В этом примере нагреватели 1330 выдают лучистое тепло, которое увеличивает температуру ленты 1320 до тех пор, пока лента 1320 не будет податливой. Лента 1320 переходит в формовочную головку 1340, которая содержит части 1342. Каждая часть 1342 задает либо внутренний, либо или внешний радиус кривизны. В этом варианте реализации каждая часть 1342 также содержит камеру 1344 и множество проходных каналов 1346. Воздух под давлением от источника 1352 подачи поступает в камеру 1344 через отверстие 1350 для охлаждения ленты 1320, что вызывает отверждение ленты 1320, получившей необходимую кривизну. Ролики 1360 вытягивают ленту 1320, которая была охлаждена с отверждением в заготовку 1370, из формовочной головки 1340 для использования при укладке композитной детали.
[0052] Ссылаясь, в частности, на чертежи, варианты реализации раскрытия изобретения могут быть описаны в контексте способа 1400 изготовления и обслуживания летательного аппарата, как показано на ФИГ. 14, и летательного аппарата 1402, как показано на ФИГ. 15. Во время подготовки к производству приведенный в качестве примера способ 1400 может включать в себя разработку спецификации и проектирование 1404 летательного аппарата 1402 и материально-техническое снабжение 1406. Во время производства имеет место изготовление компонентов и сборочных узлов, 1408, и интеграция систем, 1410, летательного аппарата 1402. После этого, летательный аппарат 1402 может пройти этапы сертификации и доставки 1412 для ввода в эксплуатацию 1414.
В процессе эксплуатации заказчиком летательный аппарат 1402 проходит плановые регламентное техобслуживание и текущий ремонт 1416 (которые также могут включать в себя модернизацию, перенастройку, переоборудование и так далее). Устройство и способы, представленные в настоящем документе, могут быть использованы во время любого одного или более подходящих этапов способа 1400 изготовления и обслуживания летательного аппарата (например, разработки спецификации и проектирования 1404, материально-технического снабжения 1406, изготовления компонентов и сборочных узлов, 1408, интеграции систем, 1410, сертификации и доставки 1412, эксплуатации 1414, регламентного техобслуживания и текущего ремонта 1416) и/или для любого подходящего компонента летательного аппарата 1402 (например, корпуса 1418, систем 1420, внутренней части 1422, движительной системы 1424, электрической системы 1426, гидравлической системы 1428, системы 1430 управления окружающей средой).
[0053] Каждый из процессов способа 1400 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей настоящего описания системный интегратор может включать в себя помимо прочего, любое количество производителей летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[0054] Как показано на ФИГ. 15, летательный аппарат 1402, изготовленный согласно приведенному в качестве примера способу 1400, может включать в себя корпус 1418 с множеством систем 1420 и внутреннюю часть 1422. Примеры высокоуровневых систем 1420 включают в себя одну или более из движительной системы 1424, электрической системы 1426, гидравлической системы 1428 и системы 1430 управления окружающей средой. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической отрасли, принципы изобретения могут быть использованы в других отраслях промышленности, таких как автомобильная промышленность.
[0055] Как уже было упомянуто выше, устройства и способы, представленные в настоящем документе, могут быть использованы во время любых одного или более из этапов способа 1400 изготовления и обслуживания летательного аппарата. Например, компоненты или сборочные узлы, относящиеся к этапу 1408 изготовления, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным при нахождении летательного аппарата 1402 в эксплуатации. Кроме того, один или более вариантов реализации устройств, способов или их комбинации могут быть использованы во время этапов 1408 и 1410 производства, например, с существенным ускорением сборки или снижением стоимости летательного аппарата 1402. Аналогично, один или более вариантов реализации устройств, способов или их комбинации могут быть использованы при нахождении летательного аппарата 1402 в эксплуатации, например и без ограничения, регламентном техобслуживании и текущем ремонте 1416. Например, способы и системы, описанные в настоящем документе, могут быть использованы для этапов 1406, 1408, 1410, 1414 и/или 1416 и/или могут быть использованы для корпуса 1418 и/или внутренней части 1422. Эти технологии и системы могут быть использованы даже для систем 1420, включающих в себя, например, движительную 1424, электрическую 1426, гидравлическую 1428 и/или систему 1430 управления окружающей средой.
