Способ экструзии пластических масс - RU2496643C2
Код документа: RU2496643C2
Чертежи



























































Описание
Изобретение касается способа экструзии пластических масс. Способ относится, в частности, к перемещению, замесу и/или смешиванию пластических масс, в особенности расплавов полимеров и смесей расплавов полимеров, в первую очередь термопластов и эластомеров, особо предпочтительно - поликарбонатов и смесей поликарбонатов, также с вмешиванием других веществ, как то: твердых веществ, жидкостей, газов или других полимеров, или других смесей полимеров.
Особую роль экструзия пластических масс играет, в частности, при изготовлении, подготовке и обработке полимеров. Под экструзией подразумевают обработку вещества или смеси веществ в двухшнековом или многовальном экструдере с вращением в одном направлении, который подробно описан в [1] ([1]: Kohlgrüber. Der gleichläufige Doppelschneckenextruder, HanserVerlag München 2007).
В настоящей заявке термин «Многовальные экструдеры» охватывает также, например, кольцевой экструдер или двухшнековый экструдер.
Двухвальные или при необходимости многовальные машины с однонаправленным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно (см., например, патент Германии DE 862668). В изготовлении и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Это в первую очередь обусловлено тем фактом, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, в публикации [1] на стр.96-109. В этой публикации также изложено, что заданный профиль шнека на первом валу двухшнекового экструдера определяет профиль шнека на втором валу двухшнекового экструдера. Поэтому профиль шнека на первом валу двухшнекового экструдера называют создающим профилем шнека. Профиль шнека на втором валу двухшнекового экструдера определяется профилем шнека на первом валу двухшнекового экструдера, и поэтому его называют создаваемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами.
Как известно специалисту, и как, например, изложено в [1] на страницах 96-109, известный шнековый профиль с плотным зацеплением, самоочисткой и вращением в одном направлении, соответствующий нынешнему техническому уровню, ниже по имени главного изобретателя называемый шнековым профилем Эрдменгера можно однозначно задать тремя величинами: числом ходов (витков) z, наружным радиусом шнека ra и межосевым расстоянием а. Число витков z - это целое число, большее или равное 1. Еще одна важная величина профиля шнека - это внутренний радиус ri. Еще одна важная величина профиля шнека - это глубина витка h.
Участки профиля шнека, идентичные наружному радиусу шнека, называют участками гребня. Участки профиля шнека, идентичные внутреннему радиусу шнека, называют участками паза. Участки профиля шнека, имеющие радиус меньше, чем наружный радиус шнека и больше, чем внутренний радиус, называются боковыми участками. Область многовального экструдера, в котором два отверстия в корпусе взаимно проникают друг в друга, называют областью промежутка. Две точки пересечения сверленых отверстий в корпусе называют углами корпуса [совокупность их - пазухой или двуугольником корпуса].
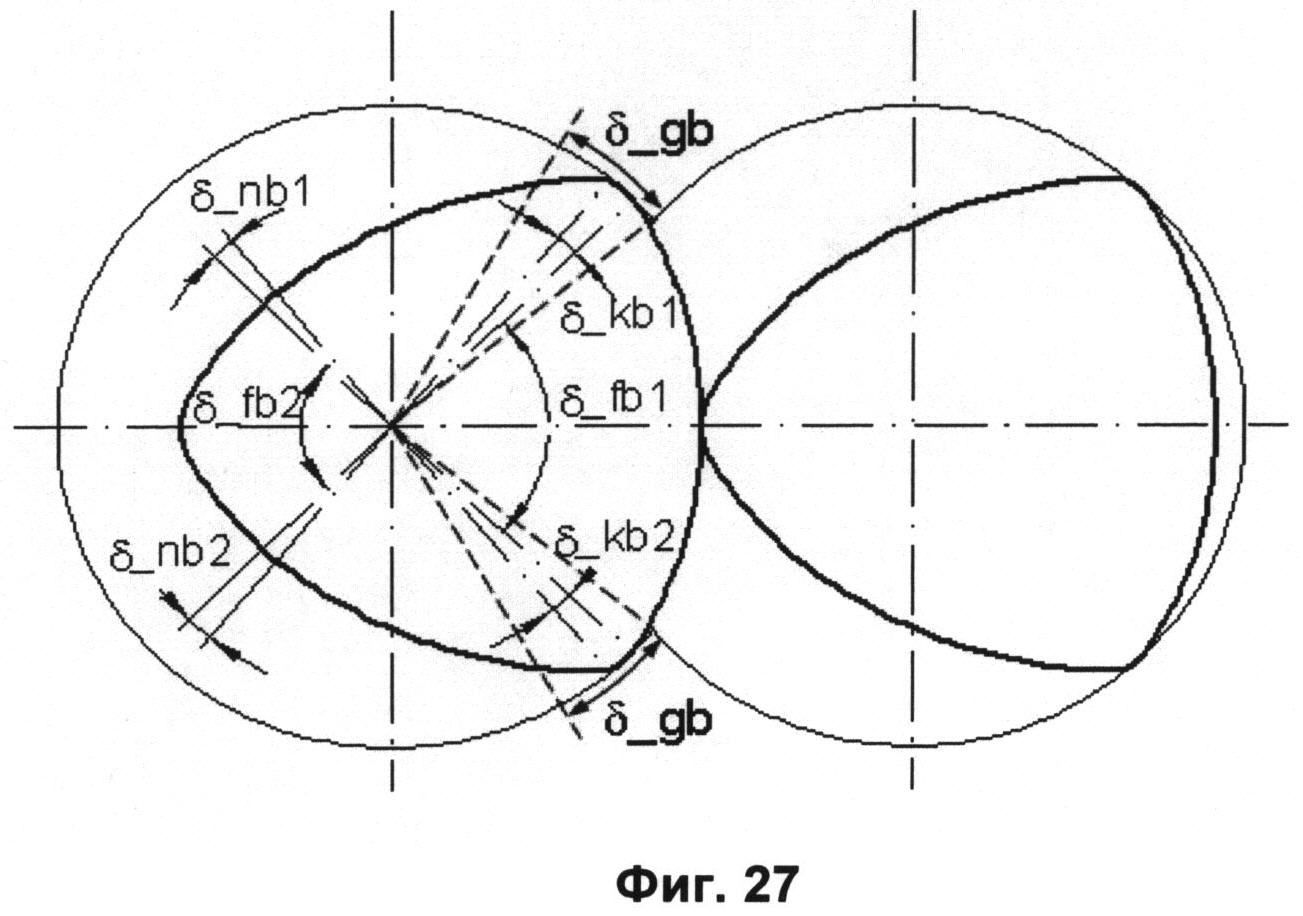
Угол гребня δ_kw z-ходового шнекового профиля по Эрдменгеру рассчитывают как δ_kw=π/z-2*arccos(0,5*a/ra), причем под π подразумевают отношение длины окружности к ее диаметру (π≈3,14159) [1]. Из формулы для расчета угла гребня следует, что угол гребня 1-ходового и 2-ходового шнекового профиля по Эрдменгеру при одинаковом межосевом расстоянии и одинаковом наружном радиусе шнека отличаются на π/2. Если радиус корпуса rg равен наружному радиусу ra, то угол раскрытия 5_gz между пазухами корпуса можно рассчитать как δ_gz=2*arccos(0,5*a/ra). Для одноходовых шнековых профилей по Эрдменгеру это означает, что область промежутка (пазухи) для соотношения наружного радиуса шнека к межосевому расстоянию, меньшего, чем примерно 0,707, получает уплотнение областью гребня шнекового профиля.
