Способ предварительной формовки текстильного полуфабриката и устройство предварительной формовки - RU2543887C2
Код документа: RU2543887C2
Чертежи
Описание
Изобретение относится к способу предварительной формовки текстильного полуфабриката, включающему размещение текстиля, имеющего первый слой и второй слой, состоящие из волокон, по меньшей мере частично расположенных друг над другом, фиксацию волокон первого слоя с волокнами второго слоя и затем раскрой текстиля, при этом фиксация волокон текстиля включает в себя шаг облучения лазерным лучом, так что плавкое связующее текстиля локально только оплавляется и не испаряется.
Изобретение также относится к устройству для предварительной формовки текстильного полуфабриката, содержащему основание для размещения текстиля, устройство раскроя для раскроя текстиля и фиксирующее устройство для фиксации волокон текстиля друг к другу, при этом фиксирующее устройство включает в себя лазер, интенсивность излучения которого установлена такой, что при облучении лазерным лучом связующее текстиля локально только оплавляется и не испаряется.
Предварительная формовка представляет собой этап изготовления деталей из волокнистых композитных материалов. Как правило, после раскроя обрезные кромки текстиля более не зафиксированы. Это ведет к тому, что текстиль может легко растрепаться, удерживающая волокна сшивка из-за спустившейся петли распускается, и таким образом текстиль в изготовленной с использованием полуфабриката детали не занимает желаемого положения.
Поэтому известно использование текстиля, содержащего плавкое связующее. Перед раскроем текстиль нагревается в печи, так что отдельные волокна текстиля склеиваются друг с другом. Затем текстиль раскраивается. Из-за склеивания волокон растрепывания не происходит.
При этом присутствует недостаток, заключающийся в том, что получается относительно жесткий полуфабрикат, который для последующей пропитки и затвердевания лишь с трудом входит в соответствующую форму для детали.
Рассматриваемый в качестве уровня техники способ известен из DE 19952443 А1. Согласно описанному там способу различные слои текстиля сшиваются друг с другом для того, чтобы достичь необходимой устойчивости к сдвигу, которая требуется для резки. При этом имеется недостаток в том, что текстиль склонен к растрепыванию на швах.
Из DE 69304042 Т2 известны способ и устройство для изготовления структурно усиленных заготовок. В таких заготовках отдельные места соединяются друг с другом посредством плавления связующего. Таким способом несколько слоев связываются друг с другом, так что с ними легче обращаться. Но и описанный там метод может вызвать растрепывание.
Из DE 3541954 С2 известен способ изготовления составных элементов, с помощью которого можно изготовить составные элементы с четкими кромками. Для этого проводится частичное отверждение находящейся в текстиле синтетической смолы, в то время как отдельные слои волокон отделены друг от друга тонкими эластичными разделительными пленками. Затем эти разделительные пленки удаляются, и частично затвердевшие слои волокон спрессовываются в готовый составной элемент. Но данная публикация растрепывание при обрезке не рассматривает.
Из US 5418035 А известен способ изготовления волокнистой композитной детали, при котором отдельные слои текстиля сначала сшиваются друг с другом по кромке, чтобы затем уложить их в форму. На проблеме растрепывания данная публикация не останавливается.
Из DE 102007032904 В3 известен способ структурной фиксации текстильных изделий плоской формы, который пытается предотвратить разваливание текстильных полуфабрикатов при раскрое с помощью простых средств. Для этого моделируются будущие варианты приложения нагрузки и идентифицируются области полуфабриката, которые в изготовленной из него детали испытывают лишь небольшие смещения из-за приложенных нагрузок. В этих местах текстильные материалы соединяются друг с другом. На предотвращение растрепывания способ не рассчитан.
Задачей изобретения является предотвращение растрепанных кромок в текстильных полуфабрикатах.
Изобретение решает проблему посредством охарактеризованного в начале описания способа за счет того, что фиксацию волокон текстиля выполняют вдоль фиксирующей линии, раскрой выполняют вдоль линии раскроя и фиксирующая линия расположена на расстоянии от линии раскроя, меньшем 10 мм, в частности не превышающем 5 мм.
