Групповая экструзионная головка - RU2715179C1
Код документа: RU2715179C1
Чертежи
Описание
Изобретение касается групповой экструзионной головки для изготовления заготовок из термопластичного полимера. Групповая экструзионная головка включает в себя расположенную неподвижно основную раму и несколько (группу) экструзионных головок, которые расположены на основной раме. Каждая из указанных нескольких экструзионных головок имеет вход для массы для перемещенного экструдером потока материала из пластифицированного полимера, кольцевой мундштук для создания трубчатого вида заготовки, причем кольцевой мундштук соединен по текучей среде с входом для массы, и наружный элемент мундштука и внутренний элемент мундштука, которые расположены соосно друг относительно друга и создают образующий кольцевой мундштук кольцевой зазор, причем, по меньшей мере, один элемент мундштука выполнен с возможностью перестановки вдоль установочной оси соответствующей экструзионной головки для перестановки ширины кольцевого зазора. Кроме того, групповая экструзионная головка включает в себя установочный элемент, который выполнен с возможностью перестановки вдоль продольной оси групповой экструзионной головки и который соединен с выполненными с возможностью перестановки элементами мундштука экструзионных головок.
Такая групповая экструзионная головка известна, например, из DE 10 2007 030 677 А1. Описанная там групповая экструзионная головка служит для того, чтобы обслужить несколько расположенных, по меньшей мере, в двух параллельных рядах экструзионных головок исходя из соединенного с экструдером входа для массы. Экструзионные головки расположены как друг за другом, так и рядом друг с другом.
При этом, установочный элемент переставляет кольцевой зазор всех экструзионных головок. Для этого, установочный элемент посредством линейных направляющих - например, с помощью направляющих штанг, соответственно, направляющих колонок и смещаемых вдоль направляющих штанг, соответственно, направляющих колонок, шариковых втулок традиционного типа - установлен с возможностью перестановки линейно вдоль продольной оси групповой экструзионной головки. Различные соотношения давлений в каналах для массы внутри экструзионных головок ведут к тому, что противодействующая сила, которая возникает в результате соотношений давлений внутри каналов для массы экструзионных головок, против перестановочной силы, которая оказывается приводом на установочный элемент, столь друг от друга отличающиеся, что перекашивает установочный элемент по отношению к основной раме, следовательно, по отношению к продольной оси. Это может вести к повышенному износу вплоть до поломки отдельных компонентов.
Задачей настоящего изобретения является предоставить групповую экструзионную головку, которая выполнена более надежной относительно износа и поломки.
Задача решается посредством групповой экструзионной головки для изготовления заготовок из термопластичного полимера, которая включает в себя расположенную неподвижно (стационарно) основную раму и несколько экструзионных головок, которые расположены на основной раме. Каждая из нескольких экструзионных головок имеет вход для массы для перемещенного (нагнетаемого) экструдером потока материала из пластифицированного полимера, кольцевой мундштук для создания трубчатого вида заготовки, причем кольцевой мундштук соединен по текучей среде с входом для массы, и наружный элемент мундштука и внутренний элемент мундштука, которые расположены коаксиально друг относительно друга и создают образующий кольцевой мундштук кольцевой зазор, причем, по меньшей мере, один из элементов мундштука выполнен с возможностью перестановки вдоль установочной оси соответствующей экструзионной головки для перестановки ширины зазора кольцевого зазора. Кроме того, групповая экструзионная головка включает в себя установочный элемент, который выполнен с возможностью перестановки вдоль продольной оси групповой экструзионной головки и который соединен с выполненными с возможностью перестановки элементами мундштука экструзионных головок. Кроме того, групповая экструзионная головка имеет несколько подпружиненных опор, которые расположены между основной рамой и установочным элементом и которые с предварительным напряжением опираются на основную раму и установочный элемент.
Таким образом, подпружиненные опоры в нескольких местах нагружают усилием установочный элемент в направлении нагрузки. Эти воздействующие в нескольких местах усилия стабилизируют установочный элемент относительно перекашивания (опрокидывания).
Основная рама в примерном варианте осуществления изобретения может иметь основную плиту, на которой закреплены экструзионные головки. Кроме того, установочный элемент может иметь установочную плиту, которая аксиально направляется относительно основной плиты. Между основной плитой и установочной плитой в данном примере осуществления расположены подпружиненные опоры и подпирают их.
