Армирующий слой для резинового изделия - RU2691355C1
Код документа: RU2691355C1
Чертежи




Описание
Область техники
[0001]
Настоящее изобретение относится к армирующему слою для резинового изделия и, более конкретно, к армирующему слою для резинового изделия, который позволяет эффективно уменьшать энергию, необходимую для изготовления и применения резинового изделия, без ущерба для армирующей функции, обеспечиваемой армирующим слоем.
Предпосылки создания изобретения
[0002]
Армирующие слои для армирования резины, применяемые для формирования резиновых изделий, встраивают в резиновые изделия, такие как шины, транспортерные ленты и резиновые шланги. Стальные корды, образованные стальными проволоками, переплетающимися друг с другом, применяются в качестве армирующих элементов, которые образуют армирующие слои. Структура стальных кордов может быть различной, но известна состоящая из прядей структура, которая, например, имеет множество прядей внешнего слоя, переплетенных вокруг наружной кольцевой поверхности сердцевинной пряди (см., в частности, патентный документ 1). Для изготовления этих резиновых изделий армирующий слой, образованный из множества стальных кордов, проходящих рядом друг с другом и параллельно друг другу, встраивается в невулканизированный резиновый элемент с образованием формованного изделия. После этого формованное изделие нагревают при заданной температуре и подвергают воздействию заданного давления в процессе вулканизации для вулканизации невулканизированной резины. В результате получают резиновое изделие со встроенным армирующим слоем, состоящим из стальных кордов.
[0003]
В последние годы наметилась тенденция к применению энергосберегающих технологий, в результате чего увеличилась потребность в применении таких энергосберегающих технологий для изготовления резиновых изделий. Например, снижение массы резинового изделия позволяет уменьшить энергию, необходимую для транспортировки и применения резинового изделия. В альтернативном варианте осуществления уменьшение толщины резинового изделия способствует уменьшению его массы, а также позволяет сократить время вулканизации и, таким образом, уменьшить энергию, необходимую для изготовления.
[0004]
Следовательно, уменьшение массы и толщины армирующего слоя позволяет добиться энергосбережения. Однако при простом уменьшении массы и толщины армирующего слоя возникает проблема, обусловленная снижением исходной армирующей функции армирующего слоя.
Список библиографических ссылок
Патентная литература
[0005]
Патентный документ 1: нерассмотренная опубликованная заявка на патент Японии № 2012-036539A.
Изложение сущности изобретения
Техническая проблема
[0006]
Цель настоящего изобретения заключается в обеспечении армирующего слоя для резинового изделия, который позволяет эффективно уменьшать энергию, необходимую для изготовления и применения резинового изделия, без ущерба для армирующей функции, обеспечиваемой армирующим слоем.
Решение проблемы
[0007]
Для достижения описанной выше цели армирующий слой для резинового изделия настоящего изобретения представляет собой армирующий слой для резинового изделия, сформированный из множества стальных кордов, проходящих рядом друг с другом и параллельно друг другу, и встроенный в резину, применяемую для формирования резинового изделия, при этом наружный диаметр стальных кордов составляет не менее 0,35 мм и не более 6,0 мм, а поперечный шаг стальных кордов составляет более 0,35 мм и не более 7,0 мм.
Полезные эффекты изобретения
[0008]
Применение армирующего слоя для резинового изделия настоящего изобретения позволяет уменьшить толщину и массу армирующего слоя путем задания диаметра стальных кордов, составляющих армирующий слой, не менее 0,35 мм и не более 6,0 мм, т. е. с меньшим диаметром, чем у обычных стальных кордов. В результате стало возможным уменьшить энергию, необходимую для транспортировки и эксплуатации резинового изделия, в которое встроен данный армирующий слой. Кроме того, уменьшение толщины армирующего слоя также приводит к уменьшению времени вулканизации резинового изделия, в которое встроен армирующий слой. Это позволяет также уменьшить энергию, необходимую для изготовления резинового изделия. Таким образом, это позволяет эффективно уменьшить энергию, необходимую для изготовления и применения резинового изделия.
