Наформованные емкости с улучшенным захватом и способ их изготовления - RU2462406C2
Код документа: RU2462406C2
Чертежи


Описание
Настоящая заявка имеет приоритет заявки США сер. № 12/099,404 от 8 апреля 2008 г., которая является частичным продолжением заявки США сер. № 11/307,700 от 17 февраля 2006 г., сейчас находящейся на рассмотрении и имеющей приоритет предварительной заявки США сер. № 60,661,736 от 15 марта 2005 г. Эти заявки полностью включены в настоящее описание путем ссылки.
Область техники
Настоящее изобретение в целом относится к формованным полимерным емкостям и в частности к способу изготовления наформованных емкостей, улучшающему захват емкостей.
Полиэфиры на основе полиэтилентерефталата (PET) широко используются в качестве материалов для емкостей благодаря их хорошим механическим свойствам и барьерным свойствам. Емкости, изготовленные из PET, однако, обычно имеют жесткие и гладкие поверхности. Эти поверхности неудобны для захвата, и емкости могут выскальзывать из руки покупателя, вызывая проливание содержимого емкости. Плохой захват еще больше ухудшается, когда заполняющий емкость продукт (например, емкость, содержащая напиток), сохраняемый при низкой температуре (например, в холодильнике), вынимают для использования при комнатной температуре так, что вода конденсируется на внешней поверхности емкости. Это ослабление захвата также имеется для емкостей, которые используются во влажных внешних условиях, таких как емкости с продуктами ухода за полостью рта и личной гигиены, такими как жидкости для полоскания рта, шампуни, кондиционеры, гели для душа и составы для мытья тела. Кроме того, емкости, используемые для бытовых чистящих средств, теряют отчасти возможность их захвата, когда руки человека мокрые. Такие емкости используются, в частности, для средств для мытья посуды, кафеля, ванны и других твердых поверхностей. Следовательно, весьма желательно улучшить возможность захвата емкостей из PET, а также других термопластичных полимерных емкостей, особенно для емкостей с продуктом, которые часто используют в условиях, при которых внешняя поверхность емкостей и/или руки человека являются влажными до или во время использования. Как используется в данном документе, термины "захватываемый" и "возможность захвата" относятся к характеристикам поверхности емкости, которая выполнена с возможностью крепко удерживаться, без выскальзывания при ее захвате.
Наформовывание или многокомпонентное формование широко используется в промышленности литья под давлением. Наформовывание по существу определяется как процесс, в котором изготавливаются готовые компоненты с двумя или более термопластиками, основанными на полимерах путем литья под давлением. Если имеются два наформованных компонента, технология также хорошо известна как двойное литье под давлением. Наформовывание используется в кабельной промышленности многие годы и нашло возрастающий интерес в данной промышленности и промышленности, производящей потребительские товары. В этих промышленностях многие применения комбинируют мягкие при касании материалы с жесткими частями. Мягкие при касании материалы обеспечивают улучшенную эстетику, лучшие тактильные свойства и улучшенную возможность захвата. Наиболее широко используемый способ комбинирования мягкого и жесткого материала осуществляется путем наформовывания на поверхность готового изделия, такого как емкость. Традиционно наформовывание мягкого материала непосредственно на жесткий материал создает готовую часть изделия. Желательно обеспечить техники для нанесения мягких при касании материалов на жесткие емкости во время изготовления емкости. Это является частью настоящего изобретения. Наформованные слои накладываются на преформы (заготовки емкостей), что обеспечивает наформованный слой, являющийся частью внешней стороны емкости после выдувного формования.
Значительное улучшение в возможности захвата может быть достигнуто в комбинации улучшенных исполнений захвата на емкости и наформовывания участков этих исполнений захвата для обеспечения захватывания емкости. Целью является усиление захватывания емкости за счет улучшения захватов, встроенных в емкость как целая часть емкости. Это является особенно важным в отношении емкостей для средств личной гигиены, где в дополнение к емкостям и намоченным рукам человека, наружная поверхность емкости и руки человека могут иметь слой мыла. Мыльные средства являются хорошо известными смазочными средствами. Образование захватов на емкости и наформовывание захватов емкости будет значительно снижать выпадение емкостей используемых во влажных внешних условиях. Это представляет собой комбинацию захватов на емкости и наформованного материала.
Таким образом, в упаковочной промышленности существует необходимость создания емкости с усиленными захватывающими функциями и/или другими функциями и обеспечения соответствующих характеристик исполнения без негативного влияния процесса вторичной переработки PET или другого термопластика. Кроме того, в упаковочной промышленности существует необходимость создания такой емкости посредством экономически эффективного процесса.
Сущность изобретения
Обеспечиваются способы для изготовления наформованных емкостей. Наформованные емкости предпочтительно обеспечивают улучшенную возможность захвата, а также и тактильные характеристики, обеспечивающие инновационные исполнения упаковки. Способы изготовления осуществляют эти преимущества емкостей эффективным образом с точки зрения затрат, без или с минимальным влиянием на процесс вторичной переработки материалов.
