Способ и устройство для непрерывного литья и получения гранул из нитей из термопластичного материала - RU2518608C2
Код документа: RU2518608C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройству для непрерывного литья и получения гранул из нитей из термопластичного материала, которое содержит сопловую головку со множеством сопловых отверстий, имеющих диаметр не более 4 мм, и орошаемое водой направляющее устройство, предназначенное для охлаждения и проведения нитей из термопластичного материала от соплового отверстия через подающие валики к входу режущего инструмента, который измельчает нити из термопластичного материала с получением гранул длиной примерно 2-3 мм.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Устройство такого рода описано и изображено в публикации заявки на патент US 2004/0164443 А1.
При гранулировании нитей из полимерного материала, в частности - из ПЭТ (полиэтилентерефталата), с помощью такого или аналогичного устройства всегда возникает проблема, связанная с тем, что поверхность гранулята после выхода из гранулятора обладает определенной клейкостью, что можно объяснить, главным образом, тем, что поверхность гранулята недостаточно охлаждена или кристаллизована. Охлаждение гранулята зависит от различных производственных условий на протяжении этих устройств и часто является трудно управляемым из-за самопроизвольного изменения этих производственных условий. Поэтому в основе изобретения лежит задача значительно снизить клейкость гранулята.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Эта проблема решена за счет особой конструкции вышеупомянутого устройства, которое отличается тем, что скорость потока расплава при охлаждении нитей по мере их перемещения от сопел через направляющее устройство к подающим валикам режущего инструмента увеличивается от по меньшей мере 100 м/мин в пространственно центральной области сопловых отверстий настолько, что режущий инструмент разрезает нити с частотой резания более 2000 разрезов/с.
За счет конструкции устройства согласно настоящему изобретению получают, прежде всего - из-за относительно малого диаметра сопловых отверстий, особенно высокую скорость потока расплава в пространственно центральной области сопловых отверстий, которая в сопловом отверстии снижается по направлению к его стенкам до нуля, что приводит к тому, что нити уже во время протекания через сопловые отверстия испытывают большие продольно ориентированные внутренние напряжения, которые приводят к преждевременному образованию зародышей и кристаллизации полимерного материала, прежде всего - а поверхности нитей. Эта тенденция дополнительно поддерживается тем, что из-за соответствующего натяжения нитей перед гранулятором скорость подачи нитей повышается настолько, что гранулятор должен разрезать нити с особенно высокой частотой резания, чтобы производить стандартный гранулят длиной примерно 2,0-3,0 мм. На пути между сопловыми отверстиями и входом в гранулятор натяжение полимерных нитей из-за особенно высокой скорости движения нитей еще больше увеличивается, так что и в этой области возникает эффект преждевременной кристаллизации нитей на их поверхности.
Эти эффекты приводят к тому, что поверхность нитей и, естественно, полученного из них гранулята на ранней стадии кристаллизуется настолько, что их тенденция к склеиванию практически полностью утрачивается.
Использованный способ отличается тем, что нити, выходящие из сопловых отверстий, из-за малого диаметра сопловых отверстий, а именно - не более 4 мм, проявляют высокий градиент скорости в области сопловых отверстий по направлению от внутренней поверхности сопловых отверстий к внутренней зоне при скорости, равной по меньшей мере 100 м/мин, следствием чего являются сильное растяжение полимерных нитей по поверхности и быстрая кристаллизация в этой области, и дополнительное растяжение полимерных нитей за счет втягивания нитей в гранулятор с высокой скоростью, следствием чего является дополнительное растяжение поверхности полимерных нитей и ее кристаллизация вплоть до гранулятора, который благодаря высокой скорости подачи при сохранении максимальной длины гранулята, равной примерно 3 мм, разрезает полимерные нити с очень высокой частотой резания, превышающей 2000 разрезов/с.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На рисунках изображен пример осуществления настоящего изобретения. На рисунках изображено следующее:
Фиг.1 - принципиальная конструкция устройства для получения полимерных гранул в соответствии с содержанием заявки на патент Германии DE 19739747.6, с прямолинейным движением полимерных нитей после выхода из сопел и прямолинейной подачей смеси гранулята и воды.