Участки корпуса в окружении углов корпуса называют областью пазухи корпуса. В рамках нижеследующего изложения эта область (этот участок) включает в себя в каждом отверстии корпуса, при рассмотрении от каждого угла корпуса, угол δ_gb, отнесенный на середину отверстия корпуса, рассчитываемый как разность угла гребня одноходового шнекового профиля по Эрдменгеру и угла раскрытия между обоими углами корпуса: δ_gb=π-4*arccos(0,5*a/ra).
Кроме того, в [1] подробно изложены строение, функция и способ работы двухвальных и многовальных экструдеров. Отдельная глава (стр.227-248) посвящена шнековым элементам и способам их работы. В ней подробно описаны строение и функция транспортировочных, месильных и смесительных элементов. Для перехода между различными шнековыми элементами с различным числом ходов часто в качестве распорной втулки используют подкладные диски. В особых случаях используют так называемые переходные элементы, которые позволяют осуществить плавный переход между двумя шнековыми профилями с различным числом витков, причем в каждой точке перехода имеет место самоочищающаяся пара профилей шнеков.
Под пластической массой (пластмассой) здесь и ниже подразумевают деформируемую массу. Примеры пластических масс - это расплавы полимеров, прежде всего термопластов и эластомеров, особо предпочтительно - поликарбонатов и смесей поликарбонатов, смеси расплавов полимеров или дисперсий расплавов полимеров с твердыми веществами, жидкостями или газами.
При изготовлении полимеров экструзию проводят, например, для дегазации полимеров (см., например, [1] стр.191-212).
При обработке полимеров экструзию проводят, например, для вмешивания добавок (см., например, [1] стр.59-93). Этот способ, называемый также компаундированием, служит для подготовки полимеров к изготовлению готовой пластмассовой формовочной массы (компаунда) с применением пластмассового сырья, добавлением и подмешиванием заполнителей и/или армирующих веществ, размягчителей, усилителей сцепления, средств, облегчающих скольжение, стабилизаторов и т.д.
Действия с пластическими массами во время экструзии включают в себя одну или несколько из следующих операций: перемещение (транспортировка), расплавление, диспергирование, смешение, дегазация и повышение давления.
При подготовке полимеров с помощью экструзии изготавливают прежде всего смеси полимеров с добавками или присадками, либо же армирующими веществами, а также красителями, а кроме того - смеси различных полимеров, которые отличаются друг от друга, например, по химическому составу, молекулярной массе или структуре молекул (см., например, [1] стр.59-93). Этот способ, называемый также компаундированием, служит для подготовки к изготовлению готовой пластмассовой формовочной массы (компаунда) с применением пластмассового сырья, которое обычно пластифицируют и, добавляя и смешивая с полимером заполнители и/или армирующие вещества, размягчители, усилители сцепления, средства, облегчающие скольжения, стабилизаторы, красители и т.д. Подготовка часто включает в себя также и удаление летучих компонентов, как, например, воздуха и воды. Подготовка может также включать в себя химическую реакцию, как, например, прививку, модификацию функциональных групп или модификацию молекулярной массы посредством целенаправленного его увеличения или уменьшения.
Как широко известно и описано, например, в [1] на страницах 169-190, смешение можно подразделить на дистрибутивное и дисперсивное смешивание. Под дистрибутивным (распределительным) смешиванием подразумевают равномерное распределение различных компонентов в некотором рассматриваемом объеме. Дистрибутивное смешивание имеет место, например, при смешивании однородных полимеров. При дисперсивном смешивании сначала распределяют частицы твердого вещества, капли жидкости или пузыри газа. При распределении необходимо прилагать достаточно значительные усилия сдвига, чтобы преодолеть, например, поверхностное натяжение на границе раздела между расплавом полимера и присадкой. Под смешиванием ниже всегда подразумевают дистрибутивное и дисперсивное смешивание.
В публикации [1], начиная со страницы 73, описано перемещение расплава и повышение давления. Зоны транспортировки расплава предназначены для того, чтобы переместить продукт из одной рабочей зоны в другую, а также ввести в него наполнители. Зоны транспортировки расплава заполнены, как правило, частично, как, например, при транспортировке продукта из одной рабочей зоны в другую, при дегазации, а также в зонах выдержки. Перед элементами, "потребляющими" давление, как, например, перед соплами экструдера, элементами обратной транспортировки, смесительными элементами и фильтрами для расплава образуется зона затора, перемещение в которой осуществляется при полном заполнении, и в которой необходимо повышение давления в целях преодоления "потребителя" давления. Энергия, поданная в расплав полимера, разделяется на полезную мощность для транспортировки расплава и на рассеиваемую мощность, которая отрицательным образом проявляется в повышении температуры расплава. Поэтому диссипацию (рассеивание) энергии в зонах перемещения расплава следует минимизировать. Для целей исключительно перемещения расплава обычно применяют винтовые элементы с шагом резьбы, равным внутреннему диаметру экструдера (1D) [1].
При обработке полимеров последние обычно переводят в форму полуфабриката, готового к применению продукта или детали. Обработку можно проводить, например, методами литья под давлением, экструзии, выдувания пленки, вытягивания пленки или формования волокна. При обработке возможны также смешение полимеров с наполнителями и добавками и присадками, а также химическая модификация, как, например, вулканизация.
Как известно специалисту, экструзию полимеров целесообразно проводить на шнековых машинах с двумя или при необходимости более валами.