В одном аспекте способ изготовления емкости включает стадии обеспечения преформы (заготовки) емкости, при этом преформа содержит термопластичный полимер, наформовывания эластомерного наформовываемого материала, по меньшей мере, на участок преформы, который размещен для содержания захватов; ориентации преформы в форме с тем, чтобы наформованные участки примыкали к участкам для захвата формы; и выдувного формования наформованной преформы для образования наформованной емкости с захватами емкости, наформованными с использованием эластомерного материала. В одном предпочтительном варианте исполнения наформованная емкость является емкостью для напитка. В другом предпочтительном варианте осуществления емкость представляет собой любую из емкостей для жидкости для полоскания рта, состава для мытья тела, геля для душа, шампуня или моющих средств для посуды.
Преформа может быть изготовлена из множества термопластичных полимеров. В одном варианте осуществления термопластичный полимер включает один или более полиэфиров. В предпочтительном варианте осуществления термопластичный полимер представляет собой или включает полиэтиленовый терефталат сополимер.
Наформованный материал выбирается с тем, чтобы быть удобным для обработки при температурах и давлениях, совместимых с процессом выдувного формования преформы, так, чтобы наформованный материал мог пропорционально растягиваться относительно преформы и принимать форму полученной в результате выдувного формования емкости. В одном варианте осуществления наформованный материал содержит термопластичный эластомер. Примеры подходящих материалов для наформовывания включают полиолефиновые эластомеры, полиолефиновые пластомеры, модифицированные полиолефиновые эластомеры, модифицированные полиолефиновые пластомеры, термопластичные уретановые эластомеры, блок-сополимеры, эластомерные соединения и их комбинации. Блок-сополимеры включают стирольные, сополиэстерые, полиуретановые, полиамидные, полиолефиновые соединения и полиолефиновые сплавы.
В одном способе материал для наформовывания имеет плотность менее 1,00 г/см3, что может обеспечивать максимальное повторное использование термопластичного полимера, например, посредством операции разделения в тяжелой водной среде, которая основана на разностях плотности между термопластичным полимером и наформованным материалом.
Если требуется, материал для наформовывания может включать одну или более добавок. Примеры возможных добавок включают красители, УФ-блокеры, смазки, добавки, понижающие трение, технологические добавки, антиоксиданты, термостабилизаторы и их комбинации.
В одном варианте осуществления емкость включает корпус емкости, имеющий внешнюю поверхность с захватами, выполненными как одно целое, и внутреннее пространство, в котором корпус емкости образован посредством выдувного формования термопластичной полимерной преформы; и наформованный слой, соответственно прикрепленный, по меньшей мере, к участку внешней поверхности корпуса емкости, которая содержит захваты.
В другом варианте осуществления емкость является цилиндрической и включает один или более захватов для руки, выполненных как цельная деталь емкости. Наформованный слой содержит наформовывающийся материал, который покрывает захваты для руки, которые выполнены как цельная деталь емкости. В другом варианте осуществления наформованный слой покрывает захваты, выполненные как одно целое, и часть других участков стенок емкости.
В другом варианте осуществления емкость представляет собой нецилиндрическую емкость, такую как овальная емкость, и снабжена захватами, выполненными как одно целое, которые имеют наформованный слой. Наформованный слой является полимерным слоем, имеющим коэффициент трения, больший, чем коэффициент трения поверхности емкости выдувного формования. Этот вариант включает, среди прочего, емкость выдувного формования, предпочтительно выполненную из PET сополимера; наформованный слой, содержащий этилен альфа-олефиновый полимер или другой полиолефиновый эластомер или пластомер, в котором наформованный слой соответственно прикреплен, по меньшей мере, к участку внешней поверхности емкости, содержащей захваты емкости.
Краткое описание чертежей
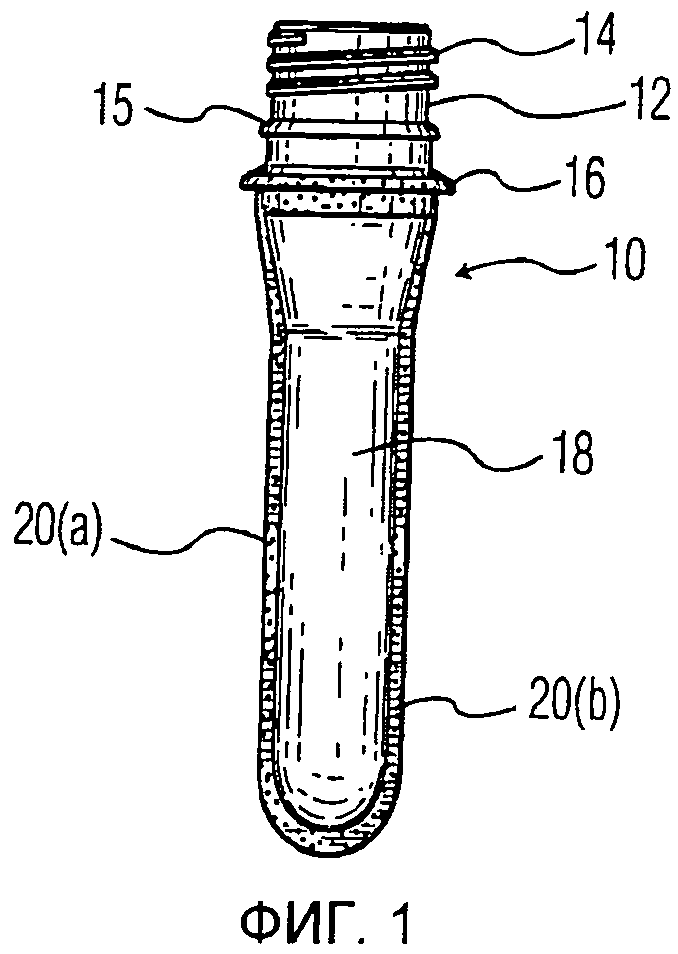
Фиг.1 - вид сбоку преформы, имеющей наформованный слой на участке преформы.