Привод может иметь приводной элемент, который выполнен с возможностью перестановки вдоль продольной оси и который соединен с установочным элементом.
При этом, подпружиненные опоры могут располагаться с возможностью перестановки параллельно заданной приводом продольной оси. Таким образом, подпружиненные опоры сбоку от привода подпирают установочный элемент и стабилизируют его. Чтобы обеспечить по возможности хорошее подпирание от перекашивания, подпружиненные опоры могут быть дистанцированно расположены как можно дальше друг от друга.
В примере осуществления подпружиненные опоры жестко соединены с основной рамой, в частности, с основной плитой основной рамы и нагружены относительно установочного элемента таким образом, что подпружиненные элементы лишь удерживаются в контакте с установочным элементом, без того, чтобы быть соединенными с ним. Таким образом, могут выравниваться угловые отклонения. Самой собой разумеется, также возможно обратное расположение, при котором подпружиненные опоры соединены с установочным элементом и нагружены в контакт к основной плите.
Подпружиненные опоры могут иметь соответственно первый опорный элемент и второй опорный элемент, которые имеют возможность перестановки аксиально друг относительно друга. Подпружиненные опоры имеют пружинные средства, которые расположены между первым опорным элементом и вторым опорным элементом. Таким образом, первый опорный элемент и второй опорный элемент нагружены усилием друг от друга пружинным элементом и могут быть выполнены, например, телескопируемыми друг с другом.
Чтобы обеспечить компактную конструкцию, пружинные элементы могут включать в себя пакет тарельчатых пружин.
В примере осуществления пружинные элементы пакета тарельчатых пружин могут быть компактно установлены в цилиндрическом приемном пространстве первого опорного элемента. Принципиально также возможно располагать приемное пространство во втором опорном элементе.
В приемном пространстве может быть расположен приемный стержень, на который насажены пружинные средства, в частности, если они имеют пакет тарельчатых пружин. Тем самым, пружинные средства, и особенно отдельные тарельчатые пружины пакета тарельчатых пружин, являются отцентрированными.
Второй опорный элемент может иметь цилиндрическое пространство, которое открыто в направлении первого опорного элемента и частично принимает первый опорный элемент. Таким образом, пружинные средства отгорожены (карсулированы) снаружи и защищены от внешних влияний.
Для закрепления подпружиненной опоры первый опорный элемент может иметь резьбовую цапфу, которая расположена на обращенной от второго опорного элемента стороне первого опорного элемента и которая ввинчена в резьбовое отверстие основной рамы, в частности, основной плиты. Здесь также возможно, что второй опорный элемент имеет резьбовую цапфу. Кроме того, резьбовая цапфа также может быть ввинчена в резьбовое отверстие установочного элемента.
В примере осуществления с резьбовыми цапфами на первом опорном элементе второй опорный элемент может образовывать опорную поверхность, с помощью которой второй опорный элемент нагружен (в направлении) к установочному элементу. В примере осуществления с резьбовыми цапфами на втором опорном элементе первый опорный элемент снабжен опорной поверхностью.
Опорная поверхность может быть частью опорной головки, причем опорная головка закреплена с возможностью аксиальной перестановки. За счет возможности аксиальной перестановки опорной головки длина подпружиненной опоры может переставляться в максимально сжатое или максимально выдвинутое положении. Вследствие этого может регулироваться предварительное напряжение, с которым подпружиненная опора зажата между основной плитой и установочным элементом.