Преимуществом изобретения является то, что волокна текстиля рядом с будущей линией раскроя соединяются друг с другом так, что текстиль на кромках не растрепывается. При этом преимущественно то, что данная фиксация не ведет к слишком высокой прочности и жесткости возникающей заготовки. Так, возникающая заготовка сохраняет способность к драпировке и может быть приспособлена и к геометриям со сдвоенным складыванием. К тому же возможно изготавливать небольшие и имеющие сложную конфигурацию заготовки.
К тому же является преимущественным, что на кромках не требуется никаких добавок, как это требуется в способах из уровня техники. Подобные кромки при расчете прочности могут не учитываться как несущие, что ведет к повышенному весу готовой детали.
К тому же предпочтительно, что фиксация посредством лазера может проводиться в автоматизированном режиме. Прежде всего, это возможно потому, что луч лазера может проводиться над текстилем без касания. При этом область, в которой волокна соединяются друг с другом, относительно узкая, так что возникающая заготовка остается гибкой. Например, луч лазера выбирается таким, что волокна соединяются друг с другом на ширине менее одного сантиметра.
Преимущественным по сравнению, например, с индуктивным нагревом является то, что основание, на котором лежит текстиль, может выбираться свободно. При индуктивном нагревании нахождение вблизи металлических предметов запрещается. При использовании микроволнового излучения дополнительно нужно обеспечить, чтобы оно не попадало в окружающую среду, так как оно может нанести вред здоровью людей.
К тому же преимущественным в изобретении является то, что с помощью лазера можно обеспечить равномерное нагревание. Так, например, может быть предусмотрено, что при облучении текстиля температура измеряется, например, бесконтактным способом. Тогда можно отрегулировать мощность лазера, диаметр лазерного луча и/или скорость перемещения лазера таким образом, чтобы предварительно заданная температура не превышалась, так чтобы текстиль не повреждался. К тому же может быть обеспечено, что не происходит уменьшения температуры ниже предварительно установленного значения так, что обеспечивается надежное соединение волокон в текстиле.
В рамках данного описания под фиксацией волокон текстиля понимается, что волокна соединяются по меньшей мере локально, так что растрепывание при последующем раскрое предотвращается. Предпочтительно, плавкое связующее является при этом частью текстиля. Однако теоретически было бы возможно, если бы связующее наносилось на текстиль непосредственно перед направлением в него лазерного луча.
Под раскроем, прежде всего, понимается самый общий случай разрезания, который может, но не должен проводиться с помощью механического инструмента.
Под связующим понимается, прежде всего, плавкое вещество, которое расположено вблизи волокон текстиля или само представлено в форме волокон. Связующее может быть введено в текстиль или быть уложенным на него. При расплавлении связующее соединяет находящиеся вокруг волокна друг с другом.
Согласно изобретению фиксация по меньшей мере двух слоев происходит вдоль фиксирующей линии, в то время как раскрой происходит вдоль линии раскроя. Фиксирующая линия имеет расстояние до линии раскроя, которое выбрано так, чтобы предотвратить или подавить растрепывание текстиля. Как указано выше, это расстояние находится в диапазоне от 0 до 10 мм, в частности от 0 до 5 мм. Тем самым достигается то, что растрепывание с началом от линии раскроя прекратится самое позднее в тот момент, когда спущенная петля, начавшись от линии раскроя, достигнет фиксирующей линии.
Согласно изобретению для фиксации волокон может быть предусмотрено, что слои укрываются проницаемой для света лазера пленкой, и лазерный луч проходит сквозь пленку. Под признаком, что пленка проницаема для света лазера, прежде всего, понимается, что поглощение и отражение вместе составляют менее 20%. Путем подходящего выбора пленок можно добиться значений степени передачи свыше 90%. Чем выше степень передачи, тем ниже потери и тем меньше подготовительных мер следует предпринять, чтобы защитить окружающую среду от рассеянного света лазера.
Прежде всего, пленка настолько проницаема для лазерного излучения, что во время облучения она сама не плавится. К тому же пленка, предпочтительно, выбирается так, чтобы она имела достаточно выраженные свойства разделительной поверхности, что после фиксации обоих слоев она может быть снова удалена со слоев. К тому же пленка, предпочтительно, выбирается так, что луч лазера при перпендикулярном падении отражается до максимально 30% относительно мощности.
