Многослойная порция материала, имеющая вогнутую поверхность - RU2359824C2
Код документа: RU2359824C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения многослойных объектов (изделий) посредством компрессионного формования многослойной порции материала.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
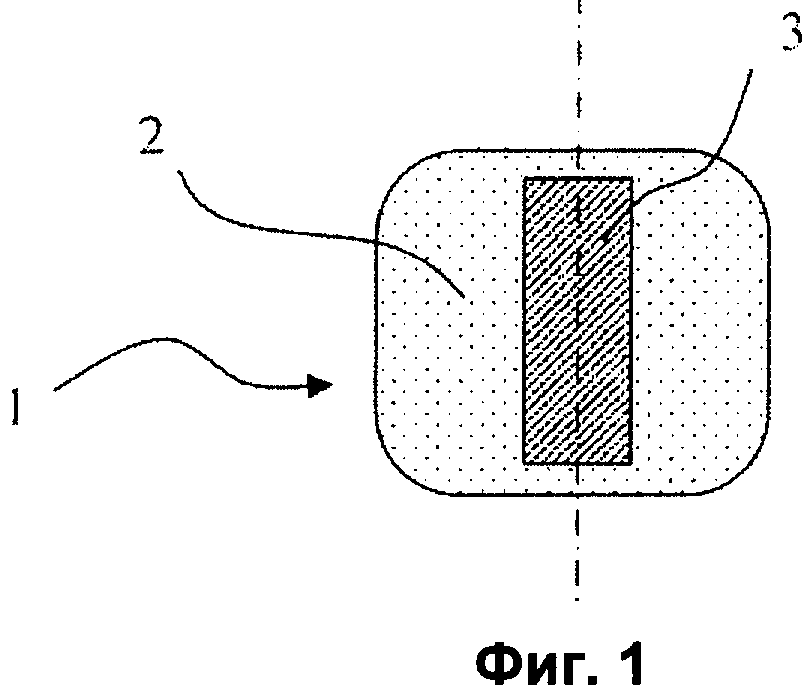
В Патенте US 4876052 описана многослойная цилиндрическая порция материала (Фигура 1), характеризующаяся тем, что функциональный полимер 3 полностью окружен синтетическим полимером 2. Функциональный полимер и наружный полимер имеют различную природу. Например, функциональный полимер обладает барьерными свойствами для выделения газов, тогда как полимер, образующий наружный слой, выбран из-за его механических и гигиенических свойств. Такие многослойные порции материала обеспечивают возможность получения многослойных изделий посредством компрессионного формования указанной порции материала. Однако изделия, полученные согласно способу, описанному в патенте US 4876052, требуют большой доли функционального полимера в изделии, что порождает два основных недостатка; первый состоит в слишком высокой стоимости, а второй - в пониженном сопротивлении механическим нагрузкам. Отсутствие сцепления между функциональным полимером и наружным полимером снижает прочность изделия и создает риск отслаивания наружного слоя. Еще один недостаток изобретения согласно патенту US 4876052 состоит в том, что практически невозможно отрегулировать относительное количество полимеров 2 и 3; эти количества определяются геометрией изделия и потоками, возникающими во время сжатия порции материала.
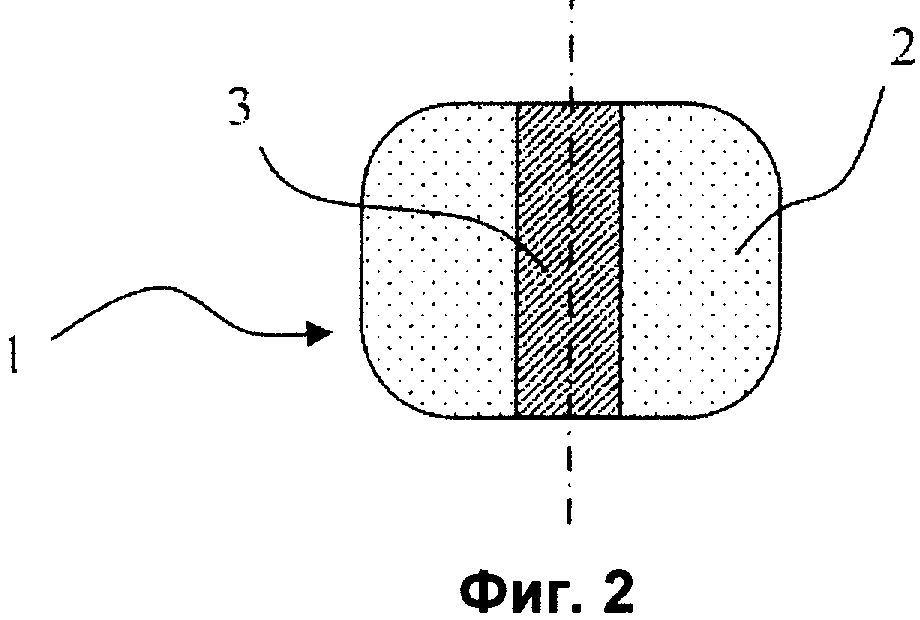
Японский патентный документ JP 2098415 предусматривает изготовление многослойного изделия посредством компрессионного сжатия цилиндрической порции материала (Фигура 2), характеризующееся тем, что синтетический полимер 2 покрывает только боковые поверхности функционального полимера 3. Компрессионное формование этой порции материала вдоль ее оси симметрии обеспечивает изделие, имеющее многослойную структуру, характеризующуюся тем, что синтетический полимер 2 частично окружает функциональный полимер 3. Однако многослойные изделия, изготовленные из двух полимеров согласно патентному документу JP 2098415, обладают двумя основными недостатками. Первый состоит в наличии функционального полимера 3, открытого на центральной поверхности изделия и образующего, по меньшей мере, 10% общей поверхности изделия, а второй состоит в необходимости содержания функционального полимера 3 в изделии в количестве, составляющем, по меньшей мере, 30% от общего количества полимера. При этом получают, с одной стороны, изделия, обладающие слишком высокой стоимостью, а с другой стороны - изделия, имеющие сильно измененные механические свойства, главным образом в центре изделия. Еще один недостаток изобретения согласно патентному документу JP 2098415 состоит в том, что практически невозможно отрегулировать относительное количество полимеров 2 и 3; эти количества определяются геометрией изделия и потоками, возникающими во время сжатия порции материала.