В дальнейшем, примерный вариант осуществления описывается и поясняется более подробно на чертежах, которые показывают:
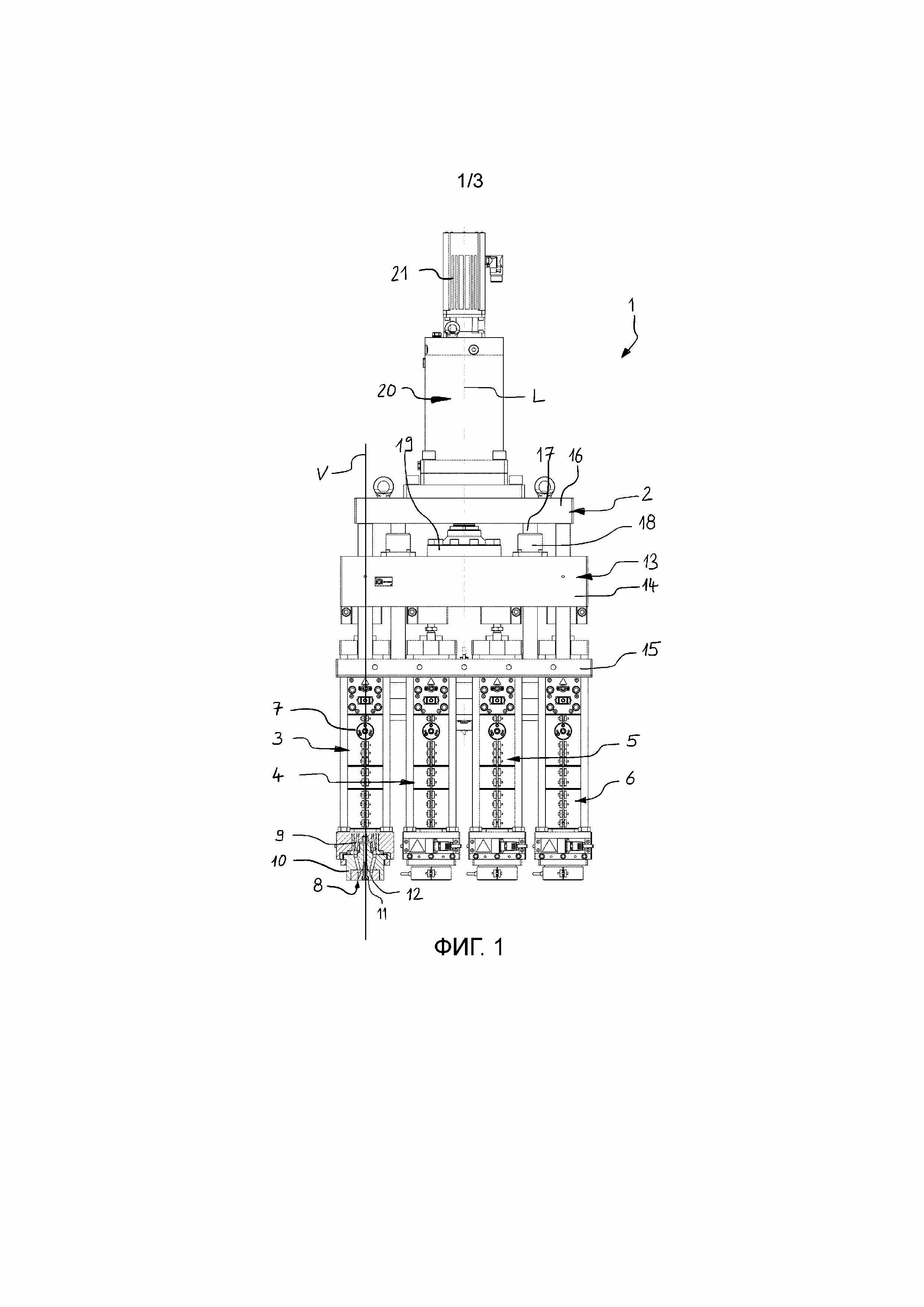
Фиг.1 - вид сбоку примера осуществления групповой экструзионной головки;
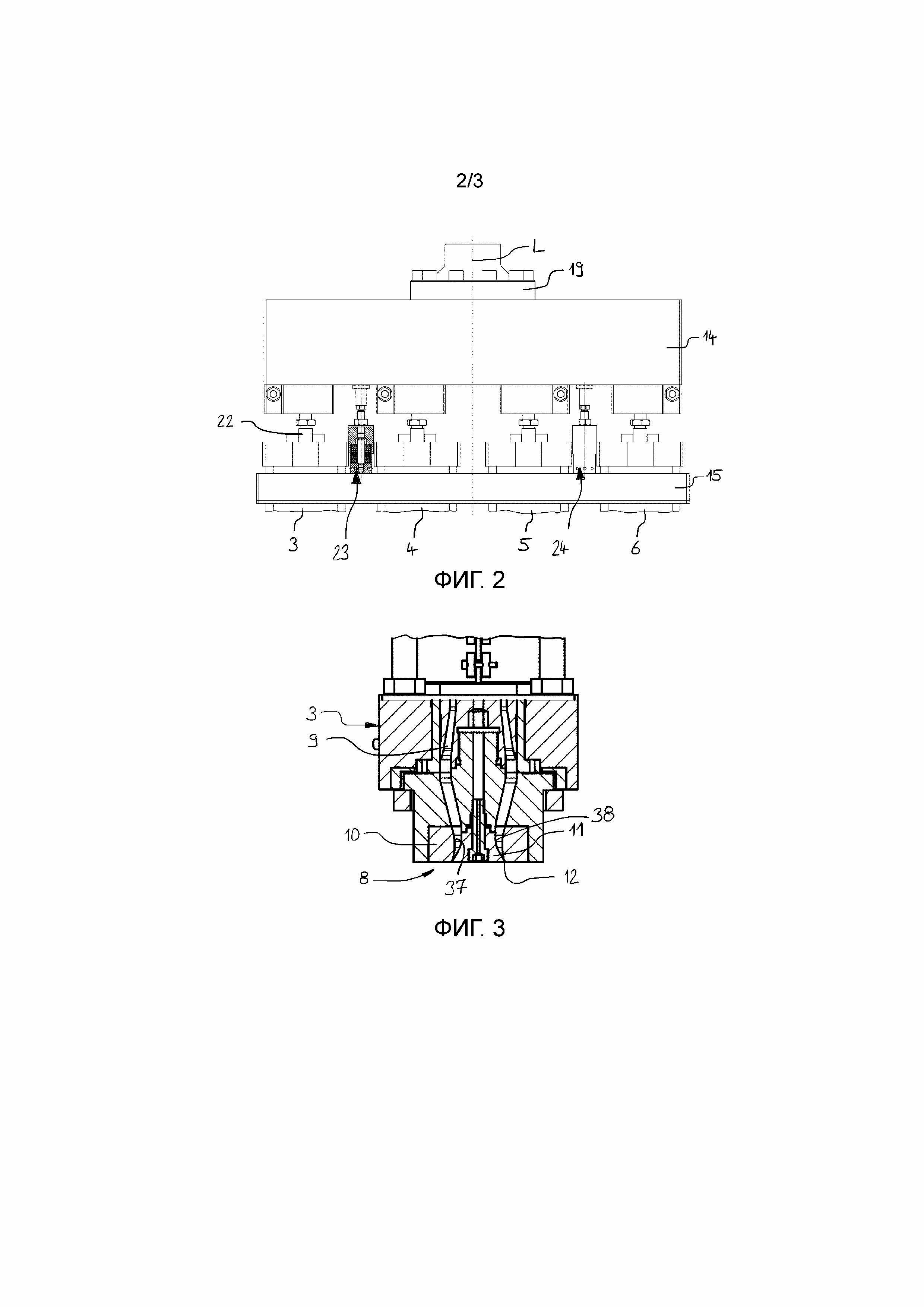
Фиг.2 - вид сбоку установочной плиты и основной плиты групповой экструзионной головки согласно фиг.1 с расположенными между ними подпружиненными опорами в увеличенном виде;
Фиг.3 - увеличенный вид первой экструзионной головки групповой экструзионной головки согласно фиг.1 в области кольцевого мундштука в продольном разрезе;
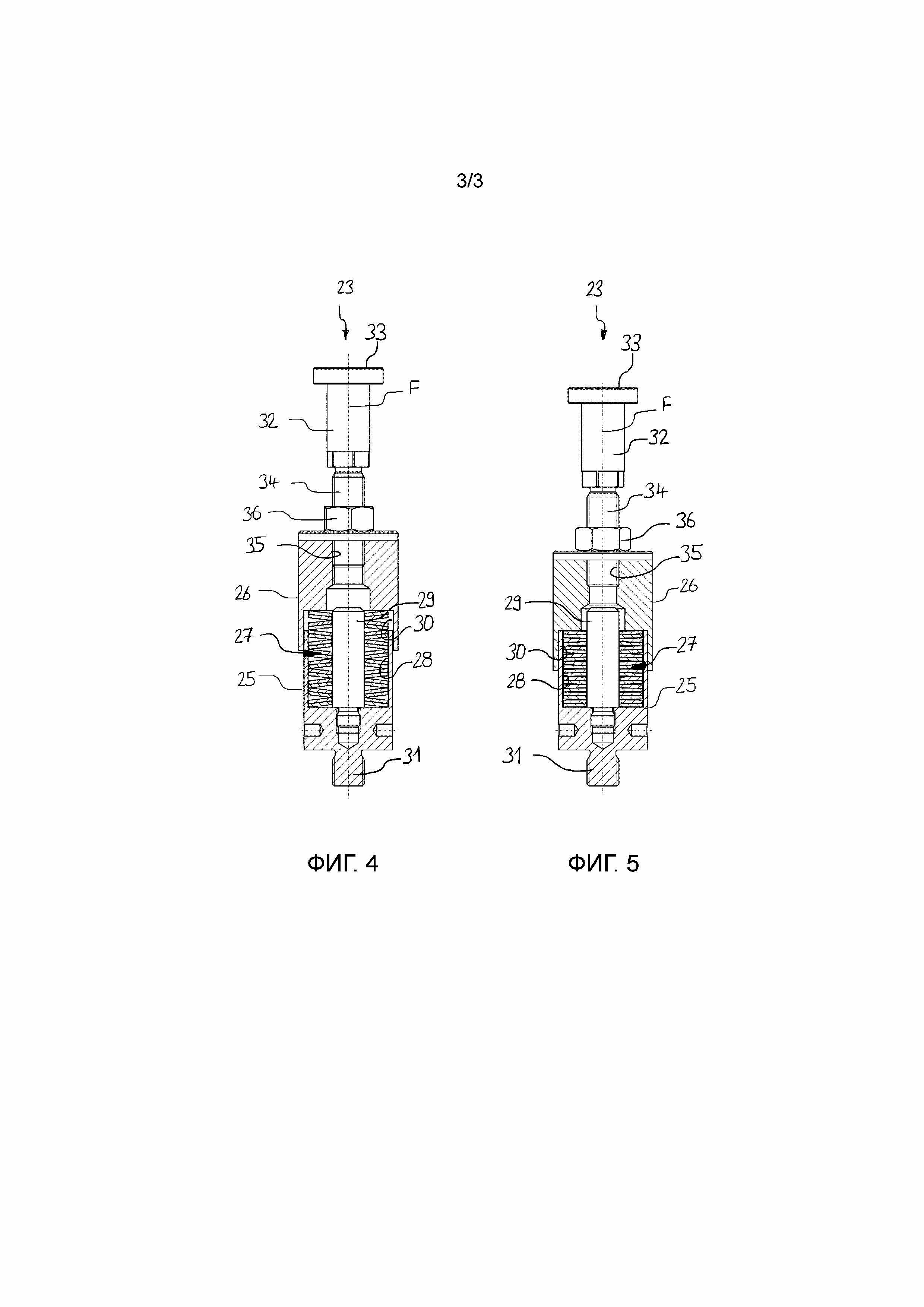
Фиг.4 - продольное сечение первой подпружиненной опоры групповой экструзионной головки согласно фиг.1 в выдвинутом положении и