[0056] В одном варианте реализации заготовка 250 содержит часть стрингера в корпусе 1418 и изготавливается во время изготовления компонентов и сборочных узлов, 1408. Затем стрингер может быть собран в летательном аппарате при интеграции систем 1410, а после этого использоваться при эксплуатации 1414 до тех пор, пока износ стрингера не приведет к его непригодности. Затем, при регламентном техобслуживании и текущем ремонте 1416 стрингер может быть выброшен и заменен заново изготовленным стрингером или может быть отремонтирован. Новые заготовки 250 могут быть использованы при изготовлении компонентов и сборочных узлов, 1408, с тем чтобы способствовать изготовлению нового стрингера.
[0057] Любые из различных элементов управления (например, электрических или электронных компонентов), показанных на чертежах или описанных в настоящем документе, могут быть реализованы в виде аппаратных средств, процессора, реализующего программное обеспечение, прошивки, реализующей процессор и/или какой-либо комбинации указанных средств. Например, элемент может быть реализован в виде специальных аппаратных средств. Элементы специальных аппаратных средств могут называться "процессорами", "контроллерами" или какими-либо аналогичными терминами. Функции при обеспечении их реализации процессором могут быть реализованы одним специальным процессором, одним общим процессором или множеством отдельных процессоров, некоторые из которых могут использоваться совместно. Кроме того, явное использование термина "процессор" или "контроллер" не следует истолковывать как ссылку исключительно на аппаратные средства, выполненные с возможностью реализации программного обеспечения, и указанный термин может неявно включать, без ограничения, процессор цифровой обработки сигналов (digital signal processor, (DSP), аппаратные средства, сетевой процессор, специализированную интегральную схему (application specific integrated circuit, ASIC) или другие схемы, программируемую пользователем вентильную матрицу (field programmable gate array, FPGA), постоянное запоминающее устройство (read only memory, ROM) для хранения программного обеспечения, оперативную память (random access memory, RAM), энергонезависимое запоминающее устройство, логический или какой-либо другой физический аппаратный компонент или модуль.
[0058] Кроме того, элемент управления может быть реализован в виде инструкций, исполняемых процессором или компьютером для реализации функций элемента. Некоторые примеры инструкций представляют собой программное обеспечение, программный код и прошивку. Инструкции работают при их исполнении процессором для управления процессором, чтобы реализовать функции элемента. Инструкции могут быть сохранены на устройствах хранения данных, выполненных с возможностью считывания с помощью процессора. Некоторые примеры устройств хранения данных представляют собой цифровые или твердотельные запоминающие устройства, магнитные носители информации, такие как магнитные диски и магнитные ленты, жесткие диски или оптически считываемые цифровые носители данных.
Настоящее изобретение также раскрыто в следующих параграфах, которые не следует путать с формулой изобретения.
А1. Способ, включающий:
изготовление заготовки посредством непрерывных:
нагрева армированного волокном материала (520) до температуры слипания для составляющего материала внутри армированного волокном материала (1204);
подачу армированного волокном материала через формовочную головку (550), которая обладает кривизной, по которой армированный волокном материал перемещается при его нагреве до температуры слипания, при этом формовочная головка выполняет формование армированного волокном материала в заготовку (250) (1206);
изменения длин пути волокон (512) внутри заготовки при проходе заготовки через формовочную головку (1208) и
вытягивания заготовки из формовочной головки (1212).
А2. Кроме того, обеспечен способ по параграфу А1, согласно которому:
подача армированного волокном материала через формовочную головку вызывает
проскальзывание между волокнами внутри армированного волокном материала, которые
армируют армированный волокном материал.
A3. Кроме того, обеспечен способ по параграфу А1, согласно которому: армированный волокном материал представляет собой ленту.
А4. Кроме того, обеспечен способ по параграфу 3, также включающий: разматывание ленты по меньшей мере с одной бобины (510).
А5. Кроме того, обеспечен способ по параграфу А1, также включающий: охлаждение заготовки ниже температуры слипания, в то время как армированный волокном материал продолжает перемещение через формовочную головку.
А6. Кроме того, обеспечен способ по параграфу А1, согласно которому: вытягивание заготовки из формовочной головки выполняют после охлаждения заготовки ниже температуры слипания.
А7. Кроме того, обеспечен способ по параграфу А1, согласно которому: вытягивание заготовки включает непрерывное натяжение заготовки за счет работы приводимых роликов (580, 590), которые зажимают заготовку и тянут ее из формовочной головки с приложением натяжения по длине армированного волокном материала.
А8. Кроме того, обеспечен способ по параграфу А1, согласно которому: разматывание, нагрев, подачу, охлаждение и вытягивание выполняют одновременно в различных местоположениях.