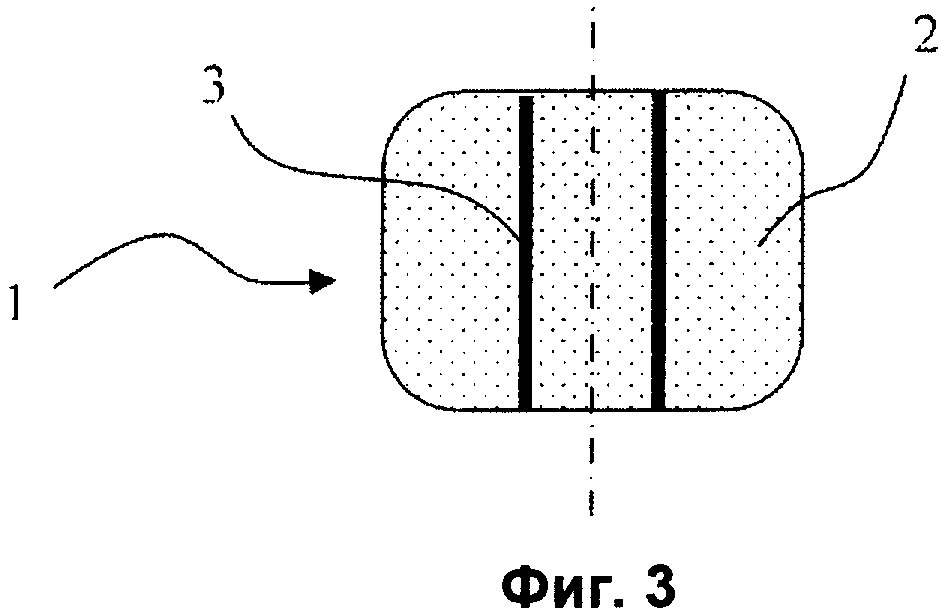
В патентном документе JP 2098415 для частичного преодоления указанных недостатков предлагается использовать порцию материала, состоящую из 3 слоев (Фигура 3). Эта порция материала состоит из первого полимера, образующего центральную часть порции, функционального полимера 3, покрывающего боковые поверхности первого полимера, и третьего полимера 2, покрывающего только боковые поверхности функционального полимера. Сжатие этой порции композитного материала вдоль ее оси приводит к получению многослойного изделия. Использование трехслойной порции материала обеспечивает преимущество, состоящее в уменьшении используемого количества функционального полимера 3, и позволяет получить изделия, обладающие механическими свойствами, почти не измененными по сравнению с таким же изделием, состоящим из одного полимера 2. Этот способ дает возможность размещения дополнительного слоя адгезива между полимерами различной природы, вследствие этого повышаются сцепление между слоями и прочность изделия. Однако функциональный полимер 3 не перекрывает центральную часть многослойного изделия, так что образуются изделия без барьерных свойств вблизи оси симметрии на площади, составляющей, по меньшей мере, 10% от площади поверхности изделия. Эта центральная зона изделия, не перекрытая слоем барьерного полимера 3, снижает барьерные свойства изделия и делает такое решение менее эффективным.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает получение многослойных изделий посредством компрессионного формования с устранением вышеупомянутых проблем. Более конкретно, этот способ позволяет использовать устройство для сжатия без модификаций относительно устройства, используемого для получения однослойных изделий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к многослойной порции материала в расплавленном состоянии, имеющей ось симметрии, для получения многослойных изделий посредством компрессионного формования, которая состоит из первой порции синтетического полимера и, по меньшей мере, одного тонкого слоя функционального полимера, по меньшей мере, значительная часть которого заключена внутри первого полимера, при этом часть ее поверхности является вогнутой. Вогнутая поверхность может располагаться на наружной поверхности порции или на внутренней поверхности, если эта последняя поверхность содержит отверстие.
Порция материала содержит отверстие, а вогнутая поверхность, по меньшей мере, частично представляет собой внутреннюю поверхность, образованную отверстием.
Порция материала, в которой отверстие образует канал, проходящий через порцию материала.
Порция материала, в которой отверстие образует полость, которая является открытой на одну из поверхностей порции материала.
Порция материала, в которой тонкий функциональный слой сам образует многослойную структуру, содержащую слой барьерного полимера, заключенный между двумя слоями адгезивного полимера.
Многослойное изделие получено из многослойной порции материала в расплавленном состоянии, содержащее, по меньшей мере, один участок, в котором тонкий функциональный слой образует складку.
Многослойное изделие, имеющее ось симметрии, в котором тонкий функциональный слой образует тело вращения, центр которого находится на оси симметрии.
Многослойное изделие, в котором тело вращения является открытым.
Многослойное изделие, в котором тело вращения имеет отверстие, центр которого находится на оси симметрии.
Отверстие может быть каналом (т.е. сквозным отверстием) или полостью.
Изобретение особенно полезно для получения многослойных изделий с отверстием, таких как головки труб, или без отверстия, таких как крышки.
Изобретение станет более понятным из приведенного ниже подробного описания примеров осуществления, проиллюстрированных прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Фигуры с 1 по 3 изображают многослойные порции материала, известные из предшествующего уровня техники, для получения многослойных изделий посредством компрессионного формования.
Фигура 1 демонстрирует двухслойную порцию материала, полученную согласно патенту США 4876052.
Фигура 2 демонстрирует двухслойную порцию материала, полученную согласно патенту JP 2098415.
Фигура 3 иллюстрирует порцию материала, состоящую из 3 слоев, описанную в патенте JP 2098415.
Фигура 4 изображает многослойную порцию материала согласно первой форме осуществления настоящего изобретения. Эта порция материала изображает вогнутую поверхность, образующую центральное отверстие, лежащее на оси симметрии.
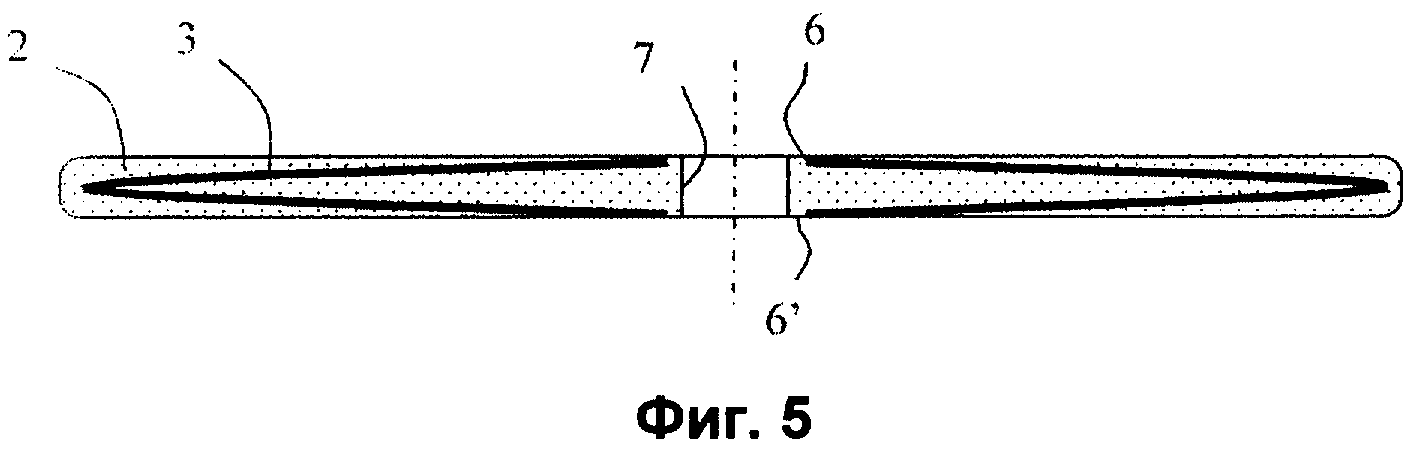
Фигура 5 изображает многослойное изделие, обладающее отверстием и полученное посредством сжатия порции материала, изображенной на Фигуре 4.
