Бункер машины для литья под давлением - RU2487014C2
Код документа: RU2487014C2
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к бункеру машины для литья под давлением, в частности к выполненному за одно целое многокамерному сушильному бункеру для ступенчатой сушки пластмассы, выполненному с возможностью одновременного независимого выполнения сушки и кондиционирования сырья различных видов.
УРОВЕНЬ ТЕХНИКИ
В процессе литья под давлением пластмассовых продуктов обычно требуется, чтобы содержание воды в сырье не превышало 5‰, поэтому перед выполнением литься под давлением необходимо осуществлять сушку и кондиционирование сырья, данный процесс, как правило, заключается в том, что сушка и кондиционирование сырья производятся при температуре 90-200°С в течение 1-6 часов.
Известные бункеры для литья под давлением оснащены специальным устройством для кондиционирования и сушки, расположенным перед термостатической емкостью, после завершения сушки и кондиционирования сырье отправляют далее в термостатическую емкость, причем в ходе этого технологического процесса рассеивается большое количество тепла; одновременно с этим в процессе транспортировки сырье может легко подвергнуться вторичному загрязнению, в результате это ведет не только к большому расходу трудовых и сырьевых ресурсов, но также существенно влияет на качество изделий.
Кроме того, при литье под давлением многослойных композитных пластмассовых изделий, поскольку процессы сушки и кондиционирования различного сырья требуют различные температуры и продолжительность, для обработки различного сырья требуются специальные устройства для кондиционирования и сушки, а вышеупомянутый недостаток проявляется особенно серьезно.
Известна китайская патентная публикация от 29 июля 2009 с номером CN 101491935 A, в которой описывается система и способ синхронного регулирования температуры бункера машины для литья под давлением и предлагается система для обеспечения возможности синхронизации температур во всех секциях бункера машины для литья под давлением и способ такого регулирования.
Эта система содержит электрические нагреватели, расположенные в соответствующих местах всех секций бункера, а также установленные в соответствующих местах монтажа датчики температуры, все из которых соединены посредством сигнальных проводов с модулем задания температуры, причем модуль задания температуры, модуль регулирования синхронизации температуры и модуль ПИД-регулирования (пропорционально-интегрально-дифференциального регулирования) последовательно соединены при помощи сигнальных проводов, а модуль ПИД-регулирования соединен сигнальными проводами со всеми электрическими нагревателями.
В случае если температуры всех секций бункера машины для литья под давлением окажутся рассогласованными или тепловое излучение будет неодинаковым, температуры всех секций могут одновременно быть установлены на заданное значение при помощи быстрого регулирования.
Если между заданным значением температуры и реальными значениями температуры всех секций бункера обнаруживаются расхождения в режиме реального времени, для всех секций получают выходные регулирующие сигналы, обеспечивающие регулирование работы всех секций нагревателей, благодаря чему реализуется точное регулирование температуры всех секций и достигаются эффекты обеспечения синхронности температур во всех секциях бункера машины для литья под давлением и быстрого достижения заданной температуры.
Данный способ предлагает идею секционного регулирования температуры для одиночного бункера, благодаря чему удается улучшить точность регулирования температуры, но он не позволяет устранить такие недостатки, как большое потребление энергии, связанное с перемещением сырья во время процесса литья под давлением, большие трудозатраты, легкость вторичного загрязнения сырья и последующее влияние на качество изделий.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Изобретением предложен выполненный за одно целое многокамерный сушильный бункер для ступенчатой сушки пластмассы, потребляющий энергию в небольшом количестве, обеспечивающий экономию времени и трудовых затрат, а также обеспечивающий отсутствие вторичного загрязнения и хорошее качество изделий, чтобы устранить такие недостатки, как большие потери тепла, связанные с перемещением сырья в процессе литья под давлением, велики, высокие трудозатраты, легкость вторичного загрязнения сырья и дополнительное влияние на качество изделий.