А9. Кроме того, обеспечен способ по параграфу А1, согласно которому: нагрев ленты выполняют лучистым нагревательным элементом (530), который нагревает ленту до температуры от 150 до 200 градусов Цельсия.
А10. Кроме того, обеспечен способ по параграфу А1, согласно которому: охлаждение заготовки включает направление газа через камеру (564) формовочной головки и в проходные каналы (568), которые находятся в контакте с формовочной головкой, что приводит к принудительной конвективной теплопередаче.
A11. Кроме того, обеспечен способ по параграфу А1, согласно которому: охлаждение заготовки включает охлаждение формовочной головки путем направления текучей среды через формовочную головку.
А12. Кроме того, обеспечен способ по параграфу А1, также включающий: использование контроллера (596), который выполнен с возможностью регулировки разматывания, подачи и вытягивания посредством предотвращения выхода натяжения из целевого диапазона, на основании входных сигналов от датчика (598), выполняющего мониторинг заготовки.
А13. Кроме того, обеспечен способ по параграфу А1, согласно которому:
нагрев армированного волокном материала выполняют при вытягивании заготовки.
А14. Кроме того, обеспечен способ по параграфу А1, также включающий: образование заготовки из множества слоев армированного волокном материала, при этом каждый слой поступает от отличающейся бобины (510).
Согласно дополнительному аспекту настоящего изобретения обеспечено:
В1. Устройство, содержащее:
пултрузионную формовочную головку, содержащую:
криволинейный канал (556), который проходит внутри формовочной головки от входа (552) формовочной головки к выходу (558) формовочной головки;
камеру (564) охлаждения, выполненную внутри формовочной головки и расположенную в технологической цепочке после входа; и
множество проходных каналов (568), расположенных относительно камеры охлаждения так, что они способствуют теплопередаче для камеры в местоположениях между входом и выходом.
B2. Кроме того, обеспечено устройство по параграфу В1, в котором: пултрузионная формовочная головка также содержит:
первую часть (570), задающую верхнюю половину криволинейного канала;
и
вторую часть (560), задающую нижнюю половину криволинейного канала, причем первая часть и вторая часть выполнены с возможностью удаления из армированного волокном материала для обеспечения возможности замены частями, имеющими отличающиеся радиусы кривизны по сравнению с первой частью и второй частью.
B3. Устройство, содержащее:
устройство (510) подачи скругленного заполнителя, выполненное с возможностью обеспечения армированного волокном материала (520) для формования в заготовку (250) для скругленного заполнителя;
нагреватель (530), выполненный с возможностью увеличения температуры армированного волокном материала, принимаемого от устройства подачи скругленного заполнителя;
формовочную головку (550), придающую кривизну материалу, подвергнутому нагреву, с формованием заготовки и
устройство (580, 590) для натяжения скругленного заполнителя, которое выполнено с возможностью натяжения скругленного заполнителя с вытягиванием заготовки через формовочную головку.
B4. Кроме того, обеспечено устройство по параграфу В3, в котором: устройство для натяжения скругленного заполнителя содержит два ролика (580, 590), образующих зону (584) зажима, обеспечивающую возможность натяжения скругленного заполнителя.
B5. Кроме того, обеспечено устройство по параграфу В3, в котором: устройство подачи скругленного заполнителя содержит бобину (510) армированного волокном материала.
B6. Кроме того, обеспечено устройство по параграфу В3, в котором: армированный волокном материал содержит углеродное волокно, встроенное в связующее.
B7. Кроме того, обеспечено устройство по параграфу В3, в котором: армированный волокном материал содержит сухое углеродное волокно.
B8. Кроме того, обеспечено устройство по параграфу В3, в котором: армированный волокном материал содержит стекловолокно.
B9. Кроме того, обеспечено устройство по параграфу В3, в котором: формовочная головка содержит криволинейный канал (556), через который
обеспечена возможность пултрузии армированного волокном материала, и вход (552) формовочной головки изменяется вдоль кривизны.
В10. Кроме того, обеспечено устройство по параграфу В9, в котором: вход является круглым.
В11. Кроме того, обеспечено устройство по параграфу В9, в котором: канал имеет выход, который меньше, чем вход.
В12. Кроме того, обеспечено устройство по параграфу В9, в котором: формовочная головка содержит материал, выбранный из группы, состоящей из металла и пластмассы.
