Преформа для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой - RU2540301C2
Код документа: RU2540301C2
Чертежи

Описание
Изобретение относится к преформе для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой в соответствии с преамбулой к п.1.
Большое количество пластиковых емкостей, которые используются в настоящее время, в частности, например, пластиковые колбы и т.д., производят способом формования с раздувом и вытяжкой. В этом способе так называемую преформу, которая в большинстве случаев имеет удлиненную, трубкообразную форму и имеет основание на одном продольном конце и горловую область с формованными резьбовыми сегментами и т.п. на другом продольном конце, вставляют в формообразующую полость выдувной формы и выдувают через рабочую среду, которую инжектируют под избыточным давлением. В этом случае преформу дополнительно удлиняют в осевом направлении посредством удлиненной оправки, которую вставляют через отверстие горловины. После процесса удлинения/выдувного формования готовую пластиковую емкость извлекают из выдувной формы.
Однослойную или многослойную преформу, как правило, производят отдельным способом инжекционного формования перед применением способа формования с раздувом и вытяжкой. Также уже предлагалось производить преформы способом экструзионного прессования пластика. В качестве сырья для производства пластиковых емкостей в способе формования с раздувом и вытяжкой используют в основном полипропилен или ПЭТ (полиэтилентерефталат). Полипропилен и ПЭТ были испытаны множество раз, и их свойства достаточно известны. В так называемом одноэтапном способе формования с раздувом и вытяжкой преформу раздувают и удлиняют непосредственно после ее изготовления для формования пластиковой емкости. Однако во многих случаях пластиковые емкости производят в другом месте и в другое время двухэтапным способом формования с раздувом и вытяжкой и в промежуточном режиме хранят для дальнейшего использования. При последующем применении способа формования с раздувом и вытяжкой преформы снова нагревают, подают в выдувную форму, вытягивают с помощью удлиненной оправки в продольном направлении и раздувают в формообразующей полости с помощью избыточного давления для формования пластиковой емкости. Таким образом, оба способа - и инжекционного формования и формования с раздувом и вытяжкой - могут применяться отдельно и оптимально.
Преформы, которые используют в способе формования с раздувом и вытяжкой, обычно имеют удлиненную форму и имеют изогнутое наружу выпуклое основание. Горловая область преформы уже полностью сформована и оснащена резьбовыми сегментами или аналогичными положительными выступами, которые позволяют прикрепить укупорочное средство или крышку, оснащенную соответственно разработанными замковыми элементами. В двухступенчатом способе перед формованием с раздувом и вытяжкой преформы должны быть снова нагреты до температурного диапазона их деформации. Для этого преформы вставляют горловыми областями в пальцеобразные фиксирующие устройства и пропускают через нагревательную станцию. Во многих случаях нагревание преформ осуществляют с помощью инфракрасного излучения или ближней области инфракрасного излучения, генерируемого кварцевыми трубчатыми излучателями. Для более эффективного использования энергии, излучаемой кварцевыми трубчатыми излучателями, предусмотрено одно или несколько зеркал, отражающих электромагнитное излучение. На нагревательной станции преформы пропускают между кварцевыми трубчатыми излучателями и обращенными к ним зеркалами. Через бомбообразное основание преформы испускаемое инфракрасное излучение рассредоточено или напрямую поступает равномерно распределенным на пальцеобразные фиксирующие устройства преформ, которые в результате нагреваются. Соответственно, чтобы предотвратить деформацию горловой области преформы, выполненной с высокой точностью, пальцеобразные фиксирующие устройства нужно охладить. Поскольку поглощенную излученную энергию часто нельзя отвести в достаточной степени даже путем охлаждения фиксирующих устройств, горловина преформы зачастую должна быть выполнена с большей толщиной стенки, чем это необходимо для пластиковой емкости, которая должна быть изготовлена из преформы. При формовании с раздувом и вытяжкой преформу вытягивают продольно с использованием удлиненной оправки. В области опорной поверхности основания преформы с удлиненной оправкой основание охлаждается довольно быстро, и в области основания пластиковой емкости, произведенной способом формования с раздувом и вытяжкой, может произойти нежелательное накопление аморфного материала.