Фиг.2 - вид сбоку емкости с наформованным слоем на захватах, изготовленных из преформы по Фиг.1.
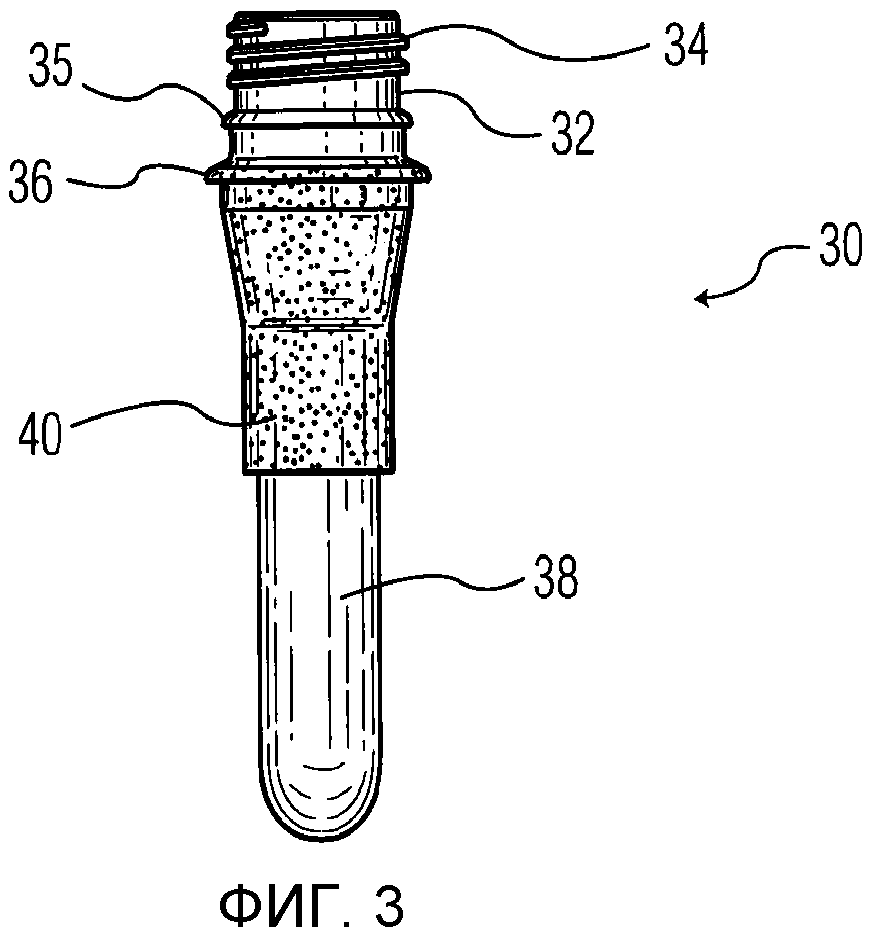
Фиг.3 - сбоку преформы, имеющей наформованный слой на верхней части преформы.
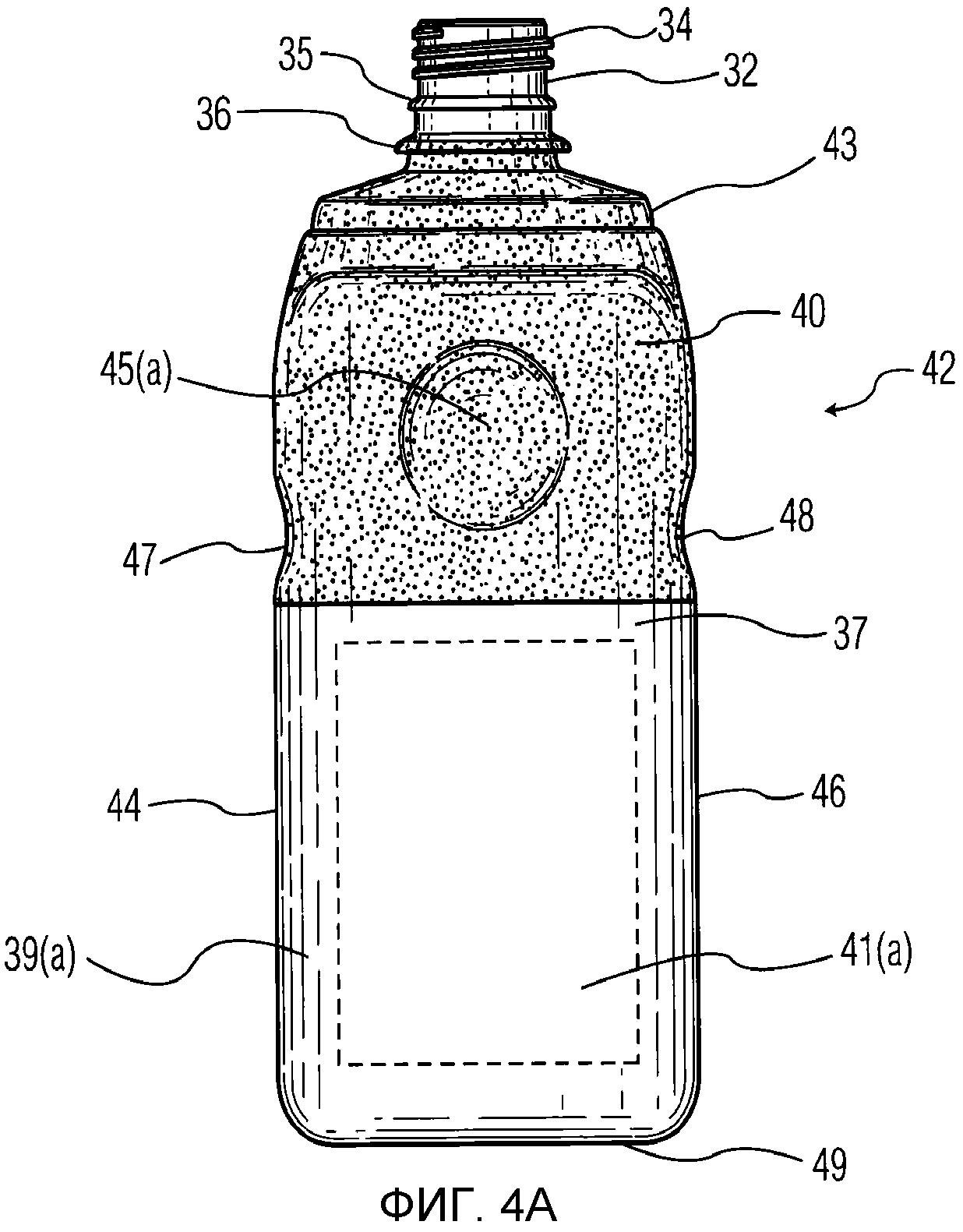