Зоны повышения давления в экструдере находятся в зоне выноса перед сопловой пластиной и/или фильтром для расплава и перед любым потребляющим давление, так называемым «запруживающим» шнековым элементом, как, например, смесительными элементами или месильными элементами с обратным перемещением или нейтральными в отношении перемещения. В зонах повышения давления давление должно достичь требуемой величины для преодоления запруживающих элементов. В зоне выноса необходимо создавать давление, потребляемое сопловой пластиной, инструментом, а также, возможно, последовательно подключенными агрегатами, как, например, фильтрами. В зоне повышения давления наблюдается сильное обратное течение расплава через гребни шнека и, следовательно, повышенная энергоподача [1].
Специалисту известно, что в области гребней шнека подвергается диссипации в расплаве особенно большое количество энергии, что ведет к сильному местному перегреву продукта. Это представлено, например, в [1], начиная со стр.160. Этот локальный перегрев может повредить продукту, например, изменить его запах, цвет, химический состав или молекулярную массу, либо же вызвать нарушение гомогенности, например, гелеобразных включений или крапин. Особо вреден при этом большой наклон винтовой линии.
Также специалисту известно [1], что при использовании обычных шнековых элементов в состоянии полной загрузки, используя одноходовые транспортировочные элементы, необходимое давление в рабочей области двухшнекового экструдера с вращением в одном направлении удается сформировать при меньшей энергоподаче и меньшей длине затора, чем в случае двухходовых элементов.
Следует, однако, учитывать, что одноходовые транспортировочные элементы больше склонны к пульсации, т.е., они практически не могут демпфировать колебания объема прохождения, вызванные, например, колебаниями дозировки. Причина этого состоит в том, что у одноходовых элементов имеется только один поток продукта, в отличие от трех потоков продукта у двухходовых элементов. Поэтому колебания уровня подачи (дозировки) быстрее приводят к колебаниям объема прохождения на выходе экструдера, чем в случае двухходовых или трехходовых транспортировочных элементов. Ввиду наличия только одного потока продукции эффективность смешивания у одноходовых элементов также хуже, чем у двухходовых или трехходовых.
Также специалисту известно, что у известных одноходовых шнековых элементов очень высока энергоподача в зонах частичного заполнения, что обусловлено широким гребнем. Это снижает качество продукта. Поэтому известные одноходовые элементы применяют редко.
Специалисту известно, что шнековые профили с прямой очисткой скоблением нельзя непосредственно вставить в двухшнековый экструдер, наоборот, между шнековыми элементами и корпусом и/или между самими шнеками должен быть промежуток (зазор, люфт). Геометрические параметры изготовленных шнеков специалист получает на основе контура шнеков с точной очисткой скоблением, используя известные методы, как это описано, например, в [1]. В книге [1], начиная с стр.28, описаны различные возможные стратегии работы с подающими элементами. При использовании приведенных в этом тексте продольных или пространственных эквидистант углы гребня KWA0 шнеков, изготовленных в реальности, как это, например, представлено в [1] на стр.100, уменьшаются по сравнению с углом KW0. В частности, к уменьшению KWA0 ведет значительный зазор между шнеками. Большой зазор между шнеками, предназначенный для уменьшения угла гребня, однако, невыгоден, поскольку из-за этого уменьшается эффект взаимной очистки шнеков, а продолжительность пребывания материалов на поверхности шнековых элементов возрастает, что ведет к локальному повреждению продукции и, следовательно, к ухудшению ее качества. Кроме того, специалисту известно, что увеличение зазоров отрицательно влияет на эффективность шнековых элементов в плане транспортировки и формирования давления, так что, если необходимо выполнять некоторую конкретную технологическую задачу, то зазоры нельзя делать слишком большими.
В патенте Германии DE 813154 показан одноходовой самоочищающийся профиль с плотным зацеплением, вращающийся в одном направлении. Такие шнековые профили обладают тем преимуществом, что область гребня уплотняет область промежутка (пазухи), благодаря чему транспортировочные элементы, созданные на основе этого профиля, способны к значительному наращиванию давления. Недостаток таких шнековых профилей состоит в том, что область гребня слишком велика, ввиду чего формируется нежелательная термическая и механическая нагрузка подлежащих обработке вязких текучих материалов.
В патенте США US 4131371 А и в патенте Германии DE 3412258 А1 описаны эксцентриковые трехходовые самоочищающиеся шнековые профили с плотным зацеплением, вращающиеся в одном направлении. Эксцентриковость всегда реализуется таким образом, что корпус очищается только одним гребнем. Такие шнековые профили обладают тем недостатком, что область пазухи не герметизирована, в силу чего возможности повышения давления в транспортировочном элементе, использующем такие профили, мала.
В патенте Германии DE 4239220 А1 описан 3-ходовой самоочищающийся профиль шнека, у которого углы 3 гребней имеют различную величину. С корпусом соприкасается только гребень с наибольшим углом. Такие шнековые профили обладают тем недостатком, что область пазухи не герметизирована, в силу чего возможности повышения давления в транспортировочном элементе, использующем такие профили, мала.
В европейском патенте ЕР 2131 В2 в числе прочего представлены самоочищающиеся шнековые профили с плотным зацеплением, вращающиеся в одном направлении, у которых корпус скоблят две области гребня, а расстояние между корпусом и располагающегося между двумя областями паза бокового участка меньше половины глубины нарезки или равно ей. Недостаток таких шнековых профилей состоит в том, что расстояние между упомянутым боковым участком и корпусом столь мало, что указанный боковой участок оказывает противодействие течению, препятствуя повышению давления в транспортировочном элементе, созданном на основе таких шнековых профилей.
По этой причине повышение давления и перемещение расплава в известных до сих пор равнонаправленных двухшнековых экструдерах и многовальных экструдерах ввиду низкого КПД экструдера означает нагрев продукта и термическую нагрузку на него и поэтому отрицательно сказывается на качестве продукта.
Если при экструзии полиэтилена и сополимеров полиэтилена температура слишком высока, то возрастают молекулярная масса, степень разветвления и поперечной сшивки. Кроме того, полиэтилен и сополимеры полиэтилена реагируют с кислородом воздуха в известном специалисту цикле автоокисления ([2] Hepperle, J.: Schädigungsmechanismen bei Polymeren. Polymeraufbereitung 2002, VDI-K, VDI-Verlag GmbH, [3] Zweifel, H.: Stabilization of Polymeric Materials. Berlin, Springer, M 1997, [4] Schwarzenbach, K. et al.: Antioxidants., в книге Zweifel, H. (Hrsg.): Plastics Additives Handbook. München, Hanser2001, [5] Cheng, H.N., Schilling, F.C., Bovey, F.A.: 13C Nuclear Magnetic Resonance Observation of the Oxidation of Polyethylene, Macromolecules 9 (1976) S.363-365) с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот, гидропероксидов, сложных эфиров, лактонов и спиртов.
