Контейнеры - RU2600385C2
Код документа: RU2600385C2
Чертежи









Описание
Настоящее изобретение относится к способу изготовления контейнера, который может закрываться нажимной крышкой, к устройству для изготовления контейнера, к контейнеру и к крышке для контейнера. Изобретение является особенно, хотя не исключительно, подходящим для использования с контейнерами, выполненными из PET (полиэтилентерефталат) или PEN (полиэтиленнафталат) термопластичных материалов.
УРОВЕНЬ ТЕХНИКИ
Контейнеры, выполненные из материала, способного деформироваться при нагревании, в частности термопластичных материалов, таких как PET или PEN, являются общеизвестными. Использование таких материалов для изготовления контейнера позволяет изготавливать преформу, а затем впоследствии расширять под давлением для получения законченного изделия. Использование таких преформ известно в данной области техники, например в WO97/19801, WO97/19806 и WO2003/095170.
Требуется, чтобы контейнеры для материалов, таких как краска, были надежными, так что крышка контейнера легко не отделяется, например при падении с высоты.
Следовательно, имеется потребность в контейнерах, выполненных из материала, способного деформироваться при нагревании, которые имеют такую конструкцию, что крышка прочно прикреплена и легко не отделяется.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение обеспечивает в первом аспекте способ изготовления контейнера, имеющего корпус и венчик, образующий отверстие для контейнера, при этом отверстие может закрываться нажимной крышкой, контейнер выполнен из материала, способного деформироваться при нагревании, причем способ включает стадии:
a) обеспечения преформы, выполненной из материала, способного деформироваться при нагревании, при этом преформа имеет форму трубки с закрытым концом с венчиком на ее входной части, причем венчик содержит: наружный, по существу радиальный фланец, имеющий верхнюю поверхность и нижнюю поверхность, при этом фланец продолжается от радиально внутреннего конца к радиально внешнему концу, причем трубка зависит от радиально внутреннего конца фланца; первый фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на или рядом с радиально внутренним концом фланца; и второй фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на радиально внешнем конце фланца или возле него;
b) размещения преформы в устройство для формования давлением при повышенной температуре, причем преформа расположен в устройстве, по меньшей мере, частично посредством второго фиксатора;
c) расширения трубки под давлением для образования корпуса контейнера; и затем
d) перемещения первого фиксатора управляемым образом вниз и наружу относительно второго фиксатора так, что первый фиксатор выступает внутрь в отверстие для контейнера;
в котором перемещение первого фиксатора вниз и наружу относительно второго фиксатора управляется так, что после стадии d) первый фиксатор выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
Такой способ является предпочтительным, так как он обеспечивает возможность изготовления контейнера, который имеет внутренний венчик, который может сцепляться с крышкой и предотвращать ее отделение, например когда контейнер падает.
В частности, управляемое перемещение первого фиксатора позволяет образовать изделие, которое имеет внутренний венчик в требуемом месте, имеющий его продолговатую ось под углом от 60° до 120° относительно продолговатой оси второго фиксатора. Это отличается от технологий по предшествующему уровню техники, которые только включали перемещение первого фиксатора вниз и наружу посредством давления "раздува", использующегося для расширения трубки для образования корпуса контейнера. На практике было обнаружено, что эта технология только позволяет фиксатору перемещаться приблизительно на 5-10° или около этого от вертикали и, таким образом, приводила бы к внутреннему венчику, имеющему его продолговатую ось под углом существенно меньше чем 60° относительно продолговатой оси второго фиксатора.
Другими словами, настоящее изобретение определило, что имела место проблема, связанная с приложением давления "раздува", которое используется для расширения трубки для образования корпуса контейнера, чтобы также перемещать фиксатор для образования внутреннего венчика, как в WO97/19806 и WO2003/095170.
Управляемое перемещение первого фиксатора на стадии d) может быть единственным перемещением первого фиксатора или может быть в дополнение к перемещению первого фиксатора, связанному с расширением трубки для образования корпуса контейнера.
Другими словами, когда трубка расширяется под давлением для образования корпуса контейнера на стадии c), первый фиксатор может иметь возможность перемещаться до степени, которая вызывается расширением трубки (и, следовательно, перемещаясь вниз и наружу), что может, в свою очередь, вызывать некоторое направленное вниз перемещение радиально внутреннего конца фланца и первого фиксатора (которые, конечно, прикреплены к трубке). Это перемещение первого фиксатора не вызывается давлением раздува, прикладываемым к нему сверху, а вызывается прикрепленной трубкой ниже, создающей направленное вниз тянущее усилие, когда она расширяется вниз и наружу для образования корпуса контейнера.
Само собой разумеется, для специалиста в данной области будет понятно, что, когда ссылка делается на трубку, расширяющуюся наружу, это не является тем же направлением, что и направление, в котором перемещается первый фиксатор, когда он перемещается вниз и наружу относительно второго фиксатора. Первый фиксатор перемещается для образования внутреннего венчика внутри контейнера, и поэтому его перемещение осуществляется в место в пределах стенок трубки преформы, которые были расширены наружу для образования контейнера.
В частности, первый фиксатор может быть защищен от давления, прикладываемого на стадии c). Это может быть вследствие того, что он расположен в устройстве для формования давлением в месте, которое не подвергается воздействию давления, прикладываемого на стадии c). В одном варианте выполнения первый фиксатор расположен в устройстве для формования давлением в месте, которое отделено от внутренней части трубки, подвергаемой воздействию давления для вызывания расширения трубки. Это описано более подробно ниже.
Предпочтительно, первый фиксатор остается защищенным от давления, прикладываемого на стадии c), например, вследствие того, что он расположен в устройстве для формования давлением в месте, которое не подвергается воздействию давления, прикладываемого на стадии c), до тех пор, пока стадия с) не завершена. Следовательно, является предпочтительным, что первый фиксатор изначально расположен так, что даже после какого-либо направленного вниз перемещения, которое вызывается расширением трубки, он остается в месте, которое защищено от давления. Например, может быть выполнено так, что он перемещается вниз в проходе и перемещается вниз в этом проходе, но не дальше входной части прохода.
Управляемое перемещение первого фиксатора вниз и наружу относительно второго фиксатора управляется так, чтобы только происходить после стадии c). Более того, какое-либо перемещение до стадии d) не вызывается непосредственно давлением раздува. Вместо того, какое-либо такое перемещение вызывается направленным вниз тянущим усилием от расширения трубки.
Изобретение может в одном варианте выполнения обеспечивать способ изготовления контейнера, имеющего корпус и венчик, образующий отверстие для контейнера, при этом отверстие может закрываться нажимной крышкой, контейнер выполнен из материала, способного деформироваться при нагревании, причем способ включает стадии:
a) обеспечения преформы, выполненной из материала, способного деформироваться при нагревании, при этом преформа имеет форму трубки с закрытым концом с венчиком на ее входной части, причем венчик содержит: наружный, по существу радиальный фланец, имеющий верхнюю поверхность и нижнюю поверхность, при этом фланец продолжается от радиально внутреннего конца к радиально внешнему концу, причем трубка зависит от радиально внутреннего конца фланца; первый фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на или рядом с радиально внутренним концом фланца; и второй фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на радиально внешнем конце фланца или возле него;
b) размещения преформы в устройство для формования давлением при повышенной температуре, причем преформа расположен в устройстве, по меньшей мере, частично посредством второго фиксатора;
c) расширения трубки под давлением для образования корпуса контейнера; и затем
d) перемещения первого фиксатора вниз и наружу относительно второго фиксатора так, что первый фиксатор выступает внутрь в отверстие для контейнера;
в котором перемещение первого фиксатора вниз и наружу относительно второго фиксатора управляется так, чтобы только происходить после стадии c), и так, что после стадии d) первый фиксатор выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
Изобретение может в одном варианте выполнения обеспечивать способ изготовления контейнера, имеющего корпус и венчик, образующий отверстие для контейнера, при этом отверстие может закрываться нажимной крышкой, контейнер выполнен из материала, способного деформироваться при нагревании, причем способ включает стадии:
a) обеспечения преформы, выполненной из материала, способного деформироваться при нагревании, при этом преформа имеет форму трубки с закрытым концом с венчиком на ее входной части, причем венчик содержит: наружный, по существу радиальный фланец, имеющий верхнюю поверхность и нижнюю поверхность, при этом фланец продолжается от радиально внутреннего конца к радиально внешнему концу, причем трубка зависит от радиально внутреннего конца фланца; первый фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на или рядом с радиально внутренним концом фланца; и второй фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на радиально внешнем конце фланца или возле него;
b) размещения преформы в устройство для формования давлением при повышенной температуре, причем преформа расположен в устройстве, по меньшей мере, частично посредством второго фиксатора;
c) расширения трубки под давлением для образования корпуса контейнера, причем расширение трубки может вызывать некоторое перемещение первого фиксатора; и затем
d) перемещения первого фиксатора управляемым образом вниз и наружу относительно второго фиксатора так, что первый фиксатор выступает внутрь в отверстие для контейнера;
в котором управляемое перемещение первого фиксатора вниз и наружу относительно второго фиксатора является таким, что после стадии d) первый фиксатор выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
В одном варианте выполнения первого аспекта изобретения управляемое перемещение первого фиксатора на стадии d) вообще не начинается до тех пор, пока стадия с) расширения трубки под давлением для образования корпуса контейнера не завершена.
Однако в другом варианте выполнения может быть выполнено так, что стадия c) расширения трубки под давлением для образования корпуса контейнера начата, но не полностью завершена, когда начата стадия d) выполнения управляемого перемещения первого фиксатора.
Требуется, чтобы стадия c) расширения трубки под давлением, по меньшей мере, началась, когда начата стадия d).
Может быть надлежащим образом выполнено так, что стадия c) расширения трубки под давлением для образования корпуса контейнера завершается перед, или одновременно с завершением стадии d) выполнения управляемого перемещения первого фиксатора. Является желательным, чтобы не было дополнительного расширения трубки для образования корпуса контейнера после управляемого перемещения фиксатора на стадии d), так как не должно быть какого-либо дополнительного перемещения боковых стенок трубки преформы (или корпуса контейнера, образованного из нее), которое может, в свою очередь, вызвать перемещение фланца и первого фиксатора, прикрепленных к трубке. Другими словами, является желательным, что управляемое перемещение первого фиксатора на стадии d) является конечным перемещением этого фиксатора так, что его положение, как достигнутое на этой стадии, является конечным положением в окончательном контейнере. Если расширение трубки преформы продолжалось бы после завершения стадии d), существовал бы риск того, что управление положением внутреннего венчика было бы потеряно.
Как отмечено выше, настоящее изобретение относится к признанию того, что перемещение фиксатора, которое полагается на расширение корпуса трубки/прикладываемое давление "раздува", не является достаточным для достижения требуемого положения внутреннего венчика , кроме того, не управляется и поэтому не может обеспечить надежное и повторяемое расположение венчика. Таким образом, является возможным допускать перемещение фиксатора вследствие расширения корпуса трубки до того, как происходит управляемое перемещение фиксатора, так как управляемое перемещение обеспечит получение требуемого дополнительного перемещения для достижения предполагаемого положения внутреннего венчика, но после управляемого перемещения не следует допускать какое-либо перемещение фиксатора вследствие расширения корпуса трубки, так как это может привести к неправильному расположению внутреннего венчика.
Для специалиста в данной области будет понятно, что после расширения преформы для образования контейнера может быть образовано углубление в основании контейнера. Это может быть достигнуто посредством использования имеющей надлежащую форму опорной плиты (также известной как опорный пунт), перемещающейся против внешней части основания контейнера, пока материал, по меньшей мере, этой части контейнера все еще является мягким. В данной области техники является традиционным поддерживать давление в контейнере (например, поддерживать давление "раздува", которое использовалось для расширения трубки для образования корпуса контейнера), тогда как опорная плита сцепляется с и придает форму основанию контейнера, для обеспечения того, что остальная часть контейнера сохраняет свою требуемую форму. Однако следует понимать, что любая такая стадия не является частью стадии c) расширения трубки под давлением, а вернее является отдельной стадией образования требуемой формы основания контейнера, при этом поддерживая внутреннее давление в контейнере, как требуется. Эта стадия не вызывает расширение трубки и, следовательно, не является проблемой с точки зрения побуждения неуправляемого перемещения первого фиксатора после его перемещения на свое место посредством стадии d).
Следовательно, после стадии d) по желанию может осуществляться стадия образования углубления в основании контейнера.
Контейнер должен иметь корпус и венчик, образующий отверстие, но кроме этого точный размер и форма контейнера конкретно не ограничены. В одном варианте выполнения, корпус контейнера является, по существу, цилиндрическим по форме, но следует понимать, что другие формы являются возможными. Контейнер может иметь или может не иметь горлышко между корпусом и отверстием. В настоящем изобретении контейнер может представлять собой, например, бутылку, банку (такую как банка типа, которая может содержать краску), аэрозольный контейнер или тому подобное.