Таким образом, задачей данного изобретения является устранение вышеупомянутых недостатков преформ предшествующего уровня техники. Необходимо разработать преформу, позволяющую также спроектировать горловую область с пониженной толщиной стенки. При дальнейшей обработке преформы с целью получения пластиковой емкости способом двухэтапного формования с раздувом и вытяжкой следует избегать нежелательных накоплений аморфного материала в области основания емкости.
Согласно изобретению эти и дополнительные цели достигаются преформой с признаками, указанными в п.1. Дальнейшие усовершенствования, а также преимущественные и предпочтительные варианты осуществления изобретения являются объектами зависимых пунктов формулы изобретения.
Изобретением предложена преформа для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой, при этом упомянутая преформа имеет удлиненный корпус преформы, один продольный конец которой уплотнен основанием, а к другому продольному концу присоединена горловая секция с резьбовыми сегментами или аналогичными положительными выступами. Преформу изготавливают из пластика, который предназначен для способа формования с раздувом и вытяжкой и имеет показатель преломления от 1,3 до 1,6 при температуре от 10°C до 120°C. Основание преформы выполнено таким образом, что ее наружная стенка и ее внутренняя стенка образуют плоскую рассеивающую линзу. Наружная стенка и внутренняя стенка основания преформы, выполненного как рассеивающая линза, в этом случае имеют радиусы кривизны, которые, по меньшей мере, в 1,4 раза больше, чем радиусы кривизны соответствующей наружной стенки или внутренней стенки в области корпуса преформы.
В сочетании с показателем преломления материала преформы выполнение основания преформы в виде плоской рассеивающей линзы приводит к отклонению испущенного электромагнитного теплового излучения от пальцеобразного фиксирующего устройства. С учетом конфигурации корпуса преформы согласно изобретению предусмотрено поглощение большей части испущенного электромагнитного теплового излучения основанием преформы и стенкой преформы. В результате меньше энергии излучения достигает пальцеобразного фиксирующего устройства преформы во время ее транспортировки через нагревательную станцию, а фиксирующее устройство значительно меньше нагревается. Соответственно горловой участок преформы, который находится в прямом контакте с пальцеобразным фиксирующим устройством, также меньше нагревается. В результате риск деформации горлового участка значительно снижается, и появляется возможность спроектировать горловой участок с меньшей толщиной стенки. Уменьшение толщины стенки преформы на горловом участке приводит к снижению затрат на дорогое сырье. В частности, в изделиях массового производства, таких как пластиковые емкости, уменьшение затрат на материал дает экономические, а также экологические преимущества.
В целом, конструкция согласно изобретению приводит к уплощению основания преформы. В результате, в процессе вытяжки сначала имеется лишь небольшая область для образования контакта между удлиненной оправкой, чей передний конец имеет небольшой радиус кривизны, и основанием преформы со сравнительно большим радиусом кривизны. Эта контактная область увеличивается только к концу процесса механического удлинения при очень высоких скоростях удлинения и большом давлении. В результате, локальное охлаждение основания преформы ограничено очень небольшой областью и появляется возможность избежать нежелательных скоплений аморфного материала в области основания пластиковой емкости. При этом пока еще не остывший пластиковый материал в основании преформы пригоден для остальной части способа выдувного формования. Это также делает возможным уменьшение материала в основании преформы.
В одном из вариантов осуществления изобретения основание преформы, выполненное в виде плоской рассеивающей линзы в области оси преформы или в центре рассеивающей линзы, имеет толщину стенки, которая, по меньшей мере, на 0,2 мм меньше, чем толщина стенки основания преформы при переходе в корпус преформы.