При экструзии сополимеров на основе полиэтилена и винилацетата в случае слишком высокой температуры дополнительно образуется интенсивно пахнущая и вызывающая коррозию уксусная кислота.
Если при экструзии полипропилена и сополимеров полипропилена температура слишком высока, то возрастает молекулярная масса. Кроме того, полипропилен и сополимеры полипропилена реагируют с кислородом воздуха в цикле автоокисления с формированием интенсивно пахнущих и поэтому помехообразующих низкомолекулярных компонентов, как, например, кетонов, альдегидов, карбоновых кислот, гидропероксидов, сложных эфиров, лактонов и спиртов.
При экструзии поливинилхлорида в случае слишком высокой температуры поливинилхлорид выделяет вызывающий коррозию газообразный хлороводород, причем соляная кислота в свою очередь катализирует дальнейшее отщепление самой же соляной кислоты.
При экструзии полистирола в случае чрезмерно высокой температуры образуются вредный для здоровья стирол, а также димеры и тримеры стирола, причем молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии сополимера полистирола и акрилонитрила (САН) продукт в случае термической нагрузки склоняется к пожелтению, что ведет к снижению прозрачности, образуются канцерогенный мономер акрилонитрил, а также стирол, при этом молекулярная масса снижается, и соответствующим образом ухудшаются механические свойства.
При экструзии ароматических поликарбонатов продукт в случае избыточной термической нагрузки, в частности, под влиянием кислорода, склоняется к пожелтению, что приводит к ухудшению прозрачности, и демонстрирует снижение молекулярной массы, особенно под влиянием воды. Кроме того, при повышенной температуре отщепляются мономеры, например, бисфенол А.
При экструзии сложных полиэфиров, как, например, полиэтилентерефталата, полибутилентерефталата и политриметилентерефталата или полилактида, в случае слишком высокой температуры и влияния воды наблюдаются снижение молекулярной масс ч и сдвиг концевых групп в молекуле. Проблему это представляет собой прежде всего при вторичной утилизации полиэтилентерефталата. При высокой температуре от полиэтилентерефталата отщепляется уксусный альдегид, что может, например, приводить к изменениям во вкусе содержимого бутылок для напитков.
При экструзии термопластов, модифицированных по ударной вязкости с помощью диеновых каучуков, в частности, с помощью бутадиенового каучука, в особенности при экструзии полистиролов модифицированного по ударной вязкости типа (HIPS) и модифицированного по ударной вязкости САН (акрилонитрил-бутадиен-стирола, АБС) в случае слишком высокой температуры отщепляются канцерогенный бутадиен, а также ядовитый винилциклогексен. Кроме того, в диеновом каучуке формируются поперечные сшивки, так что ухудшаются механические свойства продукта.
При экструзии полиоксиметилена в случае слишком высокой температуры отщепляется ядовитый формальдегид.
При экструзии полиамидов, как то: полиамида 6, полиамида 6,6, полиамида 4,6, полиамида 11 и полиамида 12 слишком высокая температура приводит к окрашиванию продукта и к снижению молекулярной массы и отделению мономеров и димеров, и, следовательно, к ухудшению механических качеств, прежде всего в присутствии воды.
При экструзии термопластических полиуретанов слишком высокая температура приводит к изменению структуры молекул из-за переуретанизации, а в присутствии воды - к снижению молекулярной массы. Оба процесса нежелательным образом влияют на свойства термопластического полиуретана.
При экструзии полиметилметакрилата в случае избыточной термической нагрузки отщепляется метилметакрилат со снижением молекулярной массы, что вызывает неприятный запах и ухудшение механических свойств.
При экструзии полифениленсульфида слишком высокая температура вызывает отщепление содержащих серу органических и неорганических соединений, имеющих неприятный запах и способных вызвать коррозию в экструзионных инструментах. Кроме того, при этом образуются низкомолекулярные олигомеры и мономеры, и снижается молекулярная масса, что ухудшает механические свойства полифениленсульфида.
При экструзии полифениленсульфона в случае слишком высокой температуры отщепляются органические соединения, прежде всего в присутствии воды. Также уменьшается молекулярная масса, из-за чего ухудшаются механические свойства.
При экструзии полифениленэфира в случае избыточной температуры отщепляются низкомолекулярные органические соединения, при этом снижаете молекулярная масса. Это ведет к ухудшению механических свойств продукта.
При экструзии бутадиеновых каучуков, как, например, полибутадиена (BR), натурального каучука (NR) и синтетического полиизопрена (IR), бутилового каучука (IIR), хлорбутилового каучука (CIIR), бромбутилового каучука (BIIR), стирол-бутадиенового каучука (SBR), полихлоропрена (CR), бутадиен-акрилонитрилового каучука (NBR), частично гидрированного будадиен-акрилонитрилового каучука (HNBR), а также сополимеров этилена, пропилена и диенов (EPDM) в случае слишком высокой температуры из-за поперечной сшивки формируется гель, что приводит к ухудшению механических свойств изготовленных из него деталей. В хлорбутиловом и бромбутиловом каучуках при повышенной температуре возможно отщепление вызывающих коррозию газов хлороводорода или бромоводорода, соответственно, которые в свою очередь опять же катализируют дальнейшее разложение полимера.
При экструзии смесей каучуков, содержащих вулканизаторы, как, например, серу или пероксиды, из-за слишком высокой температуры подвергаются преждевременной вулканизации. Из-за этого из этих смесей каучуков уже нельзя ничего изготовить.
При экструзии смесей одного или нескольких полимеров в случае слишком высоких температур проявляются недостатки экструзии каждого отдельного полимера.
Поэтому была поставлена задача представить способ экструзии, в частности, для перемещения расплава, замеса и/или смешивания пластических масс, в особенности расплавов полимеров и смесей расплавов полимеров, в первую очередь термопластов и эластомеров, особо предпочтительно - поликарбонатов и смесей поликарбонатов, который по возможности эффективен, т.е., требует малой энергоподачи при в то же время значительном повышении давления, и щадящим образом воздействует на пластические массы. В частности, имелась задача представить способ для экструзии расплавов поликарбоната, позволяющий избежать высоких температур расплава при длительном времени пребывания.
