Многослойный контейнер, пресс-форма для многослойного контейнера и способ изготовления многослойного контейнера - RU2570053C2
Код документа: RU2570053C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к многослойному контейнеру, в котором устранено расслаивание, и который имеет отличные свойства газонепроницаемости, к пресс-форме, пригодной для изготовления многослойного контейнера, и к способу изготовления многослойного контейнера посредством использования пресс-формы.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ, ИМЕЮЩЕГО ОТНОШЕНИЕ К ИЗОБРЕТЕНИЮ
В настоящее время многослойный контейнер, такой как пластиковый контейнер, изготовленный главным образом из сложного полиэфира, такого как полиэтилентерефталат (ПЭТ), широко используют для чая, напитка в виде фруктового сока, газированного напитка и тому подобного. Доля пластиковых контейнеров малого размера в общем числе пластиковых контейнеров увеличивается с каждым годом. Уменьшение размера контейнера приводит к увеличению площади поверхности на единицу объема. Следовательно, поскольку пластиковый контейнер становится меньшим по размеру, срок годности содержимого при хранении имеет тенденцию к сокращению. Кроме того, в последние годы пластиковый контейнер использовался в качестве контейнера для пива, которое подвержено воздействию на него кислорода и светового излучения, и пластиковая бутылка также использовалась в качестве контейнера для горячего чая. Таким образом, диапазон использования пластиковых контейнеров имеет тенденцию к расширению. Соответственно, существует потребность в дополнительном повышении газонепроницаемости пластикового контейнера.
Для удовлетворения вышеупомянутой потребности были разработаны многослойный контейнер или контейнер для смешивания, в котором используется термопластичная полиэфирная смола и газонепроницаемая смола, или контейнер, покрытый барьерным слоем и полученный посредством подвергания однослойной бутылки, изготовленной из термопластичной полиэфирной смолы, нанесению углеродного покрытия, осаждению из паровой фазы или нанесению покрытия из непроницаемой смолы в качестве способа придания газонепроницаемости многослойному контейнеру.
В качестве одного примера многослойного контейнера на практике стали использовать контейнер, полученный посредством использования термопластичной полиэфирной смолы, такой как полиэтилентерефталат (ПЭТ), в качестве смолы для образования каждого из самого внутреннего слоя и самого наружного слоя и использования термопластичной смолы, обладающей газонепроницаемостью, такой как поли-m-ксилиленадипамид (называемой полиамидом MXD6), в качестве смолы для образования внутреннего слоя и впрыска данных смол одновременно или последовательно для заполнения полости пресс-формы, формования преформы (заготовки) со структурой, имеющей три слоя или пять слоев, и дополнительного подвергания получающейся в результате заготовки ориентированному формованию с раздувом и двухосной вытяжкой.
Кроме того, смола, способная поглощать кислород и предназначенная для поглощения кислорода в контейнере при одновременном блокировании прохода кислорода из пространства, наружного по отношению к контейнеру, была создана и применена для многослойного контейнера. В качестве контейнера, обеспечивающего поглощение кислорода, был разработан многослойный контейнер, в котором в газонепроницаемом слое используют смесь «смолы в виде полиамида MXD6» (изготавливаемой компанией MITSUBISHI GAS CHEMICAL COMPANY, INC.) с катализатором на основе металла переходной валентности, принимая во внимание кислородопроницаемость, прозрачность, прочность, формуемость и тому подобное.
Вышеупомянутый многослойный контейнер используется в качестве контейнера для пива, чая, газированного напитка или тому подобного благодаря его удовлетворительной газонепроницаемости. Многослойный контейнер используется для данных применений для обеспечения контроля качества содержимого и увеличения срока годности при хранении. Тем не менее, существует проблема, заключающаяся в том, что происходит расслаивание различных смол, например, между каждым из самого внутреннего слоя и самого наружного слоя и газонепроницаемым слоем, что приводит к снижению коммерческой ценности.
Что касается способа решения подобной проблемы, то в патентном документе 1 описано, что ситуация с расслаиванием исправляется посредством того, что во время окончательного впрыскивания смолы для образования каждого из самого внутреннего слоя и самого наружного слоя в полость пресс-формы между слоями размещают сырую смесь смол посредством использования устройства для регулирования обратного потока, которое способно обеспечить возможность прохода заданного количества смолы в обратном направлении к стороне газонепроницаемого слоя, в результате чего получают преформу. Кроме того, в патентном документе 2 описан способ, включающий подвергание преформы термоусадке во время последующего формования и последующий раздув получающегося в результате продукта снова под высоким давлением.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: Выложенная японская патентная заявка № 2000-254963
Патентный документ 2: Выложенная японская патентная заявка № 2001-206336.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, ПОДЛЕЖАЩИЕ РЕШЕНИЮ ПОСРЕДСТВОМ ИЗОБРЕТЕНИЯ
Тем не менее, способ, описанный в выложенной японской патентной заявке № 2000-254963, имеет проблему, заключающуюся в том, что затраты на производство увеличиваются, поскольку используется специальное устройство для регулирования обратного потока. Между тем, способ формования, включающий подвергание предварительно отформованной заготовки термоусадке и последующий раздув получающегося в результате продукта под высоким давлением, такой как способ, описанный в выложенной японской патентной заявке № 2001-206336, имеет проблему, заключающуюся в том, что формуемость является недостаточной, форма отформованного изделия является некондиционной, и способ включает сложную операцию.
Задача настоящего изобретения состоит в разработке многослойного контейнера, имеющего очень высокую стойкость к расслаиванию и газонепроницаемость, который может быть изготовлен без использования какого-либо способа формования, предусматривающего использование специального устройства, что приводит к увеличению затрат на производство, и сложной операции, а также в разработке пресс-формы, пригодной для изготовления многослойного контейнера, и способа изготовления многослойного контейнера посредством использования данной пресс-формы.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
Настоящее изобретение относится к нижеприведенным пунктам [1]-[13].
[1] Многослойный контейнер, содержащий многослойную структуру из трех или более слоев, имеющую по меньшей мере газонепроницаемый слой между самым внутренним слоем и самым наружным слоем, при этом
газонепроницаемый слой в области, образованной из многослойной структуры, имеет участок, имеющий толщину, составляющую от 0,01 до 0,9 от максимальной толщины газонепроницаемого слоя.
[2] Многослойный контейнер по вышеупомянутому пункту [1], в котором масса области, образованной из многослойной структуры, составляет 30 процентов или более от массы всего многослойного контейнера.
[3] Многослойный контейнер по вышеупомянутому пункту [1] или [2], в котором многослойная структура представляет собой многослойную структуру из трех слоев или пяти слоев.
[4] Многослойный контейнер по любому из вышеупомянутых пунктов [1]-[3], в котором газонепроницаемый слой образован из компонента по меньшей мере одного вида, выбранного из полиамидной смолы, смолы на основе полиамида, содержащего m-ксилиленовую группу, смолы, представляющей собой сополимер этилена и винилацетата, полиакрилонитрильной смолы, поливинилиденхлоридной смолы и полигликолевой кислоты.
[5] Многослойный контейнер по вышеупомянутому пункту [4], в котором полиамидная смола представляет собой смолу на основе полиамида, содержащего m-ксилиленовую группу.
[6] Многослойный контейнер по любому из вышеупомянутых пунктов [1]-[5], в котором многослойная структура содержит самый внутренний слой и самый наружный слой, каждый из которых образован из компонента по меньшей мере одного вида, выбранного из термопластичной полиэфирной смолы, термопластичной сополимерной полиэфирной смолы на основе полиолефина, смолы на основе алифатического полиамида, поликарбонатной смолы, полиакрилонитрильной смолы, поливинилхлоридной смолы и полистирольной смолы.
[7] Многослойный контейнер по любому из вышеупомянутых пунктов [1]-[6], при этом многослойный контейнер представляет собой корпус бутылки.
[8] Пресс-форма для многослойного контейнера, включающая в себя:
часть (I), представляющую собой холодную полуформу и имеющую полость; и
часть (II), представляющую собой горячую полуформу и имеющую проточный канал для первой смолы, предназначенный для соединения внутреннего пространства первого инжекционного цилиндра с полостью, проточный канал для второй смолы, предназначенный для соединения внутреннего пространства второго инжекционного цилиндра с полостью, и соединяющую часть, которая соединяет проточный канал для первой смолы и проточный канал для второй смолы, при этом
соединяющая часть, включенная в часть (II), представляющую собой горячую полуформу, расположена по ходу потока до литниковой части, открывающейся в полость, включенную в часть (I), представляющую собой холодную полуформу, и проточный канал для второй смолы включает в себя средство для частичного воспрепятствования потоку смолы.
[9] Пресс-форма для многослойного контейнера по вышеупомянутому пункту [8], в которой:
средство для частичного воспрепятствования потоку смолы представляет собой средство для образования выпуклой части, по меньшей мере, на одном участке проточного канала для второй смолы; и
наиболее длинная часть в направлении диаметра и наиболее длинная часть в касательном направлении вдоль периферии сечения в направлении, вертикальном к направлению потока в проточном канале для второй смолы, имеют соответственно длину а мм и длину b мм, при этом а и b удовлетворяют следующим соотношениям:
0,01r ≤ а ≤ 1r (выражение 1); и
0,01r ≤ b ≤ 1r (выражение 2),
где r представляет собой радиус (мм) проточного канала для второй смолы.
[10] Пресс-форма для многослойного контейнера по вышеупомянутому пункту [8] или [9], в которой средство для частичного воспрепятствования потоку смолы представляет собой средство для образования выпуклой части, по меньшей мере, в двух местах в проточном канале для второй смолы.
[11] Пресс-форма для многослойного контейнера по любому из вышеупомянутых пунктов [8]-[10], в которой выпуклая часть образована на расстоянии, составляющем от 0 см до 5 см, до соединяющей части, которая соединяет проточный канал для первой смолы и проточный канал для второй смолы, по ходу потока.