Ключевой признак изобретения заключается в том, что первый фиксатор, который образует внутренний венчик в контейнере, перемещается в его конечное положение управляемым образом после прикладывания давления для расширения трубки. Это обеспечивает то, что достигается требуемое положение для венчика.
В одном варианте выполнения первый фиксатор перемещается для образования внутреннего венчика только после прикладывания давления для расширения трубки, и он перемещается управляемым образом для обеспечения надлежащего расположения внутреннего венчика. В другом варианте выполнения первый фиксатор первоначально перемещается вниз и наружу относительно второго фиксатора вследствие расширения трубки, вызывающего направленное вниз усилие на фланце и первом фиксаторе, и затем после прикладывания давления для расширения трубки он дополнительно перемещается, управляемым образом, для обеспечения надлежащего расположения внутреннего венчика.
Некоторые предыдущие способы (например в WO97/19806) конкретно рассматривали перемещение фиксатора посредством приложения давления "раздува". Это перемещало бы фиксатор неуправляемым образом. Более того, как отмечено выше, было признано, что перемещение, достигаемое посредством этой технологии, составляет только около 5-10 градусов от вертикали и, таким образом, приводило бы к внутреннему венчику, который был бы гораздо менее практичным и менее способным образовать надежное укупоривание. Кроме того, управляемое перемещение фиксатора на угол от 60° до 120° относительно продолговатой оси второго фиксатора является предпочтительным тем, что оно приводит к существенному растягиванию фланца, а также перемещению фиксатора, и, следовательно, положение внутреннего венчика находится существенно дальше внутрь контейнера. Кроме того, это делает внутренний венчик более практичным и обеспечивает возможность для более надежного укупоривания.
Настоящее изобретение обеспечивает контейнеры, которые имеют внутренний венчик, где внутренний венчик образован управляемым образом так, что его расположение является точным и воспроизводимым. Это отсутствовало в предыдущих технологиях для изготовления контейнеров. Управляемая воспроизводимость является ключевой при получении изделия, которое имеет внутренний венчик, который может сцепляться с крышкой и предотвращать ее отделение (например когда контейнер падает) с повторяемой и коммерчески приемлемой степенью.
Ранее даже не признавалось, что способы, использовавшиеся для образования внутренних венчиков в контейнерах этого типа, были недостаточно точными и воспроизводимыми, чтобы быть пригодными для обеспечения хороших и надежных механизмов уплотнения.
Более того, способы настоящего изобретения позволяют изготавливать контейнеры, где внутренний венчик расположен дальше внутрь контейнера, чем было ранее возможно.
Ранее даже не признавалось, что способы, использовавшиеся для образования внутренних венчиков в контейнерах этого типа, не были способными выполнить внутренний венчик на достаточном расстоянии внутри контейнера, чтобы обеспечить хорошие и надежные механизмы уплотнения.
Более того, способы настоящего изобретения позволяют изготавливать контейнеры, где внутренний венчик расположен под углом 90°±30° относительно внутренней стенки контейнера, что не было достигнуто в предшествующих способах.
Ранее даже не признавалось, что способы, использовавшиеся для образования внутренних венчиков в контейнерах этого типа, не были способными выполнить внутренний венчик под этим углом, чтобы гарантировать то, что контейнер может обеспечить хорошие и надежные механизмы уплотнения.
Относительно рассмотрения всех аспектов настоящего изобретения следует отметить, что преформа и конечный контейнер предполагаются находящимися в традиционной ориентации: т.е. с входной частью вверху и основанием внизу. Термины "вверх" и "вниз", "горизонтальный" и "вертикальный", и тому подобное, следовательно, следует рассматривать в этом смысле, если контекст четко не указывает иное. Однако для специалиста в данной области будет понятно, что, в действительности, фактическая ориентация преформы или контейнера может отличаться от этой.
Преформа, обеспеченная на стадии a), может быть надлежащим образом получена литьем под давлением.
В одном варианте выполнения стадия а) включает стадию создания преформы, используя подходящее устройство, для обеспечения преформы. В одном таком варианте выполнения стадия а) включает стадию литья под давлением преформы в устройстве для литья под давлением для обеспечения преформы. В альтернативном варианте выполнения, однако, преформа может создаваться на отдельной стадии (независимо от того, посредством ли литья под давлением или иным образом), которая не является частью заявленного способа, и, следовательно, преформа просто обеспечивается на стадии a), будучи уже изготовленной.
Следовательно, контейнер может изготавливаться в "одностадийном процессе", где преформа изготавливается, а затем преобразуется в контейнер в одном процессе, или он может изготавливаться в "двухстадийном процессе", где преформа изготавливается в первом процессе, и эта преформа затем используется во втором процессе, где она преобразуется в контейнер, при этом эти два процесса являются отдельными.
Например, может быть желательным изготавливать преформы на первой производственной линии в первом месте и изготавливать контейнеры из преформ (с использованием способа по первому объекту изобретения) на второй производственной линии во втором месте. Равным образом, может быть желательным для третьей стороны изготавливать и поставлять преформы, которые затем используются для изготовления контейнеров из преформ (с использованием способа по первому объекту изобретения).
Однако в других вариантах выполнения может быть удобным изготавливать преформы, а затем изготавливать контейнеры из преформ на одной производственной линии в одном месте.
Преформа, обеспеченная на стадии a), имеет первый фиксатор, который расположен на или рядом с радиально внутренним концом фланца. В этом отношении является предпочтительным, что первый фиксатор расположен между радиально внутренним концом фланца и средней точкой относительно радиально внутреннего конца фланца и радиально внешнего конца фланца. Соответственно, линейное расстояние между первым фиксатором и радиально внутренним концом фланца меньше чем 50% от полного линейного расстояния между радиально внутренним концом фланца и радиально внешним концом фланца. В одном предпочтительном варианте выполнения линейное расстояние между первым фиксатором и радиально внутренним концом фланца меньше чем 40%, например меньше чем 30%, или меньше чем 25%, от полного линейного расстояния между радиально внутренним концом фланца и радиально внешним концом фланца. Может быть выполнено так, что линейное расстояние между первым фиксатором и радиально внутренним концом фланца составляет 20% или меньше, например 15% или меньше или 10% или меньше, от полного линейного расстояния между радиально внутренним концом фланца и радиально внешним концом фланца.
В одном варианте выполнения первый фиксатор продолжается от фланца на длину от 0,5 мм или более, предпочтительно 1 мм или более, к примеру от 1 мм до 10 мм; еще предпочтительнее 1,5 мм или более, например от 1,5 мм до 10 мм; например 2 мм или более, к примеру от 2 мм до 5 мм. Например, первый фиксатор может продолжаться от фланца на длину от 3 до 4 мм.
Входная часть преформы может в одном варианте выполнения иметь внутренний диаметр от 25 мм или более, предпочтительно 50 мм или более, например от 50 мм до 1000 мм; еще предпочтительнее 75 мм или более, например от 75 мм до 500 мм; например 100 мм или более, к примеру от 100 мм до 300 мм. Например, входная часть преформы может иметь внутренний диаметр от 100 до 250 мм.
В одном варианте выполнения в преформе, обеспеченной на стадии a), первый фиксатор имеет его внутреннюю периферию, по существу, перпендикулярную относительно верхней поверхности фланца. Предпочтительно, в преформе первый фиксатор имеет его внешнюю периферию, по существу, перпендикулярную относительно верхней поверхности фланца.
Преформа, обеспеченная на стадии a), имеет второй фиксатор, который расположен на радиально внешнем конце фланца или возле него. В этом отношении является предпочтительным, что второй фиксатор расположен между радиально внешним концом фланца и средней точкой относительно радиально внутреннего конца фланца и радиально внешнего конца фланца. Соответственно, линейное расстояние между вторым фиксатором и радиально внешним концом фланца предпочтительно меньше чем 50% от полного линейного расстояния между радиально внутренним концом фланца и радиально внешним концом фланца. В одном предпочтительном варианте выполнения линейное расстояние между вторым фиксатором и радиально внешним концом фланца меньше чем 40%, например меньше чем 30%, или меньше чем 25%, от полного линейного расстояния между радиально внутренним концом фланца и радиально внешним концом фланца. Может быть выполнено так, что линейное расстояние между вторым фиксатором и радиально внешним концом фланца составляет 20% или меньше, например 15% или меньше или 10% или меньше, от полного линейного расстояния между радиально внутренним концом фланца и радиально внешним концом фланца.
В одном варианте выполнения преформа имеет более двух фиксаторов, одновременно образованных с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, например она может иметь три или более таких фиксаторов, к примеру три, четыре или пять таких фиксаторов.
В предпочтительном варианте выполнения преформа, обеспеченная на стадии a), имеет третий фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, расположенный между первым фиксатором и вторым фиксатором.
Предпочтительно, третий фиксатор и второй фиксатор между ними образуют канавку, подходящую для размещения имеющего соответствующую форму уплотняющего выступа на крышке контейнера, при этом в канавке имеется уплотняющий участок для уплотняющего сцепления с уплотняющим выступом крышки.
В одном таком варианте выполнения третий фиксатор расположен, по существу, в середине между первым фиксатором и вторым фиксатором. Например, может быть выполнено так, что линейное расстояние между третьим фиксатором и вторым фиксатором равно линейному расстоянию между третьим фиксатором и первым фиксатором, или эти расстояния могут отличаться на величину, которая не больше чем 20%, например не больше чем 15% или не больше чем 10%, от полного линейного расстояния между первым фиксатором и вторым фиксатором.
В одном варианте выполнения второй фиксатор предусмотрен с обращенным наружу выступом, подходящим для сцепления со сцепляющим участком на крышке контейнера. Второй фиксатор может, например, иметь его внешнюю грань, наклоненную так, чтобы создать выступ, например вследствие наклона внешней грани наружу сверху вниз. Второй фиксатор может равным образом иметь отдельный выступ, проходящий от внешней грани.
В одном варианте выполнения первый фиксатор продолжается непрерывно вокруг входной части преформы, обеспеченной на стадии a). Это обеспечит контейнер, который имеет непрерывный внутренний венчик, который может использоваться для размещения крышки "забиваемого" типа.
В другом варианте выполнения первый фиксатор прерывается, например он может быть составлен из двух или более секций, например трех, четырех, пяти, шести, семи, восьми, девяти, десяти или более секций. Это обеспечит контейнер, который имеет прерывающийся внутренний венчик, который может использоваться для размещения крышки типа "с байонетной посадкой". Секции могут быть разнесены друг от друга с равными интервалами или с неравными интервалами. Например, первый фиксатор может прерываться и быть составленным из четырех или восьми расположенных с равными интервалами секций фиксатора.
В одном варианте выполнения промежутки между секциями фиксатора равны или меньше, чем сами секции фиксатора. В другом варианте выполнения промежутки между секциями фиксатора больше, чем сами секции фиксатора. Предпочтительно, секции фиксатора составляют 30% или более от всей окружности первого фиксатора, например 40% или более, к примеру 50% или более, например 60% или более. В одном варианте выполнения секции фиксатора составляют от 30% до 95% от всей окружности первого фиксатора, например от 40% до 90%, к примеру от 50% до 90%, например от 60% до 85%.
В одном варианте выполнения одна или более секций фиксатора предусмотрены с выступом, который может работать для предотвращения вращения крышки относительно контейнера.
В одном варианте выполнения второй фиксатор продолжается непрерывно вокруг входной части преформы. Это может быть предпочтительным для обеспечения полного уплотнения для контейнера.
В альтернативном варианте выполнения, второй фиксатор прерывается вокруг входной части преформы. Этот вариант выполнения может использоваться для применений, где наличие уплотненного контейнера является менее важным.
Например, второй фиксатор может быть составлен из двух или более секций, например трех, четырех, пяти, шести, семи, восьми, девяти, десяти или более секций. Секции могут быть разнесены друг от друга с равными интервалами или с неравными интервалами. В одном варианте выполнения промежутки между секциями фиксатора равны или меньше, чем сами секции фиксатора. В другом варианте выполнения промежутки между секциями фиксатора больше, чем сами секции фиксатора. Предпочтительно, секции фиксатора составляют 30% или более от всей окружности второго фиксатора, например 40% или более, к примеру 50% или более, например 60% или более. В одном варианте выполнения секции фиксатора составляют от 30% до 95% от всей окружности второго фиксатора, например от 40% до 90%, к примеру от 50% до 90%, например от 60% до 85%.