Неожиданно было обнаружено, что экструзия пластических масс при значительном повышении давления и эффективном перемещении удается реализовать с низкой энергоподачей в том случае, когда применяют шнековые элементы с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, отличающиеся тем, что создающий и создаваемый профили шнека характеризуются последовательностью «участок уплотнения - переходный участок - участок канала - переходный участок», причем участок уплотнения представляет собой последовательность «область гребня - боковая область - область гребня», участок канала представляет собой последовательность «область паза - боковая область - область паза», а переходный участок - это последовательность областей шнековых профилей которая начинается боковой областью и заканчивается также боковой областью.
Поэтому предметом настоящего изобретения является способ экструзии пластических масс в двухшнековом или многовальном экструдере с применением шнековых элементов с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, отличающиеся тем, что создающий и создаваемый профили шнека характеризуются последовательностью «участок уплотнения - переходный участок - участок канала - переходный участок», причем участок уплотнения представляет собой последовательность «область гребня - боковая область - область гребня», участок канала представляет собой последовательность «область паза - боковая область- область паза», а переходный участок - это последовательность областей шнековых профилей которая начинается боковой областью и заканчивается также боковой областью.
Под участком уплотнения подразумевают последовательность «область гребня - боковая область - область гребня». Под участком канала подразумевают последовательность «область паза - боковая область - область паза». Под переходным участком подразумевают последовательность областей (участков) профиля шнека, начинающуюся боковой областью и заканчивающуюся тоже боковой областью.
Участок уплотнения шнековых элементов, подлежащих применению согласно изобретению, предпочтительно характеризуется тем, что
- боковой участок расположен относительно центра вращения профиля шнека под углом δ_fb1, который больше половины угла раскрытия между углами корпуса (δ_fb1≥arccos(0,5*a/ra)) или равен ей, и который предпочтительно больше (δ_fb1≥2*arccos(0,5*a/ra)) или равен углу раскрытия между углами корпуса,
- область гребня расположена относительно центра вращения профиля шнека под углом δ_kb1, который больше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_kb1≥arccos(0,5*a/ra)) или равен ей, и который предпочтительно меньше или равен углу гребня двухходового профиля шнека по Эрдменгеру (δ_kb1≤π/2-2*arccos(0,5*а/ra)),
- другая область гребня расположена относительно центра вращения профиля шнека под углом δ_kb2, который меньше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_kb2≤arccos(0,5*a/ra)) или равен ей, и который предпочтительно меньше или равен углу гребня двухходового профиля шнека по Эрдменгеру (δ_kb2≤π/2-2*arccos(0,5*a/ra)).
Сумма углов областей гребня и боковых областей δ_kb1, δ_kb2 и δ_fb1 участка уплотнения предпочтительно находится в пределах от 0,75*δ_gz до 2*δ_gb+δ_gz. В особо предпочтительной форме исполнения сумма углов областей гребня и боковых областей δ_kb1, δ_kb2 и δ_fb1 участка уплотнения предпочтительно находится в пределах от δ_gz до δ_gb+δ_gz.
Участок канала шнековых элементов, подлежащих применению согласно изобретению, предпочтительно характеризуется тем, что
- боковой участок расположен относительно центра вращения профиля шнека под углом δ_fb2, который больше половины угла раскрытия между углами корпуса (δ_fb2≥arccos(0,5*a/ra)) или равен ей, и который предпочтительно больше (δ_fb2≥2*arccos(0,5*a/ra)) или равен углу раскрытия между углами корпуса, а минимальное расстояние между боковым участком и радиусом шнека га больше, чем половина глубины нарезки h,
- область паза расположена относительно центра вращения профиля шнека под углом δ_nb1, который больше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_nb1≥arccos(0,5*a/ra)) или равен ей, и который предпочтительно меньше или равен углу гребня двухходового профиля шнека по Эрдменгеру (δ_nb1≤π/2-2*arccos(0,5*а/ra)),
- другая область паза расположена относительно центра вращения профиля шнека под углом δ_nb2, который меньше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_nb2≤arccos(0,5*a/ra)) или равен ей, и который предпочтительно меньше или равен углу гребня двухходового профиля шнека по Эрдменгеру (δ_nb2≤π/2-2*arccos(0,5*а/ra)).
Сумма углов областей паза и боковых областей δ_nb1, δ_nb2 и δ_fb2 участка уплотнения предпочтительно находится в пределах от 0,75*δ_gz до 2*δ_gb+5_gz. В особо предпочтительной форме исполнения сумма углов областей паза и боковых областей δ_nb1, δ_nb2 и δ_fb1 участка уплотнения предпочтительно находится в пределах от δ_gz до δ_gb+δ_gz.
Переходный участок характеризуется тем, что он начинается в боковой области и в боковой области же и заканчивается. Предпочтительно переходный участок состоит из последовательности «боковая область - область гребня - боковая область», или же из последовательности «боковая область - область паза - боковая область», или из последовательности «боковая область-область гребня - боковая область - область паза - боковая область», или из последовательности «боковая область - область паза - боковая область - область гребня - боковая область». В особо предпочтительной форме исполнения переходный участок состоит из одной боковой области. В этом случае переходный участок начинается и заканчивается в этой самой одной боковой области.
Понятие «шнековые элементы» не ограничено обычной ныне модульной конструкцей, состоящей из шнековых элементов и центральных валов, а применимо также к шнекам сплошной конструкции. Поэтому под понятием "шнековые элементы" подразумевают также сплошные шнеки.
Шнековые элементы, подлежащие применению согласно изобретению, можно использовать как транспортировочные элементы, месильные элементы и/или как смешивающие элементы.
Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. При этом Транспортировочный элемент может быть правым или левым. Шаг транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, причем под шагом подразумевают длину по оси, необходимую на полный оборот профиля шнека, а длина по оси транспортировочного элемента предпочтительно находится в пределах от 0,1 до 10 значений межосевого расстояния.
Месильный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека ступенчато продолжается в осевом направлении в форме месильных дисков. Расположение месильных дисков может быть правоходным, левоходным или же нейтральным. Длина месильных дисков по оси предпочтительно находится в пределах от 0,05 до 10 значений межосевого расстояния. Расстояние между двумя месильными дисками по оси предпочтительно находится в пределах от 0,002 до 0,1 значений межосевого расстояния.
Смесительные элементы, как известно (см., например, [1], стр.227-248), формируют путем изготовления транспортировочных элементов с проемами в гребнях шнеков. Смесительные элементы могут быть правоходными или левоходными. Шаг их предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния, а длина элементов по оси предпочтительно находится в пределах от 0,1 до 10 величин межосевого расстояния. Проемы предпочтительно имеют форму u-образного или v-образного паза, которые предпочтительно располагают в направлении, противоположном таковому подачи, или же параллельно оси.