[12] Способ изготовления многослойного контейнера, имеющего многослойную структуру из трех или более слоев, имеющую по меньшей мере газонепроницаемый слой между самым внутренним слоем и самым наружным слоем, в которой газонепроницаемый слой в области, образованной из многослойной структуры, имеет участок, имеющий толщину, составляющую от 0,01 до 0,9 от максимальной толщины газонепроницаемого слоя,
при этом способ включает:
выполнение формования посредством использования пресс-формы по любому из вышеупомянутых пунктов [8]-[11].
[13] Способ изготовления многослойного контейнера, имеющего многослойную структуру из трех или более слоев, имеющую, по меньшей мере, газонепроницаемый слой между самым внутренним слоем и самым наружным слоем, в которой газонепроницаемый слой в области, образованной из многослойной структуры, имеет участок, имеющий толщину, составляющую от 0,01 до 0,9 от максимальной толщины газонепроницаемого слоя, при этом способ включает:
образование многослойной преформы посредством использования пресс-формы по любому из вышеупомянутых пунктов [8]-[11]; и затем
выдувное формование многослойной преформы.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
Многослойный контейнер по настоящему изобретению имеет очень высокую стойкость к расслаиванию и очень высокую газонепроницаемость. Кроме того, расслаивания можно избежать даже в том случае, когда многослойный контейнер образован не с формой, имеющей мало неравномерных и изогнутых участков, что создает возможность повышения степени свободы при выборе формы контейнера.
Кроме того, пресс-форма для многослойного контейнера согласно изобретению по настоящей заявке может быть использована для изготовления многослойного контейнера без использования какого-либо способа формования, предусматривающего применение специального устройства, которое вызывает увеличение затрат на производство, и сложной операции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В сопровождающих чертежах:
фиг. 1 представляет собой концептуальную схему пресс-формы, используемой в Примере 1, в состоянии, в котором в пресс-форме не выполняется никакого литьевого прессования;
фиг. 2 представляет собой концептуальную схему пресс-формы, используемой в Примере 1, в состоянии непосредственно перед формованием многослойного контейнера в пресс-форме;
фиг.3 представляет собой концептуальную схему зоны вблизи полости для иллюстрации места, в котором средство для частичного воспрепятствования потоку смолы предусмотрено в пресс-форме, используемой в Примере 1;
фиг. 4 представляет собой концептуальную схему зоны вблизи части, соединяющей проточный канал для первой смолы и проточный канал для второй смолы, для иллюстрации места, в котором средство для частичного воспрепятствования потоку смолы предусмотрено в пресс-форме по настоящему изобретению;
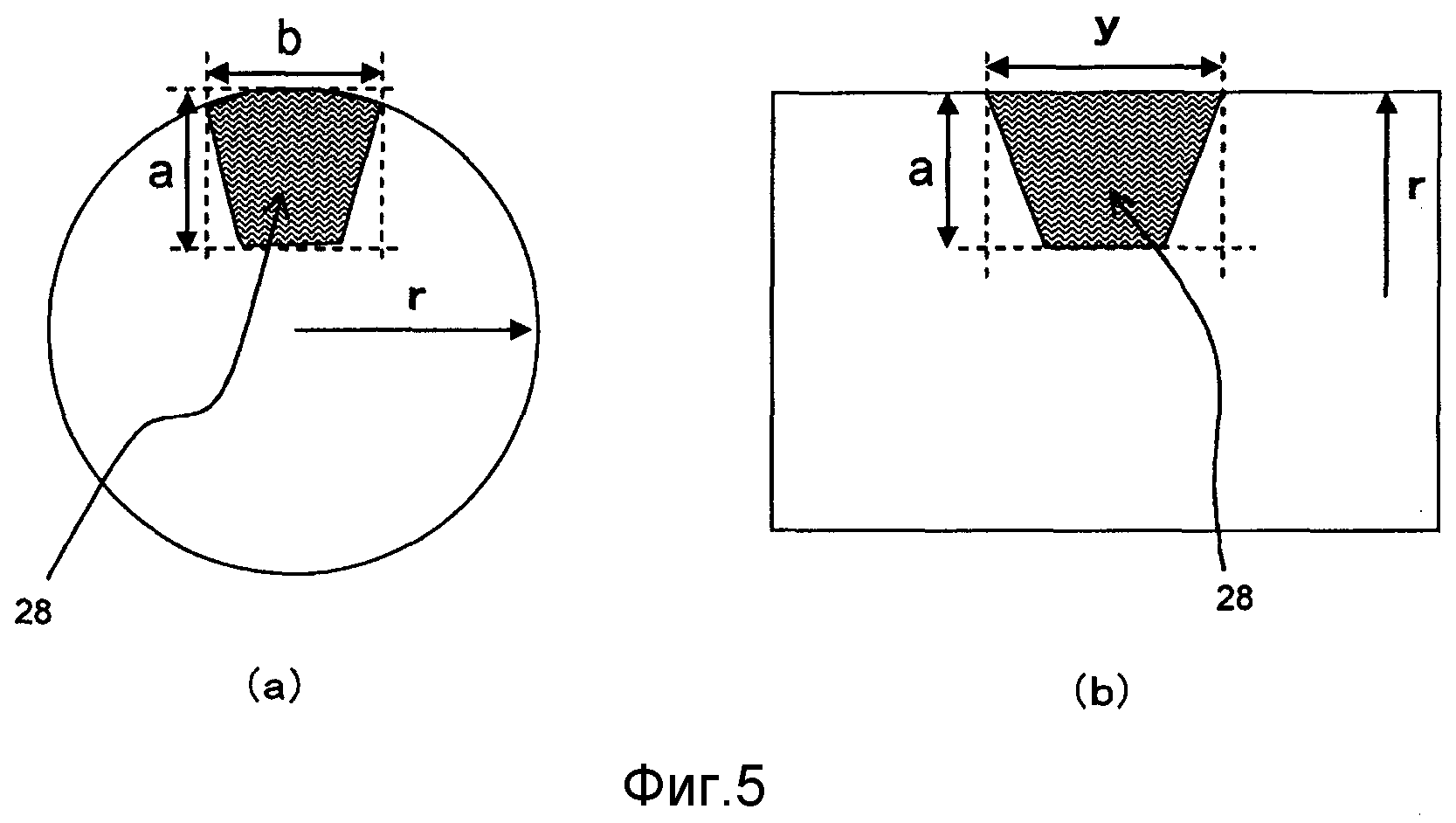
фиг. 5(а) представляет собой схематическое изображение выполненного в направлении стрелки А-А на фиг.4 сечения средства для частичного воспрепятствования потоку смолы в пресс-форме по настоящему изобретению, и фиг.5(b) представляет собой схематическое изображение выполненного в направлении стрелки В-В на фиг.4 сечения средства для частичного воспрепятствования потоку смолы в пресс-форме по настоящему изобретению;
фиг. 6(а)-6(d), каждая, представляет собой схематическое изображение выполненного в направлении стрелки А-А на фиг.4 сечения одного варианта средства для частичного воспрепятствования потоку смолы в пресс-форме по настоящему изобретению, при этом следует отметить, что фиг.6(d) представляет собой схематическое изображение пресс-формы, в которой проточный канал 23А для смолы также предусмотрен в центральной части проточного канала 23В для смолы, и средство для частичного воспрепятствования потоку смолы также предусмотрено в периферийной части проточного канала 23А для смолы в центральной части проточного канала 23В для смолы;
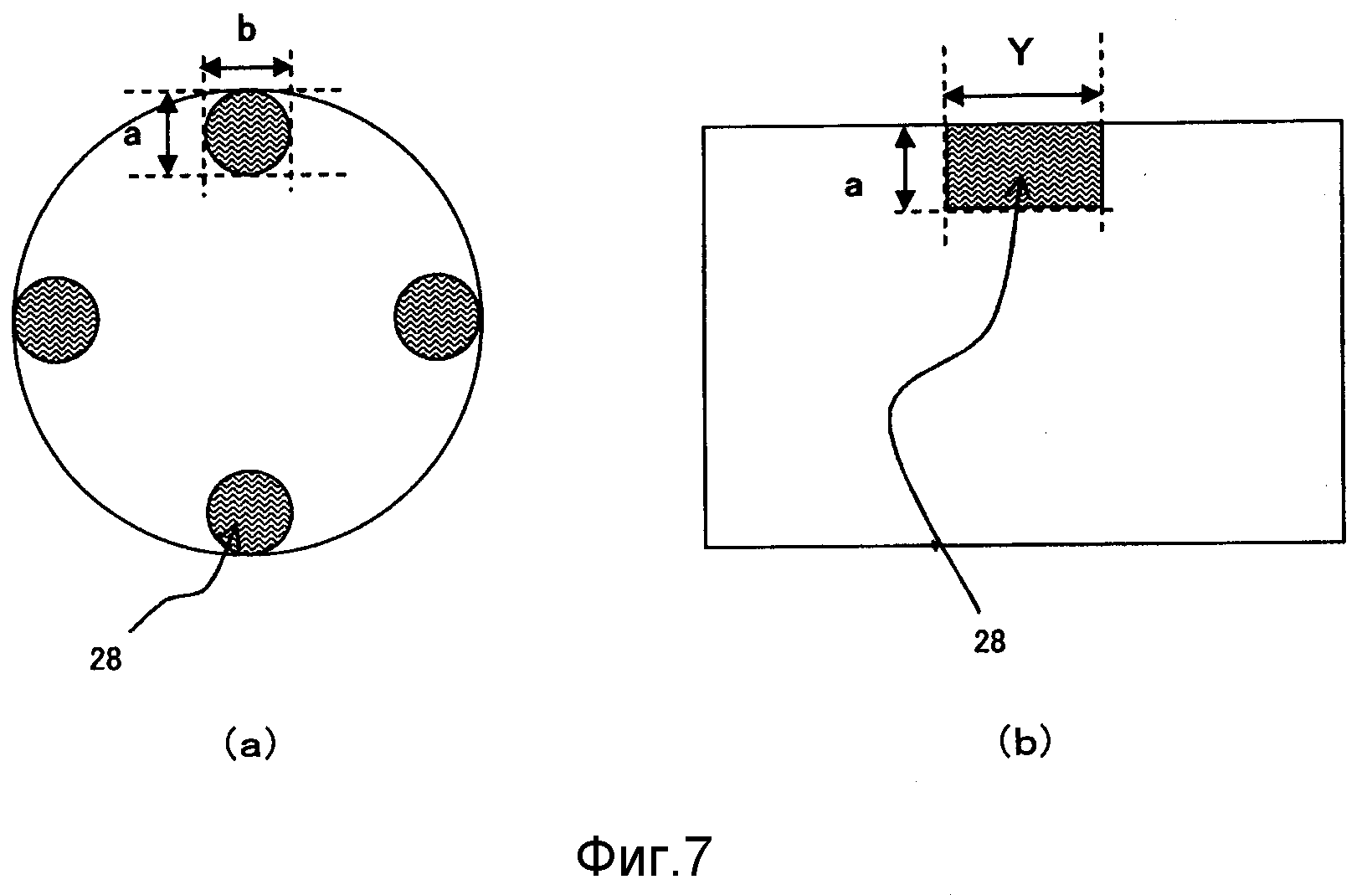
фиг.7(а) и 7(b) представляют собой схематические изображения соответственно выполненных в направлении стрелки А-А и в направлении стрелки В-В на фиг.4 сечений профиля средства для частичного воспрепятствования потоку смолы в пресс-форме в Примере 1; и
фиг. 8 представляет собой схематическое изображение слоя второй смолы (газонепроницаемого слоя) в поперечном сечении многослойного контейнера, отформованного посредством использования пресс-формы по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Многослойный контейнер
Многослойный контейнер по настоящему изобретению представляет собой многослойный контейнер, имеющий многослойную структуру из трех или более слоев, имеющую по меньшей мере газонепроницаемый слой между самым внутренним слоем и самым наружным слоем, в котором газонепроницаемый слой на участке, образованном из многослойной структуры, имеет участок (в дальнейшем иногда называемый «вогнутым участком газонепроницаемого слоя»), имеющий толщину (t1), составляющую от 0,01 до 0,9 от максимальной толщины (t0) газонепроницаемого слоя.