Согласно дополнительному аспекту настоящего изобретения обеспечена:
С1. Система, содержащая:
по меньшей мере одну бобину (510) для удержания рулона армированного волокном материала, содержащего составляющий материал;
нагреватель (530), расположенный в технологической цепочке после бобины и выполненный с возможностью нагрева армированного волокном материала до температуры слипания составляющего материала;
пултрузионную формовочную головку (550), расположенную в технологической цепочке после нагревателя и содержащую канал (556), имеющий продольную кривизну, сообщаемую длине армированного волокном материала, и выполненную с возможностью формования армированного волокном материала в заготовку (250);
камеру (564) охлаждения, выполненную с возможностью охлаждения заготовки; и
ролики (580, 590), расположенные в технологической цепочке после пултрузионной формовочной головки и образующие зону (584) зажима в форме поперечного сечения пултрузионной формовочной головки.
С2. Кроме того, обеспечена система по параграфу С1, в которой: составляющий материал содержит термопластичное связующее; и нагреватель содержит лучистый нагреватель, который выполнен с возможностью нагрева ленты до температуры от 150 до 200 градусов Цельсия.
С3. Кроме того, обеспечена система по параграфу С1, в которой: вход (552) в формовочную головку является криволинейным.
С4. Кроме того, обеспечена система по параграфу С1, в которой: вход в формовочную головку является круглым.
С5. Кроме того, обеспечена система по параграфу С1, в которой: формовочная головка содержит съемные части (560, 570), выполненные с возможностью замены для регулировки радиуса кривизны.
С6. Кроме того, обеспечена система по параграфу С1, в которой: выход (558) формовочной головки имеет меньшую площадь поперечного сечения нетто, чем вход формовочной головки.
С7. Кроме того, обеспечена система по параграфу С1, в которой:
при этом один из роликов содержит спиральную канавку 1110, которая проходит
вдоль окружности ролика и соответствует поперечному сечению заготовки после выхода
заготовки из формовочной головки.
С8. Кроме того, обеспечена система по параграфу С7, в которой:
ролик выполнен с возможностью поступательного перемещения в осевом
направлении вдоль его оси вращения во время вращения, что обусловливает наматывание
заготовки в спиральной канавке.
С9. Кроме того, обеспечена система по параграфу С1, в которой:
ролики содержат ролик, имеющий внешний радиус, равный кривизне формовочной головки, причем ролик посредством вращения применяет натяжение к заготовке, выходящей из формовочной головки.
С10. Кроме того, обеспечена система по параграфу С1, в которой: по меньшей мере один из роликов содержит канавку, соответствующую по форме по меньшей мере одной стороне заготовки после выхода из формовочной головки.
С11. Кроме того, обеспечена система по параграфу С1, в которой:
ролики содержат, для каждой стороны заготовки при выходе заготовки из
формовочной головки:
ролик, непосредственно контактирующий с указанной стороной формовочной
головки и соответствующий по форме указанной стороне формовочной головки.
С12. Кроме того, обеспечена система по параграфу С1, в которой: камера охлаждения находится внутри формовочной головки.
С13. Кроме того, обеспечена система по параграфу С1, в которой: формовочная головка выполнена из материала, выбранного из группы, состоящей из металла и пластмассы.
С14. Кроме того, обеспечена система по параграфу С1, в которой: указанная заготовка содержит заготовку заполнителя зазора для композитной детали.
Хотя в настоящем документе описаны конкретные варианты реализации изобретения, объем раскрытия настоящего изобретения не ограничен этими конкретными вариантами реализации изобретения. Объем раскрытия настоящего изобретения определен следующей формулой изобретения и ее эквивалентами.
Реферат
Изобретение относится к области композиционных материалов и, в частности, к заготовкам для заполнителя зазора. Раскрыты системы и способы придания композитным деталям продольной кривизны. Один вариант реализации представляет собой способ, который включает изготовление заготовки для криволинейного пултрузионного заполнителя зазора посредством непрерывных: нагрева армированного волокном материала до температуры слипания для составляющего материала внутри армированного волокном материала и подачи армированного волокном материала через формовочную головку, которая обладает кривизной, по которой армированный волокном материал перемещается при его нагреве до температуры слипания, при этом формовочная головка выполняет формование армированного волокном материала в заготовку для заполнителя зазора. Изготовление криволинейной пултрузионной заготовки также включает изменение длин пути волокон внутри заготовки при проходе заготовки через формовочную головку и вытягивание заготовки из формовочной головки. Изобретение обеспечивает получение заготовок для заполнителей зазоров, которые повышают прочность стыков в композиционных материалах, имеющих необходимую прочность и большую точность с повышенной воспроизводимостью. 3 н. и 13 з.п. ф-лы, 15 ил.
Комментарии