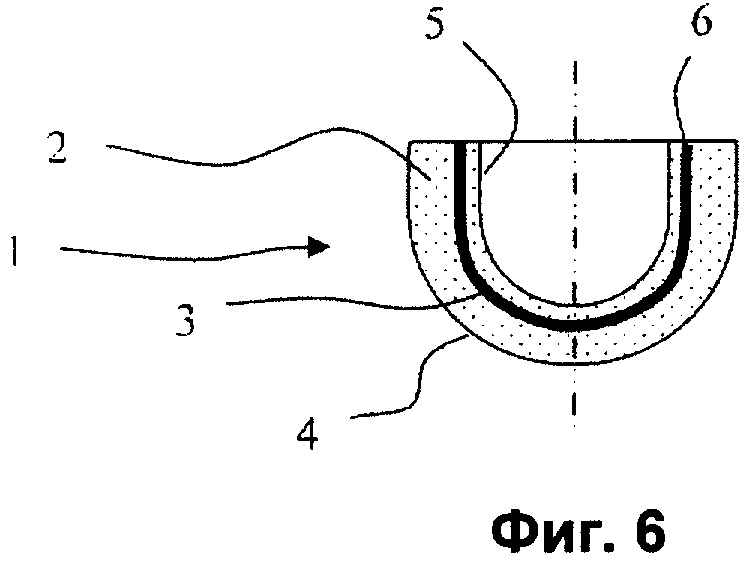
Фигура 6 изображает многослойную порцию материала согласно второй форме осуществления настоящего изобретения. Эта порция материала имеет вогнутую поверхность, образующую центральную полость, лежащую на оси симметрии.
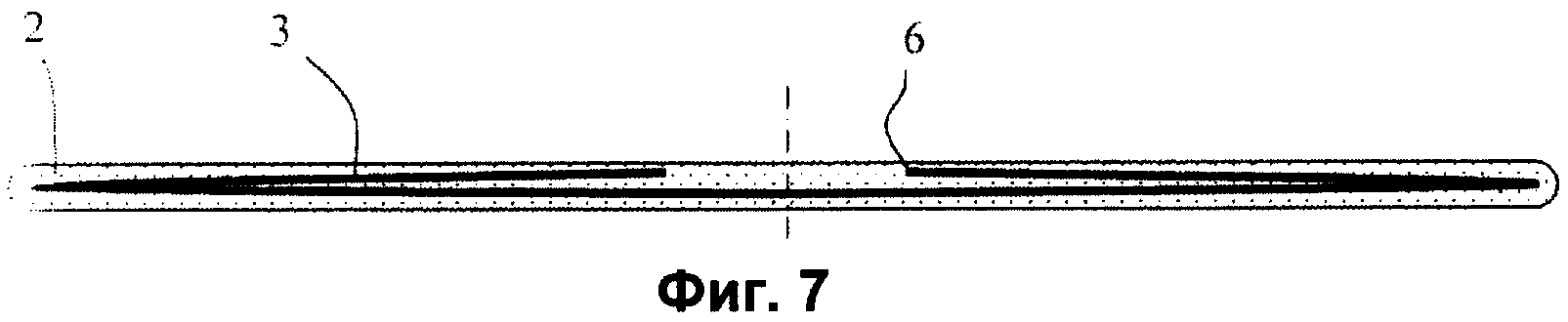
Фигура 7 изображает многослойное изделие без отверстия, полученное посредством сжатия порции материала, изображенной на Фигуре 6.
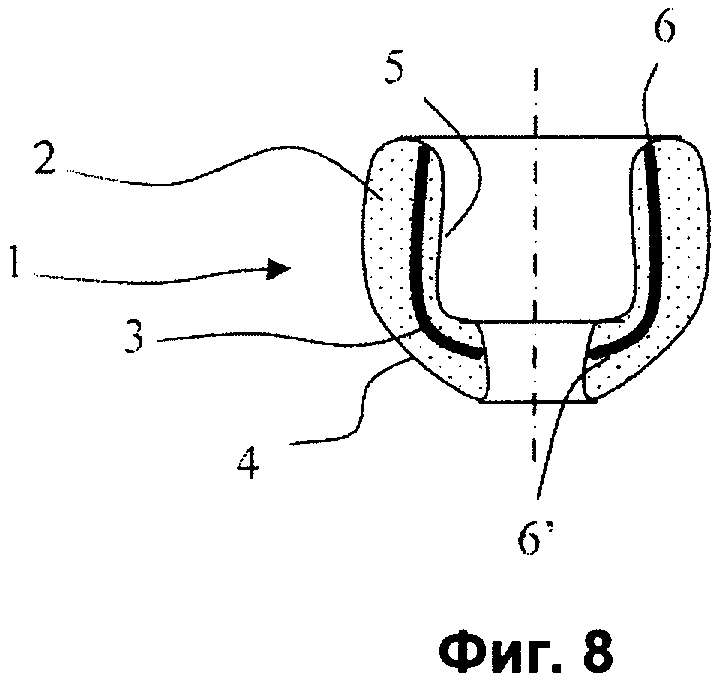
Фигура 8 изображает многослойную порцию материала, сочетающую первую и вторую форму осуществления настоящего изобретения. Порция материала имеет вогнутую поверхность, образующую полость и отверстие.
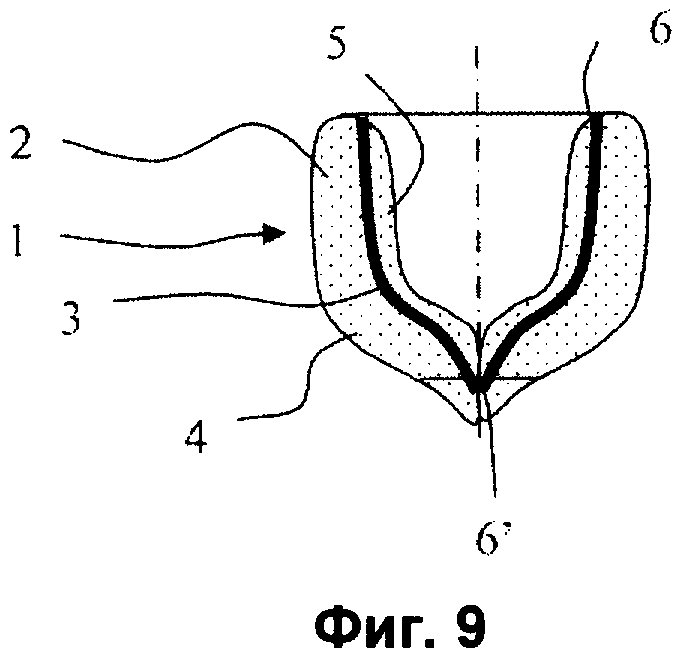
Фигура 9 изображает порцию материала, содержащую полость и соответствующую второй форме осуществления настоящего изобретения.