Газонепроницаемый слой имеет вогнутый участок, имеющий толщину, составляющую 0,9 или менее (от 0,01 до 0,9 при условии, что газонепроницаемый слой является непрерывным) от максимальной толщины (t0) газонепроницаемого слоя, и, следовательно, расслаивание эффективно подавляется в многослойном контейнере. С этой точки зрения газонепроницаемый слой имеет вогнутый участок, имеющий толщину, составляющую предпочтительно от 0,01 до 0,8, более предпочтительно - от 0,02 до 0,7, еще более предпочтительно - от 0,03 до 0,6, особенно предпочтительно - от 0,05 до 0,5 от максимальной толщины газонепроницаемого слоя. Местоположение вогнутого участка газонепроницаемого слоя не ограничено особым образом. Тем не менее, с точки зрения дополнительного повышения стойкости к расслаиванию рекомендуется, чтобы по меньшей мере один, предпочтительно два или более (приблизительно от 2 до 15), более предпочтительно - три или более (приблизительно от 3 до 10), еще более предпочтительно - четыре или более (приблизительно от 4 до 8) вогнутых участков имелось в поперечном сечении в случае разрезания многослойного контейнера в горизонтальном направлении на круглые тонкие пластинки. В том случае, когда множество вогнутых участков имеются в поперечном сечении в случае разрезания многослойного контейнера в горизонтальном направлении на круглые тонкие пластины, отношения t1/t0 для соответствующих вогнутых участков могут быть идентичными друг другу или могут отличаться друг от друга.
В многослойном контейнере по настоящему изобретению многослойная структура, имеющая газонепроницаемый слой, предпочтительно состоит из трех слоев или пяти слоев. Для обеспечения удовлетворительной газонепроницаемости многослойного контейнера масса участка, образованного из многослойной структуры, составляет предпочтительно 30% или более, более предпочтительно - 40% или более, еще более предпочтительно - 50% или более, еще более предпочтительно - 60% или более, и еще более предпочтительно - 70% или более, особенно предпочтительно - 80% или более от массы всего многослойного контейнера.
В многослойном контейнере самый наружный слой, самый внутренний слой и соответствующие слои за исключением газонепроницаемого слоя имеют каждый толщину, составляющую предпочтительно от 0,01 до 2 мм, более предпочтительно - от 0,05 до 1,5 мм, и газонепроницаемый слой имеет толщину, составляющую предпочтительно от 0,005 до 0,2 мм (от 5 до 200 мкм), более предпочтительно - от 0,01 до 0,15 мм (от 10 до 150 мкм). Кроме того, толщина многослойного контейнера необязательно является постоянной во всей бутылке, но, как правило, предпочтительно находится в пределах от приблизительно 0,2 до 4 мм.
В многослойном контейнере по настоящему изобретению масса газонепроницаемого слоя предпочтительно составляет от 1 до 20% от полной массы участка, образованного из многослойной структуры, имеющей газонепроницаемый слой. В том случае, когда масса находится в вышеупомянутых пределах, обеспечивается удовлетворительная газонепроницаемость и облегчается формование многослойной заготовки/преформы в качестве исходного продукта для образования многослойного контейнера. С этой точки зрения масса газонепроницаемого слоя составляет более предпочтительно от 2 до 15%, еще более предпочтительно - от 3 до 10% от полной массы участка, образованного из многослойной структуры, имеющей газонепроницаемый слой.
Многослойный контейнер по настоящему изобретению имеет очень высокую стойкость к расслаиванию и очень высокую газонепроницаемость и, следовательно, пригоден в качестве контейнера для жидкого напитка, жидкого пищевого продукта или тому подобного. Форма не ограничена особым образом, но предпочтительно представляет собой корпус бутылки.
Компоненты слоев за исключением газонепроницаемого слоя
Компоненты для образования слоев (включая самый наружный слой и самый внутренний слой) за исключением газонепроницаемого слоя, содержащиеся в многослойном контейнере по настоящему изобретению, не ограничены особым образом, и могут быть использованы компоненты, подлежащие использованию для многослойного контейнера, такого как контейнер для напитков. Примеры компонентов для образования слоев за исключением газонепроницаемого слоя включают: термопластичные полиэфирные смолы, такие как полиэтилентерефталат (ПЭТ), полимолочная кислота (PLA) или полиэтилен-2,6-нафталат (PEN); термопластичную сополимерную полиэфирную смолу; смолу на основе полиолефина; смолу на основе алифатического полиамида; поликарбонатную смолу; полиакрилонитрильную смолу; поливинилхлоридную смолу и полистирольную смолу. Один вид данных компонентов может быть использован сам по себе, или два или более их видов могут быть использованы в комбинации. Комбинация из двух или более видов представляет собой, например, смесь полиэтилентерефталата (ПЭТ) и полиэтилен-2,6-нафталата (PEN). Из данных компонентов предпочтительным компонентом является полиэфирная смола (в дальнейшем называемая «сложным полиэфиром (А)»). Следует отметить, что не отрицается, что самый наружный слой, самый внутренний слой и любой из остальных слоев обладают каждый газонепроницаемостью, при этом все слои могут обладать газонепроницаемостью, но, как правило, вид/форма, в котором/которой газонепроницаемый слой размещен между вышеупомянутыми компонентами, принимается по соображениям затрат на производство или тому подобного.
Каждый из компонентов, представляющих собой полиэтилентерефталат (ПЭТ) и полимолочную кислоту (PLA), соответственно используется в качестве сложного полиэфира (А). Из данных компонентов полиэтилентерефталат является более предпочтительным, поскольку он обладает отличными характеристиками в отношении прозрачности, механической прочности, формуемости при литьевом прессовании и формуемости при формовании с раздувом и вытяжкой.
В данном случае термин «полиэтилентерефталат», в основном, обозначает сложный полиэфир, в котором терефталевая кислота составляет 80 молярных процентов или более, предпочтительно 90 молярных процентов или более компонента, представляющего собой дикарбоновую кислоту, и этиленгликоль составляет 80 молярных процентов или более, предпочтительно 90 молярных процентов или более компонента, представляющего собой диол. В качестве остальной части компонента, представляющего собой кислоту, за исключением терефталевой кислоты, могут быть использованы изофталевая кислота, дифенилэфир-4,4-дикарбоновая кислота, нафтален-1,4,-дикарбоновая кислота, нафтален-2,6-дикарбоновая кислота, адипиновая кислота, себациновая кислота, декан-1,10-дикарбоновая кислота и гексагидротерефталевая кислота. Кроме того, в качестве остальной части компонента, представляющего собой диол, за исключением этиленгликоля, приведены пропиленгликоль, 1,4-бутандиол, неопентилгликоль, диэтиленгликоль, циклогександиметанол, 2,2'-бис(4-гидроксиэтоксифенил)пропан, 2,2-бис(4-гидроксиэтоксифенил)пропан и тому подобное. Кроме того, оксикислота, такая как p-оксибензойная кислота, также может быть использована в качестве мономера как исходного материала для термопластичной полиэфирной смолы.