Фиг.4А - вид сбоку передней части емкости с наформованным слоем на захватах на верхней части емкости, изготовленной из преформы по Фиг.3.
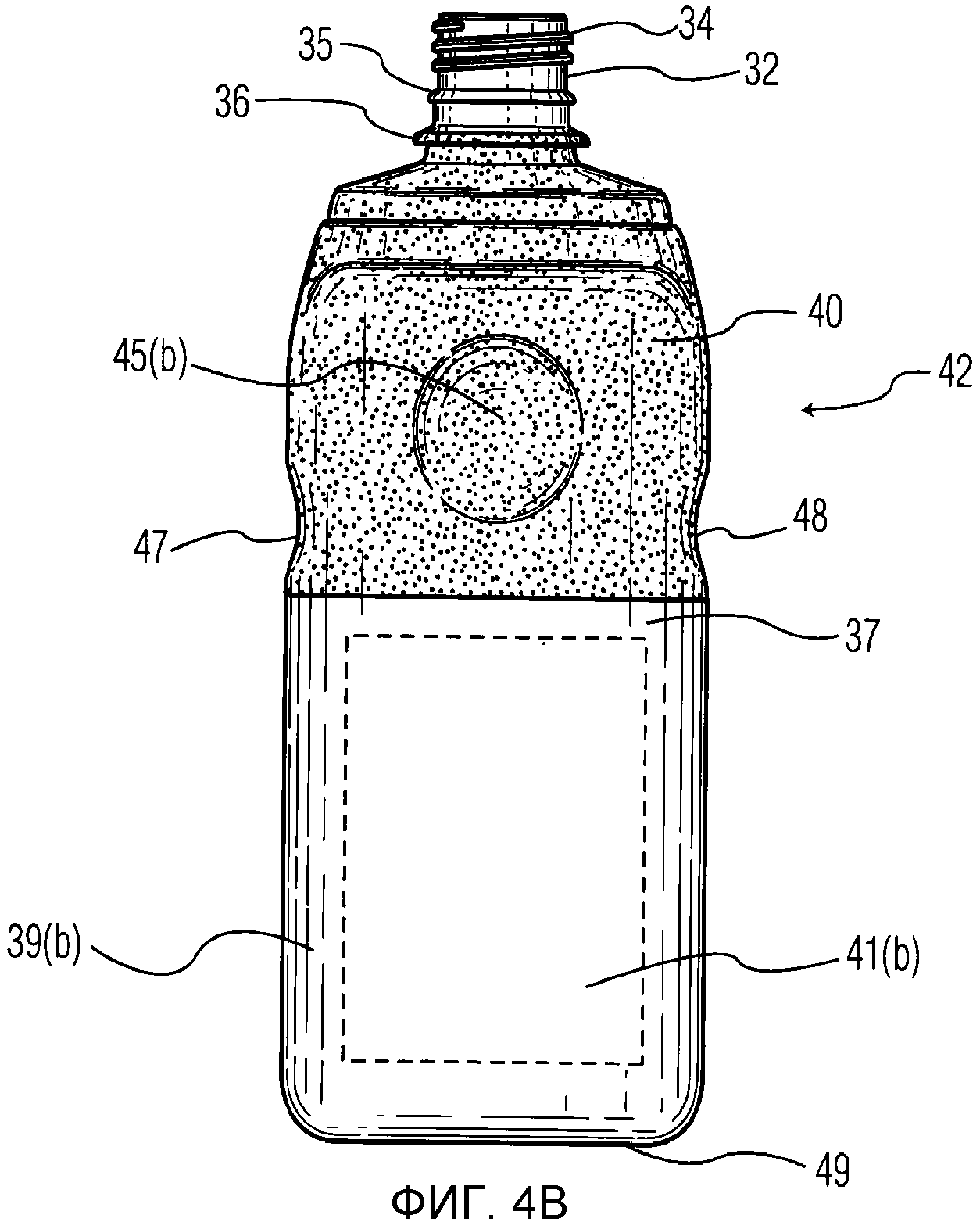
Фиг.4В - вид сбоку задней части емкости с наформованным слоем на захватах на верхней части емкости, изготовленной из преформы по Фиг.3.