Специалисту известно, что шнековые профили с прямой очисткой скоблением нельзя непосредственно вставить в двухшнековый экструдер, наоборот, между шнеками должен быть промежуток (зазор, люфт). В книге [1], начиная с стр.28, описаны различные возможные стратегии осуществления этого. В шнековых профилях шнековых элементов согласно изобретению возможны зазоры, составляющие величину в пределах от 0,001 до 0,1 относительно диаметра профиля шнека, предпочтительно от 0,002 до 0,05, а особо предпочтительно - от 0,004 до 0,02. Как известно специалисту, зазоры между шнеком и корпусом могут отличаться от зазоров между шнеками либо же быть одинаковы. Зазоры также могут быть постоянны или варьировать в заданных пределах. Также возможно сдвигать профиль шнека в пределах зазоров. Возможные методики, предназначенные для этих целей, - это, например, описанная в [1], начиная со стр.28, возможность увеличения межосевого расстояния, эквидистанты продольного сечения или пространственной эквидистанты, причем все они известны специалисту. При увеличении межосевого расстояния конструируют профиль шнека меньшего диаметра и раздвигают на величину зазора между шнеками. При использовании метода эквидистанты продольного сечения кривую профиля в продольном сечении (параллельно оси) сдвигают внутрь на половину зазора между двумя шнеками. В методе с использованием пространственной эквидистанты, исходя из пространственной кривой, по которой истираются шнековые элементы, шнековый элемент уменьшают на половину величины зазора между двумя шнеками в направлении, перпендикулярном плоскостям профилей с точной очисткой скоблением. Предпочтительно применять эквидистанту продольного сечения и пространственную эквидистанту, особо предпочтительно пространственную эквидистанту.
Кроме того, предметом настоящего изобретения является способ изготовления пластических масс, в частности, расплавов полимеров и смесей расплавов полимеров, прежде всего термопластов и эластомеров, особо предпочтительно поликарбоната и смесей поликарбонатов, отличающийся тем, что применяют шнековые элементы согласно изобретению в многовальных шнековых машинах. Предпочтительно применять шнековые элементы согласно изобретению в двухвальных шнековых машинах. Шнековые элементы можно применять в многовальных шнековых машинах в виде месильных или транспортировочных элементов. Также можно сочетать друг с другом месильные и транспортировочные элементы в одной шнековой машине. Шнековые элементы согласно изобретению можно также комбинировать с другими шнековыми элементами, известными на нынешнем техническом уровне.
Новые шнековые элементы согласно изобретению отличаются тем, что они не обладают вышепоименованными недостатками шнековых элементов, известных на нынешнем техническом уровне. В частности, шнековые элементы согласно изобретению дают возможность герметизации (уплотнения) области пазухи в силу того, что в каждом случае в области пазухи находится по одной области гребня, благодаря чему возможности повышения давления в транспортировочных элементах, созданных на базе таких профилей шнека, велики. В частности, предметом настоящего изобретения являются шнековые элементы, у которых мала область гребня, благодаря чему минимизируется термическая и механическая нагрузка на продукт. В частности, предметом настоящего изобретения являются шнековые элементы, у которых боковая область, располагающаяся между двумя областями паза, характеризуется расстоянием от корпуса, превышающим половину глубины витка, благодаря чему поддерживают низкое сопротивление течению. В частности, предметом настоящего изобретения являются шнековые элементы, которые на всех валах многовального экструдера или на обоих валах двухвального экструдера обладают идентичным профилем.
Предпочтительные материалы для изготовления шнековых элементов - это различные сорта стали, в особенности азотированная и нержавеющая сталь.
Пластические массы, которые можно с высокой эффективностью и одновременно при щадящем отношении к продукту экструдировать согласно изобретению, - это, например, суспензии, пасты, стекло, керамические массы, металлы в форме расплава, пластмассы, расплавы пластмасс, растворы полимеров, эластомерные и каучуковые массы.
Предпочтительно применять пластмассы и растворы полимеров, особо предпочтительно - термопластические полимеры. В качестве термопластического полимера предпочтительно применять по меньшей мере один полимер из следующей группы: поликарбонат, полиамид, сложный полиэфир, в особенности полибутилентерефталат и полиэтилентерефталат, полилактид, простой полиэфир, термопластический полиуретан, полиацеталь, фторополимер, в особенности поливинилиденфторид, полиэфирсульфоны, полиолефин, в особенности полиэтилен и полипропилен, полиимид, полиакрилат, в особенности поли(метил)метакрилат, полифениленоксид, полифениленсульфид, полиэфиркетон, полиарилэфиркетон, полимеризаты стирола, в частности полистирол, сополимеры стирола, в особенности сополимер стирола и акрилонитрила, блок-сополимеры акрилонитрила, бутадиена и стирола и поливинилхлорид. Равным же образом предпочтительно применяют так называемые "бленды" (смеси) приведенных пластмасс, под каковым термином специалист подразумевает сочетание двух или более пластмасс. Особо предпочтительны поликарбонат и смеси, содержащие поликарбонат, крайне предпочтителен поликарбонат, например, полученный методом с границей раздела фаз или методом переэтерификации в расплаве.
Прочие предпочтительные применяемые материалы - это каучуки. В качестве каучука предпочтительно применяют по меньшей мере один из материалов, принадлежащий к группе, которую образуют стирол-бутадиеновый каучук, натуральный каучук, бутадиеновый каучук, изопреновый каучук, этилен-пропилен-диеновый каучук, этилен-пропиленовый каучук, бутадиен-акрилонитриловый каучук, гидрированный нитриловый каучук, бутиловый каучук, галобутиловый каучук, хлоропреновый каучук, этилен-винилацетатный каучук, полиуретановый каучук, термопластический полиуретан, гуттаперча, арилатный каучук, фторный каучук, силиконовый каучук, сульфидный каучук, хлорсульфонил-полиэтиленовый каучук. Разумеется, возможно также сочетание двух или более из приведенных каучуков или сочетание одного или более каучука с одной или несколькими пластмассами.
Эти термопласты и эластомеры можно применять в чистом виде или в виде смесей с наполнителями и армирующими веществами, в частности, стекловолокном, в виде смесей друг с другом или с другими полимерами или в виде смесей с обычными добавками к полимерам.
В предпочтительной форме исполнения к пластическим массам, в особенности к расплавам полимеров и смесям полимерных расплавов добавляют присадки. Их можно вводить вместе с полимером в экструдер в виде твердых веществ, жидкостей или растворов, либо же по меньшей мере часть добавок (присадок) или все добавки вводят в экструдер через боковой поток.