Под признаком, что лазерный луч излучается таким образом, что плавкое связующее текстиля локально лишь оплавляется и не испаряется, прежде всего понимается, что мощность излучения и скорость подачи лазера выбраны такими, что ни в каком месте не происходит превышения температуры повреждения, которое ведет к повреждению связующего или текстиля. Прежде всего, удельная мощность лазерного луча выбирается таким образом, что не происходит заметного обугливания, то есть хотя и возможно, что определенная часть связующего и/или волокон в текстиле термически повреждены, но это повреждение настолько мало, что при расчете прочности изготовленной из текстильного полуфабриката детали может не учитываться. Прежде всего, удельная мощность лазерного луча выбирается таким образом, чтобы возможные термические повреждения текстиля и/или связующего вели к потере прочности не выше 10%.
Предпочтительно, шаги фиксации и раскроя в данном способе выполняются автоматически. К тому же может быть предусмотрено, что размещение по меньшей мере двух слоев текстиля также может выполняться автоматически.
Согласно предпочтительной форме выполнения текстиль располагается на основании, и перед падением на него света лазера из области между основанием и пленкой отсасывается воздух. Тем самым волокна фиксируются относительно друг друга и основания. Кроме того, пониженное давление приводит к тому, что уменьшена опасность окисления при нагревании. К тому же может быть предусмотрено, что область между пленкой и основанием перед падением света лазера продувается защитным газом. Благоприятно, если остаточное давление составляет менее 200 мбар, прежде всего менее 100 мбар.
Предпочтительно, текстиль перед раскроем фиксируется, при этом раскрой происходит с помощью механического приспособления. Альтернативно, раскрой происходит с помощью лазера, прежде всего с помощью того же лазера, который используется для фиксации. При этом может проявиться недостаток в том, что при отрезании может появиться термическое повреждение волокон и/или связующего, так что необходимо учитывать возможные потери прочности готовой детали.
Шаги по размещению, раскрою и фиксации могут повторяться для нескольких слоев текстиля, пока не будет изготовлен содержащий некоторое количество слоев текстиля полуфабрикат. К тому же возможно, между наложением дополнительного слоя текстиля на уже раскроенную заготовку наложить еще одну пленку, откачать воздух из промежуточного пространства, а затем, как описано выше, с помощью лазера соединить заготовку с дополнительным слоем текстиля, а затем раскроить дополнительный слой текстиля. Возможно сначала зафиксировать и потом раскроить. Но также возможно выполнить обе операции одновременно или сначала раскроить, а потом зафиксировать.
Указанная выше задача решается в охарактеризованном в начале описания устройстве за счет того, что устройство содержит блок управления, который выполнен для перемещения лазера таким образом, что волокна текстиля фиксируются вдоль фиксирующей линии, и для последующего перемещения устройства раскроя таким образом, что волокна текстиля прорезаются вдоль линии раскроя, при этом фиксирующая линия расположена на расстоянии от линии раскроя, меньшем 10 мм, в частности не превышающем 5 мм.
Под соответствующим изобретению устройством предварительной формовки, прежде всего, понимается устройство, которое выполнено и оборудовано для производства большого количества текстильных полуфабрикатов. Прежде всего, основание, устройство для раскроя и фиксирующее устройство закреплены друг на друге. К тому же устройство для раскроя и фиксирующее устройство, как правило, являются автоматическими устройствами, которые приводятся двигателем.
Под основанием понимается любое устройство, которое может фиксировать слои волокон текстиля. Основание может быть столом, а также иметь воздухонепроницаемый ленточный транспортер.
В соответствии с предпочтительной формой выполнения устройство предварительной формовки имеет блок управления, который выполнен для перемещения лазера таким образом, чтобы фиксировать волокна текстиля вдоль линии фиксации, и для перемещения устройства для раскроя таким образом, чтобы оно разрезало каждый слой вдоль линии раскроя, при этом фиксирующая линия имеет настолько небольшое расстояние до линии раскроя, что растрепывание текстиля уменьшается или подавляется.