Сложный полиэфир (А) имеет характеристическую вязкость, составляющую от предпочтительно 0,55 до 1,3, более предпочтительно - от 0,65 до 1,2, еще более предпочтительно - от 0,70 до 0,9. В том случае, когда характеристическая вязкость составляет 0,55 или более, многослойная предварительно отформованная заготовка может быть получена в прозрачном аморфном виде, и получающийся в результате многослойный контейнер также имеет достаточную механическую прочность. В том случае, когда характеристическая вязкость составляет 1,3 или менее, формование бутылки выполняется легко без отрицательного воздействия на текучесть во время формования. Следует отметить, что характеристическая вязкость (η) была измерена посредством использования растворителя, представляющего собой смесь фенола и тетрахлорэтана с отношением масс 6/4. Следует отметить, что характеристическую вязкость определяют, например, посредством стандарта ASTM D4603-03 или ASTM D1601.
Предпочтительно, чтобы самый наружный слой или самый внутренний слой многослойного контейнера по настоящему изобретению был образован в основном из сложного полиэфира (А). Тем не менее, может быть использован продукт, полученный смешиванием сложного полиэфира (А) с другими термопластичными смолами и различными добавками в таком диапазоне, чтобы характеристика настоящего изобретения не ухудшалась. В этом случае предпочтительно, чтобы 90% или более от массы самого наружного слоя или самого внутреннего слоя было образовано из сложного полиэфира (А).
К примерам остальных термопластичных смол относятся термопластичная полиэфирная смола, такая как полиэтилен-2,6-нафталендикарбоксилат, смола на основе полиолефина, поликарбонат, полиакрилонитрил, поливинилхлорид и полистирол.
Кроме того, к примерам добавок относятся поглотитель ультрафиолетового излучения, поглотитель кислорода, красящее вещество, поглотитель инфракрасного излучения (добавка для облегчения повторного нагрева), предназначенный для сокращения времени цикла во время формования посредством ускорения нагрева предварительно отформованной заготовки (преформы).
Компонент газонепроницаемого слоя
Компонент для образования газонепроницаемого слоя, содержащегося в многослойном контейнере по настоящему изобретению, не ограничен особым образом, и может быть использована известная смола, обладающая газонепроницаемостью. Компонент для образования газонепроницаемого слоя предпочтительно представляет собой компонент, имеющий соответствующий нижеприведенный коэффициент пропускания кислорода. К примерам подобного компонента относятся: полиамидная смола, такая как смола на основе полиамида, содержащего m-ксилиленовую группу (смола на основе МХ-найлона); смола на основе сополимера этилена и винилацетата; полиакрилонитрильная смола; поливинилиденхлоридная смола и полигликолевая кислота (PGA). Один вид данных смол может быть использован сам по себе, или два или более их видов могут быть использованы в комбинации. Из данных смол предпочтительной является полиамидная смола, при этом смола на основе полиамида, содержащего m-ксилиленовую группу, является более предпочтительной с точки зрения газонепроницаемости и возможности рециклинга.
Выражение «обладающий газонепроницаемостью», используемое в данном документе, означает, что сам слой, образующий газонепроницаемый слой, имеет коэффициент пропускания кислорода, составляющий 1,0 см3·мм/(м2·день·атм) или менее при условиях, характеризующихся температурой, составляющей 23°С, и относительной влажностью, составляющей 80%, во время формования для образования многослойного контейнера. Коэффициент пропускания кислорода предпочтительно составляет 0,8 см3·мм/(м2·день·атм) или менее, более предпочтительно - 0,20 см3·мм/(м2·день·атм) или менее, еще более предпочтительно - 0,15 см3·мм/(м2·день·атм), особенно предпочтительно - 0,09 см3·мм/(м2·день·атм) или менее. В том случае, когда смола, обладающая газонепроницаемостью может быть использована в качестве газонепроницаемого слоя, получающийся в результате многослойный контейнер имеет удовлетворительную характеристику газонепроницаемости, что может способствовать увеличению срока годности при хранении содержимого, подлежащего хранению.
Смола на основе полиамида, содержащего m-ксилиленовую группу (смола на основе МХ-найлона), которая предпочтительна в качестве компонента для образования газонепроницаемого слоя, предпочтительно представляет собой полиамид (в дальнейшем называемый «полиамидом (В)»), полученный посредством подвергания диаминового компонента, включающего в себя 70 молярных процентов или более m-ксилилендиамина, и компонента, представляющего собой дикарбоновую кислоту и включающего в себя 50 молярных процентов или более α,ω-линейной алифатической дикарбоновой кислоты, имеющей от 4 до 20 атомов углерода, поликонденсации. Полиамид (В) имеет хорошие барьерные свойства, обладает отличными характеристиками при совместном формовании со сложным полиэфиром (А) посредством литьевого прессования и при совместном формовании со сложным полиэфиром (А) с раздувом и вытяжкой и имеет удовлетворительную формуемость.
Диаминовый компонент в полиамиде (В) предпочтительно содержит 70 молярных процентов или более, более предпочтительно - 75 молярных процентов или более, еще более предпочтительно - 80 молярных процентов или более m-ксилилендиамина. В том случае, когда содержание m-ксилилендиамина в диаминовом компоненте составляет 70 молярных процентов или более, полиамид (В) обладает удовлетворительной газонепроницаемостью.
В качестве примеров диаминового компонента, которые могут быть использованы для диаминового компонента за исключением m-ксилилендиамина в полиамиде (В), приведены: алифатические диамины, такие как тетраметилендиамин, пентаметилендиамин, 2-метилпентаметилендиамин, гексаметилендиамин, гептаметилендиамин, октаметилендиамин, нонаметилендиамин, декаметилендиамин, додекаметилендиамин, 2,2,4-триметил-гексаметилендиамин и 2,4,4-триметилгексаметилендиамин; алициклические диамины, такие как 1,3-бис(аминометил)циклогексан, 1,4-бис(аминометил)циклогексан, 1,3-диаминциклогексан, 1,4-диаминциклогексан, бис(4-аминоциклогексил)метан, 2,2-бис(4-аминоциклогексил)пропан, бис(аминометил)декалин и бис(аминометил)трициклодекан; и диамины, каждый из которых имеет ароматическое кольцо, такие как бис(4-аминофенил)эфир, p-фенилендиамин, р-ксилилендиамин и бис(аминометил)нафтален, но не ограничены ими.
Представляющий собой дикарбоновую кислоту компонент в полиамиде (В) предпочтительно содержит 50 молярных процентов или более, более предпочтительно - 70 молярных процентов или более, еще более предпочтительно - 80 молярных процентов или более α,ω-линейной алифатической дикарбоновой кислоты, имеющей от 4 до 20 атомов углерода. В том случае, когда содержание α,ω-линейной алифатической дикарбоновой кислоты находится в вышеупомянутых пределах, полиамид имеет отличную газонепроницаемость и формуемость. К примерам α,ω-линейной алифатической дикарбоновой кислоты, имеющей от 4 до 20 атомов углерода, относятся алифатические дикарбоновые кислоты, такие как янтарная кислота, глутаровая кислота, пимелиновая кислота, пробковая кислота, азелаиновая кислота, адипиновая кислота, себациновая кислота, 1,9-нонандикарбоновая кислота и 1,10-декандикарбоновая кислота. Из них предпочтительными являются адипиновая кислота и себациновая кислота.
Кроме того, в качестве дикарбоновой кислоты, за исключением α,ω-линейной алифатической дикарбоновой кислоты в полиамиде (В), приведены ароматические дикарбоновые кислоты, такие как терефталевая кислота, изофталевая кислота и 2,6-нафталендикарбоновая кислота.
Представляющий собой дикарбоновую кислоту компонент, включающий от 100 до 50 молярных процентов α,ω-линейной алифатической дикарбоновой кислоты, имеющей от 4 до 20 атомов углерода, и от 0 до 50 молярных процентов ароматической дикарбоновой кислоты, предпочтительно используют в качестве компонента, представляющего собой дикарбоновую кислоту, в полиамиде (В).
Полиамид (В) может быть получен способом поликонденсации в расплаве. Например, полиамид получают способом, включающим нагрев найлоновой соли, образованной из m-ксилилендиамина и адипиновой кислоты, под давлением в присутствии воды и полимеризацию найлоновой соли в расплавленном состоянии при одновременном удалении добавленной воды и конденсационной воды. Кроме того, полиамид также получают способом, включающим непосредственное добавление m-ксилилендиамина к адипиновой кислоте в расплавленном состоянии и подвергание смеси поликонденсации при нормальном давлении. В этом случае для поддержания реакционной системы в однородном жидком состоянии поликонденсацию выполняют посредством непрерывного добавления m-ксилилендиамина к адипиновой кислоте при одновременном повышении температуры реакционной системы так, чтобы температура реакции не опускалась ниже температуры плавления каждого из олигоамида и полиамида, подлежащего изготовлению. Следует отметить, что небольшое количество моноамина или монокарбоновой кислоты может быть добавлено в качестве регулятора молекулярной массы во время реакции поликонденсации.
Кроме того, полиамид (В) может быть получен способом полимеризации в расплаве и затем подвергнут поликонденсации посредством твердофазной полимеризации. Способ изготовления полиамида не ограничен особым образом, и полиамид изготавливают традиционно известным способом при обычных известных условиях полимеризации.
Вышеупомянутая смола на основе МХ-найлона имеет относительную вязкость, как правило, составляющую соответственно 1,5 или более, предпочтительно от 2 до 4, более предпочтительно - от 2,1 до 3,5. Следует отметить, что относительная вязкость представляет собой вязкость в случае, когда измерение осуществляется для раствора, полученного растворением 1 г смолы в 100 мл 96%-й серной кислоты, при 25°С посредством использования вискозиметра Кэнон-Фенске (Cannon-Fenske).
