Способ настройки каландра - SU1701563A1
Код документа: SU1701563A1
Чертежи
Описание
Изобретение относится к области получения листовых полимерных материалов, в частности обрезиненного корда и может быть использовано при настройке кордного каландра.
Целью изобретения является повышение производительности способа за счет снижение продолжительности настройки каландра.
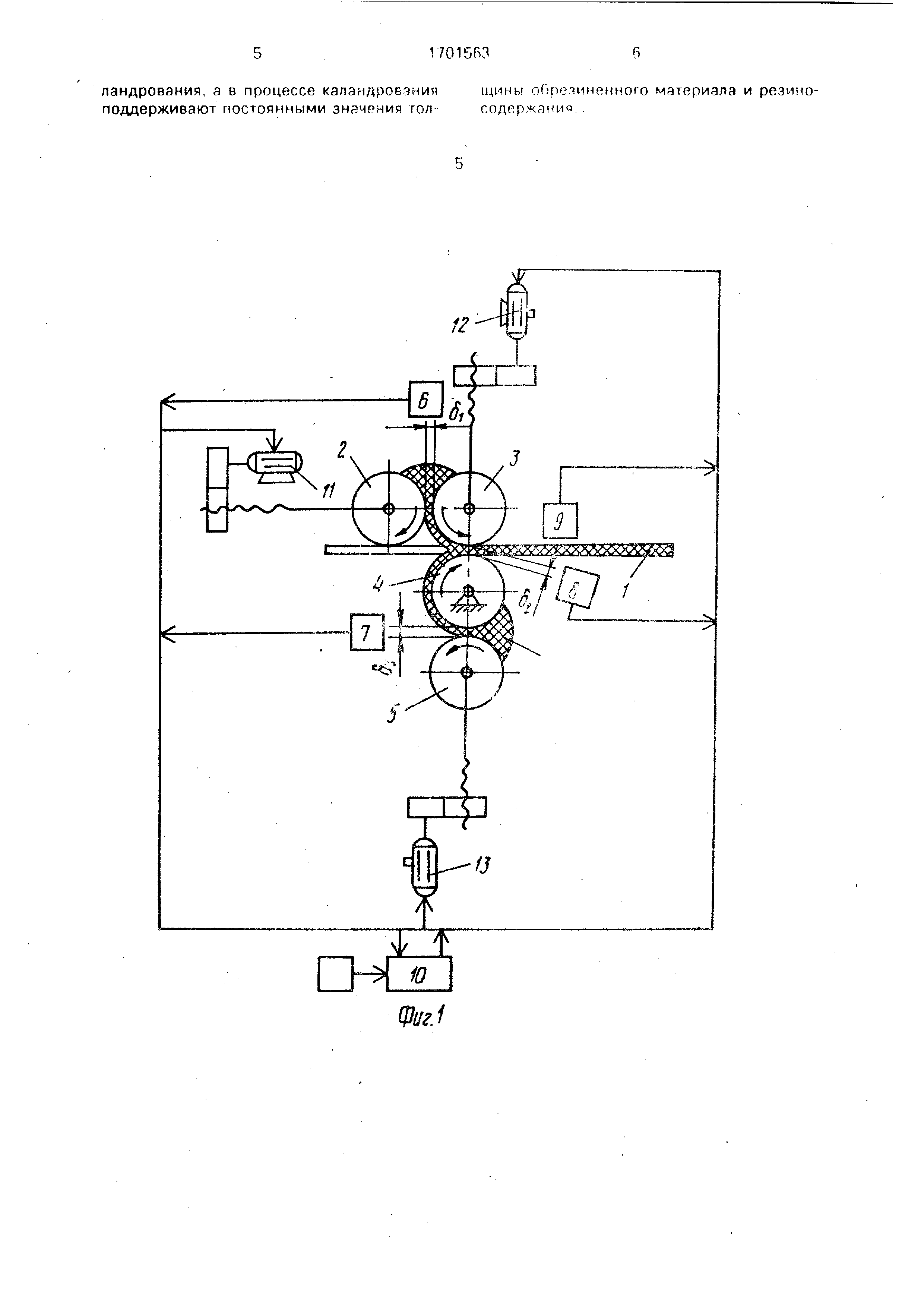
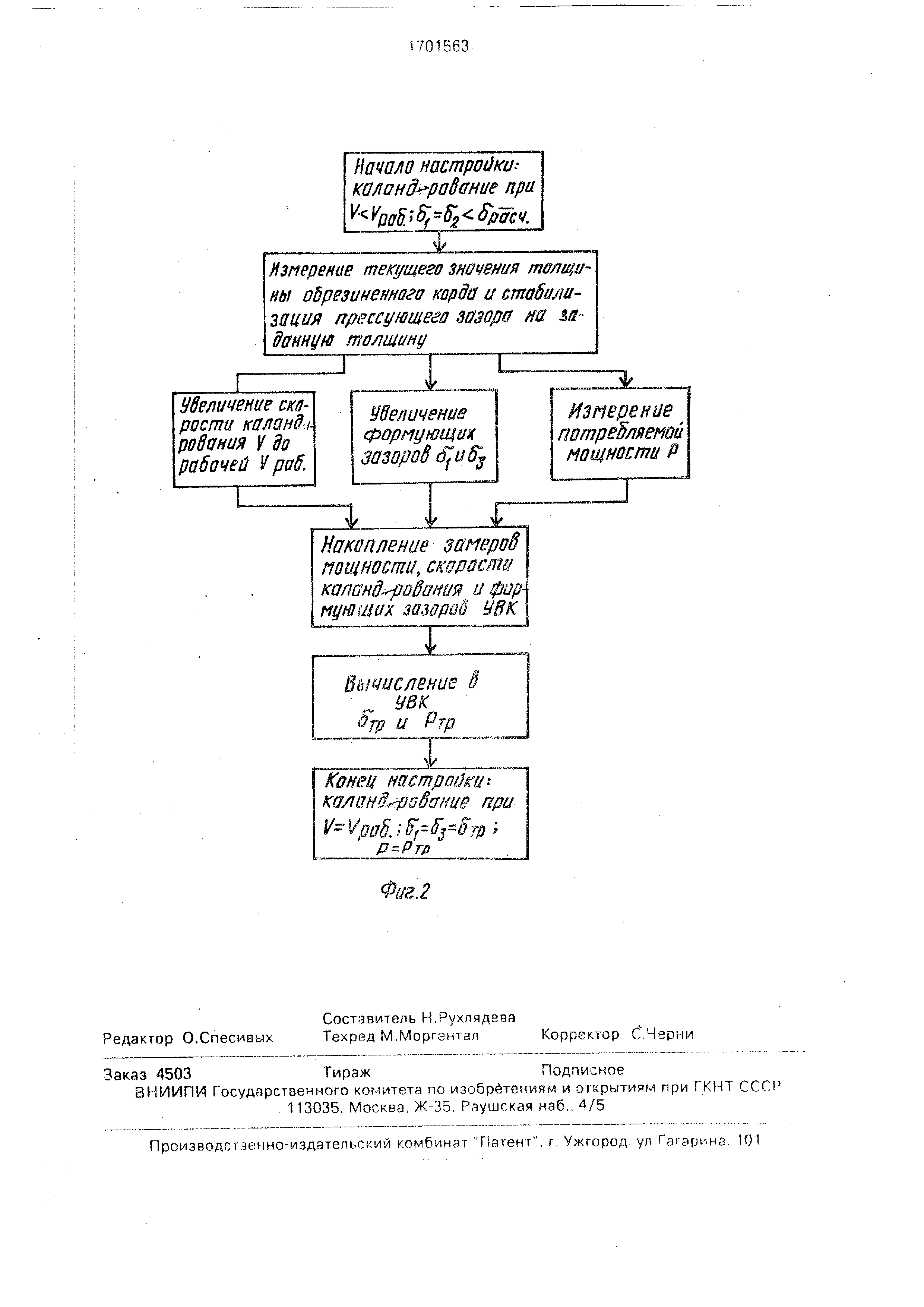
На фиг.1 изображена схема процесса обрезинивания; на фиг.2 - последовательность операций настройки.
Способ осуществляется следующими операциями.
В начальной стадии технологического процесса обрезинивания корда 1 замеряют зазоры по торцам валков каландра, толщину обрезиненного корда, скорость и мощность каландра. Замеры осуществляют при заправочной скорости V каландрования, затем устанавливают величины прессующего зазора в соответствие с заданной толщиной корда
1 (фиг. Г) с одновременным увеличением вер-- хнего д и нижнего (5з формующих зазоров посредством перемещения формующих 2,3 и прессующих 4,5 валков каландра, устанавливают рабочую скорость Vp обрезинивания корда.