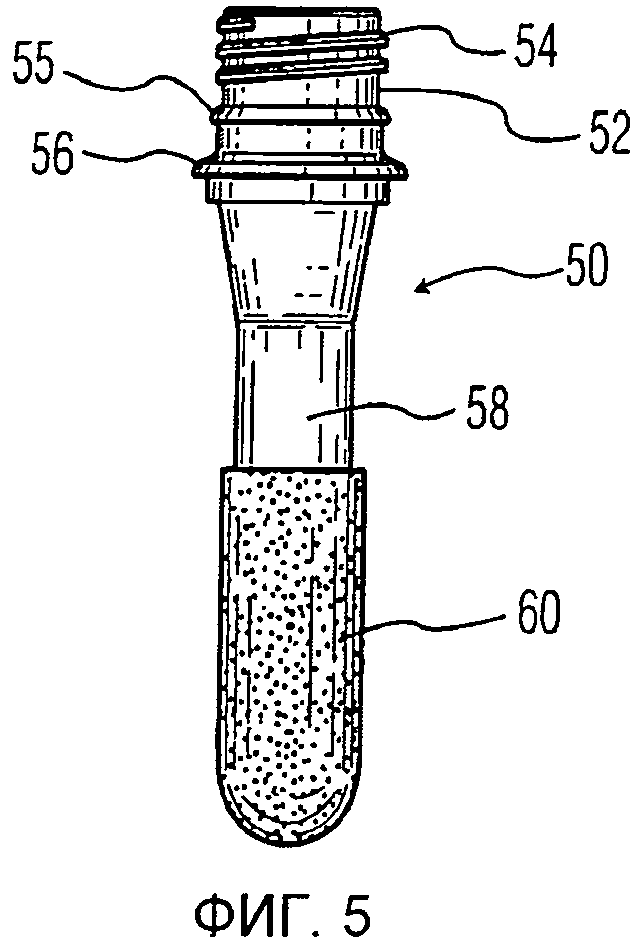
Фиг.5 - вид сбоку преформы, имеющей наформованный слой на нижней части преформы.
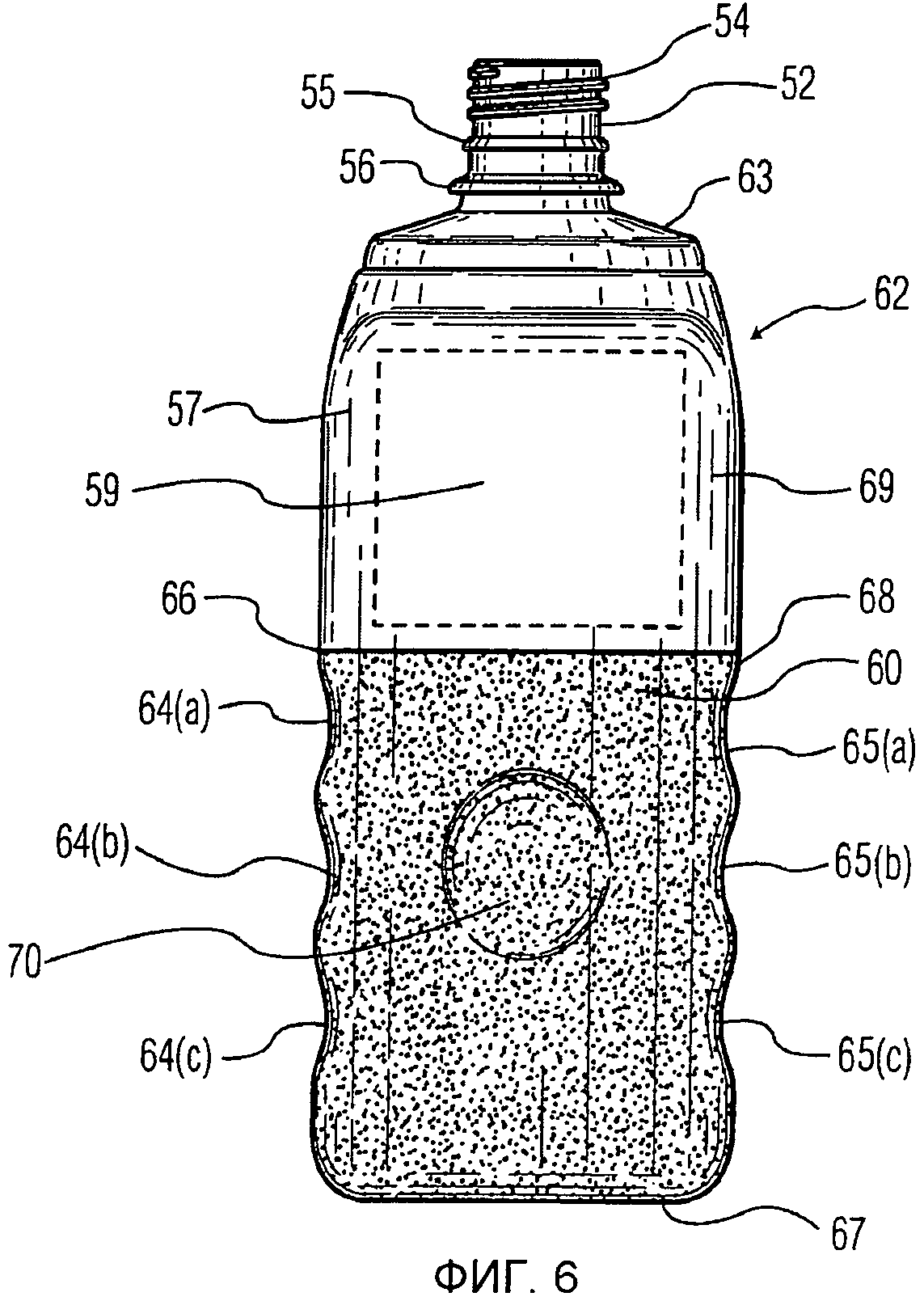
Фиг.6 - вид сбоку емкости с наформованным слоем на захватах на нижней части емкости, изготовленной из преформы по Фиг.5.