Преформа и получающийся в результате контейнер выполнены из материала, способного деформироваться при нагревании. Это может быть стекло. Однако изобретение является особенно подходящим для изготовления контейнеров из определенных пластиковых материалов, в частности термопластиков. Могут быть возможными материалы, такие как полиэтилентерефталат (PET), полиэтиленнафталат (PEN) и сополимеры и смеси этих двух материалов, как в кристаллическом, так и аморфном виде. Ссылка на полиэтилентерефталат (PET) включает повторно используемый PET. Ссылка на полиэтилентерефталат (PET) включает как белый (непрозрачный) PET, так и прозрачный PET.
В одном варианте выполнения преформа, обеспеченная на стадии a), имеет такую форму, что в получающемся в результате контейнере венчик уже, чем корпус. В одном таком варианте выполнения преформа, обеспеченная на стадии a), имеет форму с венчиком, более узким, чем трубка, так что в получающемся в результате контейнере венчик уже, чем корпус. Это является предпочтительным тем, что это обеспечивает возможность включения ручки в область венчика, не влияя на общую ширину контейнера. Следовательно, контейнеры могут легче укладываться друг с другом, без потери пространства между контейнерами, которые помещены бок о бок.
Например, в получающемся в результате контейнере ширина венчика может составлять 90% или меньше от ширины корпуса, например 85% или меньше, к примеру 80% или меньше. Может быть выполнено так, что в получающемся в результате контейнере ширина венчика составляет от 10 до 90% от ширины корпуса, например от 25 до 85%, к примеру от 40 до 80%.
Стадия b) надлежащим образом осуществляется с использованием устройства для формования давлением, имеющего формующие части, образующие формующую полость, и содержащего: фиксирующий компонент, который позволяет расположение преформы в формующей полости со вторым фиксатором в фиксированном положении в ней; средство создания перепада давления между внутренней частью трубки и внешней частью для расширения трубки в контакт с формующими частями, образующими формующую полость; и источник управляемого направленного вниз давления, например в 600 кПа или выше, которое может действовать для перемещения фланца и первого фиксатора вниз и наружу относительно второго фиксатора так, что верхняя поверхность фланца обращена внутрь, и первый фиксатор выступает внутрь в отверстие для контейнера, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
Стадия b) может в одном варианте осуществляться с использованием устройства для формования давлением, имеющего формующие части, образующие формующую полость, и содержащего: (i) фиксирующий компонент, который позволяет расположение преформы в формующей полости со вторым фиксатором в фиксированном положении в ней, (ii) средство создания перепада давления между внутренней частью трубки и внешней частью для расширения трубки в контакт с формующими частями, образующими формующую полость; (iii) защитный элемент для защиты первого фиксатора от давления, которое прикладывается для расширения трубки; и (iv) источник управляемого направленного вниз давления, например в 600 кПа или выше, которое может действовать для перемещения фланца и первого фиксатора вниз и наружу относительно второго фиксатора так, что верхняя поверхность фланца обращена внутрь, и первый фиксатор выступает внутрь в отверстие для контейнера, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
Предпочтительным устройством является устройство типа, описанного дополнительно ниже.
Повышенная температура, использующаяся на стадии b), по существу, представляет собой температуру, которая выше температуры (Tg) стеклования материала, который поддается деформации. Она может представлять собой температуру, которая от 1 до 50°C выше температуры (Tg) стеклования материала, например от 5 до 45°C или от 10 до 40°C выше температуры (Tg) стеклования материала. Например, повышенная температура может надлежащим образом составлять 71°C или выше, например 75°C или выше, к примеру 80°C или выше, например от 80 до 110°C, для PET.
Стадия c) может включать расширение трубки под давлением для образования корпуса контейнера любым традиционным образом.
В одном варианте стадия c) может включать прикладывание перепада давления между внутренней частью преформы и внешней частью преформы, для расширения трубчатого участка для образования корпуса контейнера.
В одном варианте стадия c) может включать впрыск воздуха или другого газа под давлением в трубку, для ее расширения в форму корпуса контейнера, как задано внутренними поверхностями формующих частей в устройстве для формования давлением.
Воздух или другой впрыснутый газ может находиться под любым подходящим давлением выше атмосферного давления. Например, давление может составлять 200 кПа или выше, к примеру 300 кПа или выше, например 500 кПа или выше, к примеру от 300 до 5000 кПа, или от 500 до 4000 кПа, или от 600 до 3000 кПа. В одном варианте выполнения давление составляет от 700 до 1000 кПа.
В одном варианте выполнения для расширения трубки прикладывается давление, которое может составлять от 300 до 950 кПа, к примеру от 400 до 900 кПа или от 500 до 700 кПа.
Может быть выполнено так, что за этим давлением следует прикладывание второго, большего, давления. Это может быть известным в данной области техники как приложение давления предварительного раздува и окончательного давления. Например, давление предварительного раздува может сначала прикладываться, а затем, когда стенки трубки преформы соприкасаются с внутренней частью стенки пресс-формы, может прикладываться второе, большее, давление, например от 3000 до 5000 кПа. И этот 'окончательный раздув' часто используется для обеспечения хорошего образования детальных частей формованного изделия, таких как ребра.
По желанию, стадия c) может содержать растягивание в продольном направлении трубчатого участка преформы. Может быть выполнено так, что это в дополнение к впрыску воздуха или другого газа под давлением в трубку. Продольное растягивание может выполняться до, во время или после впрыска газа.
Расширение пластиковых преформ под давлением является известным (например из WO97/19801 и WO97/19806) и может осуществляться при любых подходящих температуре и давлении.
Как рассмотрено выше относительно стадии b), температура надлежащим образом выше температуры (Tg) стеклования материала, например она может представлять собой температуру, которая от 1 до 50°C выше температуры (Tg) стеклования материала, например от 5 до 45°C или от 10 до 40°C выше температуры (Tg) стеклования материала.
Как рассмотрено выше, только после стадии c) имеет место управляемое перемещение первого фиксатора. В одном варианте выполнения первый фиксатор перемещается только после стадии c). В другом варианте выполнения первый фиксатор перемещается вследствие направленного вниз усилия, вызванного расширением прикрепленной трубки, до того как первый фиксатор перемещается управляемым образом на стадии d).
В одном варианте выполнения первый фиксатор защищен от давления, прикладываемого на стадии c). Это может быть вследствие того, что он расположен в устройстве для формования давлением в месте, которое не подвергается воздействию давления, прикладываемого на стадии c). В одном варианте выполнения первый фиксатор расположен в устройстве для формования давлением в месте, которое отделено от внутренней части трубки, подвергаемой воздействию давления для вызывания расширения трубки.
В одном таком варианте выполнения первый фиксатор расположен в секции внутри устройства для формования давлением, причем эта секция отделена от внутренней части трубки, подвергаемой воздействию давления, для вызывания расширения трубки, посредством защитной стенки. Защитная стенка уплотняет секцию от внутренней части трубки, подвергаемой воздействию давления, и, следовательно, предохраняет первый фиксатор от подвергания воздействию этого давления.
Например, в одном варианте выполнения первый фиксатор расположен в устройстве для формования давлением в проходе, при этом стенка прохода контактирует с преформой в точке между местом, где трубка продолжается от радиально внутреннего конца фланца, и первым фиксатором, так что стенка образует барьер между первым фиксатором и частями преформы, подвергающимися воздействию давления на стадии c).
Для первого фиксатора может быть полезным иметь возможность перемещаться вниз, вследствие направленного вниз усилия, вызванного расширением трубки, до выполнения стадии d). Было определено, что первый фиксатор больше поддается управляемому перемещению, если он уже начал перемещаться во время стадии c). В частности, как отмечено выше, это может привести к фиксатору, также перемещающемуся на угол около 5-10° относительно продолговатой оси второго фиксатора, и это опять делает первый фиксатор более поддающимся побуждению перемещаться вниз посредством управляемого направленного усилия на стадии d). В частности, это может обеспечить большую площадь поверхности для контакта между поверхностью механического устройства, такого как поршень, и первым фиксатором. Это, следовательно, обеспечивает хорошие и повторяемые результаты для способа изобретения.
Предпочтительно, внутреннее выступание фиксатора после стадии d) является таким, что его продолговатая ось расположена под углом от 65° до 115° относительно продолговатой оси второго фиксатора, например от 70° до 110°, еще предпочтительнее от 75° до 105°, например от 80 до 100°, наиболее предпочтительно от 85 до 95°, например от 87 до 93°, к примеру около 90°.
В одном варианте выполнения, внутреннее выступание фиксатора после стадии d) является таким, что он не продолжается, по существу, за перпендикуляр к продолговатой оси второго фиксатора. Например, его продолговатая ось может располагаться под углом от 65° до 95° относительно продолговатой оси второго фиксатора, например от 70° до 90°, еще предпочтительнее от 80 до 90°, наиболее предпочтительно от 85 до 90°.
В случае когда в преформе имеется третий фиксатор, предпочтительно на стадии d) первый фиксатор перемещается, при этом поддерживая второй и третий фиксаторы в неизменном положении, с тем чтобы побудить первый фиксатор перемещаться вниз и наружу относительно второго и третьего фиксаторов.
Предпочтительно, на стадии d) перемещение первого фиксатора может быть достигнуто посредством прикладывания направленного вниз давления в 600 кПа или выше, например от 600 до 2000 кПа, к первому фиксатору, при этом поддерживая второй фиксатор в неизменном положении, с тем чтобы побудить первый фиксатор перемещаться вниз и наружу относительно второго фиксатора. Например, может прикладываться давление в 650 кПа или выше, предпочтительно 700 кПа или выше, например 750 кПа или выше, к примеру 800 кПа или выше, еще предпочтительнее 900 кПа или выше, предпочтительно 1000 кПа или выше, к примеру 1100 кПа или выше, или даже 1200 кПа или выше. В одном варианте выполнения прикладываемое давление составляет от 650 до 2000 кПа или выше, например от 700 до 1800 кПа или выше или от 750 до 1500 кПа или выше. Оно может, например, составлять от 800 кПа до 1800 кПа или выше или от 900 кПа до 1500 кПа или выше. В одном варианте выполнения оно составляет от 1000 кПа до 1800 кПа или выше, предпочтительно от 1000 кПа до 1700 кПа или выше, например от 1100 кПа до 1600 кПа или выше, или от 1100 кПа до 1500 кПа или выше. Например, давление около 1500 кПа может прикладываться в некоторых вариантах выполнения.
В одном варианте выполнения давление для расположения внутреннего венчика прикладывается в течение 0,05 с или более, например от 0,05 с до 1 секунды или более, например от 0,05 до 0,8 с или более, например от 0,05 до 0,7 с или более, к примеру от 0,1 до 0,6 с или более, например от 0,1 до 0,5 с или более, например около 0,3 с-0,5 с или более.
В одном варианте выполнения внутренний венчик образован и находится в требуемом положении после прикладывания давления в течение 0,05 с или более, к примеру от 0,05 с до 2 с или от 0,05 с до 1,5 с, например от 0,05 с до 1 секунды, например от 0,05 до 0,8 с, например от 0,05 до 0,7 с, к примеру от 0,1 до 0,6 с, например от 0,1 до 0,5 с, например около 0,3 с.
Однако устройство, которое прикладывает давление, может оставаться активным за пределами промежутка времени, требуемого для образования внутреннего венчика в требуемом положении. Например, если давление прикладывается с использованием механического устройства, такого как поршень, которое может оставаться на месте после того, как внутренний венчик образован и находится в требуемом положении. В частности, оно может оставаться на месте в течение 0,05 с или более после того, как венчик расположен в своем положении, к примеру в течение 0,5 с или более после того, как венчик расположен в своем положении, например от 1 с до 5 с после того, как венчик расположен в своем положении.
В одном варианте выполнения устройство может оставаться на месте до тех пор, пока все требуемые действия, относящиеся к образованию контейнера, не были завершены, например оно может оставаться на месте, пока в основании контейнера образуется углубление.
Стадия d) может прикладывать давление любым подходящим образом; например гидравлически, пневматически или упруго.
В одном варианте выполнения может использоваться устройство, которое прикладывает давление посредством механической пружины (например, спиральной пружины, которая может, например, быть цилиндрической, конической, бочкообразной или в форме песочных часов и может иметь постоянный или переменный шаг), или сжатый газ (например, сжатый воздух или сжатый азот) или сжатую жидкость (например, сжатое масло или сжатую текучую среду на водной основе, такую как вода).
Например, может рассматриваться механическое устройство, которое прикладывает давление с использованием механической пружины, гидравлики или пневматики. Азотная пружина может использоваться в варианте выполнения.
В одном варианте выполнения стадия d) использует механическое устройство, такое как поршень, для прикладывания направленного вниз давления к первому фиксатору. Перемещение поршня управляется так, чтобы обеспечить то, что после стадии d) первый фиксатор выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик. Поршень может быть, например, пневматическим или гидравлическим.