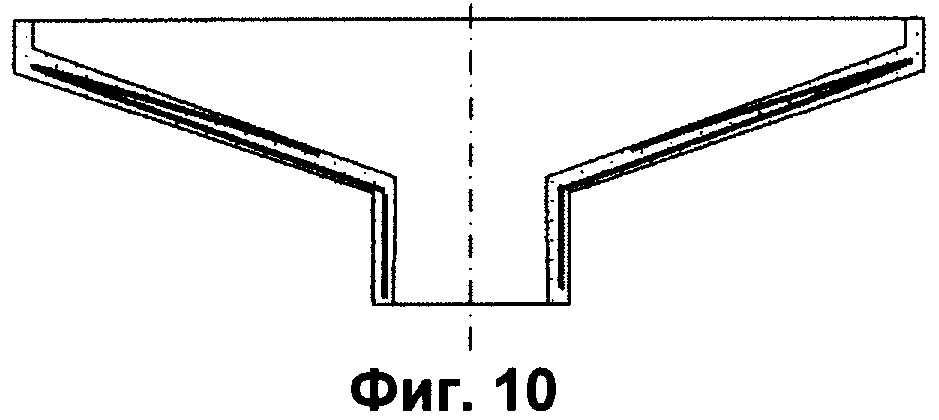
Фигура 10 изображает головку трубы, полученную согласно настоящему изобретению.
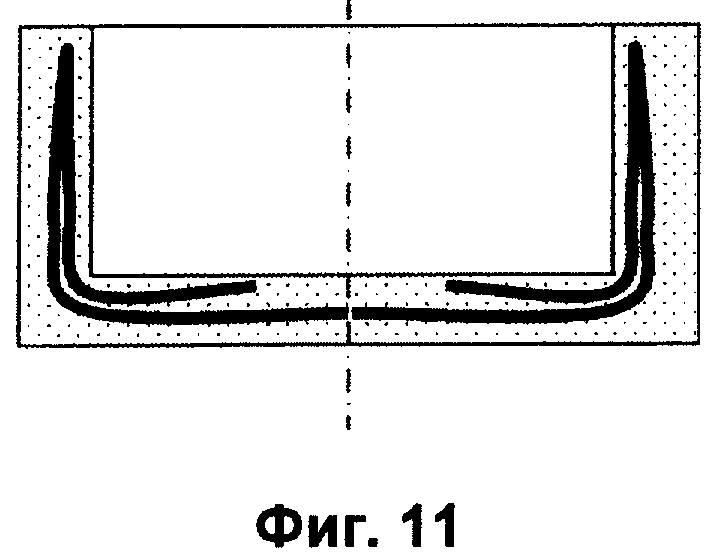
Фигура 11 изображает крышку, полученную согласно настоящему изобретению.
Фигуры с 12 по 17 иллюстрируют способы получения многослойных порций, часть поверхности которых вогнута.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение описывает геометрию многослойных порций материала, пригодных для получения многослойных изделий. Было обнаружено, что особенно полезными являются порции материала, имеющие вогнутые поверхности.
Изобретение описывает многослойные порции материала, имеющие, по меньшей мере, частично вогнутую поверхность. Согласно первой форме осуществления настоящего изобретения вогнутая поверхность порции материала образует отверстие, а согласно второй форме осуществления настоящего изобретения вогнутая поверхность порции материала образует полость. Изобретение обеспечивает возможность получения разнообразных многослойных изделий с отверстием или без отверстия.
Изобретение также относится к способам получения указанных порций материала.
Также изобретение описывает многослойные изделия, полученные посредством компрессионного формования указанных порций материала.
Фигура 4 иллюстрирует первый пример многослойной порции материала согласно настоящему изобретению. Эта порция материала 1 состоит из тонкого слоя функционального полимера 3, окруженного полимером 2. Геометрия порции материала 1 определяется выпуклой поверхностью 4, образующей периметр указанной порции материала, и вогнутой поверхностью 5, образующей отверстие, причем это отверстие расположено, как правило, на оси симметрии порции материала.
Порция материала согласно первой форме осуществления настоящего изобретения особенно хорошо подходит для получения многослойных изделий, имеющих отверстие, причем диаметр отверстия в изделии меньше или равен диаметру отверстия в порции материала. Как правило, предпочтительно использовать порцию материала, отверстие в которой имеет практически такой же диаметр, что и отверстие в изделии, которое необходимо получить.
Порция материала согласно первой форме осуществления изобретения (Фигура 4) также обеспечивает возможность получения многослойных изделий предпочтительной формы без отверстия. В патенте JP 2098415 описано использование цилиндрической многослойной порции материала для получения изделия без отверстия. Однако цилиндрические порции материала, описанные в патенте JP 2098415, не обеспечивают возможности получения функционального слоя, в достаточной мере распределенного в центральной части изделия. Действительно, сжатие цилиндрических порций материала, описанное в патенте JP 2098415, вызывает течение материала к периферии изделия, которое увлекает функциональный слой к периферии изделия. Невозможно сместить функциональный слой к центру изделия. Порция материала согласно первой форме осуществления настоящего изобретения, имеющая вогнутую поверхность, образующую отверстие, обеспечивает возможность создания течения материала к периферии и к центру изделия. Слой функционального полимера 3 также смещается к периферии и к центру изделия, что обеспечивает получение многослойного изделия, обладающего улучшенными барьерными свойствами.
Эксперименты показали, что радиальное положение тонкого слоя функционального полимера в порции материала является функцией степени сжатия, геометрии изделия, реологии полимеров и параметров процесса. Положение функционального слоя в порции материала позволяет получить после сжатия оптимальное перекрытие поверхности изделия, то есть его периферии и центра.
Тонкий слой функционального полимера 3 повышает непроницаемость изделия для газов и запахов. Как правило, предпочтительно использовать небольшое количество функционального полимера из соображений стоимости и функциональных свойств. Обычно количество функционального полимера составляет меньше 20% объема изделия, и предпочтительно это количество составляет меньше 10%.
Края слоя функционального полимера 3 могут выходить на поверхность порции материала, но обычно слой функционального полимера 3 полностью окружен полимером 2.
Фигура 5 изображает изделие, полученное из порции материала, соответствующей первой форме осуществления изобретения. Это изделие имеет отверстие 7. Слой функционального полимера 3 заключен в полимере 2 и образует складку у периферии изделия. Края 6 и 6' слоя 3 расположены вблизи отверстия 7 и обычно не выходят на поверхность изделия, так что слой 3 полностью окружен полимером 2. Порция материала согласно первой форме осуществления изобретения позволяет получить изделия, имеющие отверстие и содержащие функциональный слой 3, перекрывающий, по меньшей мере, 90% изделия.