Основание преформы выполнено, в частности, таким образом, что электромагнитное тепловое излучение с длиной волны от 0,5 мкм до 2 мкм, направленное в область основания, по существу перпендикулярное оси преформы, в значительной степени поглощается полным отражением в основании и/или корпусе преформы. Таким образом, очень небольшое электромагнитное излучение достигает пальцеобразного фиксирующего устройства, при этом горловой участок, который находится в контакте с фиксирующим устройством, меньше нагревается. С учетом того, что большая часть испущенного теплового излучения поглощается основанием преформы и/или корпусом преформы, эффективность нагрева преформы также повышается.
Основание преформы может быть выполнено плосковогнутым или выпукловогнутым. В данном случае термины «плоский» или «выпуклый» относятся к первой поверхности, на которую воздействует электромагнитное излучение, например, к наружной стенке основания преформы. Термин «вогнутый» относится к противоположной внутренней стенке основания преформы. Наружная стенка основания преформы должна иметь больший радиус кривизны, чем внутренняя стенка преформы в области ее основания. В случае плоской конструкции наружной стенки радиус кривизны бесконечно велик.
Преформы, разработанные согласно изобретению и предназначенные для дальнейшей обработки способом двухэтапного формования с раздувом и вытяжкой, преимущественно состоят из пластика или пластических смесей из группы, состоящей из полиэстера, ПЭТ (полиэтилентерефталата), полиолефинов, полистиролов и PLA (полимолочной кислоты).
Преформа согласно изобретению может быть образована одним или несколькими слоями в зависимости от области применения. Она может также содержать барьерные добавки, в частности ловушки для кислорода, наноглины или УФ-блокаторы. В другом варианте осуществления изобретения преформа из нескольких слоев также может иметь барьерный слой от проникновения кислорода и/или УФ-излучения, и/или скользящее покрытие, и/или остаточное одноразовое покрытие.
Преформу согласно изобретению получают, например, инжекционным способом литья. Инжекционные способы литья или способы литья под давлением были достаточно испытаны, и с их помощью получают преформы с нужной точностью. В этом случае точка инжекции преформы надлежащим образом расположена в области основания. Таким образом, в пластиковой емкости, которую производят из преформы, она, как правило, в развернутом положении не видна.
Способ экструзионного прессования представляет собой альтернативный способ производства преформы, который также приводит к качественным результатам и очень хорошо подходит для массового производства.
Преформу согласно изобретению можно также получить способом экструзионно-выдувного формования. Этот способ производства, который в последнее время используют все шире, отличается высокой производительностью и низкой себестоимостью производства, а также подходит, в частности, для преформ из нескольких слоев. Многослойные преформы также могут производиться способом так называемого «мультикомпонентного» литья.
Преформа согласно изобретению может быть выполнена, по меньшей мере, местами, в цвете, который отличается от обычного корпуса преформы, или может иметь, по меньшей мере, один цветной слой в многослойном варианте осуществления. Могут также быть использованы различные цвета или цветные слои, в том числе для поглощения - именно материалом преформы и даже с лучшим результатом - энергии излучения, выделяемой при нагревании преформы.
В другом варианте осуществления преформы также может быть предусмотрено, что последняя имеет наружную стенку в области основания, которая имеет большую шероховатость, чем наружная стенка корпуса преформы. Повышенную шероховатость также можно использовать для лучшего поглощения энергии излучения, внесенной в материал преформы.
Вариант осуществления преформы, являющийся предпочтительным в отношении снижения расхода материала, имеет горловой участок, который имеет - в области резьбовых сегментов или аналогичных положительных выступов - минимальную толщину стенки, которая меньше, по меньшей мере, на 20%, чем средняя толщина стенки в области корпуса преформы.
В другом варианте осуществления изобретения горловой участок в области резьбовых сегментов или аналогичных положительных выступов, в частности на резьбовом основании, имеет минимальную толщину стенки менее 1,34 мм.