В этом отношении, поршень может физически предохраняться от перемещения за пределы заданного расстояния, которое соответствует перемещению первого фиксатора в место, где он выступает внутрь в контейнер, с его продолговатой осью под углом 120° относительно продолговатой оси второго фиксатора. Например, в устройстве для формования давлением может быть предусмотрен ограничитель или блок, который предохраняет поршень от перемещения за пределы заданного расстояния. Кожух, такой как стальной кожух, может работать в качестве ограничителя для предохранения поршня от перемещения за пределы заданного расстояния. Амортизатор может использоваться для способствования безударной работе.
Равным образом, перемещение поршня может управляться компьютером, причем компьютер управляет перемещением поршня так, что он не перемещается за пределы заданного расстояния, которое соответствует перемещению первого фиксатора в место, где он выступает внутрь в контейнер, с его продолговатой осью под углом 120° относительно продолговатой оси второго фиксатора.
В одном варианте выполнения венчик включает направленный вниз фланец, отходящий от нижней грани радиального фланца. Направленный вниз фланец может продолжаться от фланца в любом месте, которое расположен снаружи относительно первого фиксатора. Например, он может находиться, по существу, в середине между первым фиксатором и вторым фиксатором, или он может быть ближе ко второму фиксатору, чем к первому фиксатору.
В одном таком варианте выполнения на стадии d) нижняя поверхность радиального фланца перемещается в однородный контакт с направленным вниз фланцем.
В одном варианте выполнения способ дополнительно включает стадию e) заполнения контейнера продуктом.
В одном варианте выполнения, после стадии d) или после возможной стадии e), способ дополнительно включает стадию:
f) установки крышки на контейнер, в котором крышка включает (i) канавку, подходящую для размещения второго фиксатора и сцепления с ним, и (ii) сцепляющий участок для размещения под и сцепления с внутренним венчиком, образованным первым фиксатором, для закрепления крышки на контейнере.
Сцепляющий участок крышки может, в одном варианте выполнения, прерываться вокруг крышки. В одном таком варианте выполнения первый фиксатор также прерывается.
Соответствующим образом, сцепление сцепляющего участка с внутренним венчиком, образованным первым фиксатором, может обеспечить прикрепление нажимом и поворотом, байонетного типа, крышки к контейнеру. Стадия f) может, следовательно, включать нажимание и поворот крышки на контейнере.
В альтернативном варианте выполнения первый фиксатор, и, следовательно, внутренний венчик, является непрерывным. В таком варианте выполнения сцепление сцепляющего участка с внутренним венчиком, образованным первым фиксатором, может обеспечить забиваемое прикрепление крышки к контейнеру. Стадия f) может, следовательно, включать забивание крышки на контейнер.
На возможной (необязательной) стадии e), продукт, помещенный в контейнер, может представлять собой любой продукт, который может храниться в забиваемом или байонетном контейнере. Он может представлять собой твердый продукт, включая порошки, или жидкий продукт, включая эмульсии. Например, он может представлять собой пигмент, лак или краску для печати, лекарственное средство (в жидкой или твердой форме, например, таблетки), пищевые добавки (такие как витаминные добавки или лечебные средства из трав), промышленные химикаты, пищевой продукт или напиток (например, чайные пакетики, растворимый или молотый кофе, молоко, включая порошковое или сухое молоко, сухие печенья, крупу, пасту, рис), топливо (например, бензин, дизельное топливо); моющие продукты, например для стирки или мытья посуды, в форме порошка, или таблетки, или жидкости (например, таблетки для посудомоечной машины, соль для посудомоечной машины, стиральный порошок или таблетки); или корм для домашних животных (например, собачьи галеты).
Во втором аспекте изобретение обеспечивает контейнер, получаемый способом первого аспекта. Контейнер, следовательно, выполнен из материала, способного деформироваться при нагревании, и контейнер содержит участок корпуса и участок венчика, при этом участок корпуса имеет стенку основания и боковую стенку, проходящую вверх от нее, участок венчика продолжается от боковой стенки и обеспечивает отверстие, составляющее входную часть контейнера, при этом участок венчика включает обращенный внутрь фиксатор, обращенный в отверстие, и первый обращенный вверх фиксатор, обращенный вверх от отверстия, расположенный на или рядом с радиально внешним краем венчика, причем обращенный внутрь фиксатор выступает внутрь в контейнер с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси первого обращенного вверх фиксатора, так что первый фиксатор образует внутренний венчик.
Контейнер, как выполненный способом первого аспекта, отличается от изделия, как выполненного в соответствии со способами по предшествующему уровню техники, такими как WO2003/095170 и WO97/19806.
В частности, как отмечено выше, в этих способах, где фиксатор перемещается для образования обращенного внутрь фиксатора исключительно посредством раздува корпуса преформы, для фиксатора не является возможным перемещаться в положение более чем около 5-10° относительно продолговатой оси первого обращенного вверх фиксатора. Хотя иллюстрации в этих патентных документах предлагают перемещение на большую степень, на практике было определено, что это просто не является возможным, прилагая усилие раздува, описанное в этих документах, которое не концентрируется на фиксаторе в одном направлении. Естественно, способы, описанные в этих патентных документах, не позволили бы фиксатору перемещаться так, что он выступает внутрь в контейнер с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси первого обращенного вверх фиксатора.
Более того, в этих способах, где фиксатор перемещается для образования обращенного внутрь фиксатора посредством раздува корпуса преформы, расстояние между входной частью контейнера и обращенным внутрь фиксатором, по существу, является таким же, что и расстояние в преформе между фиксатором, расположенным на или рядом с радиально внутренним концом фланца, который будет образовывать обращенный внутрь фиксатор, и его соседним фиксатором на фланце. Это так потому, что усилие раздува не концентрируется в одном направлении и, следовательно, не вызывает какое-либо существенное растягивание участка фланца между фиксаторами, когда первый фиксатор перемещается вниз и наружу. Следовательно, нет существенного удлинения этого расстояния.
В противоположность, в настоящем изобретении имеет место управляемое перемещение фиксатора, который образует обращенный внутрь фиксатор. Это, следовательно, включает сосредоточенное усилие по направлению вниз, которое в результате вызывает растягивание участка фланца между фиксаторами, когда первый фиксатор перемещается вниз и наружу. Следовательно, имеет место существенное удлинение этого расстояния.
Например, в контейнере по предшествующему уровню техники, как выполненном посредством способов, которые включают перемещение фиксатора вниз и наружу посредством усилия раздува, как в WO2003/095170 и WO97/19806, расстояние между входной частью контейнера и обращенным внутрь фиксатором может отличаться не больше чем на 25% от расстояния в преформе между двумя фиксаторами, например отличаться не больше чем на 20%, отличаться не больше чем на 15%, отличаться не больше чем на 10%, или отличаться не больше чем на 5%, от расстояния в преформе между двумя фиксаторами.
В контейнере предшествующего уровня техники, расстояние между входной частью контейнера и обращенным внутрь фиксатором может, следовательно, составлять около 1 мм - 2,5 мм.
В противоположность, в контейнерах настоящего изобретения расстояние между входной частью контейнера и обращенным внутрь фиксатором может составлять 150% или более от расстояния в преформе между двумя фиксаторами, например 200% или более, 250% или более, 300% или более, или 350% или более, от расстояния в преформе между двумя фиксаторами.
В контейнере по изобретению расстояние между входной частью контейнера и обращенным внутрь фиксатором может, следовательно, составлять около 3 мм или более, например от 3,5 мм до 15 мм, к примеру от 4 мм до 10 мм, например от 5 мм до 8 мм.
Кроме того, вследствие растягивания, которое происходит в настоящем изобретении, участок фланца между фиксаторами становится тоньше, когда первый фиксатор перемещается вниз и наружу относительно второго фиксатора так, что первый фиксатор выступает внутрь в отверстие для контейнера. Следовательно, секция стенки между входной частью контейнера и обращенным внутрь фиксатором тоньше в настоящих контейнерах, чем в контейнерах по предшествующему уровню техники с обращенным внутрь фиксатором.
Более того, вследствие сущности растягивания, в настоящих контейнерах секция стенки между входной частью контейнера и обращенным внутрь фиксатором не имеет постоянной толщины. В противоположность, так как участок фланца между фиксаторами не растягивается в способах по предшествующему уровню техники, эта секция имеет постоянную толщину.
Предпочтительно, выступание обращенного внутрь фиксатора внутрь является таким, что его продолговатая ось расположена под углом от 65° до 115° относительно продолговатой оси первого обращенного вверх фиксатора, например от 70° до 110°, еще предпочтительнее от 75° до 105°, например от 80 до 100°, наиболее предпочтительно от 85 до 95°, например от 87 до 93°, к примеру около 90°.
В одном варианте выполнения внутреннее выступание фиксатора является таким, что он не продолжается, по существу, за перпендикуляр к продолговатой оси первого обращенного вверх фиксатора. Например, его продолговатая ось может располагаться под углом от 65° до 95° относительно продолговатой оси первого обращенного вверх фиксатора, например от 70° до 90°, еще предпочтительнее от 80 до 90°, наиболее предпочтительно от 85 до 90°.
В одном варианте выполнения обращенный внутрь фиксатор продолжается внутрь на длину от 0,5 мм или более, предпочтительно 1 мм или более, к примеру от 1 мм до 10 мм; еще предпочтительнее 1,5 мм или более, например от 1,5 мм до 10 мм; например 2 мм или более, к примеру от 2 мм до 5 мм.
В одном варианте выполнения венчик имеет более одного обращенного вверх фиксатора, обращенного вверх от отверстия, например он может иметь два или более таких фиксаторов, к примеру два, три или четыре таких фиксатора.
В предпочтительном варианте выполнения контейнер имеет второй обращенный вверх фиксатор, обращенный вверх от отверстия. Например, он может быть расположен на или рядом с радиально внутренним краем венчика.
Предпочтительно, первый и второй обращенные вверх фиксаторы между ними образуют канавку, подходящую для размещения имеющего соответствующую форму уплотняющего выступа на крышке контейнера, при этом в канавке имеется уплотняющий участок для уплотняющего сцепления с уплотняющим выступом крышки.
В одном предпочтительном варианте выполнения первый обращенный вверх фиксатор предусмотрен с обращенным наружу выступом, подходящим для сцепления со сцепляющим участком на крышке контейнера. Фиксатор может, например, иметь его внешнюю грань, наклоненную так, чтобы создать выступ, например вследствие наклона внешней грани наружу сверху вниз. Фиксатор может равным образом иметь отдельный выступ, проходящий от внешней грани.
В одном варианте выполнения венчик включает обращенный вниз фланец, обращенный вниз от отверстия. Обращенный вниз фланец может продолжаться вниз на или рядом с внутренним краем венчика, или он может быть ближе к внешнему краю, чем к внутреннему краю.
В одном варианте выполнения обращенный внутрь фиксатор продолжается непрерывно вокруг входной части контейнера.
В другом варианте выполнения обращенный внутрь фиксатор прерывается, например он может быть составлен из двух или более секций, например трех, четырех, пяти, шести, семи, восьми, девяти, десяти или более секций. Секции могут быть разнесены друг от друга с равными интервалами или с неравными интервалами.
Например, обращенный внутрь фиксатор может прерываться и быть составленным из четырех или восьми расположенных с равными интервалами секций фиксатора.
В одном варианте выполнения промежутки между секциями обращенного внутрь фиксатора равны или меньше, чем сами секции фиксатора. В другом варианте выполнения промежутки между секциями фиксатора больше, чем сами секции фиксатора. Предпочтительно, секции фиксатора составляют 30% или более от окружности обращенного внутрь фиксатора, например 40% или более, к примеру 50% или более, например 60% или более. В одном варианте выполнения секции фиксатора составляют от 30% до 95% от всей окружности обращенного внутрь фиксатора, например от 40% до 90%, к примеру от 50% до 90%, например от 60% до 85%.
В одном варианте выполнения первый обращенный вверх фиксатор продолжается непрерывно вокруг входной части преформы.
Контейнер выполнен из материала, способного деформироваться при нагревании. Это может быть стекло. Однако изобретение является особенно подходящим для контейнеров, выполненных из определенных пластиковых материалов, в частности термопластиков. Могут быть возможными материалы, такие как полиэтилентерефталат (PET), полиэтиленнафталат (PEN) и сополимеры и смеси этих двух материалов, как в кристаллическом, так и аморфном виде.
Предпочтительно, венчик уже, чем корпус контейнера. Предпочтительно, в контейнере ширина венчика составляет 90% или меньше от ширины корпуса, например 85% или меньше, к примеру 80% или меньше. Это является предпочтительнее тем, что это обеспечивает возможность включения ручки в область венчика, не влияя на общую ширину контейнера. Следовательно, контейнеры могут легче укладываться друг с другом, без потери пространства между контейнерами, которые помещены бок о бок. Может быть выполнено так, что в контейнере ширина венчика составляет от 10 до 90% от ширины корпуса, например от 25 до 85%, к примеру от 40 до 80%.