Например, может быть предусмотрено, что расстояние от линии раскроя до фиксирующей линии составляет менее 10 мм. Блок управления может быть соединен со средствами ввода, посредством которых можно задавать положение линии раскроя и/или фиксирующей линии относительно основания. Например, блок управления может иметь интерфейс, который позволяет записывать данные CAD-программ.
Предпочтительно, блок управления предназначен для перемещения лазера со скоростью, которая относительно интенсивности излучения выбрана таким образом, что при попадании луча лазера связующее локально лишь оплавляется и не испаряется или не обугливается. Для этого может быть предусмотрено, что блок управления связан с устройством измерения температуры, которое измеряет температуру места, в котором в данный момент находится луч лазера.
Предпочтительно, фиксирующее устройство имеет устройство наложения пленки для наложения пленки и устройство создания перепада давлений для приложения перепада давлений так, что пленка прижимается к плоскому текстилю. Такое устройство наложения пленки может быть, например, автоматическим.
Предпочтительно, устройство предварительной формовки включает в себя экранирующее устройство, которое синхронно перемещается таким образом, что отраженное излучения лазера поглощается. Таким образом исключается угроза для людей.
Далее изобретение подробнее разъясняется на основании примерного примера выполнения. При этом показано:
на фиг. 1 устройство согласно изобретению для выполнения способа согласно изобретению;
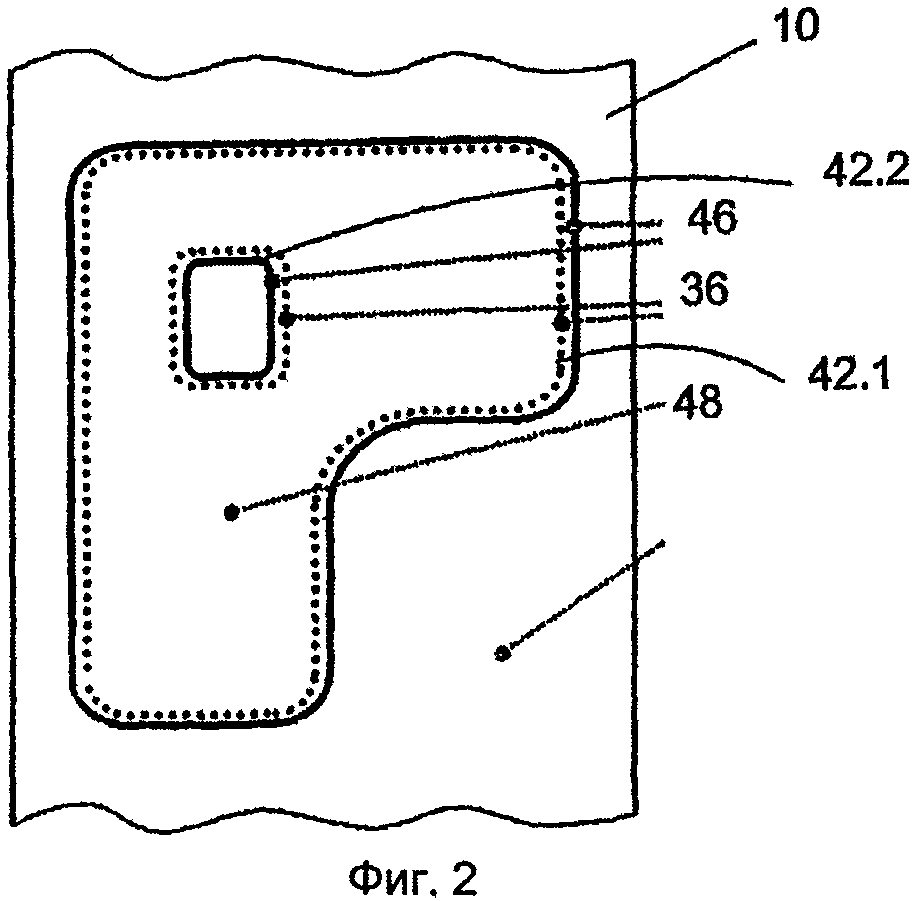
на фиг. 2 схематический вид текстильного полуфабриката с соответствующими фиксирующими линиями и линиями раскроя.