Полиамид (В) имеет среднечисленную молекулярную массу, составляющую предпочтительно от 18000 до 43500, более предпочтительно - от 20000 до 30000. В том случае, когда среднечисленная молекулярная масса находится в данных пределах, формование с образованием многослойного формованного изделия выполняется удовлетворительным образом, и многослойный контейнер, который должен быть получен, будет иметь очень высокую стойкость к расслаиванию. Следует отметить, что в том случае, когда полиамид (В) имеет среднечисленную молекулярную массу, составляющую от 18000 до 43500, полиамид (В) имеет относительную вязкость, составляющую приблизительно от 2,3 до 4,2, и в том случае, когда полиамид (В) имеет среднечисленную молекулярную массу, составляющую от 20000 до 30000, полиамид (В) имеет относительную вязкость, составляющую приблизительно от 2,4 до 3,2.
Фосфорсодержащее соединение может быть добавлено к полиамиду (В) для повышения стабильности технологического процесса во время формования из расплава или для предотвращения окрашивания полиамида (В). Фосфорсодержащее соединение, подлежащее предпочтительному использованию, представляет собой фосфорсодержащее соединение, включающее в себя щелочной металл или щелочноземельный металл. К его примерам относятся соли щелочных металлов или соли щелочноземельных металлов, такие как соли натрия, магния или кальция, фосфорной кислоты, гипофосфористой кислоты и фосфористой кислоты. В частности, предпочтительно используется фосфорсодержащее соединение, в котором используется соль щелочного металла или соль щелочноземельного металла и гипофосфористой кислоты, поскольку оно обладает особенно хорошими свойствами при предотвращении окрашивания полиамида. Концентрация фосфорсодержащего соединения в полиамиде (В) предпочтительно составляет от 1 до 500 частей на миллион, более предпочтительно - 350 частей на миллион или менее, еще более предпочтительно - 200 частей на миллион или менее при расчете ее исходя из атомов фосфора. Даже в том случае, когда концентрация атомов фосфора превышает 500 частей на миллион, эффект предотвращения окрашивания прекращается. Кроме того, когда концентрация атомов фосфора составляет 500 частей на миллион или менее, отсутствует риск того, что пленка, полученная при использовании полиамида (В), имеющего добавленное к нему фосфорсодержащее соединение, будет иметь чрезмерно высокую степень матовости.
Другой полиамид может быть добавлен к полиамиду (В) для повышения стойкости к расслаиванию. К примерам другого полиамида относятся: алифатические полиамиды, такие как гомополимеры, включая поли(6-аминокапроновую кислоту) (РА-6), также известную как поликапролактам, поли(гексаметиленадипамид) (РА-6,6), поли(7-аминогептановую кислоту) (РА-7), поли(10-аминодекановую кислоту) (РА-10), поли(11-аминоундекановую кислоту) (РА-11), поли(12-аминододекановую кислоту) (РА-12), полигексаметиленсебацинамид (РА-6,10), полигексаметиленазеламид (РА-6,9) и политетраметиленадипамид (РА-4,6), сополимер капролактама и гексаметиленадипамида (РА-6,6/6) и сополимер гексаметиленадипамида и капролактама (РА-6/6,6); и аморфные полуароматические полиамиды, такие как полигексаметиленизофталамид (РА-6I), сополимер гексаметиленизофталамида и гексаметилентерефталамида (РА-6I/6Т), поли(m-ксилиленизофталамид) (PA-MXDI), сополимер капролактама и m-ксилиленизофталамида (PA-6/MXDI) и сополимер капролактама и гексаметиленизофталамида (PA-6/6I), не ограничены ими.
Газонепроницаемый слой предпочтительно в основном образован из полиамида (В), и с точки зрения обеспечения характеристик газонепроницаемости полиамид (В) включен в количестве, составляющем более предпочтительно 70 массовых процентов или более, еще более предпочтительно - 80 массовых процентов или более, особенно предпочтительно - 90 массовых процентов или более.
Газонепроницаемый слой может быть смешан с одним или несколькими видами других смол, таких как полиэфирные смолы, олефиновые смолы и феноксисмолы при условии, что эффект настоящего изобретения не снижается заметным образом.
Кроме того, могут быть добавлены добавки, такие как: неорганические наполнители, такие как стекловолокно и углеродное волокно; пластинчатые неорганические наполнители, такие как стеклянные чешуйки, тальк, каолин, слюда, монтмориллонит и органическая глина; модификаторы ударопрочности, такие как различные эластомеры; зародышеобразующие агенты; смазочные материалы, такие как соединение на основе амида жирной кислоты, соединение на основе соли металла и жирной кислоты и соединение на основе амида жирной кислоты; антиоксиданты, такие как соединение меди, органическое или неорганическое соединение на основе галогена, соединение на основе экранированного фенола, соединение на основе экранированного амина, соединение на основе гидразина; соединение на основе серы и соединение на основе фосфора; термостабилизаторы; вещества, предотвращающие окрашивание; поглотители ультрафиолетового излучения, такие как поглотитель ультрафиолетового излучения на основе бензотриазола; смазки для пресс-форм; пластификаторы; красящие вещества; антипирены и соединение, содержащее металлический кобальт, которое служит в качестве соединения для придания способности к поглощению кислорода, и щелочное соединение для предотвращения желатинизации полиамида.
Пресс-форма для многослойного контейнера
В случае многослойного контейнера по настоящему изобретению многослойный контейнер может быть изготовлен посредством использования нижеописанной пресс-формы без использования какого-либо способа формования, предусматривающего использование специального устройства, что вызывает увеличение затрат на производство, и без использования сложной операции. В дальнейшем пресс-форма описана подробно.
Пресс-форма для многослойного контейнера в соответствии с настоящим изобретением (в дальнейшем иногда просто называемая «пресс-формой») включает в себя: часть (I), представляющую собой холодную полуформу и имеющую полость; и часть (II), представляющую собой горячую полуформу и имеющую проточный канал для первой смолы, предназначенный для соединения внутреннего пространства первого инжекционного цилиндра с полостью, проточный канал для второй смолы, предназначенный для соединения внутреннего пространства второго инжекционного цилиндра с полостью, и часть, соединяющую проточный канал для первой смолы и проточный канал для второй смолы, в которой соединяющая часть, включенная в часть (II), представляющую собой горячую полуформу, расположена по ходу потока до литниковой части, открывающейся в полость в части (I), представляющей собой холодную полуформу, и проточный канал для второй смолы включает в себя средство для частичного воспрепятствования потоку смолы.
Следует понимать, что термин «по ходу потока до», используемый в данном документе, означает сторону инжекционного цилиндра, и термин «по ходу потока за» означает сторону полости.
Пресс-форма по настоящему изобретению представляет собой пресс-форму, подлежащую использованию для устройства для формования многослойного контейнера, и включает в себя часть (22), представляющую собой горячую полуформу, и часть (21), представляющую собой холодную полуформу, как проиллюстрировано, например, на фиг.1. Часть (22), представляющая собой горячую полуформу, имеет трубу, по которой расплавленная и пластифицированная смола течет при одновременном сохранении ее расплавленного состояния посредством шнека устройства для литьевого прессования. Часть (22), представляющая собой горячую полуформу, имеет проточный канал (23А) для первой смолы, предназначенный для соединения внутреннего пространства первого инжекционного цилиндра (10А) с полостью (25), проточный канал (23В) для второй смолы, предназначенный для соединения внутреннего пространства второго инжекционного цилиндра (10В) с полостью (25), и соединяющую часть, в которой проточный канал (23А) для первой смолы и проточный канал (23В) для второй смолы соединяются вместе. Вторая смола (например, полиамид (В)) в качестве компонента для образования газонепроницаемого слоя многослойного контейнера проходит по проточному каналу (23В) для второй смолы. Первая смола (например, «смола за исключением компонента, предназначенного для образования газонепроницаемого слоя», такая как сложный полиэфир (А)) в качестве компонента для образования самого наружного слоя и самого внутреннего слоя проходит по проточному каналу (23А) для первой смолы. Следует отметить, что первая смола может обладать газонепроницаемостью.
Часть (21), представляющая собой холодную полуформу, представляет собой часть, в которую расплавленная и пластифицированная смола впрыскивается и в которой расплавленная и пластифицированная смола охлаждается и формуется с образованием многослойного контейнера. В части (21), представляющей собой холодную полуформу, имеется по меньшей мере одна или несколько полостей.
Общую конструкцию пресс-формы для устройства для многослойного формования можно обнаружить, например, в выложенной японской патентной заявке № Hei 11-165330, в выложенной японской патентной заявке № Sho 63-99918 и в переводной японской патентной публикации № 2001-504763. Пресс-форма по настоящему изобретению имеет средство для частичного воспрепятствования потоку (28) смолы в проточном канале (23В) для второй смолы в части (22) пресс-формы, представляющей собой горячую полуформу (см. фиг.1-3).
Предпочтительно, чтобы трубчатая форма каждого из поперечных сечений проточных каналов в случае разрезания проточного канала (23А) для первой смолы и проточного канала (23В) для второй смолы, предусмотренных в пресс-форме по настоящему изобретению, в плоскости, вертикальной по отношению к направлению потока смолы, была круглой. Однако трубчатая форма не ограничена подобной формой, и может быть принята любая форма, такая как прямоугольная форма.
В пресс-форме по настоящему изобретению участок, на котором толщина слоя уменьшается вследствие воспрепятствования потоку смолы, в частности, участок (вогнутая часть), имеющий толщину от 0,01 до 0,9 от максимальной толщины слоя второй смолы, как описано выше, может быть образован в части слоя второй смолы (газонепроницаемого слоя) в получающемся в результате многослойном контейнере посредством обеспечения наличия средства для частичного воспрепятствования потоку смолы в проточном канале (23В) для второй смолы. Следует отметить, что фиг.8 иллюстрирует один вариант формы поперечного сечения слоя второй смолы (газонепроницаемого слоя) в многослойном контейнере, отформованном посредством использования пресс-формы по настоящему изобретению.