Изобретение обеспечивает в третьем аспекте крышку для использования с контейнером второго аспекта, при этом крышка имеет (i) окружную канавку, подходящую для размещения первого обращенного вверх фиксатора и сцепления с ним, (ii) сцепляющий участок, расположенный радиально внутри относительно окружной канавки, для размещения под и сцепления с обращенным внутрь фиксатором, для закрепления крышки на контейнере.
Сцепляющий участок крышки может в одном варианте выполнения прерываться вокруг крышки. Соответствующим образом, сцепление сцепляющего участка с обращенным внутрь фиксатором может обеспечивать прикрепление нажимом и поворотом, байонетного типа, крышки к контейнеру.
Например, могут иметь место три или более секций, например четыре, пять, шесть, семь, восемь, девять, десять или более секций. Секции могут быть разнесены друг от друга с равными интервалами или с неравными интервалами. Например, сцепляющий участок крышки может прерываться и быть составленным из четырех или восьми расположенных с равными интервалами секций.
В одном варианте выполнения промежутки между секциями равны или меньше, чем сами секции. В другом варианте выполнения промежутки между секциями больше, чем сами секции. Предпочтительно, промежутки составляют 20% или более от окружности сцепляющего участка крышки, например 30% или более, к примеру 40% или более, например 50% или более. В одном варианте выполнения промежутки составляют от 20% до 80% от всей окружности сцепляющего участка крышки, например от 30% до 70%, к примеру от 40% до 60%.
Один или более сцепляющих участков могут быть предусмотрены с выступом, который может работать для предотвращения вращения крышки относительно контейнера.
В качестве альтернативы сцепляющий участок крышки может в одном варианте выполнения быть непрерывным вокруг крышки. Соответствующим образом, сцепление сцепляющего участка с обращенным внутрь фиксатором может обеспечивать прикрепление забиваемого типа крышки к контейнеру.
Окружная канавка в одном варианте выполнения может быть образована между внутренним и внешним цилиндрическими фланцами, причем внутренний цилиндрический фланец является неподвижным, а внешний цилиндрический фланец выполнен шарнирно так, что он может перемещаться из открытого положения, где он не сцепляется с первым обращенным вверх фиксатором, в закрытое положение, где он сцепляется с первым обращенным вверх фиксатором. В частности, это может представлять собой шарнир "блокирующегося защелкиванием" типа. В таком варианте выполнения крышка выполнена из материала, который является достаточно гибким, чтобы обеспечить возможность образования такого шарнира, такого как полипропилен или полиэтилен.
Внешний цилиндрический фланец может быть непрерывным или прерывающимся.
Внешний цилиндрический фланец, например, может иметь три или более секций, например четыре, пять, шесть, семь, восемь, девять, десять или более секций. Секции могут быть разнесены друг от друга с равными интервалами или с неравными интервалами.
Например, внешний цилиндрический фланец может прерываться и быть составленным из четырех, шести или восьми расположенных с равными интервалами секций.
Промежутки между секциями могут быть равны или меньше, чем сами секции. В качестве альтернативы промежутки между секциями больше, чем сами секции. Предпочтительно, секции составляют 30% или более от окружности внешнего цилиндрического фланца, например 40% или более, к примеру 50% или более, например 60% или более. В одном варианте выполнения секции составляют от 30% до 95% от всей окружности внешнего цилиндрического фланца, например от 40% до 90%, к примеру от 50% до 90%, например от 60% до 85%.
В альтернативном варианте выполнения окружная канавка образована между неподвижными внутренним и внешним цилиндрическими фланцами.
В этом альтернативном варианте выполнения соответствующий контейнер по желанию может быть предусмотрен с внешними бобышками для повышения прочности и надежности укупоривания. Эти бобышки предусмотрены на полученной литьем под давлением преформе, из которой образуется контейнер, и не подвергаются воздействию выдувного формования давлением контейнера. Бобышки расположены под вторым фиксатором и выступают наружу от контейнера. Например, в предпочтительном варианте выполнения контейнер предусмотрен с направленным вниз фланцем, отходящим от нижней грани радиального фланца, и бобышки расположены на наружной поверхности этого фланца.
Контейнер, например, может иметь две или более секций, например три, четыре, пять, шесть, семь, восемь, девять, десять или более бобышек. Бобышки могут быть разнесены друг от друга с равными интервалами или с неравными интервалами.
Например, контейнер может иметь четыре, шесть или восемь расположенных с равными интервалами бобышек вокруг его внешней периферии.
В этом альтернативном варианте выполнения неподвижный внешний цилиндрический фланец может иметь такую форму, чтобы сцепляться с любыми такими внешними бобышками, так что бобышки работают, чтобы дополнительно удерживать крышку на месте на контейнере.
Внешний цилиндрический фланец предпочтительно прерывается. Внешний цилиндрический фланец, например, может иметь три или более секций, например четыре, пять, шесть, семь, восемь, девять, десять или более секций. Секции могут быть разнесены друг от друга с равными интервалами или с неравными интервалами.
Например, внешний цилиндрический фланец может прерываться и быть составленным из четырех, шести или восьми расположенных с равными интервалами секций.
Промежутки между секциями могут быть равны или меньше, чем сами секции. В качестве альтернативы промежутки между секциями больше, чем сами секции. Предпочтительно, секции составляют 30% или более от окружности внешнего цилиндрического фланца, например 40% или более, к примеру 50% или более, например 60% или более.
В таком варианте выполнения крышка может быть выполнена из пластиковых материалов, таких как термопластики, включающие полиэтилен, полипропилен, полиэтилентерефталат (PET), полиэтиленнафталат (PEN) и их сополимеры и смеси, как в кристаллическом, так и аморфном виде. Ссылка на полиэтилентерефталат (PET) включает повторно используемый PET. Она также может быть выполнена из металла, включая сплавы, дерева или стекла.
В четвертом аспекте изобретения обеспечен закрытый контейнер, содержащий контейнер в соответствии со вторым аспектом и крышку в соответствии с третьим аспектом, закрывающую контейнер.
В одном варианте выполнения закрытый контейнер может содержать продукт. Продукт может представлять собой любой продукт, который может храниться в забиваемом или байонетном контейнере. Он может представлять собой твердый или жидкий продукт, включая эмульсии. Например, он может представлять собой краску, лак или чернила, лекарственное средство (в жидкой форме или в твердой форме, например, таблетки), пищевые добавки (такие как витаминные добавки), промышленные химикаты или топливо (например, бензин, дизельное топливо).
В пятом аспекте изобретение обеспечивает устройство для изготовления контейнера, имеющего корпус и участок венчика, образующий отверстие для контейнера, при этом отверстие может закрываться нажимной крышкой, причем устройство содержит:
устройство для формования давлением, имеющее формующие части, образующие формующую полость, и содержащее: фиксирующий компонент, который позволяет расположение преформы в формующей полости со вторым фиксатором в фиксированном положении в ней; средство создания перепада давления между внутренней частью трубки и внешней частью для расширения трубки в контакт с формующими частями, образующими формующую полость; и источник управляемого направленного вниз давления, например в 600 кПа или выше, которое может действовать для перемещения фланца и первого фиксатора вниз и наружу относительно второго фиксатора так, что верхняя поверхность фланца обращена внутрь, и первый фиксатор выступает внутрь в отверстие для контейнера, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
В одном варианте выполнения устройство является подходящим для изготовления контейнера в соответствии со вторым аспектом.
В одном варианте выполнения устройство является подходящим для выполнения способа в соответствии с первым аспектом.
Предпочтительно, источник управляемого направленного вниз давления может прикладывать давление в 650 кПа или выше, предпочтительно 700 кПа или выше, например 750 кПа или выше, к примеру 800 кПа или выше, еще предпочтительнее 900 кПа или выше, например 1000 кПа или выше, к примеру 1100 кПа или выше, или 1200 кПа или выше.
В одном варианте выполнения источник управляемого направленного вниз давления может прикладывать давление в 600 кПа или выше (например 700 кПа или выше, 800 кПа или выше, 900 кПа или выше, 1000 кПа или выше, 1100 кПа или выше или 1200 кПа или выше) в течение от 0,05 с или более, предпочтительно от 0,1 до 1 секунды или более, например от 0,2 до 0,8 с или более, например от 0,3 до 0,7 с или более, к примеру от 0,4 до 0,6 с или более, например от около 0,3 с до около 0,5 с или более.
В одном варианте выполнения источник управляемого направленного вниз давления может прикладывать давление за пределами промежутка времени, требуемого для образования внутреннего венчика в требуемом положении. Например, источник управляемого направленного вниз давления может представлять собой источник управляемого направленного вниз давления, который может прикладывать давление в течение 0,05 с или более после того, как венчик расположен в своем положении, к примеру в течение 0,5 с или более после того, как венчик расположен в своем положении, например от 1 с до 5 с после того, как венчик расположен в своем положении.
Источник управляемого направленного вниз давления может прикладывать давление любым подходящим образом; например гидравлически, пневматически или упруго.
В одном варианте выполнения он может прикладывать давление с использованием механической пружины (например, винтовой пружины, которая может, например, быть цилиндрической, конической, бочкообразной или в форме песочных часов и может иметь постоянный или переменный шаг), или сжатый газ (например, сжатый воздух или сжатый азот) или сжатую жидкость (например, сжатое масло или сжатую текучую среду на водной основе, такую как вода).
Например, может рассматриваться источник управляемого направленного вниз давления, который может представлять собой механическое устройство, которое прикладывает давление с использованием механической пружины, гидравлики или пневматики. Азотная пружина может использоваться в варианте выполнения.
Предпочтительно, источник управляемого направленного вниз давления содержит механическое устройство, такое как поршень, для прикладывания направленного вниз давления к первому фиксатору. Перемещение поршня может управляться так, чтобы обеспечить то, что первый фиксатор выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик. Поршень может быть, например, пневматическим или гидравлическим.
Поршень может физически предохраняться от перемещения за пределы заданного расстояния, которое соответствует перемещению первого фиксатора в место, где он выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора. В этом отношении, устройство надлежащим образом включает составную часть для физического предохранения поршня от перемещения за пределы заданного расстояния, которое соответствует перемещению первого фиксатора в место, где он выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора. Например, в устройстве для формования давлением может быть предусмотрен ограничитель или блок, который предохраняет поршень от перемещения за пределы заданного расстояния. Кожух, такой как стальной кожух, может работать в качестве ограничителя для предохранения поршня от перемещения за пределы заданного расстояния. Амортизатор может использоваться для способствования безударной работе.
Равным образом, может быть включен компьютер, и перемещение поршня может управляться компьютером, причем компьютер управляет перемещением поршня так, что он не перемещается за пределы заданного расстояния, которое соответствует перемещению первого фиксатора в место, где он выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора.
Генератор перепада давления между внутренней частью трубки и внешней частью для расширения трубки в контакт с формующими частями, образующими формующую полость, может надлежащим образом содержать источник сжатого газа, такого как сжатый воздух.
Надлежащим образом, это может содержать выдувной сердечник, который имеет центральное сквозное отверстие, через которое поток воздуха или другого газа под давлением может вдуваться во внутреннюю часть трубчатого участка преформы. Направляющая гильза для впуска воздуха может быть предусмотрена в выдувном сердечнике. Выдувной сердечник может, при использовании, продолжаться в трубчатую секцию ниже периферии участка венчика преформы.
Устройство может дополнительно содержать растягивающую составную часть, которая может использоваться для растягивания в продольном направлении трубчатого участка преформы. Это может, например, представлять собой растягивающий стержень или иглу. Этот компонент может быть представлен в виде части средства создания перепада давления. Например, может быть предусмотрен выдувной сердечник, который имеет выдувную иглу, проходящую через его продольную полость, которая при использовании может выдвигаться для достижения дна формующей полости.
Фиксирующий компонент, который позволяет расположение преформы в формующей полости со вторым фиксатором в фиксированном положении в ней, может надлежащим образом содержать фасонную полость или посадочное место для размещения второго фиксатора. Форма фасонной полости или посадочного места может быть такой, что второй фиксатор надежно размещается и имеет ограниченное перемещение в горизонтальном направлении.
Если требуется, может использоваться фиксирующий компонент, который позволяет расположение преформы в формующей полости с третьим фиксатором (если он имеется) в фиксированном положении в ней. Этот компонент может надлежащим образом содержать фасонную полость или посадочное место для размещения третьего фиксатора. Форма фасонной полости или посадочного места может быть такой, что третий фиксатор надежно размещается и имеет ограниченное перемещение в горизонтальном направлении.