Фиг.5 - продольное сечение первой подпружиненной опоры согласно фиг.4 во вдвинутом положении.
Фиг.1-3 показывают соответствующую изобретению экструзионную головку 1 в разливных видах и в дальнейшем описываются вместе.
Групповая экструзионная головка 1 имеет основную раму 2, которая расположена неподвижно. На основной раме 2 закреплены четыре экструзионные головки, а именно первая экструзионная головка 3, вторая экструзионная головка 4, третья экструзионная головка 5 и четвертая экструзионная головка 6. Групповая экструзионная головка 1 имеет продольную ось L, причем экструзионные головки 3, 4, 5, 6 расположены рядом друг с другом в ряд поперек продольной оси L и проходят параллельно продольной оси L основной рамы 2, в показанном изображении вертикально вниз. Однако принципиально, групповая экструзионная головка 1 может использоваться также в другом расположении, например, в расположении, в котором продольная ось L расположена не вертикально, как в настоящем примере осуществления, а горизонтально.
Экструзионные головки 3, 4, 5, 6 выполнены идентично, причем первая экструзионная головка 3 в дальнейшем описывается показательно также для других экструзионных головок 4, 5, 6.
Первая экструзионная головка 3 имеет вход 7 для массы, который соединяется с не изображенным здесь экструдером, так что поток материала из пластифицированного полимера может подводиться к первой экструзионной головке 3.
Входы 7 для массы всех экструзионных головок 3, 4, 5, 6 могут быть соединены посредством распределительной системы с общим экструдером. Также возможно, что каждая экструзионная головка 3, 4, 5, 6 загружается от отдельного экструдера.