Для решения данной технической задачи предлагается выполненный за одно целое многокамерный сушильный бункер для ступенчатой сушки пластмассы, включающий в себя комбинированный бункер, электрическую систему нагрева и подачи сжатого воздуха и систему регулирования температуры, при этом комбинированный бункер содержит по меньшей мере два подбункера, каждый из которых оснащен независимым впускным отверстием, независимым выпускным отверстием и ответвленным каналом для подачи сжатого воздуха, выполненным с возможностью независимого управления переключением; все выпускные отверстия подбункеров сообщаются с термостатической камерой, размещенной под ними; главное выпускное отверстие и главный канал подачи воздуха расположены в нижней части термостатической камеры; в нижней части термостатической камеры размещены главное выпускное отверстие и главный канал для подачи воздуха; а термостатическая камера и каждый подбункер соответственно оснащены независимыми системами управления температурой.
Устройство для сушки и кондиционирования сырья, являющееся независимым и размещенным отдельно в известных технический решениях, размещено по центру в верхней части указанного бункера машины для литья под давлением; каждый подбункер оснащен независимым впускным отверстием, независимым выпускным отверстием и ответвленным каналом для подачи сжатого воздуха, выполненным с возможностью независимого управления переключением; нижняя часть бункера машины для литья под давлением используется в качестве термостатической камеры, главное выпускное отверстие и главный канал для подачи воздуха размещены в нижней части термостатической камеры; причем термостатическая камера и каждый подбункер соответственно оснащены независимыми системами управления температурой, так что для различного сырья могут задаваться различные температуры и продолжительность во всех подбункерах для осуществления независимых сушки и кондиционирования, а после завершения всех процессов сушки и кондиционирования необходимо открыть только выпускные отверстия подбункеров, после чего сырье в подбункерах может напрямую поступать в термостатическую камеру, а литье под давлением может быть выполнено после смешивания и обработки в термостатической камере с регулируемой температурой.
Поскольку сушка и кондиционирование различных видов сырья осуществляются в одной большой емкости, обеспечивается возможность устранения не только большой потери тепла в процессе транспортировки и высоких трудозатрат в раздробленной структуре, но и вторичного загрязнения в процессе транспортировки, и может быть обеспечено качество изделий.
Следует пояснить, что количество подбункеров по существу зависит от количества видов сырья, подлежащего сушке и кондиционированию; кроме того, в подбункерах могут быть размещены добавки для нагрева, поэтому количество подбункеров может быть больше количества видов сырья.
Размер каждого подбункера может быть задан в соответствии с количеством сырья или добавок на объем подбункера, т.е. подбункеры могут быть структурами одного размера или структурами со смешанными размерами.
Ответвленные каналы для подачи сжатого воздуха подбункеров предпочтительно соединены в систему подачи сжатого воздуха посредством ответвленных контуров для подачи сжатого воздуха, в каждом из которых выполнены распределительный клапан распределения воздуха и устройство для нагрева ветви, главный канал для подачи воздуха на термостатической камере и ответвленные контуры для подачи сжатого воздуха параллельно соединены в одну систему подачи сжатого воздуха посредством главного контура для подачи сжатого воздуха, в котором размещены главный воздушный клапан и главное нагревательное устройство.
Поскольку вся система использует для нагрева горячий воздух и используется одна и та же система подачи сжатого воздуха, имеется возможность сокращения расходов; кроме того, в каждом подбункере и термостатической камере температура нагрева и время нагрева могут регулироваться при помощи воздушного клапана и нагревающего устройства.
Предпочтительно решетки подбункеров расположены посреди вмещающих пространств возле верхних частей подбункеров, выпускных отверстий подбункеров и ответвленных каналов для подачи сжатого воздуха, а главная решетка расположена посреди термостатической камеры, главного выпускного отверстия и главного канала для подачи воздуха.
Решетки расположены в подбункерах и термостатической камере, в донной области подбункеров или термостатической камеры может быть образовано определенное пространство, которое обеспечивает возможность равномерного поступления горячего воздуха, входящего в подбункеры или термостатическую камеру, в содержащие сырье области подбункеров или термостатической камеры, обеспечивая таким образом равномерный нагрев сырья.
Предпочтительно на впускном отверстии каждого подбункера размещена откидная крышка, каждая из которых шарнирно прикреплена к соответствующему подбункеру и на каждой из которых выполнено воздухопроницаемое отверстие, а над термостатической камерой также размещено отверстие для выпуска воздуха.