Фиг.7 - вид сбоку круглой емкости с наформованным слоем на захватах емкости, изготовленной из преформы по Фиг.1.
Фиг.8 - сечение емкости по 8-8 на Фиг.7.
Подробное описание изобретения
Данное изобретение будет описано более подробно в его предпочтительных вариантах осуществления со ссылкой на сопроводительные чертежи. Данное изобретение может быть модифицировано, но будет оставаться в пределах концепции настоящего изобретения.
Фиг.1 изображает преформу 10, которая имеет нижний протяженный участок 18 и верхний участок 12 с резьбой 14. Также на верхнем участке размещен фланец 15 для уплотнения крышки и фланец 16 для перемещения, который поддерживает преформу при повторном нагревании и когда она перемещается к выдувной форме. Нижняя часть 18 преформы имеет наформованные слои 20(а) и 20(b), которые имеют U-образную форму на преформе 10. Наформованные слои 20(а) и 20(b) имеют толщину от около 0,05 мм до около 5 мм и предпочтительно от около 0,1 до около 3 мм. Ширина наформованной части будет определяться участком для захватов, которые должны быть покрытыми на законченной емкости выдувного формования. Наформованный слой будет иметь U-образную форму с некоторым излишним материалом на дне емкости, выдутой из преформы, удаляемым из емкости выдувного формования. Отформованная емкость 22 выдувного формования, полученная из этой преформы, показана на Фиг.2. Верхняя часть емкости 22 является такой же, как у преформы. Здесь имеется горлышко 12 с резьбой 14, фланец 15 для уплотнения крышки и фланец 16 для перемещения. Емкость 22 имеет заплечик 21 и корпус 28 емкости. Корпус емкости имеет нижнюю поверхность 29 и боковые поверхности 24 и 25, при этом каждая из этих боковых поверхностей имеет множество захватов. Боковая поверхность 24 имеет захваты 26(а), 26(b), 26 (с) и 26(d) и боковая поверхность 25 имеет захваты 27(а), 27(b), 27(с) и 27(d). Захваты 26(а), 26(b), 26(с) и 26(d) покрыты наформованным слоем 20(а) и захваты 27(а), 27(b), 27(с) и 27(d) покрыты наформованным слоем 20(b). Наформованный слой находится только на захватах, что позволяет всей передней и задней поверхностям емкости быть свободными для нанесения этикетки и информации о продукте, наличие части которых на емкости требуется юридически.
Фиг.3 представляет собой преформу, используемую для обеспечения захвата на передней поверхности и боковой поверхности емкости. Преформа имеет верхний участок 32 и нижний участок 38. Верхний участок имеет резьбу 34, фланец 35 для уплотнения крышки и фланец 36 для перемещения. На преформе имеется наформованный слой 40. Эта преформа раздувается с образованием емкости 42 по Фиг.4А. На Фиг.4А изображен вид емкости спереди. Эта емкость имеет горлышко 32 с резьбой 34, фланец 35 для уплотнения крышки и фланец 36 для перемещения. Корпус 37 емкости имеет нижнюю поверхность 49 и переднюю поверхность 39(а) с зоной 41(а) для этикетки. Верхняя часть корпуса емкости имеет наформованный слой 40 и участок 45(а) углубления для захвата на передней поверхности 39(а) емкости. Также имеются углубления 47 и 48 для захвата на боковых стенках 44 и 46 соответственно. Толщина наформованного слоя будет такой же, как для преформы по Фиг.1. Однако в этом варианте осуществления наформованный слой будет покрывать верхнюю зону нижнего участка 38 преформы. Когда раздувом получена емкость, наформованный слой 40 будет покрывать верхнюю часть передней поверхности 39(а) емкости. Фиг.4В представляет вид сзади емкости, показанной на Фиг.4А. Имеется задняя поверхность 39(b) емкости с зоной 41(b) для этикетки и участком 45(b) углубления для захвата. В остальном вид емкости сзади по существу такой же, как вид спереди по Фиг.4А.