На фиг. 1 показан плоский текстиль 10 в форме многослойной укладки или ткани из армирующих волокон. Многослойная укладка может содержать углеводородные волокна или состоять из них. Плоский текстиль 10, который также можно назвать полуфабрикатом, имеет первый слой 12 из большого количества пучков 14.1, 14.2, …, волокон, которые проходят параллельно друг другу, и, предпочтительно, все они имеют равное количество невидимых на фиг. 1 углеводородных волокон.
Дополнительно, плоский текстиль 10 включает в себя второй слой 16 из пучков волокон, из которых на поперечном сечении виден только пучок 18 волокон. Пучок 14 волокон, с одной стороны, и 18, с другой стороны, образуют не показанный угол пересечения волокон. Плоский текстиль 10 является полуфабрикатом, который на последующем технологическом этапе пропитывается матричным материалом, например синтетической смолой, так, что образуется ламинат. За счет отвердения в форме изготавливаются, например, самолетные детали. Поэтому изобретение также относится к способу изготовления самолетных деталей или прочих структурных компонентов.
Плоский текстиль 10 лежит на основании 20, которое образовано ровной, по возможности гладкой подкладочной плитой. Для соединения первого слоя 12 со вторым слоем 16 на находящийся сверху слой 16 накладывается пленка 22. Пленка представляет собой, например, полиэтиленовую пленку, которая может иметь толщину, например, 12 микрометров. Пленка 22 посредством уплотнительной пластины 24 прижимается к основанию 20 или посредством уплотнительных лент 24 склеивается с подложкой так, что устанавливается газонепроницаемое соединение. Между основанием 20 и пленкой 22 образуется промежуточный объем (пространство) 26, в котором расположен плоский текстиль.
Посредством устройства для создания вакуума в форме вытяжного канала 28 промежуточный объем 26 соединен с вакуумным насосом 30, который постоянно отсасывает воздух из промежуточного объема 26, так что между давлением воздуха окружающей среды РВНЕШ.СРЕДЫ и внутренним давлением РВНУТР. в промежуточном объеме 26 создается разность давлений Δр более чем 800 миллибар. Прежде всего, давление в окружающей среде является атмосферным давлением со значением ок. 1013 миллибар, и внутреннее давление находится ниже значения 200 миллибар, прежде всего ниже 100 миллибар. В данном случае приложено внутреннее давление РВНУТР.=50 миллибар. Также возможно повысить давление окружающей среды РВНЕШ.СРЕДЫ За счет установки пневматического колокола.
При приложении разрежения к промежуточному объему 26 пленка 22 прижимается к плоскому текстилю 10, сжимает его в направлении толщины, и таким образом фиксирует оба слоя 12, 16 относительно друг друга. Как только будет достигнуто предварительно установленное значение внутреннего давления РВНУТР., то лазер 32 перемещается по предварительно заданной траектории, так что луч 34 лазера сквозь фольгу 22 попадает на первый слой 12 и второй слой 16. Связующее, которым пропитан соответствующий пучок 14 волокон, при этом расплавляется, и возникает фиксирующая линия 36 (см. фиг. 2). Траектория фиксирующей линии 36 задана блоком 38 управления, который соединен с лазером 32. Лазер 32, вытяжной канал 28, вакуумный насос 30 и блок 38 управления являются частью фиксирующего устройства 40.
На фиг. 2 показан вид сверху на плоский текстиль 10. Видно, что фиксирующая линия 36 расположена внутри плоского текстиля 10. Кроме того, фиксирующая линия в данном примере состоит из двух замкнутых контуров, а именно, из первого контура 42.1 и второго контура 42.2.
На фиг. 1 также схематически показано устройство 44 раскроя для режущего разделения плоского текстиля 10 вдоль линия раскроя (фиг. 2). Линия 46 раскроя также состоит из двух контуров, которые расположены на расстоянии, например, одного миллиметра от фиксирующей линии 36.