Может быть выполнено так, что устройство пятого аспекта включает защитный элемент для защиты первого фиксатора от давления, которое прикладывается для расширения трубки. Следовательно, в одном варианте выполнения изобретение обеспечивает устройство для изготовления контейнера, имеющего корпус и участок венчика, образующий отверстие для контейнера, при этом отверстие может закрываться нажимной крышкой, причем устройство содержит:
устройство для формования давлением, имеющее формующие части, образующие формующую полость, и содержащее: (i) фиксирующий компонент, который позволяет расположение преформы в формующей полости со вторым фиксатором в фиксированном положении в ней, (ii) средство создания перепада давления между внутренней частью трубки и внешней частью для расширения трубки в контакт с формующими частями, образующими формующую полость; (iii) защитный элемент для защиты первого фиксатора от давления, которое прикладывается для расширения трубки; и (iv) источник управляемого направленного вниз давления, например в 600 кПа или выше, которое может действовать для перемещения фланца и первого фиксатора вниз и наружу относительно второго фиксатора так, что верхняя поверхность фланца обращена внутрь, и первый фиксатор выступает внутрь в отверстие для контейнера, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
Предпочтительно, защитный элемент обеспечен посредством включения секции, в которой может располагаться первый фиксатор, причем секция может работать для защиты первого фиксатора от давления, которое прикладывается для расширения трубки.
В одном таком варианте выполнения устройство для формования давлением включает секцию, в которой может располагаться первый фиксатор, при этом эта секция отделена от внутренней части трубки, подвергаемой воздействию давления для вызывания расширения трубки, посредством защитной стенки. Защитная стенка уплотняет секцию от внутренней части трубки, подвергаемой воздействию давления, и, следовательно, предохраняет первый фиксатор от подвергания воздействию этого давления. Например, устройство для формования давлением может включать проход, в котором может располагаться первый фиксатор, при этом, когда преформа находится в устройстве, стенка прохода контактирует с преформой в точке между местом, где трубка продолжается от радиально внутреннего конца фланца, и первым фиксатором, так что стенка образует барьер между первым фиксатором и частями преформы, подвергающимися воздействию давления, которое прикладывается для расширения трубки.
Устройство пятого аспекта может в одном варианте выполнения дополнительно содержать:
устройство для литья под давлением, выполненное для изготовления преформы в виде трубки с закрытым концом с венчиком на ее входной части, причем венчик содержит: (a) наружный, по существу радиальный фланец, имеющий верхнюю поверхность и нижнюю поверхность, при этом фланец продолжается от радиально внутреннего конца к радиально внешнему концу, причем трубка зависит от радиально внутреннего конца фланца; (b) первый фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на или рядом с радиально внутренним концом фланца; и (c) второй фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на радиально внешнем конце фланца или возле него.
Предпочтительный неограничивающий вариант выполнения изобретения подробно описан ниже со ссылкой на чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В качестве примера изобретение описывается со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - вид в сечении, показывающий литье под давлением преформы, использующейся при изготовлении пластикового контейнера в варианте выполнения изобретения;
фиг.2 - вид преформы, когда перенесена на машину для формования давлением или раздувом;
фиг.3 - вид преформы по фиг.2, с выдувным сердечником теперь на месте;
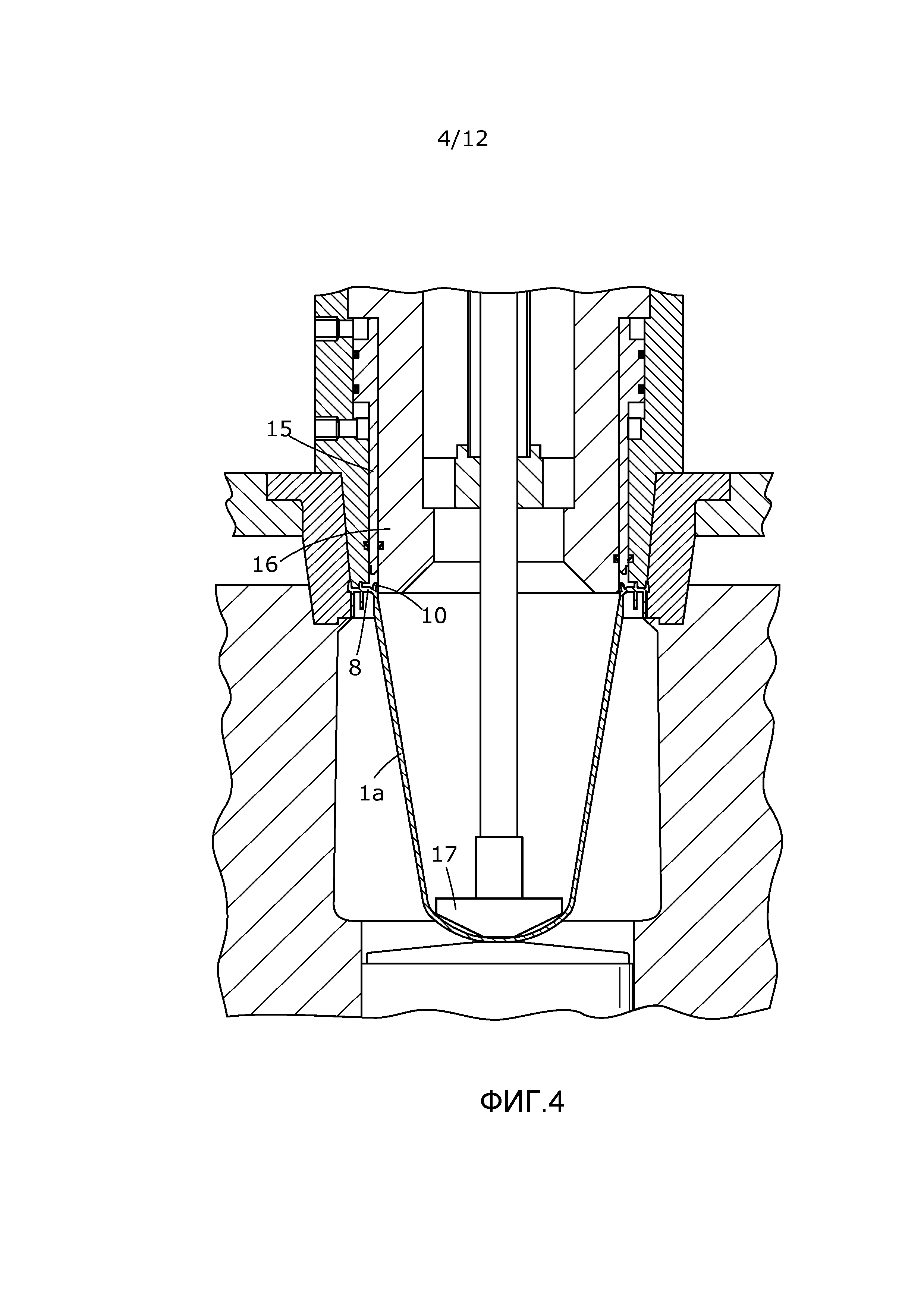
фиг.4 - вид преформы с частично опущенным растягивающим стержнем и с выдувным сердечником, опирающимся на внутреннюю часть венчика преформы;
фиг.5 - вид контейнера в устройстве для выдувного формования, когда контейнер был раздут под давлением;
фиг.6 - увеличенный вид, показывающий форму венчика законченного контейнера более ясно;
фиг.7 - вид сбоку контейнера;
фиг.8 - вид снизу крышки для контейнера;
фиг.9 - вид в сечении, показывающий форму периферии крышки более ясно;
фиг.10 - вид сбоку двух контейнеров, уложенных бок о бок;
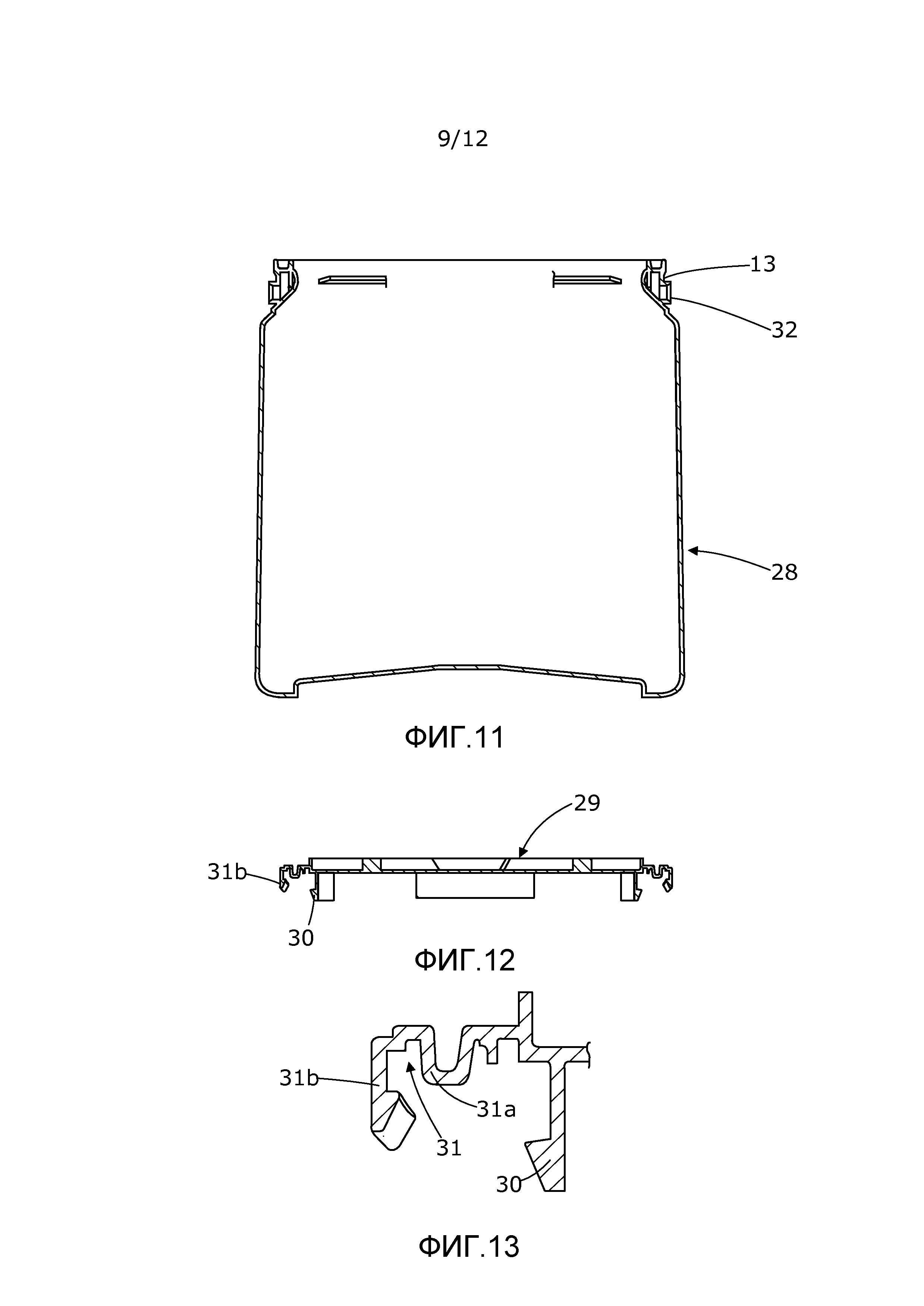
фиг.11 - вид сбоку альтернативного варианта выполнения контейнера;
фиг.12 - вид в сечении крышки для альтернативного варианта выполнения контейнера;
фиг.13 - увеличенный вид в разрезе, показывающий форму периферии крышки на фиг.12 более ясно;
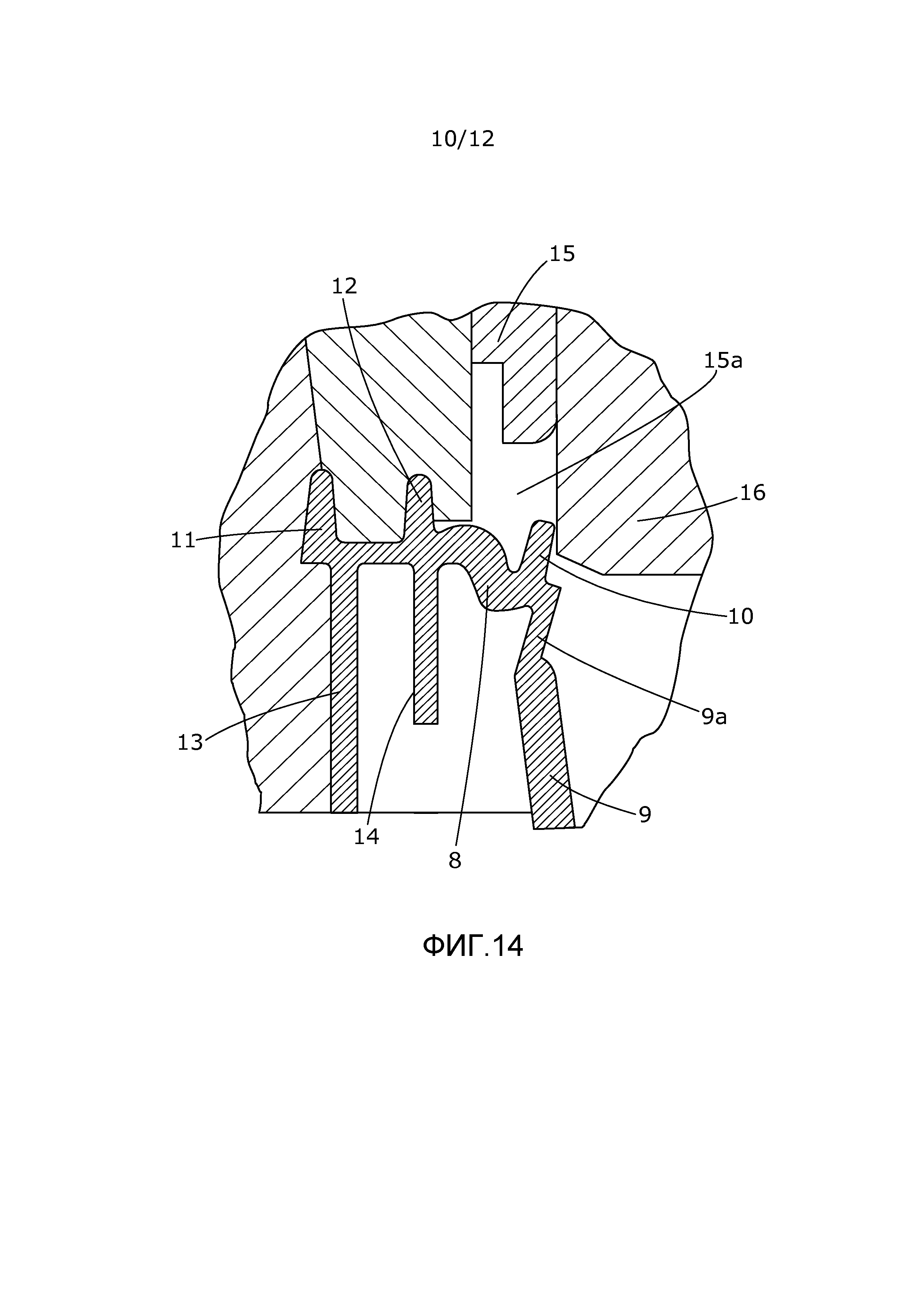
фиг.14 - увеличенный вид, показывающий форму венчика на стадии во время стадии раздува контейнера под давлением;
фиг.15 - увеличенный вид, показывающий форму венчика после раздува контейнера под давлением; и
фиг.16 - увеличенный вид, показывающий форму венчика на стадии во время стадии перемещения фиксатора управляемым образом в положение внутреннего венчика.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ИЗОБРЕТЕНИЯ
Способ согласно предпочтительному варианту выполнения изобретения и устройство для его осуществления вместе с получаемыми при этом контейнером и крышкой для контейнера теперь будут подробно описаны в качестве примера.