Добавки могут придавать полимеру разнообразные свойства. Это могут быть, например, красители, пигменты, средства, способствующие обработке, наполнители, антиоксиданты, армирующие вещества, поглотители УФ-излучения и светостабилизаторы, деактиваторы металлов, уловители пероксидов, основные стабилизаторы, затравки, бензофураны и индолиноны, действующие в качестве стабилизаторов и антиоксидантов, средства, способствующие отделению от формы, добавки, препятствующие горению, антистатические средства, средства окрашивания и стабилизаторы расплавов. Примерами их являются сажа, стекловолокно, глина, слюда, графитные волокна, диоксид титана, углеродные волокна, углеродные нанотрубочки, ионные жидкости и натуральные волокна.
При реализации способа согласно изобретению экструдер можно заполнять продуктом различным образом, в зависимости от состояния, в котором получают полимер. В предпочтительном варианте в экструдер подают жидкую фазу, которая помимо полимера может содержать еще и растворитель и, возможно, остаточные мономеры. Состояния, в которых получают полимер после реакции и, при необходимости, предварительного выпаривания, известны специалисту. Примеры их следующие:
- полистирол с остаточным стиролом и, возможно, этилбензолом, толуолом, ксилолом, бутаноном или другим растворителем
- сополимер стирола и акрилонитрила с остаточным стиролом, остаточным акрилонитрилом и, возможно, этилбензолом, толуолом, ксилолом, бутаноном или другим растворителем
- линейный полиэтилен низкой или высокой плотности, разветвленный полиэтилен с растворителем, как то: гексаном, техническим гексаном, пропаном, изобутаном и мономерами, например, пропиленом, бутеном-1, гексеном-1, 4-метилпентеном-1, октеном-1 (процессы с суспензиями - это: процесс СХ фирмы Mitsui Chemicals (гексан), процесс Hostalen фирмы Basell (гексан), Chevron Philips USA (изобутан), процесс Borstar фирмы Borealis (пропан), Бельгия, и DSM используют гексан в процессес растворителем), подробности приведены в [6] (Comparative Analysis of Various Polyethylen Production Technologies, Chem. And Petroleum Eng. Vol.44, Nos.7-8, 2008)
- поликарбонат с растворителем, например, хлорбензолом и метиленхлоридом
- полиметиленметакрилат с мономером, т.е., метакрилатом.
При реализации способа согласно изобретению экструдер можно, например, также загружать частицами. В этом случае экструдер согласно изобретению служит прежде всего для расплавления, конфекционирования и смешения с присадками. Состояния, в которых получают полимер после реакции и, при необходимости, предварительного выпаривания или осаждения, известны специалисту. Примеры их следующие:
- полипропилен, когда полимер получают в форме порошка после последней реакции;
- полиэтилен высокой плотности из процесса в газовой фазе или процесса с пульпой;
- эмульсионные полимеризаты, как, например, акрилонитрил-бутадиен-стирол после осаждения и, при необходимости, сушки.
При дополнительной обработке двухвальный или многовальный экструдер согласно изобретению особо удобно использовать в задачах с дегазацией. При этом особые выгоды получаются при прямой обработке вторичного сырья (полиэтилентерефталата), материала для бутылок, в каковом случае дегазация происходит при минимальной температурной нагрузке.
Особо предпочтительно использовать способ согласно изобретению при изготовлении и компаундировании поликарбоната. В этом случае он обладает преимуществами в первую очередь в смысле цвета поликарбоната, каковой цвет у неокрашенного поликарбоната измеряют с помощью индекса желтизны (YI). При этом особо предпочтительно применять шнековые элементы согласно изобретению в зоне дегазации.
В смысле настоящего изобретения поликарбонаты - это как гомополикарбонаты, так и сополикарбонаты; поликарбонаты могут, как известно, быть линейными или разветвленными.
Предпочтительные способы изготовления поликарбонатов, включая сложные полиэфиркарбонаты, подлежащих применению согласно изобретению, - это известный способ с границей раздела фаз и известный способ переэтерификации в расплаве.
В первом случае предпочтительно использовать в качестве производного угольной кислоты фосген, а в последнем случае - дифенилкарбонат. Катализаторы, растворители, переработка, условия реакции и т.д. при изготовлении поликарбонатов в обоих случаях достаточно подробно описаны и известны.
Часть карбонатных групп в пригодных согласно изобретению поликарбонатах, до 80 моль %, предпочтительно 20-50 моль-%, может быть заменена группами сложных эфиров ароматических дикарбоновых кислот. Такие поликарбонаты, в цепь молекулы которых встроены как остатки угольной кислоты, так и остатки ароматических дикарбоновых кислот, представляют собой, точнее говоря, ароматические сложные полиэфиркарбонаты. Для простоты изложения в настоящей заявке они объединены под общим понятием термопластических ароматических поликарбонатов.
Способ согласно изобретению находит применение, в частности, при изготовлении поликарбонатов. Поэтому предметом настоящего изобретения является также способ изготовления поликарбонатов, отличающийся тем, что по меньшей мере один этап процесса изготовления включает в себя способ экструзии согласно изобретению.
Изготовление поликарбонатов с применением способа согласно изобретению осуществляют известным образом из дифенолов, производных угольной кислоты, при необходимости - прерывателей цепи и при необходимости - разветвителей, причем для изготовления сложных полиэфиркарбонатов часть производных угольной кислоты заменяют ароматическими дикарбоновыми кислотами или производными дикарбоновых кислот, ориентируясь на карбонатные структурные единицы, подлежащие в ароматических поликарбонатах замене на структурные единицы ароматических дикарбоновых кислот.
В качестве примера относительно изготовления поликарбонатов здесь можно сослаться на Schnell, "Chemistry and Physics of Polycarbonates", Polymer Reviews, Volume 9, Interscience Publishers, New York, London, Sydney 1964.
Термопластические поликарбонаты, которые предпочтительно применяют в способе согласно изобретению, включая термопластические ароматические сложные полиэфиркарбонаты, имеют среднюю молекулярную массу Mw (определенную измерением относительной вязкости при 25°С в СН2С12 и при концентрации в 0,5 г на 100 мл CH2Cl2) в 12000 - 120000, предпочтительно 15000-80000, а в особенности 15000 - 60000.
Дифенолы, пригодные для изготовления поликарбоната посредством способа согласно изобретению, многократно описаны на нынешнем техническом уровне.