Фиг.5 изображает преформу 50 с верхним участком 52 с резьбой 54, фланец 55 для крышки и фланец 56 для перемещения. Нижний участок 58 преформы имеет наформованный слой 60. Наформованный слой будет иметь толщину, такую же, как толщина наформованного слоя по Фиг.1. Он должен будет иметь достаточную толщину, чтобы покрывать нижний участок емкости, когда преформа раздувается для образования емкости. На Фиг.6 изображена емкость выдувного формования, полученная из этой преформы 50. Емкость 62 выдувного формования имеет заплечик 63 и горлышко 52. Горлышко 52 имеет резьбу 54, фланец 55 для крышки и фланец 56 для перемещения. Корпус 57 емкости 62 имеет переднюю поверхность 69 и нижнюю поверхность 67. Верхний участок поверхности 69 емкости имеет зону 59 для этикетки. Нижний участок корпуса 57 емкости имеет боковые захваты 64(a), 64(b) и 64(c) на боковой поверхности 66 и боковые захваты 65(a), 65(b) и 65(c) на боковой поверхности 68. Также имеется участок 70 углубления для захвата на передней поверхности 57. Эта емкость будет захватываться на нижней части емкости во время дозирования содержимого из бутылки.
Фиг.7 изображает емкость 72, которая имеет круглое сечение. Эта емкость выдувается из преформы по Фиг.1. Преформа размещается в формующей полости с круглым сечением, внутренняя поверхность которой имеет негативную структуру по отношению к емкости согласно этой Фиг.7. Эта емкость имеет заплечик 74, горлышко 12 с резьбой 14, фланец 15 для крышки и фланец 16 для перемещения. Емкость имеет корпус 75, поверхность 76 корпуса и нижнюю поверхность 78. Захваты 71(a)/71(b) и 73(a)/73(b) разнесены на около 180 градусов. Захваты 71(a)/71(b) имеют наформованный покрывающий слой 20(а) и захваты 73(a)/73(b) имеют наформованный покрывающий слой 20(b). Фиг.8 представляет собой сечение емкости, изображенной на Фиг.7, по линии 8-8 корпуса 75 емкости, если смотреть по направлению дна 78 емкости. Здесь изображена круглая поверхность 76 корпуса с наформованным покрывающим слоем 20(а) и 20(b). По существу только захваты имеют наформованный слой, при этом остальная часть емкости пригодна для нанесения этикеток. При удерживании емкости, и в частности, когда продукт дозируется из емкости, человек будет захватывать емкость, используя эти наформованные захваты.
По существу любая емкость, имеющая определенную форму, которая должна формоваться как одно целое с захватами, может быть выполнена с использованием представленных процессов. Процессы не ограничиваются какими-либо емкостями особенной формы. Они могут иметь форму от овальной до многоугольной, начиная с треугольной и кончая восьмиугольной и более того. Кроме того, если многоугольные стороны не равны по длине, емкость не будет симметричной.
Процесс для изготовления наформованной преформы описан в заявке США № 11/307,700. Сначала обеспечивается соответствующая преформа, выполненная с возможностью наформовывания. Затем преформа наформовывается посредством эластомерного материала, например, с использованием известных технологий литья под давлением, при этом эластомерный материал для наформовывания инжекционно формуется на поверхность преформы, тем самым образует наформованную преформу. Далее наформованная преформа раздувается, например выдувным формованием с вытяжкой. Ненаформованная поверхность преформы и емкости выдувного формования будет иметь коэффициент трения (COF) менее 1 и обычно составляет около 0,2-0,8. Наформованные поверхности преформы и емкости будут иметь COF более 1 и обычно составляют более 1,5.
Преформа может быть изготовлена из множества термопластичных полимеров. В одном варианте осуществления термопластичный полимер включает один или более полимеров. В одном варианте осуществления термопластичный полимер включает полипропилен. В предпочтительном варианте осуществления термопластичный полимер является или включает полиэтиленовый терефталат сополимер. Соответствующие полиэфиры включают PET сополимеры, полиэтиленовый нафталат (PEN), полиэтиленовый изофталат, гликоль, модифицированный аморфным PET сополимером (коммерчески известный как PETG), двуосновную кислоту, модифицированную аморфным PET, и т.п. PET сополимеры являются особо целесообразными, поскольку они используются во многих практических применениях для емкости. Как использовано в данном документе, "PET сополимеры" относятся к композициям, которые содержат диоловый компонент, имеющий повторяющиеся звенья из этиленгликоля, и двухкислотный компонент, имеющий повторяющиеся звенья из терефталевой кислоты. Желательно, в некоторых вариантах осуществления, чтобы PET сополимеры имели менее 20% модификации двухкислотного компонента и/или менее 10% модификации диолового компонента, основанные на 100 мол.% двухкислотного компонента и 100 мол.% диолового компонента. Такие PET сополимеры хорошо известны.
По желанию может быть использована многослойная преформа. Например, преформа может содержать 3- или 5-слойную структуру, как известно в данной области техники. В одном варианте осуществления 3-слойной структуры преформы средний слой является барьерным слоем, при этом контактирующий с продуктом слой и внешний слой являются полиэфирными слоями. В одном варианте осуществления 5-слойной структуры преформы внутренний и внешний слой являются полиэфирными слоями из первичного сырья, второй и четвертый слои являются слоями из вторично переработанного PET сырья и третий слой является барьерным слоем.