На следующем технологическом шаге можно снимать готовый текстильный полуфабрикат 48, который также можно назвать раскроем. На следующем технологическом шаге полуфабрикат 48 пропитывается смолой, смола затвердевает, и таким образом изготавливается структурная верхняя часть.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 плоский текстиль
12 первый слой
14 пучок волокон
16 второй слой
18 пучок волокон
20 основание
22 пленка
24 уплотнительная пластина
26 промежуточный объем
28 вытяжной канал
30 вакуумный насос
32 лазер
34 лазерный луч
36 фиксирующая линия
38 блок управления
40 фиксирующее устройство
42 контур
44 устройство раскроя
46 линия раскроя
48 полуфабрикат
Реферат
Группа изобретений относится к способу и устройству предварительной формовки текстильного полуфабриката (48). Способ включает операции: размещение текстиля, при этом текстиль имеет по меньшей мере два слоя (12, 16) по меньшей мере частично расположенных друг над другом волокон и/или сотканные друг с другом волокна и/или пучки волокон, фиксация волокон текстиля друг с другом и затем раскрой текстиля. При этом фиксация волокон текстиля включает в себя шаг облучения лазерным лучом (34), так что плавкое связующее текстиля локально только оплавляется и не испаряется. Также предусмотрено, что фиксация волокон текстиля происходит вдоль фиксирующей линии (36), раскрой происходит вдоль линии (46) раскроя. Причем фиксирующая линия (36) имеет такое небольшое расстояние до линии (46) раскроя, что растрепывание текстиля предотвращается или подавляется. Устройство предварительной формовки текстильного полуфабриката (48) включает соответствующие узлы для осуществления операций способа по изобретению и блок управления лазером (32). Технический результат, достигаемый при использовании способа и устройства по изобретениям, заключается в предотвращении растрепанных кромок в текстильных полуфабрикатах. 2 н. и 16 з.п. ф-лы, 2 ил.
Формула
(а) размещение текстиля, имеющего первый слой (12) и второй слой (16), состоящие из волокон, по меньшей мере частично расположенных друг над другом,
(б) фиксация волокон первого слоя с волокнами второго слоя и затем
(в) раскрой текстиля,
(г) при этом фиксация волокон текстиля включает в себя шаг облучения лазерным лучом (34), так что плавкое связующее текстиля локально только оплавляется и не испаряется,
отличающийся тем, что
(д) фиксацию волокон текстиля выполняют вдоль фиксирующей линии (36), раскрой выполняют вдоль линии (46) раскроя, и
(е) фиксирующая линия (36) расположена на расстоянии от линии (46) раскроя, меньшем 10 мм.
укрывание слоев (12, 16) проницаемой для света лазера пленкой (22), и облучение лазерным лучом (34) через пленку (22).
- пропитка текстильного полуфабриката после фиксации и раскроя, и
- отверждение пропитанного полуфабриката, так что получается волокнистая композитная деталь.
- пропитка текстильного полуфабриката после фиксации и раскроя, и
- отверждение пропитанного полуфабриката, так что получается волокнистая композитная деталь.
- пропитка текстильного полуфабриката после фиксации и раскроя, и
- отверждение пропитанного полуфабриката, так что получается волокнистая композитная деталь.
(а) основанием для размещения текстиля,
(б) устройством раскроя для раскроя текстиля, и
(в) фиксирующим устройством (40) для фиксации волокон текстиля друг к другу,
(г) при этом фиксирующее устройство (40) включает в себя лазер (32), интенсивность излучения которого установлена такой, что при облучении лазерным лучом (34) связующее текстиля локально только оплавляется и не испаряется,
отличающееся:
(д) наличием блока управления (38), который выполнен для перемещения лазера (32) таким образом, что волокна текстиля фиксируются вдоль фиксирующей линии (36), и для последующего перемещения устройства (44) раскроя таким образом, что волокна текстиля прорезаются вдоль линии (46) раскроя, при этом фиксирующая линия (36) расположена на расстоянии от линии (46) раскроя, меньшем 10 мм.
(i) устройство (24) наложения пленки для наложения пленки (22), и
(ii) устройство создания разности давлений для приложения разности давлений
(Δp), так что пленка (22) прижимается к плоскому текстилю.
Комментарии