Как описано выше, расслаивание многослойного контейнера подавляется за счет обеспечения возможности изменения толщины в направлении вдоль периферии слоя второй смолы в многослойном контейнере. Как правило, изменение толщины приводит к увеличению площади поверхности, что, как представляется, способствует расслаиванию. Однако форма, с которой слой первой смолы «вклинивается» в слой второй смолы, приводит к эффекту, противоположному тому, который ожидался. Возможно, это обусловлено тем, что подобная форма улучшила способность слоя второй смолы следовать за слоем первой смолы при ударе в том случае, когда нагрузка, такая как ударная нагрузка, будет приложена к многослойному контейнеру, что способствовало повышению стойкости многослойного контейнера к расслаиванию.
В пресс-форме по настоящему изобретению средство для частичного воспрепятствования потоку смолы, предусмотренное в проточном канале (23В) для второй смолы, образовано на боковой стенке проточного канала (23В) для второй смолы. Число средств, которые должны быть предусмотрены, предпочтительно равно 2 или более, более предпочтительно - 3 или более, еще более предпочтительно - 4 или более с точки зрения улучшения способности слоя второй смолы следовать за слоем первой смолы при ударе для повышения стойкости к расслаиванию. Верхний предел числа средств, которые должны быть предусмотрены, не ограничен особым образом, но предпочтительно он составляет 15 или менее, более предпочтительно - 12 или менее, еще более предпочтительно - 10 или менее, особенно предпочтительно - 8 или менее с точки зрения улучшения способности слоя второй смолы следовать за слоем первой смолы при ударе для повышения стойкости к расслаиванию. Соответственно, с той же точки зрения, число средств для частичного воспрепятствования потоку смолы, которые должны быть предусмотрены, предпочтительно составляет от 2 до 15, более предпочтительно - от 2 до 12, еще более предпочтительно - от 3 до 12, еще более предпочтительно - от 3 до 10, даже еще более предпочтительно - от 4 до 10, особенно предпочтительно - от 4 до 8.
В пресс-форме по настоящему изобретению средство для частичного воспрепятствования потоку смолы предпочтительно предусмотрено в проточном канале (23В) для второй смолы между частью, соединяющей проточный канал (23А) для первой смолы и проточный канал (23В) для второй смолы, и вторым инжекционным цилиндром (10В). В данном случае особенно предпочтительно, чтобы средство для частичного воспрепятствования потоку смолы было расположено вблизи вышеупомянутой соединяющей части и было предусмотрено на расстоянии, составляющем предпочтительно от 0 до 5 см, более предпочтительно - от 0 до 3 см, еще более предпочтительно - от 0 до 1 см, особенно предпочтительно - от 0 до 0,5 см, от соединяющей части перед ней по ходу потока. Когда средство для частичного воспрепятствования потоку смолы предусмотрено на расстоянии, находящемся в вышеупомянутых пределах, легко обеспечить возможность изменения толщины в направлении вдоль периферии слоя второй смолы получающегося в результате многослойного контейнера.
Кроме того, когда предусмотрены два или более средств для частичного воспрепятствования потоку смолы, средства могут быть предусмотрены на идентичных расстояниях или расстояниях, отличающихся друг от друга, от соединяющей части, в которой проточный канал (23В) для второй смолы и проточный канал (23А) для первой смолы соединены вместе.
Фиг. 4 иллюстрирует один вариант пресс-формы по настоящему изобретению. Описана форма средств для частичного воспрепятствования потоку смолы. Фиг. 5(а) представляет собой концептуальную схему, иллюстрирующую форму выполненного в направлении, вертикальном к направлению потока смолы в проточном канале для смолы, сечения средства для частичного воспрепятствования потоку смолы (сечения, выполненного вдоль направления А-А на фиг.4) (следует отметить, что на фигуре проиллюстрировано только одно средство для частичного воспрепятствования потоку смолы).
В том случае, когда наиболее длинный участок в направлении диаметра и наиболее длинный участок в касательном направлении вдоль периферии сечения (в вертикальном направлении) средства для частичного воспрепятствования потоку смолы имеют соответственно длину, составляющую а мм, и длину, составляющую b мм, предпочтительно, чтобы величины а и b для средства для частичного воспрепятствования потоку смолы удовлетворяли соответствующим нижеприведенным выражениям с точки зрения стойкости к расслаиванию. Следует отметить, что длина а наиболее длинного участка в направлении диаметра определяется в направлении, перпендикулярном к направлению, в котором определяется длина b наиболее длинного участка в касательном направлении вдоль периферии. Следует отметить, что r представляет собой радиус проточного канала для второй смолы и составляет предпочтительно от 0,5 до 5 мм, более предпочтительно - от 0,5 до 4 мм, еще более предпочтительно - от 1 до 3 мм.
0,01r ≤ а ≤ 1r
0,01r ≤ b ≤ 1r
Нижний предел величины а предпочтительно составляет 0,03r, более предпочтительно - 0,05r, еще более предпочтительно - 0,1r. Верхний предел величины а предпочтительно составляет 0,9r, более предпочтительно - 0,8r, еще более предпочтительно - 0,7r.
Кроме того, нижний предел величины b предпочтительно составляет 0,03r, более предпочтительно - 0,05r, еще более предпочтительно - 0,1r. Верхний предел величины b предпочтительно составляет 0,9r, более предпочтительно - 0,8r, еще более предпочтительно - 0,7r.
Следует отметить, что форма выполненного в направлении, вертикальном к направлению потока смолы в проточном канале для смолы, сечения средства для частичного воспрепятствования потоку смолы не ограничена особым образом, и, например, форма участка за исключением поверхности, находящейся в контакте с проточным каналом, представляет собой круг, полукруг или многоугольник или прямоугольник, такой как треугольник, четырехугольник или трапеция (см. фиг.6).
Далее, фиг.5(b) представляет собой концептуальную схему, иллюстрирующую форму выполненного в направлении, параллельном направлению потока смолы в проточном канале для смолы, сечения средства для частичного воспрепятствования потоку смолы (выполненного вдоль направлении В-В на фиг.4) (следует отметить, что на фигуре проиллюстрировано только одно средство для частичного воспрепятствования потоку смолы).
В том случае, когда наиболее длинный участок в направлении диаметра и наиболее длинный участок сечения (в параллельном направлении) средства для частичного воспрепятствования потоку смолы имеют соответственно длину, составляющую а мм, и длину, составляющую y мм, предпочтительно, чтобы величины а и y средства для частичного воспрепятствования потоку смолы удовлетворяли соответствующим нижеприведенным выражениям с точки зрения стойкости к расслаиванию. Следует отметить, что длина а наиболее длинного участка в направлении диаметра определяется в направлении, перпендикулярном к направлению, в котором определяется длина y наиболее длинного участка в направлении, параллельном к проточному каналу для смолы. Следует отметить, что величина r определена так же, как описано выше, и предпочтительный диапазон для r также является таким же.
0,01r ≤ а ≤ 1r
0,01r ≤ y ≤ 2r
Нижний предел величины а предпочтительно составляет 0,03r, более предпочтительно - 0,05r, еще более предпочтительно - 0,1r. Верхний предел величины а предпочтительно составляет 0,9r, более предпочтительно - 0,8r, еще более предпочтительно - 0,7r. Может быть выбрана любая комбинация соответствующего нижнего предела и верхнего предела.
Нижний предел величины y предпочтительно составляет 0,03r, более предпочтительно - 0,05r, еще более предпочтительно - 0,1r. Верхний предел величины y предпочтительно составляет 1,8r, более предпочтительно - 1,5r. Может быть выбрана любая комбинация соответствующего нижнего предела и верхнего предела.
Следует отметить, что форма выполненного в направлении, параллельном к направлению потока смолы в проточном канале для смолы, сечения средства для частичного воспрепятствования потоку смолы не ограничена особым образом, и, например, форма участка за исключением поверхности, находящейся в контакте с проточным каналом, представляет собой круг, полукруг или многоугольник или прямоугольник, такой как треугольник, четырехугольник или трапеция (см. фиг.6).
В том случае, когда в средстве для частичного воспрепятствования потоку смолы величины a, b и y находятся в вышеупомянутых пределах, существует тенденция, заключающаяся в том, что способность слоя второй смолы следовать за слоем первой смолы при ударе улучшается для дополнительного повышения стойкости к расслаиванию.
Форма средства для частичного воспрепятствования потоку смолы в пресс-форме по настоящему изобретению в целом может быть, например, линейной, игольчатой, стержнеобразной, пластинчатой, колоннообразной, подобной полуколонне или шаровидной или может быть треугольной, пирамидальной, прямоугольной, кубической, конической или трапециевидной. Кроме того, форма не ограничена данными формами.
Кроме того, материал для образования средства для частичного воспрепятствования потоку смолы не ограничен особым образом и, например, может представлять собой такой же металлический материал, какой используется для пресс-формы, может представлять собой металл, такой как железо, алюминий, медь или цинк, или может представлять собой термоотверждающуюся смолу, обладающую способностью к адгезионному сцеплению с металлом.
Способ изготовления многослойного контейнера
В соответствии с настоящим изобретением также разработан нижеприведенный способ изготовления многослойного контейнера:
способ изготовления многослойного контейнера, имеющего многослойную структуру из трех или более слоев, имеющую по меньшей мере газонепроницаемый слой между самым внутренним слоем и самым наружным слоем, в котором газонепроницаемый слой на участке, образованном из многослойной структуры, имеет участок, имеющий толщину (t1), составляющую от 0,01 до 0,9 от максимальной толщины (t0) газонепроницаемого слоя, при этом способ включает выполнение формования посредством использования пресс-формы для многослойного контейнера; и
способ изготовления многослойного контейнера, имеющего многослойную структуру из трех или более слоев, имеющую по меньшей мере газонепроницаемый слой между самым внутренним слоем и самым наружным слоем, в котором газонепроницаемый слой на участке, образованном из многослойной структуры, имеет участок, имеющий толщину (t1), составляющую от 0,01 до 0,9 от максимальной толщины (t0) газонепроницаемого слоя, при этом способ включает: образование многослойной преформы посредством использования пресс-формы для многослойного контейнера и затем выдувное формование многослойной преформы.