Контейнер изготавливают посредством, по существу, двухстадийного процесса. Стадия один включает литье под давлением, в машине для литья под давлением, преформы. Эта стадия может осуществляться отдельно и, следовательно, не является существенной стадией заявленного способа. Преформа может, следовательно, просто обеспечиваться, а затем подвергаться стадии два.
Следовательно, следует понимать, что процесс может осуществляться в двух отдельных стадиях, которые могут осуществляться в разное время и/или разных местах. Однако также предполагается, что две стадии могут осуществляться одна непосредственно за другой и, возможно, в одном и том же месте.
На стадии два, преформа переносится на машину для формования давлением, где она формуется давлением при повышенной температуре для образования конечной формы контейнера. Когда помещена в устройство для формования давлением, преформа деформируется для образования венчика контейнера, и корпус контейнера образуют посредством раздува.
На дальнейшей стадии (которая опять может осуществляться отдельно и, следовательно, не является существенной частью заявленного способа) контейнер связывается с соответствующей нажимной крышкой, которая может забиваться на венчик контейнера. Контейнер может быть заполнен продуктом до забивания крышки на контейнер.
Стадия один показана на Фиг.1. На этом чертеже показан разрез через машину для литья под давлением, в которой преформа только что была образована посредством литья под давлением. Преформа показана с помощью 1. Пресс-форма состоит из опорной плиты 3, вставки-полости 4, несущего вставку-полость блока 5, окружающего и поддерживающего вставку-полость, разъемных элементов для горлышка, поддерживающихся несущей разъемные элементы для горлышка плитой, и впрыскивающего сердечника. Также имеется впрыскивающее сопло 2. Преформа образуется в полости между вставкой-полостью и впрыскивающим сердечником, причем внешний край венчика задается разъемными элементами для горлышка.
Форма полости является такой, что преформа, по существу, имеет форму трубки с закрытым концом, которая незначительно сужается к ее закрытому концу и имеет венчик на открытом конце трубки, и задает отверстие или входную часть контейнера. Трубчатая часть преформы, в конце концов, будет расширяться для образования корпуса контейнера. На этой стадии, как внешняя поверхность, так и внутренняя поверхность преформы незначительно сужаются к закрытому концу трубки, будучи заданными внутренней формующей поверхностью вставки-полости и внешней формующей поверхностью впрыскивающего сердечника соответственно. Пластиковый материал впрыскивается через впрыскивающее сопло на нижнем конце трубки.
Секция венчика преформы, которая предназначена для образования входной части контейнера и окружает отверстие в трубчатую секцию преформы, описана более подробно ниже. Устройство для литья под давлением предусмотрено с соответствующими охлаждающими каналами вокруг вставки-полости, и охлаждающая трубка продолжается во внутреннюю часть впрыскивающего сердечника для того, чтобы охлаждать участок сердечника пресс-формы в трубчатой части преформы. С других точек зрения, машина для литья под давлением является традиционной.
Когда достаточно твердая преформа затем извлекается из устройства для литья под давлением. Это достигается посредством отвода впрыскивающего сердечника и незначительного отвода разъемных элементов для горлышка на несущей разъемные элементы для горлышка плите.
Преформа затем может извлекаться из пресс-формы, если необходимо с прикладыванием некоторого давления снизу через впрыскивающее отверстие.
На Фиг.2 показана общая форма преформы 1. Трубка 9 с закрытым концом образует большую часть длины преформы и заканчивается на участке венчика. Имеется поперечный или кольцевой фланец 8, проходящий наружу от верхнего конца трубки 9.
Кольцевой или проходящий наружу фланец имеет верхнюю поверхность и нижнюю поверхность. Верхняя поверхность частично находится над участком трубчатой стенки, который, таким образом, зависит от внутреннего края фланца. Верхняя поверхность несет на себе вертикальный первый фиксатор 10 на или около ее радиально внутреннего края. Фиксатор на его внутренней периферии, по существу, является перпендикулярным относительно верхней поверхности и на его внешней грани, по существу, является перпендикулярным относительно верхней поверхности.
Внешний конец фланца имеет проходящий вверх второй фиксатор 11. Около центра фланца, приблизительно в середине между первым фиксатором и вторым фиксатором, имеется третий проходящий вверх фиксатор 12.
Нижняя поверхность фланца несет на себе первый проходящий вниз фланец 13 около ее внешнего конца. Также имеется второй проходящий вниз фланец 14, проходящий от нижней поверхности фланца, около центра фланца, приблизительно в середине между первым фиксатором и вторым фиксатором.
Преформа переносится на машину для формования давлением (или для выдувного формования), разрез через которую показан на Фиг.2 и 3. Преформа может нагреваться до температуры выше температуры стеклования материала преформы, например от 10 до 40°C выше этой температуры стеклования.
Операция, которая осуществляется в машине для формования давлением, заключается в (1) расширении трубчатого участка преформы для заполнения внутренней части пресс-формы и образования корпуса контейнера, а затем (2) перемещении первого фиксатора управляемым образом вниз и наружу, относительно второго фиксатора.
Ключевым моментом является то, что осуществляются как стадия (1) расширения трубчатого участка контейнера для заполнения внутренней части пресс-формы и образования корпуса контейнера, так и стадия (2) перемещения первого фиксатора вниз и наружу, относительно второго фиксатора, а стадия (2) осуществляется управляемым образом, без приложения давления стадии (1).
Стадия (1) расширения трубчатого участка контейнера для заполнения внутренней части пресс-формы и образования корпуса контейнера может привести к некоторому перемещению первого фиксатора 10, вследствие растягивания трубки 9, вызывающего направленное вниз тянущее воздействие на фланец 8 и первый фиксатор 10. Однако является существенным, что управляемое перемещение первого фиксатора 10 происходит после расширения трубчатого участка преформы для образования корпуса контейнера.
Формующие части машины задают конечную форму контейнера. Внешняя часть корпуса контейнера задается тремя формующими частями, а именно двумя, по существу, полуцилиндрическими боковыми формующими частями 6, отделяемыми по осевой плоскости, и опорной плитой 7, образующей основание контейнера. Выдувная пресс-форма также включает разъемные элементы для горлышка, поддерживаемые несущей разъемные элементы для горлышка плитой.
Устройство также включает поршень 15, который может прикладывать регулируемое давление 600 кПа или выше, например от 1000 до 1500 кПа, в течение от 0,1 с до 1 с или более, например от около 0,5 с до 5 с или более. Поршень предусмотрен с ограничителем так, что он может только перемещаться на регулируемое, заданное, расстояние.
В частности, поршень 15 может быть предусмотрен в виде части одного и того же оборудования, которое содержит растягивающий стержень или выдувную иглу 17, которая может выдвигаться для достижения дна формующей полости, и описано ниже.
Машина для формования давлением включает проход 15a, в котором может перемещаться поршень 15. Первый фиксатор может быть расположен в этом проходе.
Может быть выполнено так, что, когда преформа 1 находится в машине, стенка прохода контактирует с преформой в точке между местом, где трубка 9 продолжается от радиально внутреннего конца фланца 8, и первым фиксатором 10, так что стенка образует барьер между первым фиксатором и частями преформы, подвергающимися воздействию давления, которое прикладывается для расширения трубки. Следовательно, это обеспечивает то, что во время расширения трубки под давлением первый фиксатор 10 не подвергается воздействию давления.
Когда преформа 1 сначала вставляется в машину для формования, она поддерживается внешним участком венчика и, в частности, вторым фиксатором 11 на внешней части венчика, сцепляющимся с имеющими соответствующую форму участками на нижней внутренней поверхности разъемных элементов для горлышка. Второй фиксатор 12 также сцепляется с имеющим соответствующую форму участком разъемных элементов для горлышка. Работа машины для формования во время придания формы контейнеру теперь будет описываться со ссылкой на Фиг.3-5.
Давление, использующееся на этой стадии, может представлять собой традиционное давление для выдувного формования контейнера, например от 300 до 950 кПа. Ключевым моментом является то, что дифференциальное давление достигается посредством впрыска сжатого воздуха, достаточного для расширения трубчатого корпуса 9.
Во время стадии расширения трубки первый фиксатор не подвергается воздействию какого-либо направленного вниз давления от раздува трубки преформы. Поршень 15 и связанный проход 15a, в котором он перемещается, защищают первый фиксатор от перемещающегося вниз сжатого воздуха.
Однако первый фиксатор 10 по-прежнему может перемещаться вниз и наружу во время этой стадии. Это можно увидеть более ясно на Фиг.14 и 15, где можно увидеть, что расширение трубчатого корпуса 9 приводит к тому, что также тянутся вниз как первый фиксатор 10, так и участок фланца 8 между первым фиксатором 10 и третьим фиксатором 12. В частности, так как фланец 8 и первый фиксатор 10 соединены с трубчатым корпусом через посредство верхней секции 9a трубчатого корпуса и не удерживаются на месте разъемными элементами для горлышка (в отличие от второго и третьего фиксаторов), направленное вниз перемещение трубчатого корпуса заставляет фланец и первый фиксатор также перемещаться вниз до некоторой степени. Из Фиг.15 можно увидеть, что перемещение первого фиксатора осуществляется в положение, где он расположен под углом около 5-10 градусов относительно второго фиксатора.
Вторая стадия, осуществляемая после расширения трубчатого корпуса преформы для образования корпуса контейнера, затем включает управляемое перемещение первого фиксатора 10 в положение, где его продолговатая ось расположен под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
Во время стадии перемещения первого фиксатора, в сущности, первый фиксатор шарнирно перемещается вокруг второго фиксатора, вследствие сгибания участка фланца особенно на его внешней области. Результатом этого перемещения является то, что верхняя поверхность фланца теперь обращена внутрь, нежели чем вверх, и образует внутренний участок входной части контейнера. Первый фиксатор теперь выступает внутрь в отверстие контейнера. В этом положении, как описано ниже, крышка может забиваться на участок венчика контейнера, для сцепления с первым, теперь обращенным внутрь, фиксатором.