Величину формующих зазоров определяют с помощью датчиков 6 и 7, а прессующего зззора - с помощью датчика 8, установленных по торцам валков, толщину обрезиченного корда- с помощью двух датчиков 9, установленных на продольных кромках полотна обрезиненного корда. После получения заданной толщины каландру- емого материала замеряют потребляемую каландром мощность Р, скорость каландро- взния Vp величины зазоров 5-| и сЗз, сигналы замеренных величин поступают в управляющий вычислительный комплекс (УВК) 10, где методом наименьших квадратов вычисляются коэффициенты Q...Q зависимости
XJ
О
СЛ О
ы
Р СИ + Qy + Q Л + Qy-+ Об V f Об а V ,
(1)
где /г- резиносодержан |2 Б обрезиненном корде, текушзе значение которого в ходе настройки каландра вычисляется по измерениям величин 5i и нижнего бз формующих зазоров,
// 4(6i +(53)/з
(2)
где К - коэффициент эластичного восстановления резины;
р- удельный нес резины. По заданным значениям рабочей скорости обрезинивания V - Ураб заданного ре- зиносодержания 4 / зад и формулам (1) и (2) однозначно определяются значение мощности Р Рдад и суммарное значение верхнего и нижнего формующих зазоров oi + гЗз, которые необходимы для обеспечения заданного резиносодсржания /1зад.