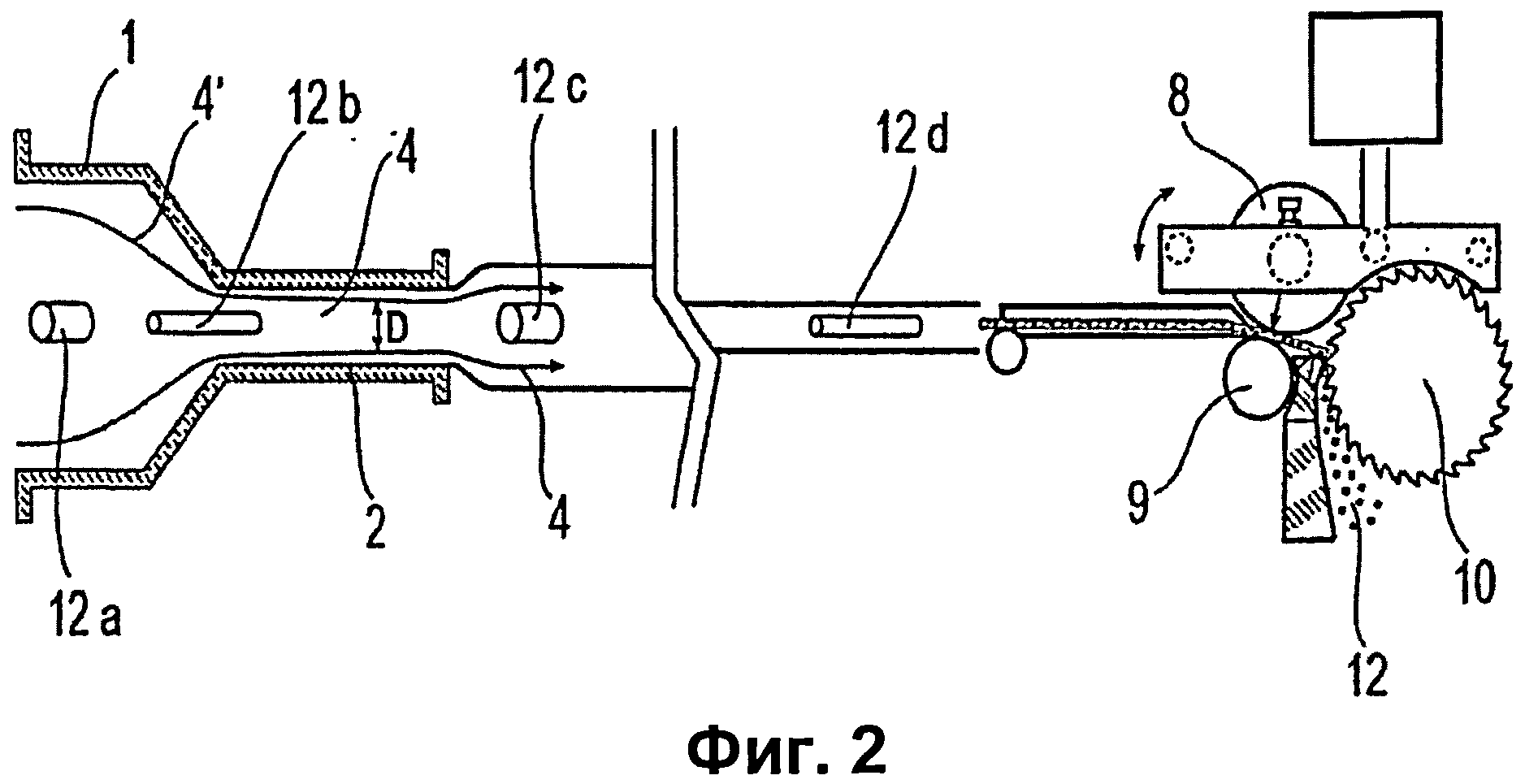
Фиг.2 - поведение полимерного материала по мере его движения от места образования нитей до входа в гранулятор.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг.1 изображает вид сбоку устройства для получения гранул из полимерных нитей, которое принципиально изображено и описано в публикации DE 19739747 1. Разумеется, что на Фиг.1 ход полимерных нитей выпрямлен на всем пути до входа в гранулятор, и смесь гранулята/воды перемещается по прямой линии. Полимерные нити 4 выходят из сопловой головки 1, в которой из соображений упрощения рисунка показано только одно сопловое отверстие 2. Из соплового отверстия 2 выходит полимерная нить 4, которую вначале направляют к пусковому клапану 5, а от него - к направляющему устройству 6, на которое направлены распылительные сопла 7, предназначенные для распыления охлаждающей воды. После направляющего устройства 6 нити 4 проходят через пару подающих валиков 8 и 9, благодаря которым нити 4 ускоряются до высокой скорости подачи, за счет чего нити 4 вдоль направляющего устройства 6 испытывают соответствующее растяжение. Затем подающие валики 8 и 9 направляют нити 4 к режущему инструменту 10, который имеет известную форму ножевого вала и который разрезает нити 4 с частотой резания более 2000 разрезов/с с получением гранул, которые затем удаляются из корпуса 11 гранулятора вертикально вниз в форме гранулята 12.