Как описано выше, многослойный контейнер по настоящему изобретению может быть изготовлен посредством использования пресс-формы для многослойного контейнера в соответствии с настоящим изобретением. В частности, многослойный контейнер может быть изготовлен посредством впрыска сложного полиэфира (А) из инжекционного цилиндра на стороне проточного канала (23А) для первой смолы и впрыска смолы, обладающей газонепроницаемостью (газонепроницаемой смолы), из инжекционного цилиндра на стороне проточного канала (23В) для второй смолы через часть (22), представляющую собой горячую полуформу, в полость (25) части (21), представляющей собой холодную полуформу, посредством использования машины для литьевого прессования, имеющей два инжекционных цилиндра.
В случае многослойного контейнера по настоящему изобретению многослойный контейнер, отформованный посредством использования пресс-формы по настоящему изобретению, может быть использован без какой-либо обработки, или также может быть использован многослойный контейнер (например, многослойный контейнер, частично имеющий многослойную структуру из трех слоев или из пяти слоев), полученный посредством формования многослойной преформы (например, предварительно формуемой заготовки, частично имеющей многослойную структуру из трех слоев или из пяти слоев) посредством использования пресс-формы по настоящему изобретению и последующего выполнения термообработки и формования с раздувом. В частности, предпочтителен многослойный контейнер, полученный посредством формования с раздувом многослойной преформы. К примерам многослойного контейнера относятся многослойная бутылка и многослойная чашка.
Способ изготовления многослойной преформы, имеющей многослойную структуру из трех слоев или из пяти слоев, не ограничен особым образом, и используется известный способ. Например, многослойная преформа с трехслойной структурой (слой первой смолы/слой второй смолы/слой первой смолы) может быть изготовлена - на этапе впрыска смолы для образования каждого из самого внутреннего слоя и самого наружного слоя из инжекционного цилиндра на стороне проточного канала (23А) для первой смолы и впрыска смолы для образования газонепроницаемого слоя из инжекционного цилиндра на стороне проточного канала (23В) для второй смолы - посредством непрерывного впрыска первой смолы и одновременного впрыска необходимого количества второй смолы и последующего прекращения впрыска первой смолы. Кроме того, многослойная преформа с трехслойной структурой (слой первой смолы/слой второй смолы/слой первой смолы) может быть изготовлена при использовании пресс-формы, в которой слой первой смолы «проходит» в центр слоя второй смолы (см. фиг.6(d)), посредством непрерывного впрыска первой смолы и одновременного впрыска необходимого количества второй смолы и последующего прекращения впрыска первой смолы.
Кроме того, многослойная преформа с пятислойной структурой (слой первой смолы/слой второй смолы/слой первой смолы/слой второй смолы/слой первой смолы) может быть изготовлена - на этапе впрыска первой смолы для образования каждого из самого внутреннего слоя и самого наружного слоя из инжекционного цилиндра на стороне проточного канала (23А) для первой смолы и впрыска второй смолы из инжекционного цилиндра на стороне проточного канала (23В) для второй смолы - посредством впрыска сначала первой смолы, после этого впрыска только второй смолы и в завершение впрыска первой смолы для заполнения полости (25).
Следует отметить, что способ изготовления многослойной преформы не ограничен только вышеописанным способом.
Многослойная преформа, полученная посредством выполнения формования при использовании пресс-формы по настоящему изобретению, может быть дополнительно подвергнута формованию с раздувом и двухосной вытяжкой и отформована с образованием многослойного контейнера. Например, предпочтительно, чтобы поверхность многослойной преформы была нагрета до 90-110°С и подвергнута формованию с раздувом во время раздува с двухосной вытяжкой. Более предпочтительно, если температура нагрева составляет от 95°С до 108°С. В том случае, когда температура нагрева находится в данных пределах, обеспечивается удовлетворительная формуемость при раздуве, слой первой смолы (слой сложного полиэфира (А)), образующий каждый из самого наружного слоя и самого внутреннего слоя, не подвергается белению вследствие холодной вытяжки, слой второй смолы (газонепроницаемый слой) не подвергается белению из-за кристаллизации, и, кроме того, обеспечивается достаточная стойкость к расслаиванию. Следует отметить, что температура поверхности может быть измерена посредством использования радиационного пирометра для инфракрасного излучения. Измерение, как правило, может быть выполнено посредством задания коэффициента излучения равным 0,95. Между прочим, в случае нагрева поверхности многослойной преформы, как правило, нагрев предпочтительно выполняется посредством нескольких или более нагревателей, и баланс производительности нагревателей также имеет важное значение. Предпочтительно, чтобы надлежащий баланс производительности нагревателей и время нагрева были отрегулированы соответствующим образом при использовании температуры наружного воздуха или температуры нагрева поверхности многослойной преформы.
Многослойный контейнер, отформованный посредством использования пресс-формы по настоящему изобретению, имеет удовлетворительную формуемость и вряд ли будет подвергаться расслаиванию при падении и ударе. Кроме того, расслаивание вряд ли будет происходить даже при форме, имеющей неровные и изогнутые части, и, следовательно, форма многослойного контейнера не ограничена формой, имеющей мало неровных и изогнутых частей, что приводит к повышению степени свободы при проектировании. Многослойный контейнер по настоящему изобретению пригоден для хранения и сохранения в годном состоянии различных товаров, таких как: жидкие напитки, включая газированные напитки, сок, воду, молоко, пиво, вино, сакэ, виски, сетю, кофе, чай, желеобразные напитки и полезные для здоровья напитки; приправы, включая жидкие приправы, соусы, соевый соус, заправки и концентрированные супы; жидкие пищевые продукты, включая жидкие супы; жидкие фармацевтические продукты; лосьоны для ухода за кожей; лосьоны в виде молочка; средства для укладки волос; краски для волос и шампуни.
ПРИМЕРЫ
В дальнейшем настоящее изобретение описано более подробно на основе примеров со ссылкой на чертежи. Однако настоящее изобретение никоим образом не ограничено данными примерами. Следует отметить, что каждый многослойный контейнер, изготовленный в каждом примере или сравнительном примере, был подвергнут оценке в соответствии с нижеприведенными методами.
(1) Метод оценки стойкости к расслаиванию
Высоту падения контейнера, при которой происходит расслаивание, определяли посредством испытания при падении на основе Методики В по стандарту ASTM D2463-95 и использовали в качестве показателя стойкости к расслаиванию. Сначала многослойный контейнер заполняли водой и закрывали крышкой. После этого обеспечивали возможность падения многослойного контейнера вниз с любой высоты, и наличие или отсутствие расслаивания оценивали визуально. В этом случае обеспечивали возможность падения многослойного контейнера вниз в вертикальном направлении так, что дно многослойного контейнера входило в контакт с полом. Интервал для высоты падения был задан равным 15 см, и общее число контейнеров, подвергнутых испытанию, было задано равным 30.
Следует отметить, что большая высота падения, при которой происходит расслаивание, указывает на более удовлетворительную стойкость к расслаиванию.
(2) Метод определения кислородопроницаемости (OTR)
Кислородопроницаемость многослойного контейнера определяли в соответствии со стандартом ASTM D3985 и использовали в качестве показателя газонепроницаемости. В частности, кислородопроницаемость [см3/(бутылка·день·0,21 атм)] при условиях, характеризующихся температурой, составляющей 23°С, и относительной влажностью, составляющей 100% внутри бутылки и 50% снаружи бутылки, определяли посредством использования устройства для определения кислородопроницаемости (изготавливаемого компанией Modern Controls, Inc., тип: OX-TRAN 2/61).
Следует отметить, что меньшее численное значение указывает на меньшую величину кислородопроницаемости и более высокую газонепроницаемость.
(3) Метод измерения максимальной толщины (t0) газонепроницаемого слоя и толщины (t1) вогнутого участка многослойного контейнера
Многослойный контейнер был разрезан на круглые пластины, каждая из которых имела толщину 1 см, от места расположения дна. Затем настойка йода была нанесена на каждое поперечное сечение. Газонепроницаемый слой окрашивался настойкой йода и был виден как окрашенный в красновато-коричневый или черный цвет. Поперечное сечение подвергали осмотру с помощью цифрового микроскопа, изготавливаемого компанией KEYENCE CORPORATION, и измеряли его толщину для определения t0 и t1.
<Пример 1>
Была использована вышеупомянутая пресс-форма (20), проиллюстрированная на фиг.1. Как проиллюстрировано на фиг.7(а), четыре колоннообразных средства (с диаметром 0,2 мм и длиной 3 мм) для частичного воспрепятствования потоку смолы (компонент; такой же металл, как металл пресс-формы), имеющие одинаковую форму, были образованы на боковой стенке проточного канала (23В) для второй смолы на расстоянии, составляющем 0,1 см, от части, соединяющей проточный канал (23А) для первой смолы и проточный канал (23В) для второй смолы в пресс-форме (20), по ходу потока перед данной соединяющей частью так, что средства были расположены на боковой стенке проточного канала для смолы с равными интервалами.
Форма средств для частичного воспрепятствования потоку смолы: колоннообразная, r=1,5 мм.
Сечение, выполненное в направлении, вертикальном к проточному каналу для смолы: а=0,2 мм, b=0,2 мм.
Сечение, выполненное в направлении, параллельном к проточному каналу для смолы: а=0,2 мм, y=0,2 мм.
Полиэтилентерефталат (“RT543C”, производимый компанией Japan Unipet Co., Ltd., характеристическая вязкость: 0,75 дл/г) был использован в качестве первой смолы для самого наружного слоя и самого внутреннего слоя. Кроме того, полиамид MXD6 (N-MXD6, “MX nylon S6007”, производимый компанией MITSUBISHI GAS CHEMICAL COMPPANY, INC., относительная вязкость: 2,70, кислородопроницаемость: 0,1 см3·мм/(м2·день·атм)) был использован в качестве второй смолы для газонепроницаемого слоя.