Пластиковые емкости, которые производят способом двухэтапного формования с раздувом и вытяжкой из преформ согласно изобретению, во многих случаях имеют лучшее и более однородное распределение материала по сравнению с обычными пластиковыми емкостями предшествующего уровня техники и, таким образом, имеют более однородные прочностные свойства по отношению к механическим и термическим нагрузкам, например, в областях применения, в которых содержимое разливают в горячем виде.
Дополнительные преимущества и варианты осуществления изобретения будут понятны из описания варианта осуществления, приводимого со ссылкой на чертежи, выполненные не в масштабе, на которых:
фиг.1 изображает вид сбоку с осевым разрезом половины преформы согласно изобретению на нагревательной станции, и
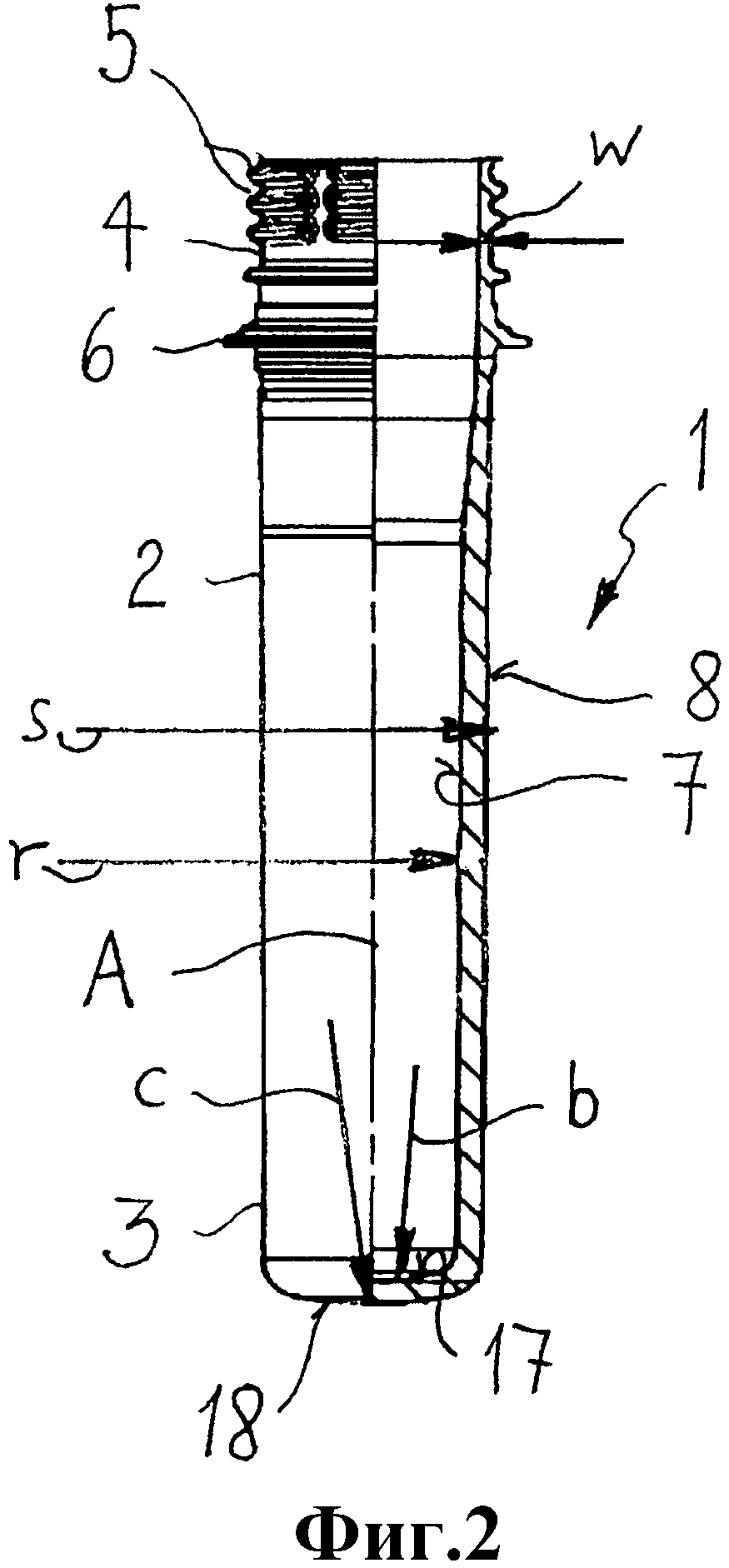
фиг.2 - вид сбоку с осевым разрезом половины преформы согласно изобретению.