Фигура 6 изображает многослойную порцию материала согласно второй форме осуществления изобретения. Эта порция материала 1 состоит из тонкого слоя функционального полимера 3, заключенного в полимере 2. Геометрия порции материала 1 определяется выпуклой поверхностью 4, образующей периметр порции материала, и вогнутой поверхностью 5, образующей полость, причем центр полости обычно расположен на оси симметрии указанной порции материала. Как показано на Фигуре 6, слой функционального полимера 3 обладает одним свободным краем 6, этот край может выходить на поверхность порции материала или быть заключенным в полимере 2. Порция материала согласно второй форме осуществления изобретения особенно хорошо подходит для получения изделий без отверстия. Фигура 6 изображает функциональный слой 3, заключенный в полимере 2, слои полимера 2, расположенные с обеих сторон функционального слоя 3, имеют, как правило, почти постоянную толщину. Вторая форма осуществления изобретения не ограничена геометрией порции материала, изображенной на Фигуре 6. Обнаружено, что, в зависимости от устройства, используемого для получения многослойных порций материала, соответствующие толщины слоев не обязательно будут постоянными, что приводит к большому многообразию порций материала. Все порции материала, полученные согласно второй форме осуществления изобретения, имеют вогнутую поверхность 5, образующую полость. Положение функционального слоя в порции материала определяет то, что указанный слой будет смещаться к периферии изделия в процессе сжатия. Если сместить функциональный слой 3 к выпуклой поверхности порции материала 4, то функциональный слой достигнет периферии изделия.
Фигура 7 иллюстрирует многослойное изделие, полученное посредством сжатия порции материала, полученной согласно второй форме осуществления изобретения. Это многослойное изделие обладает улучшенными барьерными свойствами, поскольку функциональный слой 3 представлен во всем изделии - от центральной части до периферии. Функциональный слой 3 образует складку вблизи периферии изделия. Функциональный слой 3 предпочтительно полностью заключен в полимере 2, в том числе - и на уровне его свободного края 6.
Фигура 8 иллюстрирует порцию материала, являющуюся результатом сочетания первой и второй форм осуществления изобретения. Эта порция материала 1 состоит из тонкого слоя функционального полимера 3, заключенного в полимере 2. Геометрия порции 1 определяется выпуклой поверхностью 4, образующей периметр указанной порции материала, и вогнутой поверхностью 5, образующей полость или отверстие, причем центры полости или отверстия обычно расположены на оси симметрии порции материала. Как показано на Фигуре 8, слой функционального полимера 3 обладает двумя краями 6 и 6', эти края могут выходить на поверхность порции материала или быть заключенными в полимере 2. Порция материала, изображенная на Фигуре 8, особенно хорошо подходит для получения многослойных изделий без отверстия. Положение функционального слоя в порции материала определяет то, что указанный слой будет смещаться к периферии изделия в процессе сжатия. Если сместить функциональный слой 3 к выпуклой поверхности порции материала 4, то функциональный слой достигнет периферии изделия. Диаметр отверстия и объем полости оптимизированы, так что функциональный слой одновременно распространяется к центру и к периферии изделия.
Фигура 9 иллюстрирует порцию материала, имеющую полость и соответствующую второй форме осуществления изобретения. Эта порция материала 1 состоит из тонкого слоя функционального полимера 3, заключенного в полимере 2. Геометрия порции 1 определяется выпуклой поверхностью 4, образующей периметр порции материала, и вогнутой поверхностью 5, образующей полость, причем центр указанной полости обычно расположен на оси симметрии порции материала. Как показано на Фигуре 8, слой функционального полимера 3 обладает двумя краями 6 и 6', причем эти края могут выходить на поверхность порции материала или быть заключенными в полимере 2. Порция материала, изображенная на Фигуре 8, особенно хорошо подходит для получения многослойных изделий без отверстия. Край 6' функционального слоя 3 имеет разрыв, образующий отверстие в указанном слое. Для получения оптимальных барьерных свойств предпочтительно устранить или уменьшить этот разрыв.
Фигура 10 изображает головку трубы, изготовленную из многослойной порции материала, часть поверхности которой вогнута и образует отверстие. Фигура 11 изображает крышку, изготовленную из многослойной порции материала, часть поверхности которой вогнута и образует полость. Эти изделия обладают особенностью, состоящей в том, что они содержат тонкий слой функционального полимера, перекрывающий всю поверхность изделия и образующий складку на уровне периферии. Эти изделия получены посредством сжатия многослойной порции материала в простом устройстве для сжатия, не требующем модификации по сравнению с устройством для сжатия, которое может быть использовано для получения того же изделия из однослойной порции материала. Более сложные устройства для сжатия, приводящие в движение части штампа, могут быть использованы для обеспечения течения полимеров в одном направлении. Такие устройства могут быть полезными для получения изделий сложной формы и для оптимизации распределения барьерного слоя по всему изделию.
Изделия 10 и 11 содержат тонкий слой барьерного полимера (EVOH), заключенный в полиэтиленовом полимере (РЕ). Эти изделия обладают высокой непроницаемостью для кислорода или запахов.
Для простоты описания изобретения все чертежи умышленно изображают только один функциональный слой 3, заключенный во втором полимере 2. Известно, что объединение только двух полимеров обычно не позволяет получить достаточной адгезии на границе раздела двух полимеров. Обычно целесообразно использовать промежуточные адгезивные слои, позволяющие соединить полимеры различной природы и гарантировать высокий уровень сцепления между слоями. Действительно, размещение адгезивного слоя с одной и другой стороны барьерного слоя устраняет вероятные проблемы с отслоением или декогезией в многослойных изделиях. Адгезивные и барьерные слои параллельны, а количество материала в них невелико. Совокупность адгезивных слоев и барьерного слоя, образующая функциональный слой 3, обычно содержит количество полимера, которое составляет менее 15% от общего объема полимера, образующего порцию материала, а предпочтительно количество, которое составляет менее 10%. Настоящее изобретение не ограничивается 3-слойными порциями материала, изображенными на Фигурах 4, 6, 8 и 9; в общем случае эти порции материала содержат 5 слоев и более.
Полимеры, используемые в рамках настоящего изобретения, соответствуют традиционно используемым термопластичным полимерам, и более конкретно полимерам, используемым в области упаковочных материалов. Среди барьерных полимеров, которые могут быть использованы для формирования функционального слоя 3, можно назвать сополимеры этиленвинилового спирта (EVOH), полиамиды, такие как Nylon-MXD6, сополимеры акрилонитрила и метилакрилата (BAREX), фторполимеры, такие как поливинилиденфторид (ПВДФ). Назовем также несколько полимеров, которые можно использовать для слоя 2, образующего структуру изделия: полиэтилен (ПЭ), полипропилен (ПП), полистирол (ПС), полиамид (ПА), полиэфир (полиэтилентерефталат, ПЭТ). Этот перечень не является исчерпывающим. При выборе полимеров важно выбирать продукты, имеющие близкие коэффициенты вязкости. В целом, предпочтительно использовать полимеры, которые при рабочих температурах обладают отношением вязкостей меньше 10, и предпочтительно выбирать полимеры с отношением вязкостей меньше 3.