Поэтому более подробно на Фиг.5 показана преформа 1 в машине для формования, c выдувным сердечником 16 устройства для формования, теперь вставленным во входную часть формующей полости. Выдувной сердечник имеет такую форму, чтобы уплотняться относительно верхней части пресс-формы, когда полностью вставлен, и имеет центральное сквозное отверстие, через которое продолжается растягивающий стержень или выдувная игла 17, которая может выдвигаться для достижения дна формующей полости, как описано ниже. Продольный проход, через который продолжается выдувная игла, является достаточно широким, чтобы также обеспечить протекание воздуха под давлением через выдувной сердечник мимо выдувной иглы и во внутреннюю часть трубчатого участка преформы. Направляющая гильза для впуска воздуха предусмотрена в выдувном сердечнике. Выдувной сердечник продолжается в трубчатую секцию ниже периферии участка венчика преформы.
Следующей стадией является выдвижение выдувной иглы 17. Выдувная игла теперь полностью вставляется в формующую полость, вызывая изготовление растянутой трубчатой секции 1a, которая продольно растягивается вниз к нижнему концу пресс-формы, как показано на Фиг.4. Эта операция растягивания является важной для обеспечения прочности законченному контейнеру, когда выполнен из PET или PEN.
Далее, воздух под давлением впрыскивается через проходное отверстие в выдувном сердечнике и вокруг выдувной иглы во внутреннюю часть контейнера, как показано стрелками B на Фиг.5. Результатом этого является расширение трубчатой секции 9 в форму контейнера 18, как задано внутренними поверхностями формующих частей, образуя требуемую конечную форму контейнера.
Формующие части могут осуществлять требуемое придание формы для обеспечения более сложного придания формы для контейнера общеизвестным образом.
Расширение трубчатой части, конечно, будет вызывать утончение стенки контейнера.
Результатом расширения трубчатой секции также может быть то, что также тянутся вниз как первый фиксатор 10, так и участок фланца 8 между первым фиксатором 10 и третьим фиксатором 12. В частности, как показано на Фиг.14 и 15, так как фланец 8 и первый фиксатор 10 соединены с трубчатым корпусом через посредство верхней секции 9a трубчатого корпуса и не удерживаются на месте разъемными элементами для горлышка (в отличие от второго фиксатора 11 и третьего фиксатора 12), направленное вниз перемещение трубчатого корпуса заставляет фланец и первый фиксатор также перемещаться вниз до некоторой степени. Из Фиг.15 можно увидеть, что перемещение первого фиксатора осуществляется в положение, где он расположен под углом около 5-10 градусов относительно второго фиксатора.
Конечная стадия заключается в том, что поршень 15 перемещается вниз вследствие давления воздуха из впуска C для воздуха для прикладывания направленного вниз давления на первый фиксатор 10, который перемещается вниз и наружу, относительно второго фиксатора 11, заставляя верхнюю поверхность фланца 8 обращаться внутрь. Второй фиксатор 11 удерживается на месте благодаря его сцеплению с разъемными элементами для горлышка, также как и третий фиксатор 12. Давление, прикладываемое поршнем 15, может надлежащим образом составлять от 1100 до 1600 кПа.
На Фиг.16 показано более подробно положение первого фиксатора 10, когда он перемещен вниз поршнем 15 во время этой стадии.
Вследствие того факта, что пластик находится при повышенной температуре, нижняя сторона фланца вплавляется в и становится цельной с направленным вниз фланцем 14, тем самым обеспечивая прочность и твердость конструкции.
В данной области техники является известным вызывать образование выемки в основании раздутого контейнера после расширения преформы для образования контейнера. Следовательно, эта стадия может осуществляться посредством перемещения фасонной верхней поверхности опорной плиты 7 против внешней части основания контейнера 18, пока материал, по меньшей мере, этой части контейнера все еще является мягким. Это можно увидеть на Фиг.5. Давление B "раздува", которое использовалось для расширения трубки для образования корпуса контейнера, поддерживается, тогда как опорная плита сцепляется с и придает форму основанию контейнера, для обеспечения того, что остальная часть контейнера сохраняет свою требуемую форму. Однако следует понимать, что эта стадия не вызывает расширение трубки и, следовательно, не является проблемой с точки зрения побуждения неуправляемого перемещения первого фиксатора 10 после его перемещения на свое место посредством поршня 15.
Поршень 15 может надлежащим образом оставаться в контакте с первым фиксатором 10 до тех пор, пока не завершено изготовление углубления в основании контейнера.
Контейнер 18 теперь извлекается из пресс-формы и показан на Фиг.7.
Один вариант крышки 19 для контейнера теперь будет описываться со ссылкой на Фиг.8 и 9.
Крышка 19 имеет окружную канавку 21, подходящую для размещения первого обращенного вверх фиксатора и сцепления с ним. Крышка также имеет сцепляющий участок 22, расположенный радиально внутри относительно окружной канавки, для размещения под и сцепления с обращенным внутрь первым фиксатором 10, для закрепления крышки на контейнере.
Сцепляющий участок 22 прерывается вокруг крышки. Имеются четыре расположенные с равными интервалами секции, составляющие сцепляющий участок. Соответствующим образом, сцепление сцепляющего участка с обращенным внутрь первым фиксатором 10 обеспечивает прикрепление нажимом и поворотом, байонетного типа, крышки к контейнеру.
Окружная канавка 21 образована между внутренним цилиндрическим фланцем 21a и внешним цилиндрическим фланцем 21b. Внутренний цилиндрический фланец является неподвижным, тогда как внешний цилиндрический фланец выполнен шарнирно, являясь шарниром "блокирующегося защелкиванием" типа. Конкретно, он перемещается вокруг шарнира 21c так, что он может перемещаться из открытого положения, где он не сцепляется с первым обращенным вверх фиксатором (как показано на Фиг.9), в закрытое положение, где он сцепляется с первым обращенным вверх фиксатором.
Внешний цилиндрический фланец прерывается и составлен из шести расположенных с равными интервалами секций.
Крышка может быть полиэтиленовой или полипропиленовой.
На Фиг.10 показан вид сбоку двух завершенных контейнеров с их прикрепленными крышками. Крышка 19 прочно удерживается на контейнере 18. Контейнеры также имеют ручки 20. Благодаря узкой ширине венчика контейнера по сравнению с корпусом, ручки могут быть обеспечены, не влияя на общую ширину контейнера, и, следовательно, улучшенная укладка бок о бок может быть достигнута, как показано.
Альтернативный вариант выполнения контейнера показан на Фиг.11, и крышка для альтернативного контейнера показана на Фиг.12 и 13. Этот контейнер 28 и крышка 29 являются такими же, как описанные выше со ссылкой на Фиг.1-10, за исключением нижеследующих деталей.
Контейнер 28 предусмотрен с внешними бобышками 32. Эти бобышки предусмотрены на полученной литьем под давлением преформе, из которой образуется контейнер, и не подвергаются воздействию выдувного формования давлением контейнера. Бобышки предусмотрены на внешней поверхности первого проходящего вниз фланца 13.
Контейнер имеет четыре расположенные с равными интервалами бобышки 32 вокруг его внешней периферии.
Крышка 29 имеет окружную канавку 31 и сцепляющий участок 30, как изложено выше; однако окружная канавка 31 образована между неподвижным внутренним цилиндрическим фланцем 31a и неподвижным внешним цилиндрическим фланцем 31b.
Неподвижный внешний цилиндрический фланец 31b имеет такую форму, чтобы сцепляться с внешними бобышками 32, так что бобышки удерживают крышку на месте на контейнере.
Предпочтительный вариант выполнения изобретения был описан в качестве примера. Однако многие модификации могут быть внесены в описанные способ, устройство, контейнер и верхнюю часть контейнера, и вышеприведенное описание следует рассматривать только в качестве одного примера выполнения изобретения.
Реферат
Изобретение относится к способу изготовления контейнера, который может закрываться нажимной крышкой, к устройству для изготовления контейнера, к контейнеру и к крышке для контейнера. Техническим результатом является упрочнение прикрепления крышки к контейнеру так, чтобы она легко не отделялась. Технический результат достигается способом изготовления контейнера, имеющего корпус и венчик, образующий отверстие для контейнера. При этом отверстие может закрываться нажимной крышкой, контейнер выполнен из материала, способного деформироваться при нагревании. Причем способ включает стадии обеспечения преформы, имеющей венчик на ее входной части. Причем венчик содержит наружный радиальный фланец, имеющий верхнюю поверхность и нижнюю поверхность. Первый и второй фиксаторы, образованные в виде вертикального продолговатого выступа от верхней поверхности фланца. Причем первый фиксатор расположен на или рядом с радиально внутренним концом фланца, а второй фиксатор расположен на радиально внешнем конце фланца или возле него. Затем размещают преформы в устройство для формования давлением при повышенной температуре. Причем преформа расположена в устройстве посредством второго фиксатора. Потом расширяют преформу под давлением для образования корпуса контейнера. Затем перемещают первый фиксатор вниз и наружу относительно второго фиксатора так, что первый фиксатор выступает внутрь в отверстие для контейнера. При этом перемещение первого фиксатора происходит после расширения преформы. Причем после стадии d) первый фиксатор выступает внутрь контейнера, с продолговатой осью под углом от 60° до 120° относительно продолговатой оси
Формула
a) обеспечения преформы, выполненной из материала, способного деформироваться при нагревании, при этом преформа имеет форму трубки с закрытым концом с венчиком на ее входной части, причем венчик содержит: наружный, по существу радиальный фланец, имеющий верхнюю поверхность и нижнюю поверхность, причем фланец продолжается от радиально внутреннего конца к радиально внешнему концу, при этом трубка зависит от радиально внутреннего конца фланца; первый фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на или рядом с радиально внутренним концом фланца; и второй фиксатор, одновременно образованный с фланцем в виде вертикального продолговатого выступа от верхней поверхности фланца, причем фиксатор расположен на радиально внешнем конце фланца или возле него;
b) размещения преформы в устройство для формования давлением при повышенной температуре, причем преформа расположена в устройстве, по меньшей мере, частично посредством второго фиксатора;
c) расширения трубки под давлением для образования корпуса контейнера; и затем
d) перемещения первого фиксатора управляемым образом вниз и наружу относительно второго фиксатора так, что первый фиксатор выступает внутрь в отверстие для контейнера;
при этом перемещение первого фиксатора вниз и наружу относительно второго фиксатора происходит после расширения трубки и управляется так, что после стадии d) первый фиксатор выступает внутрь в контейнер, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик.
(i) перемещение первого фиксатора достигается посредством приложения направленного вниз давления в 600 кПа или выше к первому фиксатору, при этом поддерживая второй фиксатор в неизменном положении, так чтобы заставить первый фиксатор перемещаться вниз и наружу относительно второго фиксатора;
и/или
(ii) перемещение первого фиксатора достигается посредством приложения направленного вниз давления в 1000-2000 кПа к первому фиксатору, при этом поддерживая второй фиксатор в неизменном положении, так чтобы заставить первый фиксатор перемещаться вниз и наружу относительно второго фиксатора;
и/или
(iii) давление прикладывают в течение от 0,05 секунд до 5 секунд или более;
и/или
(iv) механическое устройство, такое как поршень, используют для приложения управляемого направленного вниз давления к первому фиксатору;
и/или
(v) давление прикладывается пневматически, гидравлически или упруго.
(i) термопластичного материала;
и/или
(ii) материал выбирают из полиэтилентерефталата, полиэтиленнафталата и сополимеров и смесей этих двух материалов.
устройство для формования давлением, имеющее формующие части, образующие формующую полость, и содержащее: фиксирующий компонент, который позволяет расположение преформы в формующей полости со вторым фиксатором в фиксированном положении в ней; средство создания перепада давления между внутренней частью трубки и внешней частью для расширения трубки в контакт с формующими частями, образующими формующую полость; и источник управляемого направленного вниз давления, например в 600 кПа или выше, которое может действовать для перемещения фланца и первого фиксатора вниз и наружу относительно второго фиксатора так, что верхняя поверхность фланца обращена внутрь, и первый фиксатор выступает внутрь в отверстие для контейнера, с его продолговатой осью под углом от 60° до 120° относительно продолговатой оси второго фиксатора, так что первый фиксатор образует внутренний венчик; и
защитный элемент для защиты первого фиксатора от давления раздува, которое прикладывается для расширения трубки, при этом первый фиксатор не подвергается воздействию давления раздува, прикладываемому к нему сверху.
(i) может прикладывать давление в 1000 кПа или выше;
и/или
(ii) может прикладывать давление в течение от 0,1 до 5 секунд или более;
и/или
(iii) содержит механическое устройство, такое как поршень, для прикладывания управляемого направленного вниз давления к первому фиксатору.
Документы, цитированные в отчёте о поиске
Широкогорлая емкость из термопластичной пластмассы и способы ее изготовления
Комментарии