В первой экструзионной головке 3 расположен канал 9 для массы, который соединяет по текучей среде вход 7 для массы с кольцевым мундштуком 8, так что поток материала направляется к кольцевому мундштуку 8 и там выходит в форме трубки из образованного кольцевым мундштуком 8 кольцевого зазора 12. Таким образом, образуется трубчатая заготовка.
В представленном случае, имеется точно один кольцевой мундштук 8 с кольцевым зазором 12. Таким образом, изготавливается однослойная заготовка. Однако, также возможно, что первая экструзионная головка 3 имеет несколько входов для массы, которые соединены соответственно с отдельным экструдером, причем каналы для массы соединены с несколькими кольцевыми мундштуками через различные каналы для массы. Таким образом, могли бы изготавливаться многослойные трубчатые заготовки. При этом, также возможно, что один из кольцевых зазоров расположен внутри экструзионной головки, так что различные слои направляются друг относительно друга внутри экструзионной головки и выпускаются вместе через другие кольцевые мундштуки.
Кольцевой мундштук 8 имеет внешний элемент 10 мундштука и внутренний элемент 11 мундштука, между которыми образован кольцевой зазор 12. В представленном примере осуществления внешний элемент 10 мундштука расположен неподвижно, причем внутренний элемент 11 мундштука имеет возможность аксиальной перестановки вдоль установочной оси V, которая расположена параллельно продольной оси L групповой экструзионной головки 1. Внутренний элемент 11 мундштука может аксиально переставляться между изображенным на фиг.3 сжатым положением и выдвинутым вниз положением. В сжатом положении кольцевой зазор 12 закрыт, так что не может выходить никакой пластифицированный полимер. В выдвинутом вниз положении кольцевой зазор 12 имеет свою самую большую ширину и обеспечивает выпуск трубчатого потока материала. В результате перестановки между вдвинутым положением и выдвинутым положение постепенно изменяется ширина кольцевого зазора 12, так что в результате этого может варьироваться толщина стенки изготовленной заготовки.
Наружный элемент 10 мундштука имеет к кольцевому зазору 12 расположенную коаксиально установочной оси V внутреннюю поверхность 37, которая в поперечном сечении согласно фиг.3 отформована выпуклой внутрь относительно установочной оси V. Тем самым, в области кольцевого зазора 12 внутренняя поверхность 37 выполнена таким образом, что она расширяется относительно кольцевого зазора 12.
Внутренний элемент 11 мундштука имеет к кольцевому зазору 12 расположенную коаксиально установочной оси V внешнюю поверхность 38, которая в поперечном сечении согласно фиг.3 отформована вогнутой относительно установочной оси. Тем самым, в области кольцевого зазора 12 внешняя поверхность 38 выполнена таким образом, что она также расширяется относительно кольцевого зазора 12.
Кроме того, диаметры внешнего элемента 10 мундштука и внутреннего элемента 11 мундштука на своих аксиальных концах, на фиг.3 вертикально снизу, являются равновеликими, так что во вдвинутом положении согласно фиг.3, в котором наружный элемент 10 мундштука и внутренний элемент 11 мундштука снизу расположены друг относительно друга заподлицо, кольцевой зазор 12 закрыт. Если передвигается вертикально вниз только внутренний элемент 11 мундштука, то кольцевой зазор 12 открывается постепенно в зависимости от вертикального положения внутреннего элемента 11 мундштука, так что получается трубчатая заготовка из термопластичного материала. Толщина стенки заготовки может устанавливаться вертикальным положением внутреннего элемента 11 мундштука.
Для перестановки внутреннего элемента 11 мундштука установочный элемент 13 снабжен установочной плитой 14. Установочная плита 14 проходит поперек продольной оси L и расположена между основной плитой 15 основной рамы 2 и закрывающей плитой 16 основной рамы 2. Основная плита 15 и закрывающая плита 16 расположены также поперек продольной оси L и соединены друг с другом посредством направляющих колонок 17. Установочная плита 14 имеет на каждую направляющую колонку 17 по шариковой втулке 18, которая сидит на одной из направляющих колонок 17 и имеет возможность перестановки аксиально параллельно продольной оси L. Посредством жестко соединенных с установочной плитой 14 шариковых втулок 18 установочная плита 14 тем самым может перестанавливаться аксиально вдоль продольной оси L между основной плитой 15 и закрывающей плитой 16.