[0009]
Уменьшение диаметра стальных кордов при одновременном уменьшении поперечного шага стальных кордов по сравнению с обычными стальными кордами приводит к увеличению плотности числа стальных кордов на единицу ширины армирующего слоя. Это позволяет избежать снижения армирующей функции армирующего слоя.
Краткое описание рисунков
[0010]
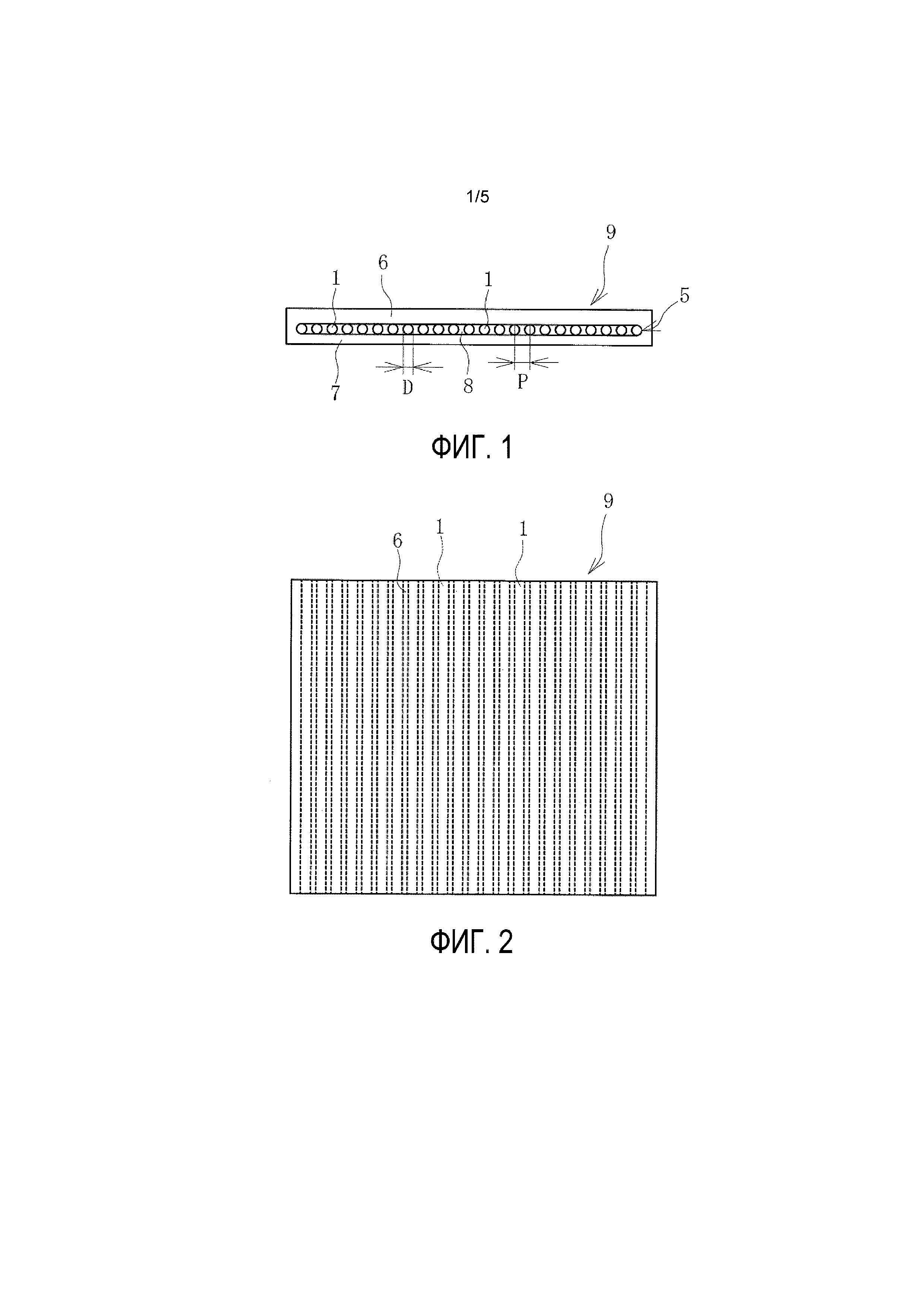
На ФИГ. 1 представлен горизонтальный вид в поперечном сечении, на котором показана транспортерная лента, в которую встроен армирующий слой настоящего изобретения.