На фиг.1 схематически показан вид сбоку с осевым разрезом половины преформы, которая обозначена общей ссылочной позицией 1, во время своей транспортировки через нагревательную станцию 30. Преформа 1 имеет удлиненный корпус 2 преформы, один продольной конец которой уплотнен основанием 3 преформы. Горловой участок 4, на котором имеются наружные резьбовые сегменты 5 или сходные элементы, соединен с противоположным конечным сегментом корпуса 2 преформы. Резьбовые сегменты 5 или сходные элементы обеспечивают навинчивание укупорки или крышки, оснащенной соответствующими замковыми элементами. Преформу 1 получают, например, способом инжекционного формования или способом экструзионного прессования. Она также может быть произведена способом экструзионно-выдувного формования. Преформа 1 представляет собой промежуточный продукт способа двухэтапного формования с раздувом и вытяжкой, в котором сначала изготавливают преформу 1, а затем в другое время и в другом месте преформе придают другую форму путем осевой вытяжки и радиального раздува с целью образования пластиковой емкости. Способ двухэтапного формования с раздувом и вытяжкой имеет то преимущество, что производство преформы и производство пластиковой емкости может быть выполнено независимо друг от друга в каждом конкретном случае с оптимальной производительностью.
Чтобы преформу 1 можно было вытянуть в устройстве формования с раздувом и вытяжкой и раздуть избыточным давлением, сначала ее нужно заново нагреть до температуры, необходимой для способа формования с раздувом и вытяжкой. Для этого ее транспортируют через одну или несколько нагревательных станций 30. Нагревательная станция 30 содержит несколько тепловых ламп, как правило кварцевых трубчатых излучателей 31, которые излучают электромагнитное излучение R в ближнем инфракрасном и инфракрасном диапазонах. Длина волны испускаемого излучения находится в диапазоне от 0,5 мкм до 2 мкм. Как правило, несколько кварцевых трубчатых излучателей 31 расположены друг над другом. Имеется отражательное приспособление 32, например металлические отражатели, обращенные к кварцевым трубчатым излучателям 31 и отражающие электромагнитное излучение R, испускаемое кварцевыми трубчатыми излучателями 31. Преформу 1 транспортируют через канал между кварцевыми трубчатыми излучателями 31 и отражательным приспособлением 32. Для этого ее вставляют горловым участком 4 вниз в пальцеобразное фиксирующее устройство 35, которое транспортируют непрерывно или с заданной частотой через нагревательную станцию 30. Обычно в этом случае пальцеобразное фиксирующее устройство 35 еще и вращается вокруг своей оси, так что преформа 1 нагревается со всех сторон. Пальцеобразное фиксирующее устройство 35 движется под стационарной или подвижной разделительной перегородкой 33, которая снабжена щелеобразным отверстием 34 для преформы 1. Разделительная перегородка 33 служит для предотвращения перемещения электромагнитного излучения R от кварцевых трубчатых излучателей 31 или от зеркального приспособления 32 на пальцеобразное фиксирующее устройство 35 и горловой участок 4 преформы 1. В большинстве случаев пальцеобразное фиксирующее устройство 35 в дополнение имеет охлаждение, например водяное охлаждение, для предотвращения его от чрезмерного нагрева. Из-за этого нагрева горловой участок 4 преформы 1, который изготавливают с высокой точностью и который находится в непрямом контакте с пальцеобразным фиксирующим устройством 35, мог бы в противном случае размягчиться и деформироваться.