Величина поверхности преформы, покрытая наформованным материалом, может изменяться в зависимости, например, от конкретного исполнения изготавливаемой емкости и размера, числа и размещения захватов. Цель заключается в том, чтобы наформовать участки для захвата и оставить настолько много пространства, насколько возможно, свободным для нанесения этикетки и художественного оформления емкости.
Термин "термопластичный эластомер" включает эластомеры, пластомеры, модифицированные эластомеры, модифицированные пластомеры, блок-сополимеры, соединения и сплавы, которые известны на данном уровне техники. Типичные примеры пригодных термопластичных эластомеров, которые могут быть использованы с применением обычных устройств литья под давлением, включают полиолефиновые эластомеры (такие как этиленпропиленовые каучуки), полиолефиновые пластомеры, модифицированные полиолефиновые эластомеры (такие как терполимеры этилена, пропилена и стирола), модифицированные полиолефиновые пластомеры, термопластичные уретановые эластомеры, акрил-олефиновые сополимерные эластомеры, полиэфирные эластомеры и их комбинации. Конкретные, но неограничивающие примеры имеющихся в продаже материалов для наформовывания включают пластомеры торговой марки VERSIFYTM, пластомеры торговой марки AffinityTM от Dow Chemical Company; SarlinkTM и VersalloyTM от DSM; DynaflexTM, KratonTM и VersaflexTM от GLS Corporation; SantopreneTM от Exxon Mobil; Uniprene; Tekbond; Elexar; Monprene; Tekron от Teknor Apex и т.п. Некоторые из этих материалов дополнительно описаны в работе Batistini, Macromol. Symp. 100:137-42 (1995).
Желательно, чтобы термопластичный эластомер имел плотность менее 1,00 г/см3. Это может обеспечивать сепарирование и повторное использование термопластичного полимера и/или материала для наформовывания. Слой наформованного материала на наформованной емкости имеет толщину от около 0,05 мм до около 5 мм, предпочтительно от около 0,1 мм до около 3 мм. Желательно, чтобы термопластичный эластомер имел мягкость/жесткость менее Shore D 45, предпочтительно менее Shore D 30.
Наформованный материал может включать одну или более добавок. Примеры возможных добавок включают пигменты и другие красители, УФ-блокеры, смазки, добавки, понижающие трение, технологические добавки, антиоксиданты, противомикробные добавки и термостабилизаторы, которые известны на данном уровне техники, а также их комбинации. В одном варианте осуществления добавка, понижающая трение, добавляется для улучшения трения между емкостями, которое возникает в технологической линии изготовления (например, в пневмотранспортере). В другом варианте осуществления наформованный материал, по желанию, может включать соединения, имеющие функциональные группы для улучшения адгезии между наформованным слоем и нижележащим слоем.
В целом, варианты осуществления настоящего изобретения могут быть выполнены посредством выдувного формования. Достаточно известно множество способов выдувного формования. В предпочтительном варианте осуществления процесс выдувного формования представляет собой выдувное формование с вытяжкой при повторном нагревании преформы, хорошо известное в данной области. Такой процесс включает получение преформы, имеющей эластомерный слой, селективно расположенный на преформе для соответствия по меньшей мере одной области захвата емкости выдувного формования, нагревание этой преформы для размягчения термопластика преформы, обеспечение формы с формующей полостью, имеющей на ее внутренней поверхности негатив, по меньше мере, одной области захвата, образуемой во внутренней поверхности формующей полости, ориентацию преформы в формующей полости так, чтобы эластомерный слой располагался смежно негативу указанной по меньшей мере одной области захвата, подачу газа под давлением в преформу для раздува стенки преформы до поверхности формующей полости, обеспечивая контакт эластомерного слоя преформы с негативом указанной по меньшей мере одной области захвата на поверхности формующей полости, с образованием емкости выдувного формования, с областью захвата, содержащей слой эластомера. В продаже имеется оборудование для выдувного формования емкостей.
Может быть выполнено множество различных емкостей, изготовленных выдувным формованием. Наформованная емкость может быть использована по существу для любой пищи, напитка, для личной гигиены, домашнего ухода или фармацевтического препарата. Типичные примеры пригодных видов наформованных емкостей включают емкости, банки, баки, графины, охлаждающие устройства и т.п.
Реферат
Изобретение относится к формованным полимерным емкостям и, в частности, к способу изготовления наформованных емкостей, улучшающему захват емкостей. Участки для захвата емкости (22) выдувного формования содержат слой (20(а), 20(b)) эластомера, который имеет больший коэффициент трения, чем коэффициент трения поверхности емкости, причем вся область захвата имеет слой указанного эластомера и слой эластомера находится только на области захвата, оставляя переднюю и заднюю поверхности емкости свободными от эластомера. Емкость образована из преформы (10), которая имеет эластомерный слой (20(а), 20(b)) определенного размера и формы для того, чтобы образовывать эластомер на области захвата емкости, при этом обеспечивая выдувную форму негативом емкости и области захвата на внутренней поверхности формы, ориентируя преформу в форме так, чтобы эластомерный слой на преформе располагался смежно негативу области захвата на внутренней поверхности формы, и подачу газа под давлением в преформу для выдувного формования емкости с участками для захвата, наформованными с использованием слоя эластомера. 3 н. и 4 з.п. ф-лы, 8 ил.
Комментарии