На ФИГ. 2 представлен вид в горизонтальной проекции транспортерной ленты, показанной на ФИГ. 1.
На ФИГ. 3 представлена пояснительная схема, на которой показан армирующий слой, представленный на ФИГ. 1, на виде в горизонтальной проекции.
На ФИГ. 4 представлена пояснительная схема, на которой показан армирующий слой, представленный на ФИГ. 3, на горизонтальном виде в поперечном сечении.
На ФИГ. 5 представлена пояснительная схема, на которой показан модифицированный пример армирующего слоя на горизонтальном виде в поперечном сечении.
На ФИГ. 6 представлена пояснительная схема, на которой показаны стальные корды, представленные на ФИГ. 1, на горизонтальном виде в поперечном сечении.
На ФИГ. 7 представлена пояснительная схема, на которой показан модифицированный пример стальных кордов на горизонтальном виде в поперечном сечении.
На ФИГ. 8 представлена пояснительная схема, на которой показан другой модифицированный пример стальных кордов на горизонтальном виде в поперечном сечении.
На ФИГ. 9 представлена пояснительная схема, на которой показан другой модифицированный пример стальных кордов на горизонтальном виде в поперечном сечении.
Описание вариантов осуществления
[0011]
Армирующий слой для резинового изделия настоящего изобретения будет описан ниже на основе вариантов осуществления, показанных на рисунках, с применением в качестве примера условий, в которых армирующий слой применяется в транспортерной ленте.
[0012]
Армирующий слой 5 для резинового изделия настоящего изобретения (далее называется «армирующим слоем 5») встраивается в транспортерную ленту 9, показанную на ФИГ. 2. Этот армирующий слой 5 функционирует в качестве сердцевинного слоя, принимая на себя натяжение, которое возникает при растягивании транспортерной ленты 9 между шкивами.
[0013]
Эта транспортерная лента 9 оснащена армирующем слоем 5, а также верхним резиновым покрытием 6 и нижним резиновым покрытием 7, расположенными по вертикали таким образом, чтобы армирующий слой 5 располагался между ними в качестве прослойки, а все они были выполнены как единое целое. Армирующий слой 5 состоит из множества стальных кордов 1. Множество стальных кордов 1 расположены рядом друг с другом и параллельно друг другу в поперечном направлении ленты и встраиваются в резину, которая формирует транспортерную ленту 9, таким образом, что они проходят в продольном направлении ленты.
[0014]
В частности, каждый стальной корд 1 покрыт брекерной резиной 8, и стальные корды 1 и брекерная резина 8 соединены посредством вулканизационного связывания. Брекерная резина 8 представляет собой резину, обладающую превосходной адгезией. Брекерная резина 8 выполнена как единое целое с верхним резиновым покрытием 6 и нижним резиновым покрытием 7 посредством вулканизационного связывания. По мере необходимости к транспортерной ленте 9 также добавляются другие составляющие, такие как резиновые кромки, расположенные на обоих концах в поперечном направлении ленты.
[0015]
Верхнее резиновое покрытие 6 и нижнее резиновое покрытие 7 выполнены из диенового каучука, содержащего по меньшей мере натуральный каучук, и каучуковой композиции, имеющей износостойкость, улучшенную посредством использования сажи или т. п. Значения толщины верхнего резинового покрытия 6 и нижнего резинового покрытия 7 определяются соответствующим образом в соответствии с требуемыми характеристиками транспортерной ленты 9.
[0016]
Стальные корды 1 образованы путем переплетения множества стальных проволок. Стальные корды 1 по существу являются прямыми, без каких-либо перегибов. Таким образом, стальные корды 1 не обжаты. Структура стальных кордов описана ниже. Предпочтительным является вариант, при котором один стальной корд 1 с S-скручиванием и один стальной корд 1 с Z-скручиванием расположены поочередно рядом друг с другом и параллельно друг другу.
[0017]
Наружный диаметр D стальных кордов 1 составляет не менее 0,35 мм и не более 6,0 мм. Прочность стальных кордов 1 составляет, например, не менее 500 кН и не более 5000 кН.