Для перестановки предусмотрен привод 20 с приводным мотором 21. Привод 20 закреплен на обращенной от установочной плиты 14 стороне на закрывающей плите 16. Кроме того, привод 20 соединен с приводным элементом 19, который соединен с установочной плитой 14. Посредством привода 20 приводной элемент 19 и тем самым установочная плита 14 может перемещаться вдоль продольной оси L.
На обращенной от привода 20 стороне установочной плиты 14 установочная плита 14 на каждой экструзионной головке 3, 4, 5, 6 соединена соответственно с цилиндром 22. Кроме того, цилиндр 22 первой экструзионной головки 3 соединен с внутренним элементом 11 мундштука кольцевого мундштука 8. Таким образом, в результате перестановки установочной плиты 14 внутренний элемент 11 мундштука может аксиально переставляться посредством стержня 22.
В процессе эксплуатации может случаться, что внутри каналов 9 для массы отдельных экструзионных головок 3, 4, 5, 6 преобладают разные давления. Это ведет к тому, что, в частности, при закрытии кольцевого мундштука 8 требуются различные усилия на экструзионную головку 3, 4, 5, 6. В приведенном как пример случае, в котором давление в канале 9 для массы первой экструзионной головки 3 заметно меньше, чем давление в канале 9 для массы четвертой экструзионной головки 6, при закрытии кольцевого мундштука 8 внутренним элементом 11 мундштука приводу противопоставляется более высокое ответное давление, чем от внутреннего элемента 11 мундштука первой экструзионной головки 3. Вследствие этого можно получить перекашивание установочной плиты 14 по часовой стрелке в изображенном на фиг.1 виде. Это перекашивание может привести к повышенному износу у направляющих колонок 19 и шариковых втулок 18, а также, в экстремальном случае, к износу или даже поломке стержня 22.
Чтобы снизить опасность повышенного износа или даже поломки, между основной плитой 15 и установочной плитой 14 расположены первая подпружиненная опора 23 и вторая подпружиненная опора 24. Подпружиненные опоры 23, 24 между основной плитой 15 и установочной плитой 14 расположены с предварительным напряжением и выдавливают их друг от друга. Кроме того, подпружиненные опоры 23, 24 расположены настолько дистанцированными друг от друга, что установочная плита 14 является стабилизированной от перекашивания.
В предложенном примере осуществления привод 20 и соответственно воображаемая продольная ось L расположен по центру. Экструзионные головки 3, 4, 5, 6 на изображенном на фиг.1 виде расположены попарно по бокам продольной оси L и зеркально симметрично относительно продольной оси L. Подпружиненные опоры 23, 24 находятся на противоположных сторонах от продольной оси L, и тоже зеркально симметрично расположены относительно продольной оси L. При этом, подпружиненные опоры 23, 24 расположены соответственно между двумя экструзионными головками 3, 4, 5, 6. В результате смещенного вбок от продольной оси L расположения подпружиненных опор 23, 24 они могут противодействовать возможным перекашивающим (опрокидывающим) моментам.
В дальнейшем, на основании фиг.4 и 5 более подробно поясняется первая подпружиненная опора 23. Обе подпружиненные опоры 23, 24 выполнены идентично.
Первая подпружиненная опора 23 имеет первый опорный элемент 25 и второй опорный элемент 26, которые нагружаются усилием друг от друга посредством пружинного средства в виде пакета 27 тарельчатых пружин. На фиг.4 первая подпружиненная опора 23 изображена в выдвинутом положении, а на фиг.5 - во вдвинутом положении. Оба опорных элемента 25, 26 выполнены с возможностью перестановки аксиально друг относительно друга вдоль оси F подпружиненной опоры. Ось F подпружиненной опоры расположена параллельно продольной оси L.
Пакет 27 тарельчатых пружин расположен в цилиндрическом приемном пространстве 28 первого опорного элемента 25. В приемном пространстве 28 по центру расположен приемный стержень 29, который расположен коаксиально оси F подпружиненной опоры и на который насажен пакет 27 тарельчатых пружин.
Второй опорный элемент 26 имеет открытое относительно первого опорного элемента 25 цилиндрическое пространство 30, которое частично принимает первый опорный элемент 25. Таким образом, оба опорных элемента 25, 26 выполнены с возможностью телескопируемого вхождения друг в друга. Кроме того, приемное пространство 28 закрыто снаружи, так что пакет 27 тарельчатых пружин защищен от внешнего влияния. При этом, пакет 27 тарельчатых пружин опирается с одной стороны на основание приемного пространства 28 первого опорного элемента 25 и с другой стороны на основание цилиндрического пространства 30 второго опорного элемента 36 и выдавливает их друг из друга.