Конструкции с откидными крышками облегчают возможность добавления сырья, а воздухопроницаемые отверстия используются для выпуска влажного газа из подбункеров.
Подобным же образом над термостатической камерой расположено отверстие для выпуска воздуха.
Предпочтительно в термостатической камере размещено перемешивающее устройство. Перемешивающее устройство обеспечивает возможность быстрого перемешивания поступающего из всех подбункеров сырья до однородного состояния, обеспечивая таким образом равномерность всего сырья в термостатической камере.
Предпочтительно между каждыми двумя подбункерами, а также между этими подбункерами и термостатической камерой соответственно размещены термоизоляция и разделительные слои.
Термоизоляция и разделительные слои служат для следующих целей: 1) обеспечение термической изоляции и 2) обеспечение относительной независимости всех подбункеров и термостатической камеры для недопущения избыточного теплопереноса между подбункерами и термостатической камерой, а также для предотвращения дополнительного влияния на регулирование соответствующих температур.
Преимуществом данного изобретения является эффективное устранение таких недостатков, как большая потеря тепла при транспортировке сырья во время известного процесса литья изделий под давлением, высокие трудозатраты и легкость вторичного загрязнения, вызванного сырьем, что влияет на качество изделий, данное изобретение имеет простую конструкцию, малое потребление энергии, низкие трудозатраты, высокую производительность и обеспечивает хорошее качество изделий.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 схематически представлена предлагаемая конструкция выполненного за одно целое многокамерного секционного сушильного бункера для ступенчатой сушки пластмассы.
На Фиг.2 схематически представлена еще одна предлагаемая конструкция выполненного за одно целое многокамерного сушильного бункера для ступенчатой сушки пластмассы.
На Фиг.3 схематически представлен вид сверху конструкции, изображенной на Фиг.1.
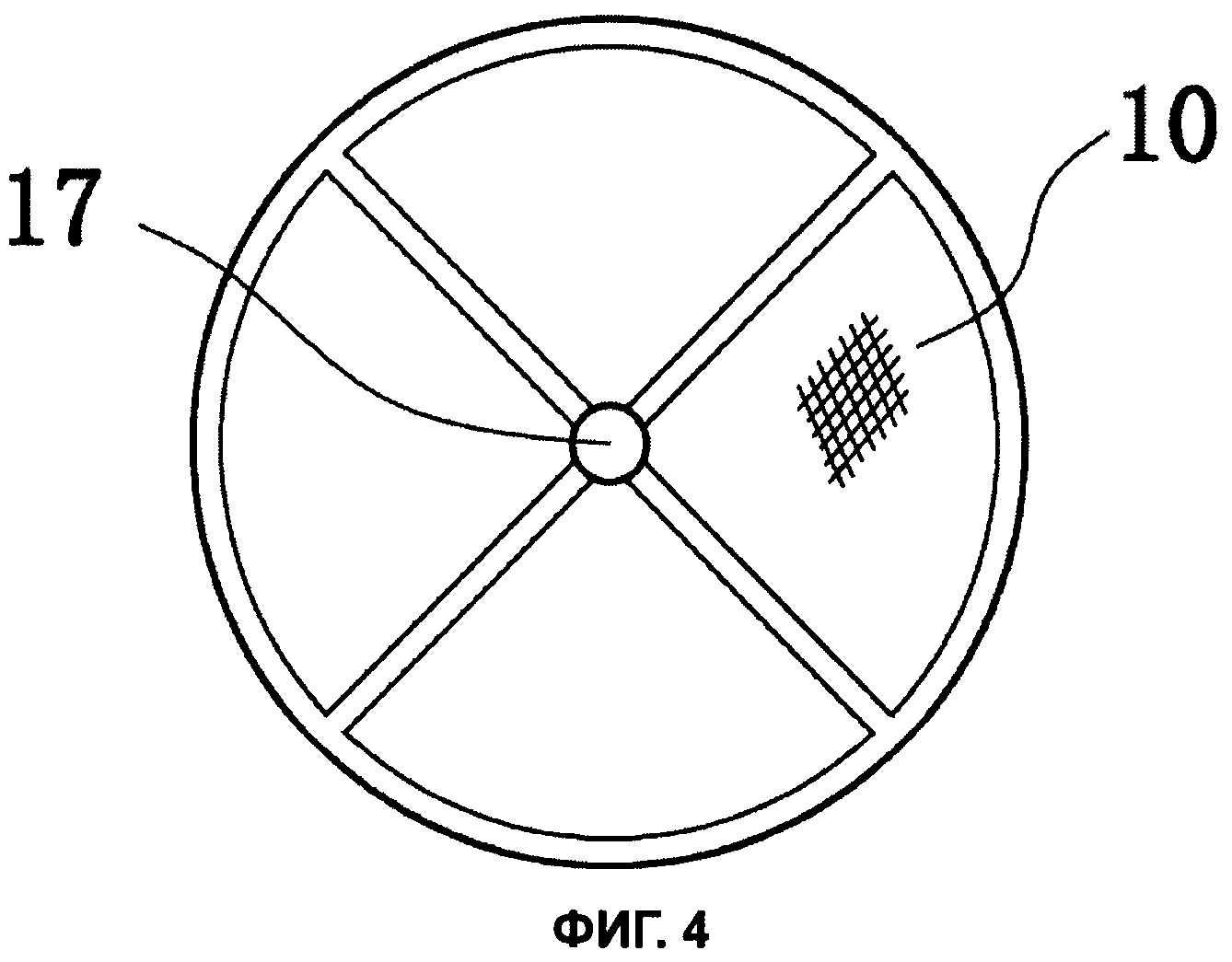
На Фиг.4 схематически представлен вид сверху конструкции, изображенной на Фиг.2.
Обозначения на чертежах:
1: впускное отверстие подбункера;
2: вмещающее пространство;
3: решетка подбункера;
4: главная решетка;
5: главное выпускное отверстие;
6: главный канал для подачи воздуха;
7: выпускное отверстие подбункера;