Способ компрессионного формования состоит в подаче многослойной порции синтетических полимеров в расплавленном состоянии в полость пресс-формы, в формовании изделия посредством компрессионного формования указанной порции в полости формы, в охлаждении изделия с последующим удалением его из формы.
Изобретение обеспечивает возможность получения изделий, содержащих очень тонкий функциональный слой; этот функциональный слой может составлять менее 5% от объема изделия.
Способы получения многослойных изделий согласно настоящему изобретению требуют получения многослойных порций материала, часть поверхности которых вогнута.
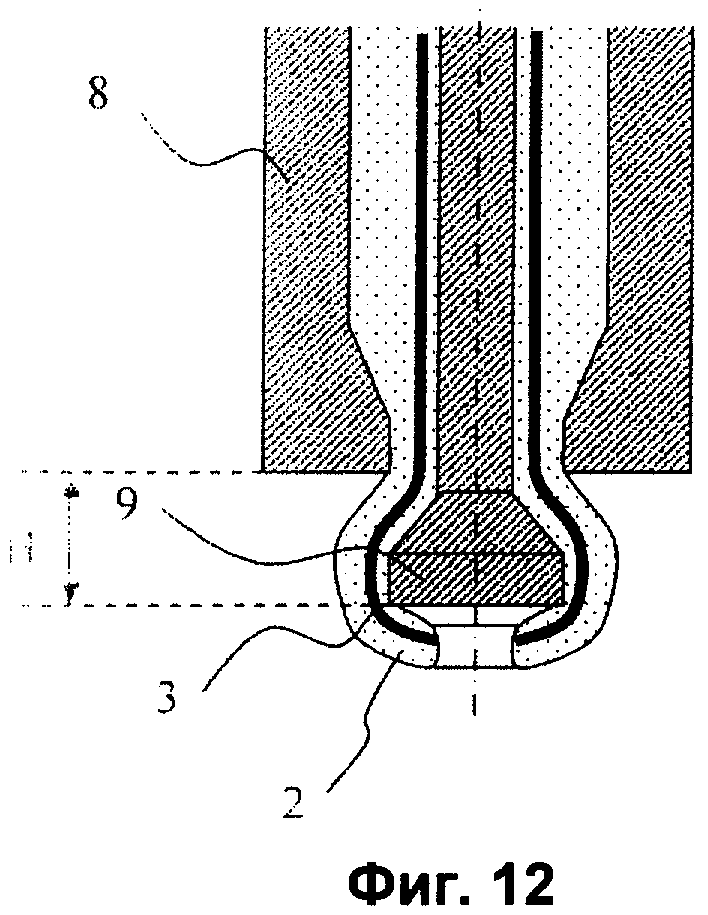
Первый способ проиллюстрирован Фигурами 12 и 13. Этот способ состоит в совместной экструзии (соэкструзии) многослойной трубки, как изображено на Фигуре 12. Многослойный поток течет в устройство, содержащее, по меньшей мере, одну фильеру 8 и, по меньшей мере, один пуансон 9. Пуансон 9 на своем конце имеет отсечный клапан, который обеспечивает возможность периодического отрезания трубки и получения порций материала. Многослойный поток создается выше устройства, изображенного на Фигуре 12, способами, известными в данной области техники. Опыты, на которых основана данная заявка на патент, были проведены с тремя экструдерами, подсоединенными к одной головке для совместной экструзии. Фигура 12 показывает положение пуансона, который выдвинут из фильеры на высоту Н и обеспечивает образование полости в порции материала. На выходе из устройства поток огибает пуансон и обеспечивает возможность изменения геометрии порции материала.
В экспериментах было обнаружено, что огибание потоком материала конца пуансона 9 зависит от высоты Н, от геометрии отсечного клапана, от экструдируемых полимеров и от движений пуансона 9. Оптимизация этих параметров обеспечивает получение порций материала с отверстием (Фигуры 4 и 8) или без отверстия (Фигура 6).
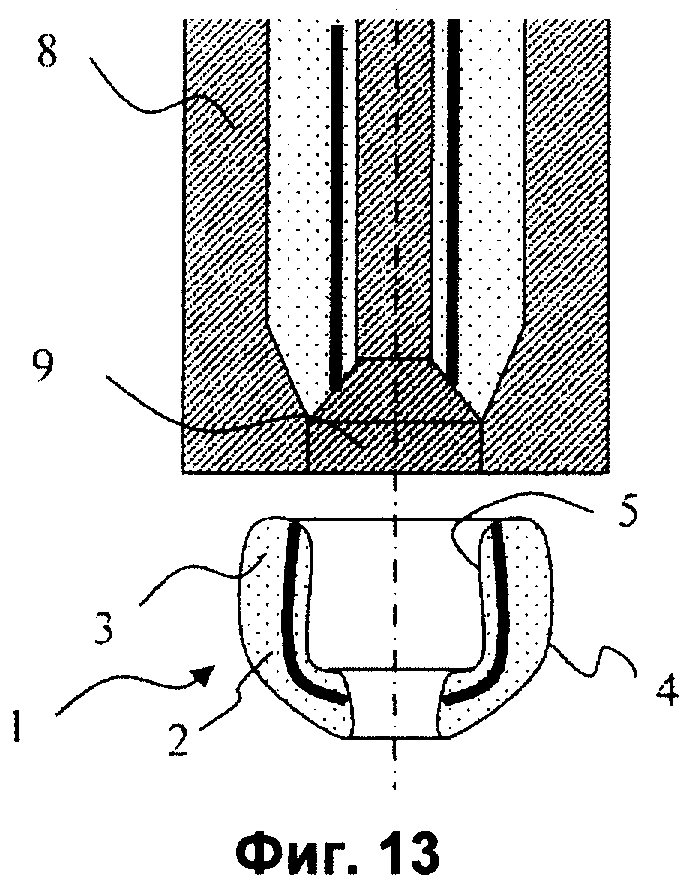
Фигура 13 иллюстрирует закрытие затвора и отрезание порции материала. Модификация параметров процесса, таких как скорость открытия и закрытия отсечного клапана, скорость экструзии, температура, или модификация геометрии устройства позволяют оптимизировать вогнутость порции материала.