На обращенной от второго опорного элемента 26 стороне первого опорного элемента 25 первый опорный элемент 25 имеет резьбовую цапфу 31, которая расположена коаксиально оси F подпружиненной опоры. Резьбовая цапфа 31 ввинчена в (здесь не изображено) резьбовое отверстие основной плиты 15, так что первая подпружиненная опора 23 жестко соединена с основной плитой 15 и тем самым с основной рамой 2.
На обращенной от первого опорного элемента 25 стороне второй опорный элемент 26 имеет опорную головку 32, которая образует опорную поверхность 33, которая нагружена усилием в приложении к установочной плите 14. Таким образом, установочная плита 14 нагружается усилием от основной плиты 15. Опорная поверхность 22, при этом, прилегает плоскостно к установочной плите 14.
Чтобы некоторые угловые отклонения могли быть скомпенсированы, опорная головка 32 шарнирно соединена с установочным винтом 34. Установочный винт 34 ввинчен коаксиально оси F подпружиненной опоры в резьбовое отверстие 35 второго опорного элемента 26. При этом, установочный винт 34 может ввинчиваться в резьбовое отверстие 35 по-разному глубоко, таким образом расстояние от опорной поверхности 33 до второго опорного элемента 25 может регулироваться. Посредством этого может юстироваться предварительное напряжение первой подпружиненной опоры 23 между основной плитой 15 и установочной плитой 14. Для сохранения положения на установочный винт 34 навинчена стопорная гайка 36, которая может контрироваться относительно второго опорного элемента 25.
Список ссылочных позиций
1 групповая экструзионная головка
2 основная рама
3 первая экструзионная головка
4 вторая экструзионная головка
5 третья экструзионная головка
6 четвертая экструзионная головка
7 вход для массы
8 кольцевой мундштук
9 канал для массы
10 внешний элемент мундштука
11 внутренний элемент мундштука
12 кольцевой зазор
13 установочный элемент
14 установочная плита
15 основная плита
16 закрывающая плита
17 направляющая колонка
18 шариковая втулка
19 приводной элемент
20 привод
21 приводной мотор
22 стержень
23 первая подпружиненная опора
24 вторая подпружиненная опора
25 первый опорный элемент
26 второй опорный элемент
27 пакет тарельчатых пружин
28 приемное пространство
29 приемный стержень
30 цилиндрическое пространство
31 резьбовая цапфа
32 опорная головка
33 опорная поверхность
34 установочный винт
35 резьбовое отверстие
36 стопорная гайка
37 внутренняя поверхность
38 наружная поверхность
L продольная ось
F ось подпружиненной опоры
V установочная ось
Реферат
Изобретение относится к групповой экструзионной головке для изготовления заготовок из термопластичного полимера. Групповая экструзионная головка (1) для изготовления заготовок из термопластичного полимера включает в себя расположенную неподвижно основную раму (2), несколько экструзионных головок (3, 4, 5, 6), которые расположены на основной раме (2). Причем каждая экструзионная головка (3, 4, 5, 6) имеет следующее: вход (7) для массы для перемещенного экструдером потока материала из пластифицированного полимера, кольцевой мундштук (8) для создания трубчатого вида заготовки, причем кольцевой мундштук (8) соединен по текучей среде с входом (7) для массы, наружный элемент (10) мундштука и внутренний элемент (11) мундштука, которые расположены коаксиально относительно друг друга и создают образующий кольцевой мундштук (8) кольцевой зазор (12). Причем по меньшей мере один из элементов (10, 11) мундштука выполнен с возможностью перестановки вдоль установочной оси (V) соответствующей экструзионной головки (3, 4, 5, 6) для перестановки ширины кольцевого зазора (12). Также головка содержит установочный элемент (13), который выполнен с возможностью перестановки вдоль продольной оси (L) групповой экструзионной головки (1) и который соединен с выполненными с возможностью перестановки элементами (10, 11) мундштука экструзионных головок (3, 4, 5, 6). Кроме того, несколько подпружиненных опор (23, 24) расположены между основной рамой (2) и установочным элементом (13) и опираются с предварительным напряжением на основную раму (2) и установочный элемент (13). Техническим результатом изобретения является повышение надежности относительно износа и поломки. 11 з.п. ф-лы, 5 ил.
Комментарии