8: ответвленный канал для подачи сжатого воздуха;
9: термостатическая камера;
10: воздухопроницаемое отверстие;
11: система подачи сжатого воздуха;
12: ответвленное нагревательное устройство;
13: перемешивающее устройство;
14: распределяющий клапан для распределения воздуха;
15: главный воздушный клапан;
16: главное нагревательное устройство и
17: двигатель.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже приведено конкретное описание следующих вариантов реализации изобретения вместе с чертежами.
Вариант 1
В первом варианте реализации изобретения, как видно из фиг.1 и фиг.3, выполненный за одно целое многокамерный сушильный бункер для ступенчатой сушки пластмассы содержит комбинированный бункер, электрическую систему нагрева и подачи сжатого воздуха и систему регулирования температуры, причем комбинированный бункер содержит три подбункера, каждый из которых имеет независимое впускное отверстие 1, независимое выпускное отверстие 7 и ответвленный канал 8 для подачи сжатого воздуха, выполненный с возможностью независимого управления переключением; все выпускные отверстия 7 подбункеров сообщаются с термостатической камерой 9, размещенной под ними; при этом в нижней части термостатической камеры размещены главное выпускное отверстие 5 и главный канал 6 для подачи воздуха, а термостатическая камера и каждый подбункер соответственно оснащены независимыми системами регулирования температуры.
Решетки 3 подбункеров расположены посреди вмещающих пространств 2 возле верхних частей подбункеров, выпускных отверстий 7 подбункеров и ответвленных каналов 8 для подачи сжатого воздуха, а главная решетка 4 расположена посреди термостатической камеры 9, главного выпускного отверстия 5 и главного канала 6 для подачи воздуха.
Ответвленные каналы 8 для подачи сжатого воздуха подбункеров соединены в систему 11 подачи сжатого воздуха посредством ответвленных контуров для подачи сжатого воздуха, в каждом из которых выполнены распределительный клапан 14 для распределения воздуха и ответвленное нагревательное устройство 12, главный канал 6 для подачи воздуха на термостатической камере и ответвленные контуры для подачи сжатого воздуха соединены параллельно в одну систему подачи сжатого воздуха посредством главного контура для подачи сжатого воздуха, в котором размещены главный воздушный клапан 15 и главное нагревательное устройство 16.