[0018]
Поперечный шаг P стальных кордов 1 составляет более 0,35 мм и не более 7,0 мм. Брекерная резина 8 помещена в зазоры между смежными стальными кордами 1, расположенными рядом друг с другом и параллельно друг другу, таким образом, что стальные корды 1 не касаются друг друга. Следовательно, зазоры между смежными стальными кордами 1, расположенными рядом друг с другом и параллельно друг другу, больше 0 мм. Зазоры предпочтительно не превышают наружный диаметр D стальных кордов 1 и составляют, например, не менее 0,2 мм и не более 1,5 мм.
[0019]
Как показано на ФИГ. 3 и 4, в армирующем слое 5 данного варианта осуществления уточные нити 4 проходят вертикально между стальными кордами 1, расположенными рядом друг с другом и параллельно друг другу, как при сшивании, так что они пересекают стальные корды 1. Уточные нити 4 располагаются с шагом L в продольном направлении стальных кордов 1.
[0020]
Уточные нити 4 в процессе изготовления подвергаются обработке методом погружения в латекс, содержащий резорцинформальдегидную смолу (RFL). При обработке методом погружения в латекс, содержащий резорцинформальдегидную смолу (RFL), после погружения уточных нитей 4 в жидкий RFL для обработки уточные нити сушат таким образом, чтобы сформировать на поверхностях уточных нитей 4 покрытие в виде жидкого RFL для обработки. Уточные нити 4 позволяют соединять стальные корды 1 друг с другом.
[0021]
Наличие уточных нитей 4 необязательно. Наличие уточных нитей 4 препятствует нарушению расположения множества стальных кордов 1, расположенных рядом друг с другом и параллельно друг другу, в процессе изготовления. Таким образом, заметно повышается удобство в обработке армирующего слоя 5, что способствует улучшению эксплуатационных характеристик транспортерной ленты 9.
[0022]
Шаг L между уточными нитями 4 устанавливается, например, на уровне не менее 16 мм и не более 500 мм. Когда этот шаг L меньше 16 мм, число человеко-часов, необходимое для изготовления армирующего слоя 5, становится чрезмерно большим. С другой стороны, когда шаг L превышает 500 мм, эффект от предотвращения нарушения расположения стальных кордов 1, обусловленного уточными нитями 4, становится слишком малым.
[0023]
На ФИГ. 3 позиции, в которых смежные уточные нити 4 сшивают стальные корды 1 друг с другом в вертикальном направлении, смещены на шаг L. Таким образом, для стального корда 1, имеющего одну смежную уточную нить 4, расположенную с верхней стороны с шагом L, другая смежная уточная нить 4 будет располагаться с нижней стороны стального корда 1.
[0024]
Уточные нити 4 могут не только пересекать каждый стальной корд 1 в вертикальном направлении, как при сшивании, как показано на ФИГ. 3 и 4, но они также могут пересекать каждый набор из двух стальных кордов 1 в вертикальном направлении, как при сшивании, как показано на ФИГ. 5. В альтернативном варианте осуществления уточные нити 4 также могут пересекать каждый набор из 3 или 4 стальных кордов 1 в вертикальном направлении, как при сшивании.
[0025]
Например, в качестве уточных нитей 4 применяются волокна из смолы. В частности, в качестве уточных нитей 4 применяются полиэфирное волокно, волокна из нейлона (нейлона 6 или нейлона 66), вискозные волокна, арамидные волокна, виниловые волокна, полиуретановые волокна или т. п.
[0026]
Принимая во внимание гибкость или долговечность, уточные нити 4 формируются, например, путем сплетения множества длинных волокон, а тонкость устанавливается на уровне не менее 300 дтекс и не более 5000 дтекс. Диаметр уточных нитей 4 меньше диаметра стальных кордов 1.
[0027]
В стальных кордах 1 могут применяться различные структуры. Используется одна конфигурация корда из корда с конфигурацией 1+6, показанной на ФИГ. 6, корда с конфигурацией 3+6, показанной на ФИГ. 7, корда с конфигурацией 1+19, показанной на ФИГ. 8, и корда с конфигурацией 1+Sew (19), показанной на ФИГ. 9.