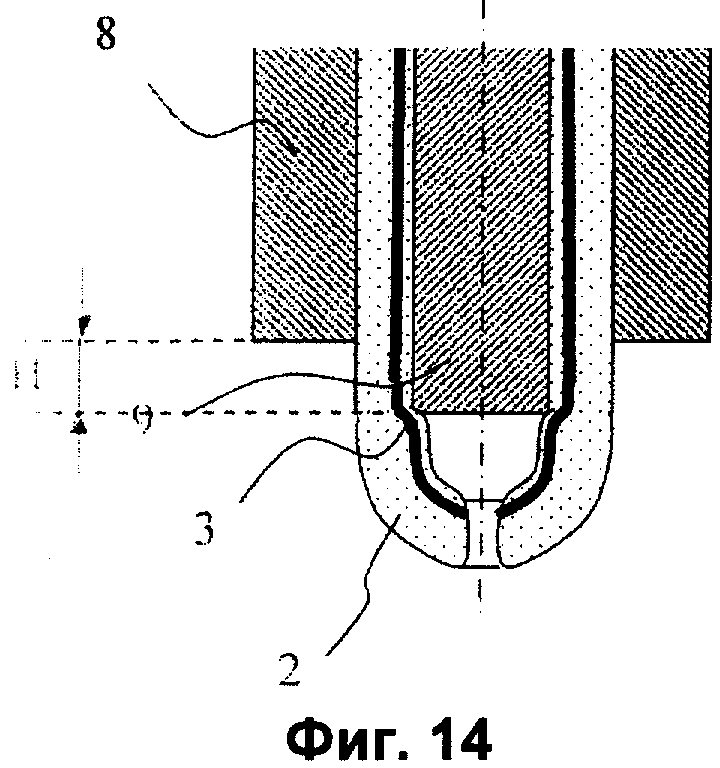
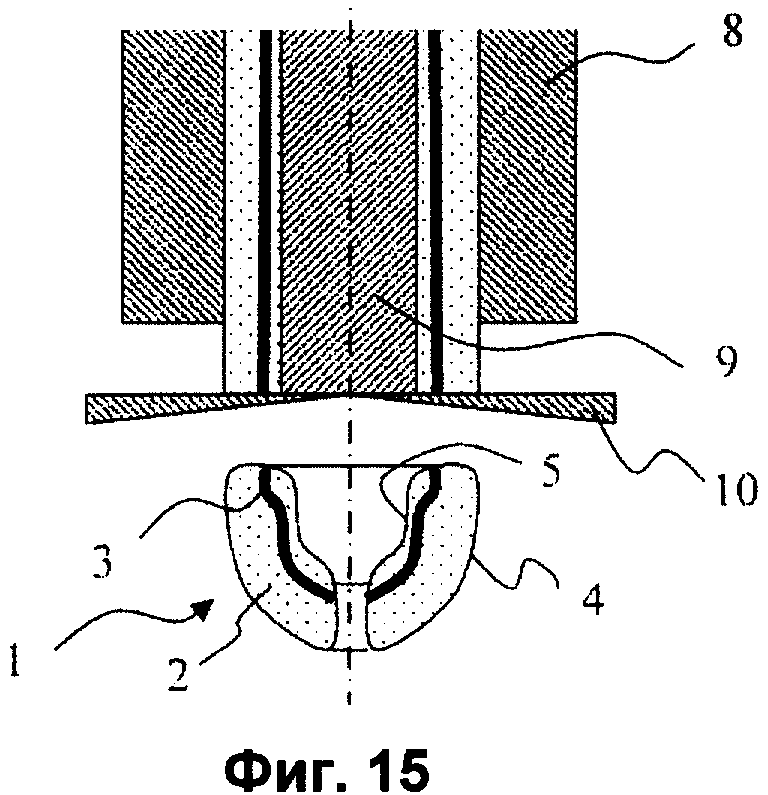
Фигуры 14 и 15 иллюстрируют другой способ получения вогнутых порций материала. Этот способ состоит в совместной экструзии трубки в устройство, изображенное на Фигуре 14. Это устройство содержит, по меньшей мере, одну фильеру 8 и, по меньшей мере, один пуансон 9; пуансон 9 выступает из фильеры 8 на высоту Н. В зависимости от того, какую геометрию порции материала необходимо получить, пуансон 9 неподвижен или приводится в периодическое возвратно-поступательное движение по вертикали в фазе с отрезанием порции материала. Для упрощения описания изобретения на Фигуре 15 изображены пуансон и фильера цилиндрической формы. Изобретение также охватывает другие геометрии устройства, основанные на том же принципе и позволяющие получить порции материала, часть поверхности которых вогнута. Способ, проиллюстрированный Фигурами 14 и 15, состоит в экструзии материалов через устройства 8 и 9 с постоянной скоростью и в периодическом отрезании материала, выталкиваемого из устройства, с помощью резака, изображенного на Фигуре 15.
Расстояние Н, соответствующее максимальному расстоянию между краями пуансона и фильеры, обычно варьируется между 1 мм и 5 см.
Отрезание порции материала можно осуществить другими способами, известными в данной области техники. Назовем, например, дисковые ножи для отрезания прутка на выходе из экструдера. Этот тип режущего устройства можно одновременно использовать для переноса порции материала в форму.
Перенос порции материала можно осуществить способами, известными в данной области техники, например с использованием силы тяжести или с помощью транспортирующего устройства. Положение порции материала в форме должно быть точным, и, более конкретно, ось симметрии порции материала должна точно совпадать с осью симметрии формы. Порции материала сжимают вдоль оси симметрии порции.