При использовании вышеупомянутой пресс-формы (20) и машины для литьевого прессования (тип: М200, формование с четырьмя впрысками), изготавливаемой компанией Meiki Co., Ltd., при нижеуказанных условиях трехслойная преформа, которая была образована из «слоя первой смолы/слоя второй смолы/слоя первой смолы» и имела общую длину, составляющую 95 мм, наружный диаметр, составляющий 22 мм, стенку с толщиной, составляющей 4,2 мм, и массу, составляющую 27 г, была получена литьевым прессованием посредством непрерывного впрыска первой смолы и одновременного впрыска второй смолы, и последующего прекращения впрыска первой смолы с последующим охлаждением.
Далее полученная в результате трехслойная преформа была подвергнута формованию с раздувом и двухосной вытяжке при нижеуказанных условиях для получения многослойного контейнера, который имел общую длину, составляющую 223 мм, наружный диаметр, составляющий 65 мм, и внутренний объем, составляющий 500 мл, и имел лепестковидную форму дна. Условия формования с раздувом описаны ниже.
В таблице 1 показаны результаты оценки полученного в результате многослойного контейнера.
Условия литьевого прессования для трехслойной преформы
Условия формования с раздувом и двухосной вытяжкой
Машина для формования раздувом: Модель “EFB1000ET” (изготавливаемая компанией Frontier, Inc.)
<Пример 2>
Многослойный контейнер был получен так же, как в Примере 1, за исключением того, что средство для частичного воспрепятствования потоку смолы в пресс-форме было заменено на средство, имеющее форму, описанную в таблице 1. В таблице 1 показаны результаты оценки полученного в результате многослойного контейнера.
<Пример 1 изготовления>
Синтез поли-m-ксилиленсебацинамида (N-MXD10)
Себациновую кислоту (производимую компанией Iton Oil Chemicals Co., Ltd., сорт ТА) расплавляли посредством нагрева до 170°С в реакционном контейнере. После этого при одновременном перемешивании содержимого и постепенном добавлении в него по каплям m-ксилилендиамина (производимого компанией MITSUBISHI GAS CHEMICAL COMPPANY, INC.) так, чтобы молярное отношение m-ксилилендиамина и себациновой кислоты составляло 1:1, температуру повышали до 240°С путем нагрева. После завершения добавления по каплям температуру повышали до 260°С посредством дополнительного нагрева.
После завершения реакции содержимое собирали в виде стренги и придавали ему форму гранулы посредством гранулятора. Получающуюся в результате гранулу загружали в барабан и подвергали твердофазной полимеризации при пониженном давлении для получения поли-m-ксилиленсебацинамида (в дальнейшем называемого «N-MXD10»), имеющего отрегулированную молекулярную массу. Вещество N-MXD10 имело температуру плавления, составляющую 191°С, температуру стеклования, составляющую 60°С, среднечисленную молекулярную массу, составляющую 23000, и коэффициент пропускания кислорода (кислородопроницаемость), составляющий 0,8 см3·мм/(м2·день·атм).
<Сравнительный пример 1>
Многослойный контейнер был получен так же, как в Примере 1, за исключением того, что средство для частичного воспрепятствования потоку смолы в пресс-форме не было предусмотрено в проточном канале 2 для смолы. В таблице 1 показаны результаты оценки полученного в результате многослойного контейнера.
<Пример 3>
Многослойный контейнер был получен так же, как в Примере 1, за исключением того, что: средство для частичного воспрепятствования потоку смолы в пресс-форме было заменено на средство, имеющее форму, описанную в таблице 1; полимолочная кислота (PLA, производимая компанией UNITIKA, LTD., TERRAMAC сорт ТР-4000) была использована в качестве первой смолы, и поли-m-ксилиленсебацинамид (N-MXD10), полученный в Примере 1 изготовления, был использован в качестве второй смолы. В таблице 1 показаны результаты оценки полученного в результате многослойного контейнера.
<Сравнительный пример 2>
Многослойный контейнер был получен так же, как в Примере 3, за исключением того, что средство для частичного воспрепятствования потоку смолы в пресс-форме не было предусмотрено в проточном канале 2 для смолы. В таблице 1 показаны результаты оценки полученного в результате многослойного контейнера.
<Пример 4>
Многослойный контейнер был получен так же, как в Примере 1, за исключением того, что средство для частичного воспрепятствования потоку смолы в пресс-форме было заменено на средство, имеющее форму, описанную в таблице 1 (заменено на средство с размером а=0,63 мм). В таблице 1 показаны результаты оценки полученного в результате многослойного контейнера.
В таблице 1 показано, что многослойный контейнер, отформованный посредством использования пресс-формы, включающей в себя средство для частичного воспрепятствования потоку смолы, в соответствии с настоящим изобретением, продемонстрировал очень высокую стойкость к расслаиванию, в то время как многослойный контейнер, отформованный посредством использования пресс-формы, не включающей в себя средство для частичного воспрепятствования потоку смолы, имел низкую стойкость к расслаиванию.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Многослойный контейнер по настоящему изобретению имеет удовлетворительную формуемость и вряд ли будет подвергаться расслаиванию при падении и ударе. Кроме того, расслаивание вряд ли будет происходить даже при форме, имеющей неровные и изогнутые части, и, следовательно, форма многослойного контейнера не ограничена формой, имеющей мало неровных и изогнутых частей, что приводит к повышению степени свободы при проектировании. Многослойный контейнер по настоящему изобретению пригоден для хранения и сохранения в годном состоянии различных товаров, таких как: жидкие напитки, включая газированные напитки, сок, воду, молоко, пиво, вино, сакэ, виски, сетю, кофе, чай, желеобразные напитки и полезные для здоровья напитки; приправы, включая жидкие приправы, соусы, соевый соус, заправки и концентрированные супы; жидкие пищевые продукты, включая жидкие супы; жидкие фармацевтические продукты; лосьоны для ухода за кожей; лосьоны в виде молочка; средства для укладки волос; краски для волос и шампуни.
ПОЯСНЕНИЕ ОБОЗНАЧЕНИЙ
20 Пресс-форма
21 Часть, представляющая собой холодную полуформу
22 Часть, представляющая собой горячую полуформу
23А, 23В Проточный канал для смолы
24 Литниковая часть
25 Полость
26 Литниковый стержень
27 Пневматический цилиндр
28 Средство для частичного воспрепятствования потоку смолы
40А, 40В Расплавленная смола
а Наиболее длинный участок в направлении диаметра сечения (в направлении А-А) средства для частичного воспрепятствования потоку смолы.
b Наиболее длинный участок в касательном направлении вдоль периферии сечения (в направлении А-А) средства для частичного воспрепятствования потоку смолы.
y Наиболее длинный участок сечения (в параллельном направлении) средства для частичного воспрепятствования потоку смолы..
Реферат
Настоящее изобретение относится к многослойному контейнеру, к пресс-форме, пригодной для изготовления многослойного контейнера, и к способу изготовления многослойного контейнера. Техническим результатом заявленного изобретения является повышение стойкости к расслаиванию и газонепроницаемости. Технический результат достигается в многослойном контейнере, содержащем многослойную структуру из трех или более слоев, имеющую газонепроницаемый слой между самым внутренним слоем и самым наружным слоем. При этом газонепроницаемый слой в области, образованной из многослойной структуры, имеет вогнутый участок, имеющийся в поперечном сечении, в случае разрезания многослойного контейнера на тонкие пластинки. Причем вогнутый участок имеет толщину, составляющую от 0,01 до 0,9 от максимальной толщины газонепроницаемого слоя. 4 н. и 9 з.п. ф-лы, 8 ил., 4 пр., 3 табл.
Формула
при этом газонепроницаемый слой в области, образованной из многослойной структуры, имеет по меньшей мере один вогнутый участок, имеющийся в поперечном сечении, в случае разрезания многослойного контейнера на тонкие пластинки, и имеющий толщину, составляющую от 0,01 до 0,9 от максимальной толщины газонепроницаемого слоя.
имеющую полость; и
часть (II), представляющую собой горячую полуформу и имеющую проточный канал для первой смолы, предназначенный для соединения внутреннего пространства первого инжекционного цилиндра с полостью, проточный канал для второй смолы, предназначенный для соединения внутреннего пространства второго инжекционного цилиндра с полостью, и соединяющую часть, которая соединяет проточный канал для первой смолы и проточный канал для второй смолы, при этом
соединяющая часть, включенная в часть (II), представляющая собой горячую полуформу, расположена по ходу потока до литниковой части, открывающейся в полость, включенную в часть (I), представляющую собой холодную полуформу, и проточный канал для второй смолы включает в себя средство для частичного воспрепятствования потоку смолы.
средство для частичного воспрепятствования потоку смолы представляет собой средство для образования выпуклой части по меньшей мере на одном участке проточного канала для второй смолы; и
наиболее длинная часть в направлении диаметра и наиболее длинная часть в касательном вдоль периферии направлении сечения в направлении, вертикальном к направлению потока в проточном канале для второй смолы, имеют соответственно длину а мм и длину b мм, при этом а и b удовлетворяют следующим соотношениям:
0,01r ≤ а ≤ 1r (выражение 1); и
0,01r ≤ b ≤ 1r (выражение 2),
где г представляет собой радиус (мм) проточного канала для второй смолы.
при этом способ включает:
выполнение формования посредством использования пресс-формы по п. 8 или 9.
при этом способ включает:
образование многослойной преформы посредством использования пресс-формы по п. 8 или 9; и затем
выдувное формование преформы.
Документы, цитированные в отчёте о поиске
Многослойные емкости и заготовки с барьерными свойствами, утилизирующие переработанный материал
Комментарии