Из-за разделительной перегородки 33 пальцеобразного фиксирующего устройства 35 достигается относительно небольшое электромагнитное излучение. Однако высокое бомбообразное основание преформы представляет собой проблему в преформах предшествующего уровня техники. Это приводит к тому, что электромагнитное тепловое излучение, облучившее область основания, передается путем дифракции и многократного отражения на пальцеобразное фиксирующее устройство 35 и нагревает последнее. Чтобы устранить эту проблему, преформу 1 согласно изобретению изготавливают из пластика, предназначенного для способа формования с раздувом и вытяжкой и имеющего показатель преломления от 1,3 до 1,6 при температуре от 10°C до 120°C. Основание 3 преформы имеет внутреннюю стенку 17 и наружную стенку 18, которые образуют плоскую рассеивающую линзу. Для этого радиусы кривизны r, s внутренней стенки 17 или наружной стенки 18 основания (3) преформы имеют радиусы кривизны b, с, которые больше, по меньшей мере, в 1,4 раза, чем соответствующие радиусы кривизны r, s внутренней стенки 7 и наружной стенки 8 корпуса 2 преформы. В области оси А преформы 1, которая одновременно образует центр рассеивающей линзы, основание 3 преформы имеет толщину стенки, которая, по меньшей мере, на 0,2 мм меньше, чем в области перехода в корпус 2 преформы. В частности, основание 3 преформы выполнено так, что электромагнитное излучение, ориентированное по существу перпендикулярно оси преформы, с длиной волны от 0,5 мкм до 2 мкм в значительной степени поглощается путем полного отражения от основания 3 преформы и/или корпуса 2 преформы 1.
На фиг.2 показана преформа согласно изобретению, которая, опять же, в целом обозначена ссылочной позицией 1, представленная видом сбоку с осевым разрезом половины преформы. Удлиненный, как правило, цилиндрический корпус преформы обозначен ссылочной позицией 2, основание преформы обозначено позицией 3. Горловой участок, смежный с корпусом 2 преформы, обозначен ссылочной позицией 4, а резьбовые сегменты обозначены позицией 5. Ось преформы обозначена ссылочной позицией А. Горловое кольцо 6 отделяет горловой участок 4 от корпуса 2 преформы. Горловое кольцо 6 служит для транспортировки и поддержки преформы и изготовленной из нее пластиковой емкости в некоторых узлах устройства формования с раздувом и вытяжкой. В области корпуса 2 преформы преформа 1 имеет внутреннюю стенку 7, а также наружную стенку 8. Внутренняя стенка 7 в области корпуса 2 преформы имеет радиус кривизны r. Наружная стенка 8 корпуса 2 преформы имеет радиус кривизны, обозначенный ссылочной позицией s. В области основания 3 преформы внутренняя стенка обозначена ссылочной позицией 17, а наружная стенка обозначена ссылочной позицией 18. Внутренняя стенка 17 в области основания 3 преформы имеет радиус кривизны, обозначенный b, а наружная стенка 18 в области основания 3 преформы имеет радиус кривизны, обозначенный c.
Основание 3 преформы выполнено по типу плосковогнутой или выпукловогнутой рассеивающей линзы. Термины «плоский» и «выпуклый» относятся в данном случае к первой поверхности, на которую воздействует испущенное электромагнитное излучение, например, к наружной стенке 18 основания 3 преформы. Термин «вогнутый» относится к противоположной внутренней стенке 17 основания 3 преформы. Наружная стенка 18 основания 3 преформы имеет больший радиус кривизны, чем внутренняя стенка 17 корпуса преформы. В случае плоской конструкции наружной стенки 18 основания 3 преформы радиус кривизны c бесконечно велик.