Фиг.2 представляет собой принципиальное изображение нити 4, выходящей из области сопловой головки 1 через сопло 2, и хода нити 4, вышедшей из сопла 2, до ее обработки режущим инструментом 10. Из этого рисунка видно, что преднамеренно вырезанный для разъяснения принципа работы устройства сегмент объема 12а в области перед соплом 2 имеет определенное относительно большое поперечное сечение, а на входе нити 4 он значительно растягивается в продольном направлении и поэтому его диаметр уменьшается, что можно видеть на соответствующем сегменте объема 12b, в который преобразуется сегмент объема 12а. В этой форме сегмент объема 12b проходит через отверстие сопла 2, где его поверхность испытывает значительное растяжение. После выхода из соплового отверстия 2 нить 4 снова расширяется, при этом толщина сегмента объема 12 с, в который преобразуется сегмент объема 12b, снова увеличивается, но эффект кристаллизации на поверхности сегмента, обусловленный действием сужения в сопловом отверстии 2, не утрачивается. На дальнейшем пути вдоль направляющего устройства 6 (см. Фиг.1) этот сегмент объема снова подвергается значительному растяжению из-за высокой скорости подачи в режущий инструмент 10, обусловленной подающими валиками 8, при этом сегмент объема 12d снова приобретает более удлиненную форму по сравнению с сегментом объема 12с, в которой он затем будет разрезан с высокой скоростью резания более 2000 разрезов/с с получением гранулята 12, причем сегмент объема 12d подвергается дополнительному значительному растяжению, что, соответственно, еще больше интенсифицирует кристаллизацию полимера на поверхности отдельных нитей 4. Поэтому из гранулятора 11 выходят гранулы, дополнительно кристаллизованные на поверхности, тенденция которых к склеиванию значительно снижена из-за сильной кристаллизации на их поверхности.
Реферат
Изобретение относится к способу непрерывного литья и получения гранул из нитей из термопластичного материала. Устройство для непрерывного литья содержит сопловую головку, имеющую множество сопел, орошаемое водой направляющее устройство для охлаждения и проведения полимерных нитей, выходящих из сопел, через подающие валики ко входу режущего инструмента гранулятора для измельчения полимерных нитей с образованием гранул. Полимерные нити, выходящие из сопел, имеют высокий градиент скорости в пространственно центральной области сопел по направлению от внутренней поверхности сопел к центральной области сопел, где скорость потока составляет по меньшей мере 100 м/мин. Из-за формы сопел произвольно вырезанный сегмент объема, имеющий определенный относительно большой диаметр в области перед соплами, значительно растягивается в продольном направлении после входа полимерных нитей в сопла, и поэтому его диаметр уменьшается, и при этом преобразуется в соответствующий сегмент объема, и в такой форме проходит через сопла, где его поверхность испытывает значительное растяжение. Полимерные нити расширяются, так что толщина сегмента объема увеличивается, но эффект кристаллизации на поверхности сегмента, обусловленный действием сужения в соплах, не утрачивается. Изобретение обеспечивает снижение склеивания гранул из нитей из термопластичного материала. 2 ил.
Формула
- сопловую головку (1), имеющую множество сопел (2), каждое из которых имеет диаметр не более 4 мм, и
- орошаемое водой направляющее устройство (6) для охлаждения и проведения полимерных нитей (4), выходящих из сопел (2), через подающие валики (8, 9) к входу режущего инструмента (10) гранулятора (11) для измельчения полимерных нитей (4) с образованием гранул (12),
в котором скорость подачи нитей (4) повышается настолько, что на пути между соплами (2) и входом в гранулятор (11) полимерные нити (4) растягиваются вследствие высокой скорости входа полимерных нитей (4) в гранулятор (11), следствием чего являются растяжение поверхности полимерных нитей (4) и их кристаллизация по мере перемещения к режущему инструменту (10), причем, благодаря высокой скорости подачи при сохранении максимальной длины гранулы, примерно равной 3 мм, полимерные нити (4) разрезают с получением гранул (12) с очень высокой скоростью резания, превышающей 2000 разрезов/с,
отличающийся тем, что
полимерные нити (4), выходящие из сопел (2), из-за малых размеров соплового отверстия, а именно диаметра не более 4 мм, и длины сопла большей, чем его диаметр, имеют высокий градиент скорости в пространственно центральной области сопел (2) по направлению от внутренней поверхности сопел (2) к центральной области сопел, где скорость потока составляет по меньшей мере 100 м/мин, следствием чего являются сильное растяжение поверхности полимерных нитей (4) и быстрая кристаллизация в этой области, причем из-за формы сопел (2) произвольно вырезанный сегмент объема (12а), имеющий определенный относительно большой диаметр в области перед соплами (2), значительно растягивается в продольном направлении после входа полимерных нитей (4) в сопла (2), и поэтому его диаметр уменьшается, и при этом преобразуется в соответствующий сегмент объема (12b), и в такой форме проходит через сопла (2), где его поверхность испытывает значительное растяжение, и
при этом полимерные нити (4) снова расширяются, так что толщина сегмента объема (12с), в который преобразуется сегмент объема (12b), увеличивается, но эффект кристаллизации на поверхности сегмента, обусловленный действием сужения в соплах (2), не утрачивается.
Комментарии