На этом процесс настройки каландра на заданные значения толщины и резиносо- доржание з канчивается. В дальнейшем при ведении процесса обрезинивания корда с поддержанием текущего значения мощности Р, равной заданной Рзад. и формующих зазоров, pciRi-ыми бзад., обеспечивается выпуск кор дз аданного качества.
При отклонении толщины обрезиненно- го кордэ, измеряемой датчиком 9 от заданного значения, згсл -л/гнал поступает в УВК, где вырабатывается соответствующий сиг- нзл управления дембелями 11-13 переме- шения валков каландра, Двигатели перемещают вашо, ic-злзндра на величину, вычисленную У В К для получения необходимых зазоров .
Ппсле ограбо ки сигн$па двигатели отключаю ся, перемещение валков прекращается .
Припер. Настройки 4-валкового -образного каландра ча производство об- резиненного металлокорда на основе кордной nponono -i/t 22 Л15 диаметром 1,2 мм и шагом 2 мм и резиновой смеси с удельным весом р 1,15 г/см юлщина обрезинен- ного мет& плокорда поддерживалась равной 1,8 мм. Скорость обрезинивания металло- корда V изменялась от 18 до 28 м/мин. Одновременно равные величины верхнего и нижнего формующих зазоров д - di 63 изменялись 91 067 Л° 0.69 мм, что по формуле (2) соответствовало изменению рези- носодер;.аьип от 1576 до 1609 г/м при коэффициенте о псгмчнот восстановления К 1,01. При этом потребляемая каландром мощность изменялась от 74,40 до 119,87 кВт.
Мощность Р кВт как функция величины зазоров (5 мм и скорости обрезинивания V м/мин оценена по экспериментальным данным в виде:
Р -8,4006-12,4703 V + 2,1739 6 - - 0,6139 гЗ2- 0,0045 V2 + 3,1672 б V ,
При рабочей скорости обрезинивзния V 26 м/мин это уравнение принимает вид
Р + 52,7852 + 84,5211 д - 0,6136 б2.
Пусть необходимо выпускать обрезиненный металлокорд при скорости каландрования V 26 м/мин, толщиной 1,8 мм и резиносодер- жанием, например, /л- 1,60 кг/м2, что соответствует верхним и нижним зазорам
б - 0,68. Для этого необходимо подц
0 держивать эту величину формующих зазоров , тогда резиносодержание будет заданным , если электро.лощность каландрования будет равна величине
Р 52,7852 + 84,5211(0,6888) - - 0,6136(0,6888}2 108,092 кВт.
По лабораторному контролю при производстве обрезиненного корда толщиной 1,8 мм на скорости 26 м/мин с резиносодержа- нием 1,6 кг/м2 каландром потреблялось 110,721 кВт.
Точность воспроизьедения 97,63% которая повышается с увеличением числя измерений при настройке.
Формула изобретения Способ настройки каландра, при кото- ром измеряют толщину каландруемого обрезиненного материала и изменяют величины зазоров между валками каландра в зависимости ог измеренной толщины обрезиненного материала, отличающийся тем, что, с целью повышения производительности способа за счет снижения продолжительности настройки каландра, вначале замеряют зазоры между валками каландра, толщину обрезиненного материа- 5 па, скорость и потребляемую мощность, каландра , после получения заданной толщины каландруемого материала определяют величину оезиносодержания в зависимости от потребляемой мощности и скорости кз
ландрования, а в процессе каландров ниящины перечиненного материала и резиноподдерживают постоянными значения толсодержания
Реферат
Изобретение относится к области получения листовых полимерных материалов, в частности обрезиненного корда. Цель изобретения повышение производительности способа за счет снижения продолжительности настройки каландра. Для этого вначале замеряют зазоры между валками каландра, толщину обрезиненного материала, скорость и потребляемую мощность каландра. После получения заданной толщины калан- друемого материала определяют величину резиносодержания в зависимости от потребляемой мощности и скорости каландро- вания. В процессе каландрования поддерживают постоянными значения толщины обоезинзнного материала и резиносодержания . 2 ип
Формула
Комментарии