Из-за конструкции основания 3 преформы согласно изобретению основная часть электромагнитного излучения, испущенного в области основания 3 преформы, с длиной волны от 0,5 мкм до 2 мкм поглощается путем полного отражения в основании 3 преформы и/или корпусе 2 преформы 1, либо отражается наружу, опять же от внутренней стенки преформы 1. Полное отражение происходит при переходе от оптически более плотной среды в оптически более тонкую среду. Электромагнитное излучение, которое передается из оптически более плотной среды (среды с более высоким показателем преломления n1) в оптически более тонкую среду (среду с меньшим показателем преломления n2), преломляется по закону преломления Снеллиуса на границе оси падения. Угол преломления больше угла падения электромагнитного излучения (например, инфракрасного излучения). При увеличении угла падения преломленный луч, начиная с определенного угла, проходит параллельно границе раздела сред. Этот критический угол является также углом полного внутреннего отражения. Угол полного отражения выступает как арксинус (n2/n1). Благодаря конструкции основания 3 преформы согласно изобретению основная часть электромагнитного излучения, плоского в области основания, поглощается.
Плоская конструкция основания 3 преформы также имеет свои преимущества применительно к взаимодействию основания 3 преформы с удлиненной оправкой. При формовании с раздувом и вытяжкой преформу 1 удлиняют в продольном направлении с использованием удлиненной оправки. Удлиненная оправка имеет относительно небольшой радиус кривизны на ее свободном переднем конце, в то время как радиус кривизны b внутренней стенки 17 основания 3 преформы является относительно большим. Таким образом, в процессе вытяжки это приводит лишь к очень малой площади контакта между основанием 3 преформы и удлиненной оправкой. В результате основание 3 преформы охлаждается в меньшей степени, и находящийся там пластиковый материал и далее можно обрабатывать способом формования раздувом и вытяжкой.
Преформа 1, которая предназначена согласно изобретению для дальнейшей обработки способом двухэтапного формования с раздувом и вытяжкой, состоит из пластиков, пригодных для способа формования с раздувом и вытяжкой, которые при температуре от 10°C до 120°С имеют показатель преломления от 1,3 до 1,6, например полиэстера, ПЭТ (полиэтилентерефталата), полиолефинов, полистиролов и PLA (полимолочной кислоты) или их смесей. Преформа 1 может быть образована одним или несколькими слоями. Это может быть выполнено с помощью добавок, которые используют как барьеры для кислорода, водяного пара или углекислого газа, и/или с помощью наполнителей.
Преформа 1 может иметь один или несколько цветных слоев и/или барьерных покрытий, и/или скользящих покрытий, и/или остаточных одноразовых покрытий.
Из-за слабого нагрева пальцеобразного фиксирующего устройства во время транспортировки через нагревательную станцию горловой участок 4 преформы 1 также нагревается в меньшей степени. В результате, он может быть выполнен как горловой участок с меньшей толщиной стенки по сравнению с обычными преформами с тяжелыми бомбообразными основаниями. Таким образом, могут быть использованы преформы, горловые участки которых в области резьбовых сегментов или аналогичных положительных выступов имеют минимальную толщину w стенки, которая, по меньшей мере, на 20% меньше, чем средняя толщина стенки в области корпуса преформы.
Реферат
Изобретение относится к преформе для производства пластиковых емкостей способом двухэтапного формования с раздувом и вытяжкой. Преформа имеет удлиненный корпус преформы, один продольной конец которой закрыт днищем, а другой конец примыкает к продольному горловому участку, имеющему резьбовые сегменты или аналогичные положительные выступы. Преформа изготовлена из пластика, пригодного для способа формования с раздувом и вытяжкой. Пластик имеет показатель преломления от 1,3 до 1,6 при температуре от 100°C до 120°C. Днище преформы выполнено так, что ее наружная стенка и ее внутренняя стенка образуют плоскую рассеивающую линзу. Наружная стенка и внутренняя стенка днища преформы, служащие рассеивающей линзой, имеют радиусы кривизны (c, b), которые больше, по меньшей мере, в 1,4 раза радиусов кривизны (s, r) сопряженной наружной стенки или внутренней стенки в области корпуса преформы. Изобретение обеспечивает повышение точности изготовления пластиковых емкостей. 2 н. и 16 з.п. ф-лы, 2 ил.
Комментарии