На впускном отверстии 1 каждого подбункера размещена откидывающаяся при открывании крышка, каждая из которых шарнирно прикреплена к соответствующему подбункеру, и на каждой из которых выполнено воздухопроницаемое отверстие 10, а над термостатической камерой также размещено отверстие для выпуска воздуха.
Между каждыми двумя подбункерами, а также между этими подбункерами и термостатической камерой соответственно размещены термоизоляция и разделительные слои.
Вариант 2
Во втором варианте реализации изобретения, как видно из Фиг.2 и Фиг.4, комбинированный бункер содержит четыре подбункера, а в термостатической камере 9 размещено перемешивающее устройство 13, соединенное с двигателем 17, расположенным возле верхней части подбункеров, в остальном конструкция такая же, как в варианте 1.
При работе выполненного за одно целое многокамерного сушильного бункера для ступенчатой сушки пластмассы в подбункерах размещают различные виды сырья или добавки, клапаны распределения воздуха и ответвленные нагревательные устройства на соответствующих контурах подачи сжатого воздуха регулируют в соответствии с требуемыми режимами сушки и кондиционирования указанного сырья различных видов, в подбункеры из ответвленных каналов для подачи сжатого воздуха вверх подают горячий воздух, сушку и кондиционирование указанного сырья различных видов выполняют с различной продолжительностью нагрева при различных температурах, во время сушки и кондиционирования небольшое количество водяного пара уходит вверх через воздухопроницаемые отверстия, после завершения всех процессов сушки и кондиционирования открывают выпускные отверстия подбункеров, после чего сырье из подбункеров может прямо поступать в термостатическую камеру, при поступлении сырья в термостатическую камеру для перемешивания может использоваться перемешивающее устройство, регулирование температуры термостатической камеры осуществляют посредством главного воздушного клапана и главного нагревательного устройства на главном контуре для подачи сжатого воздуха, горячий воздух вдувают в термостатическую камеру вверх из главного канала для подачи воздуха, отработанный газ, образованный в термостатической камере, выходит из отверстия для выпуска воздуха, а литье под давлением может производиться после перемешивания и обработки сырья в термостатической камере с регулируемой температурой.
Реферат
Изобретение относится к бункеру машины для литья под давлением. Выполненный за одно целое многокамерный сушильный бункер содержит комбинированный бункер, электрическую систему нагрева и подачи сжатого воздуха и систему регулирования температуры. Комбинированный бункер содержит по меньшей мере два подбункера, каждый из которых оснащен независимым впускным отверстием, независимым выпускным отверстием и ответвленным каналом для подачи сжатого воздуха, выполненным с возможностью независимого управления переключением. Все выпускные отверстия подбункеров сообщаются с термостатической камерой, размещенной под ними. В нижней части термостатической камеры размещены главное выпускное отверстие и главный канал для подачи воздуха. Термостатическая камера и каждый подбункер соответственно оснащены независимыми системами управления температурой. Ответвленные каналы для подачи сжатого воздуха подбункеров соединены в систему подачи сжатого воздуха посредством ответвленных контуров для подачи сжатого воздуха. Изобретение позволяет снизить расход энергии при сушке пластмасс, а также повысить качество их сушки. 5 з.п. ф-лы, 4 ил.
Формула
отличающийся тем, что комбинированный бункер содержит по меньшей мере два подбункера, каждый из которых оснащен независимым впускным отверстием (1), независимым выпускным отверстием (7) и ответвленным каналом (8) для подачи сжатого воздуха, выполненным с возможностью независимого управления переключением; все выпускные отверстия (7) подбункеров сообщаются с термостатической камерой (9), размещенной под ними; в нижней части термостатической камеры размещены главное выпускное отверстие (5) и главный канал (6) для подачи воздуха; термостатическая камера и каждый подбункер соответственно оснащены независимыми системами управления температурой, причем ответвленные каналы (8) для подачи сжатого воздуха подбункеров соединены в систему (11) подачи сжатого воздуха посредством ответвленных контуров для подачи сжатого воздуха.
Комментарии