[0028]
Коэффициент кручения стальных кордов 1 предпочтительно устанавливается не менее 9 и не более 14. Коэффициент кручения представляет собой значение T/D, показывающее отношение шага T скрутки стальных кордов 1 к наружному диаметру D стальных кордов 1. Когда коэффициент кручения меньше 9, прочность стальных кордов 1 становится недостаточной, а когда коэффициент кручения больше 14, невозможно обеспечить достаточную усталостную прочность.
[0029]
Стальные корды 1 с конфигурацией 1+6, показанной на ФИГ. 6, имеют открытую структуру, в которой шесть стальных проволок, функционирующих в качестве боковых прядей 3, переплетаются вокруг наружной кольцевой поверхности одной стальной проволоки, функционирующей в качестве сердцевинной пряди 2.
[0030]
Стальной корд 1 с конфигурацией 3+6, показанной на ФИГ. 7, имеет открытую структуру, в которой шесть стальных проволок, функционирующих в качестве боковых прядей 3, переплетаются вокруг наружной кольцевой поверхности трех стальных проволок, функционирующих в качестве сердцевинных прядей 2.
[0031]
Стальной корд 1 с конфигурацией 1+19, показанной на ФИГ. 8, имеет открытую структуру, в которой шесть стальных проволок, функционирующих в качестве боковых прядей 3, переплетаются вокруг наружной кольцевой поверхности одной стальной проволоки, функционирующей в качестве сердцевинной пряди 2, а 12 стальных проволок, функционирующих в качестве боковых прядей 3, дополнительно переплетаются вокруг их наружной кольцевой поверхности.
[0032]
Стальной корд 1 с конфигурацией 1+Sew (19), показанной на ФИГ. 9, имеет открытую структуру, в которой шесть стальных проволок, функционирующих в качестве боковых прядей 3, переплетаются вокруг наружной кольцевой поверхности трех стальных проволок, функционирующих в качестве сердцевинных прядей 2, а 12 стальных проволок, функционирующих в качестве боковых прядей 3, дополнительно переплетаются вокруг их наружной кольцевой поверхности.
[0033]
Когда в качестве боковых прядей 3 стального корда 1 применяются два типа стальных проволок с различными наружными диаметрами, наружный диаметр стальной проволоки с относительно меньшим диаметром должен быть установлен на уровне не менее 60% и не более 90% от наружного диаметра стальной проволоки с относительно большим диаметром. Это повышает проницаемость резины.
[0034]
Для армирующего слоя 5 настоящего изобретения диаметр стального корда 1 устанавливается на уровне не менее 0,35 мм и не более 6,0 мм, что является малым диаметром по сравнению с обычными стальными кордами. Таким образом, соответственно, также уменьшается толщина и масса резинового изделия (транспортерной ленты 9), в которое встроен армирующий слой 5. Это способствует снижению энергии, необходимой для транспортировки транспортерной ленты 9 к месту применения или для эксплуатации транспортерной ленты 9 на месте применения.
[0035]
В процессе изготовления данной транспортерной ленты 9 уменьшение толщины транспортерной ленты 9, обусловленное уменьшением толщины армирующего слоя 5, приводит к уменьшению времени вулканизации транспортерной ленты 9. Следовательно, это также делает возможным снижению энергии, необходимой для изготовления транспортерной ленты 9. Таким образом, применение армирующего слоя 5 настоящего изобретения позволяет эффективно снизить энергию, необходимую для изготовления и применения резинового изделия, в которое встроен армирующий слой 5.
[0036]
Обеспечение малого диаметра стальных кордов 1 приводит к уменьшению прочности каждого стального корда 1. Однако поперечный шаг P стальных кордов 1 устанавливается на уровне более 0,35 мм и не более 7,0 мм, что существенно короче поперечного шага обычных стальных кордов. Следовательно, увеличивается плотность числа стальных кордов 1 на единицу ширины ленты. Соответственно, увеличивается число стальных кордов 1, которое можно встроить на единицу ширины ленты, что позволяет обеспечить достаточную общую прочность армирующего слоя 5 и гарантировать, что его армирующая функция не будет снижена.