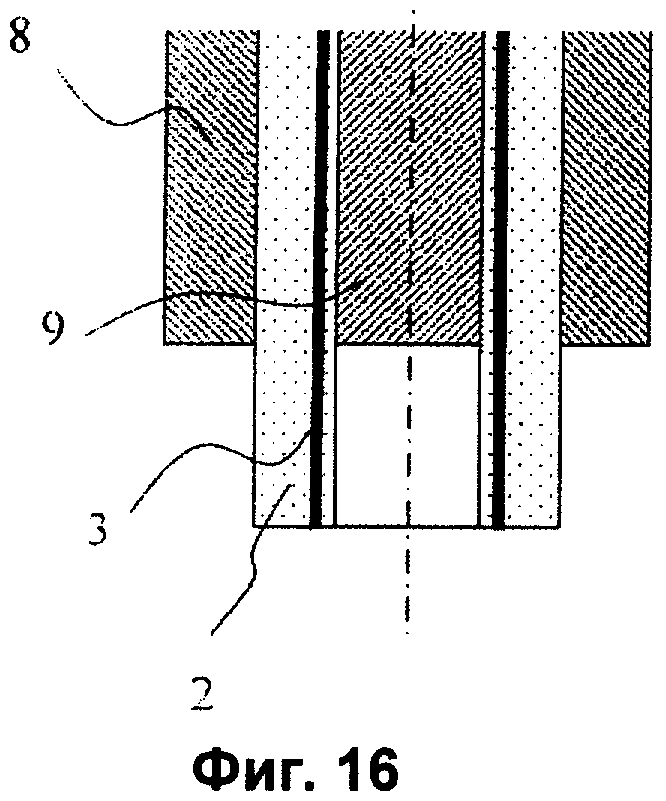
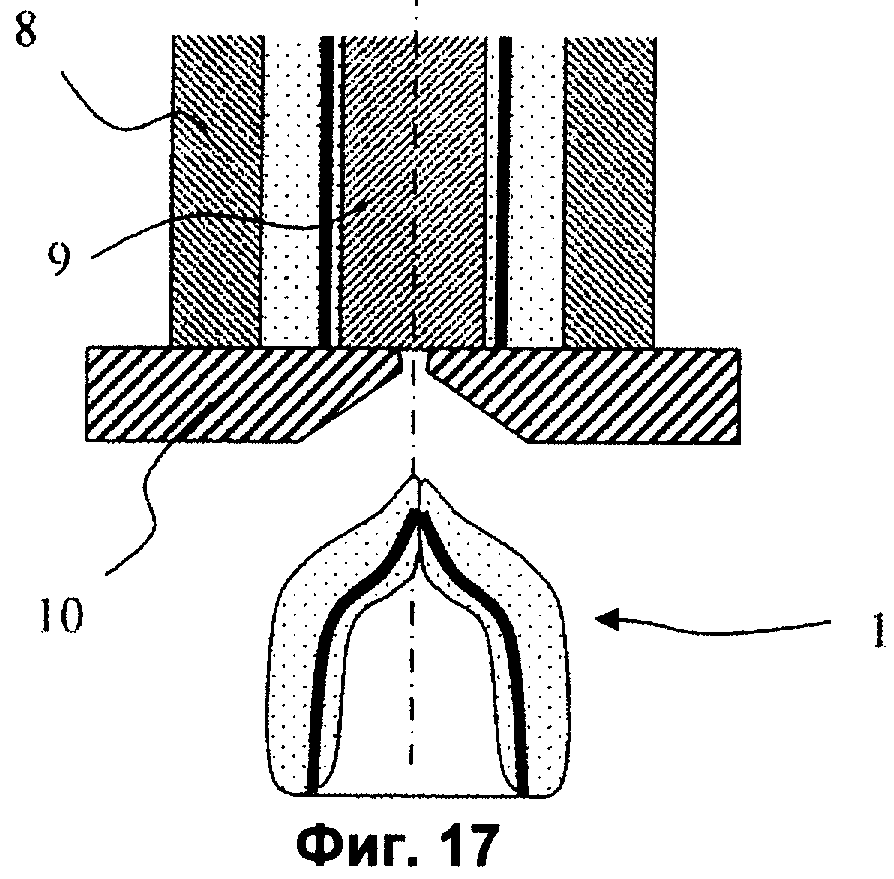
Фигуры 17 и 18 иллюстрируют другой способ получения порций материала, часть поверхности которых вогнута. Этот способ состоит в получении трубчатой порции материала и в последующем изменении ее вогнутости во время отрезания или во время переноса порции материала в пресс-форму. Фигура 16 изображает экструзию многослойной трубки через фильеру 8 и пуансон 9. Эта экструзия предпочтительно производится с постоянной скоростью. Фигура 17 иллюстрирует отрезание многослойного экструдата резаком 10. Движение резака 10 приводит к периодическому отрезанию экструдата и одновременно замыкает конец порции материала 1. Сходные способы можно предусмотреть для одновременного или последовательного отрезания и замыкания конца порции материала.
Многослойные порции материала экструдируют в расплавленном состоянии при температурах, подобранных в соответствии с используемыми полимерами. Многослойные порции материала остаются в расплавленном состоянии во время этапа переноса в пресс-форму. Порции формуют посредством компрессионного формования, и полученное изделие, по меньшей мере, частично охлаждают в форме перед его выталкиванием из формы.
В представленных в данной заявке примерах порции материала и изделия имеют простую геометрию, но очевидно, что изобретение относится к любой геометрии порции материала и изделия.
Изделия, полученные согласно настоящему изобретению, содержат функциональный слой 3, образующий, по меньшей мере, одну складку вблизи периферии изделия. Также могут быть получены изделия, содержащие вторую складку вблизи оси симметрии изделия. Также можно получить в изделии положение функционального слоя в форме зигзага.
Возможны многочисленные положения функционального слоя 3 в порции материала. Может быть полезным такое расположение функционального слоя 3 в порции материала, чтобы функциональный слой 3 образовывал оболочку тела вращения с центром на оси симметрии. Можно получить очень полезные многослойные изделия, если изменять расстояние функционального слоя 3 от оси симметрии.
Изобретение было описано на основании одного функционального слоя 3, распределенного в порции материала. Также можно использовать порции материала, содержащие несколько функциональных слоев 3, причем все функциональные слои имеют центры, расположенные на оси симметрии порции материала. Полученные многослойные изделия характеризуются тем, что эти функциональные слои, по меньшей мере, частично перекрываются и распределены по всему изделию.
Изготовление упаковок или компонентов упаковок для пищевой промышленности требует повышенных гигиенических характеристик. Поэтому часто желательно, чтобы функциональный слой 3 не вступал в прямой контакт с упакованным продуктом. Может быть полезным полностью погрузить функциональный слой 3 в порцию материала, чтобы функциональный слой был полностью заключен внутри изделия, или чтобы функциональный слой был расположен на расстоянии от той части изделия, для которой необходимы высокие гигиенические свойства.
Альтернативно, возможно, чтобы один край барьерного слоя остался открытым.
Реферат
Многослойная порция материала в расплавленном состоянии, имеющая ось симметрии, для получения многослойных изделий посредством компрессионного формования. Она включает первый синтетический полимер и, по меньшей мере, один тонкий слой функционального полимера, по меньшей мере, значительная часть которого окружена первым синтетическим полимером. При этом часть ее поверхности является вогнутой. Порция материала может содержать отверстие. Вогнутая поверхность, по меньшей мере, частично представляет собой внутреннюю поверхность, образованную отверстием. Многослойное изделие, полученное из порции материала в расплавленном состоянии, содержит, по меньшей мере, один участок, в котором тонкий функциональный слой образует складку. Способ изготовления многослойной порции материала в расплавленном состоянии, в котором полимеры, образующие порцию, экструдируют одновременно и коаксиально, первоначально - в прямолинейном направлении, а затем направление экструзии модифицируют так, чтобы получить вогнутую поверхность. Технический результат, который достигается при использовании многослойной порции материала в расплавленном состоянии, заключается в образовании барьерных свойств вблизи оси симметрии на площади, составляющей по меньшей мере 10% от площади изделия, и повышении барьерных свойств изделия за счет перекрытия центральной зоны изделия. 4 н. и 10 з.п. ф-лы, 17 ил.
Формула
Документы, цитированные в отчёте о поиске
Слоистая пленка, способ и устройство для ее изготовления, изделие из слоистой пленки
Комментарии