[0037]
В результате уменьшения толщины транспортерной ленты 9 жесткость при изгибе транспортерной ленты 9 становится малой, а также происходит уменьшение потерь энергии, возникающих во время перемещения вокруг шкивов. Кроме того, встраивание одного армирующего слоя 5, сформированного из стальных кордов 1, в транспортерную ленту 9 просто продиктовано здравым смыслом. Это объясняется тем, что при встраивании множества армирующих слоев 5 во время перемещения транспортерной ленты 9 вокруг шкивов на стальные корды 1, составляющие армирующий слой 5, встроенный во внутреннюю периферийную сторону, действует сжимающее усилие, которое может привести к прогибу. Однако даже если в транспортерную ленту 9 встроено множество таких армирующих слоев 5, имеющих уменьшенную толщину, расстояние от нейтральной плоскости стальных кордов 1, составляющих армирующие слои 5, встроенные во внутреннюю периферийную сторону, во время перемещения транспортерной ленты 9 вокруг шкивов становится малым. Следовательно, сжимающее усилие, действующее на стальные корды 1, становится крайне малым, что позволяет встраивать в транспортерную ленту 9 множество армирующих слоев 5.
[0038]
Если наружный диаметр D стальных кордов 1 установлен на уровне не менее 0,35 мм и не более 6,0 мм, это способствует резкому снижению энергии, необходимой для изготовления и применения резинового изделия, в которое встроен армирующий слой 5, при сохранении армирующей функции армирующего слоя 5.
[0039]
Резиновое изделие, в которое встроен армирующий слой 5 настоящего изобретения, не ограничено транспортерной лентой 9, и можно использовать различные резиновые изделия, в которые стальные корды 1 встроены в качестве армирующего элемента, такие как шины, резиновые шланги, морские шланги и отбойники.
[0040]
В данном случае масса и время вулканизации транспортерных лент оцениваются для случаев, когда транспортерные ленты, в которые встроен один армирующий слой, изготовлены таким образом, что они обладают одинаковыми эксплуатационными характеристиками (по существу одинаковой общей прочностью армирующего слоя) и толщиной 36,5 мм, а изменяются только наружные диаметры и число стальных кордов, составляющих армирующий слой 5. В качестве обычного примера используются характеристики, при которых наружный диаметр D стальных кордов составляет 10,4 мм, поперечный шаг P составляет 16 мм, а число встроенных кордов составляет 59. В качестве примера используются характеристики, при которых наружный диаметр D стальных кордов составляет 6,0 мм, поперечный шаг P составляет 7,0 мм, а число встроенных кордов составляет 135.
[0041]
Сравнение обычного примера и упомянутого примера показало, что массу транспортерной ленты примера можно уменьшить приблизительно на 18% по сравнению с обычным примером, а время вулканизации можно уменьшить приблизительно на 15%.
Перечень позиционных обозначений
[0042]
1 - стальной корд
2 - сердцевинная прядь
3 - боковая прядь
4 - уточная нить
5 - армирующий слой
6 - верхнее резиновое покрытие
7 - нижнее резиновое покрытие
8 - брекерная резина
9 - транспортерная лента (резиновое изделие)
Реферат
Изобретение относится к армирующему слою для резинового изделия. Техническим результатом является упрощение изготовления резинового изделия без снижения прочности армирующего слоя. Технический результат достигается армирующим слоем для резинового изделия, который содержит множество стальных кордов, проходящих рядом друг с другом и параллельно друг другу, и встроенный в резину, применяемую для формирования резинового изделия. При этом наружный диаметр стальных кордов составляет не менее 0,35 мм и не более 6,0 мм, а поперечный шаг стальных кордов составляет более 0,35 мм и не более 7,0 мм. Причем множество уточных нитей проходит вертикально между стальными кордами, расположенными рядом друг с другом и параллельно друг другу, как при сшивании, таким образом, что они пересекают стальные корды. При этом указанное множество уточных нитей, которые расположены рядом друг с другом в продольном направлении стальных кордов, расположено с шагом, составляющим не менее 16 мм и не более 500 мм между уточными нитями. Причем каждая из уточных нитей является волокнами из смолы, диаметры которых меньше диаметров стальных кордов. 2 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Узорчатое покрытие с материалом, повышающим клейкость
Комментарии