Надлежащие дифенолы - это, например гидрохинон, резорцин, дигидроксидифенил, бис-(гидроксифенил)-алканы, бис-(гидроксифенил)-циклоалканы, бис-(гидроксифенил)-сульфиды, бис-(гидроксифенил)-эфиры, бис-(гидроксифенил)-кетоны, бис-(гидроксифенил)-сульфоны, бис-(гидроксифенил)-сульфоксиды, α,α'-бис-(гидроксифенил)-диизопропилбензолы, а также их алкилированные, ядерно-алкилированные и ядерно-галогенированные соединения.
Предпочтительные дифенолы - это 4,4'-дигидроксидифенил, 2,2-бис-(4-гидроксифенил)-1-фенил-пропан, 1,1-бис-(4-гидроксифенил)-фенил-этан, 2,2-бис-(4-гидроксифенил)пропан, 2,4-бис-(4-гидроксифенил)-2-метилбутан, 1,3-бис-[2-(4-гидроксифенил)-2-пропил]бензол (бисфенол М), 2,2-бис-(3-метил-4-гидроксифенил)-пропан, бис-(3,5-диметил-4-гидроксифенил)-метан, 2,2-бис-(3,5-диметил-4-гидроксифенил)-пропан, бис-(3,5-диметил-4-гидроксифенил)-сульфон, 2,4-бис-(3,5-диметил-4-гидроксифенил)-2-метилбутан, 1,3-бис-[2-(3,5-диметил-4-гидроксифенил)-2- пропил]бензол и 1,1-бис-(4-гидроксифенил)-3,3,5-триметилциклогексан (бисфенол ТМС).
Особо предпочтительные дифенолы - это 4,4'- дигидроксидифенил, 1,1-бис-(4-гидроксифенил)-фенил-этан, 2,2-бис-(4-гидроксифенил)-пропан, 2,2-бис-(3,5-диметил-4-гидроксифенил)-пропан, 1,1 -бис-(4-гидроксифенил)-циклогексан и 1,1-бис-(4-гидроксифенил)-3,3,5-триметилциклогексан (бисфенол ТМС).
Эти и прочие надлежащие дигидроксиарильные соединения описаны, например, в германской заявке DE-A 3832396, во заявке на патент Франции FR-A 1561518, в книге Н. Schnell, Chemistry and Physics of Polycarbonates, Interscience Publishers, New York 1964, S.28 ff.; S.102 ff. и в книге D.G. Legrand, J.T. Bendler, Handbook of Polycarbonate Science and Technology, Marcel Dekker New York 2000, S.72 ff.
В случае гомополикарбонатов применяют только один дифенол, а в случае сополикарбонатов применяют несколько дифенолов, причем само собой разумеется, что применяемые дифенолы, как и все иные химикаты и вспомогательные вещества, применяемые для синтеза, могут нести загрязнения, обусловленные их собственным синтезом, переработкой и хранением, хотя и желательно работать с сырьевыми материалами максимально возможной чистоты.
Диарилкарбонаты, пригодные для реакции с дигидроксиариловыми соединениями при переэтерификации в расплаве, - это таковые общей формулы (II)

где
R, R' и R" независимо друг от друга означают водород, линейный или разветвленный алкил с 1-34 атомами углерода, алкиларил с 7-34 атомами углерода или арил с 6-34 атомами углерода, R может также означать -COO-R'", причем R'" означает водород, линейный или разветвленный алкил с 1-34 атомами углерода, алкиларил с 7-34 атомами углерода или арил с 6-34 атомами углерода.
Предпочтительные диарилкарбонаты - это, например, дифенилкарбонат, метилфенил-фенил-карбонаты и ди-(метилфенил)-карбонаты, 4-этилфенил-фенил-карбонат, ди-(4-этилфенил)-карбонат, 4-н-пропилфенил-фенил-карбонат, ди-(4-н-пропилфенил)-карбонат, 4-изо-пропилфенил-фенил-карбонат, ди-(4-изо-пропилфенил)-карбонат, 4-н-бутилфенил-фенил-карбонат, ди-(4-н-бутилфенил)-карбонат, 4-изо-бутилфенил-фенил-карбонат, ди-(4-изо-бутилфенил)-карбонат, 4-трет-бутилфенил-фенил-карбонат, ди-(4-трет-бутилфенил)-карбонат, 4-н-пентилфенил-фенил-карбонат, ди-(4-н-пентилфенил)-карбонат, 4-н-гексилфенил-фенил-карбонат, ди-(4-н-гексилфенил)-карбонат, 4-изо-октилфенил-фенил-карбонат, ди-(4-изо-октилфенил)-карбонат, 4-н-нонилфенил-фенил-карбонат, ди-(4-н-нонилфенил)-карбонат, 4-циклогексилфенил-фенил-карбонат, ди-(4-циклогексилфенил)-карбонат, 4-(1-метил-1-фенилэтил)-фенил-фенил-карбонат, ди-[4-(1-метил-1-фенилэтил)-фенил]-карбонат, бифенил-4-ил-фенил-карбонат, ди-(бифенил-4-ил)-карбонат, 4-(1-нафтил)-фенил-фенил-карбонат, 4-(2-нафтил)-фенил-фенил-карбонат, ди-[4-(1-нафтил)-фенил]-карбонат, ди-[4-(2-нафтил)фенил]-карбонат, 4-феноксифенил-фенил-карбонат, ди-(4-феноксифенил)-карбонат, 3-пентадецилфенил-фенил-карбонат, ди-(3-реп1адецилфенил)-карбонат, 4-тритилфенил-фенил-карбонат, ди-(4-тритилфенил)-карбонат, метилсалицилат-фенил-карбонат, ди-(метилсалицилат)-карбонат, этилсалицилат-фенил-карбонат, ди-(этилсалицилат)-карбонат, н-пропилсалицилат-фенил-карбонат, ди-(н-пропилсалицилат)-карбонат, изо-пропилсалицилат-фенил-карбонат, ди-(изо-пропилсалицилат)-карбонат, н-бутилсалицилат-фенил-карбонат, ди-(н-бутилсалицилат)-карбонат, изо-бутилсалицилат-фенил-карбонат, ди-(изо-бутилсалицилат)-карбонат, трет-бутилсалицилат-фенил-карбонат, ди-(трет-бутилсалицилат)-карбонат, ди-(фенилсалицилат)-карбонат и ди-(бензилсалицилат)-карбонат.
Особо предпочтительные диариловые соединения - это дифенилкарбонат, 4-трет-бутилфенил-фенил-карбонат, ди-(4-трет-бутилфенил)-карбонат, бифенил-4-ил-фенил-карбонат, ди-(бифенил-4-ил)-карбонат, 4-(1-метил-1-фенилэтил)-фенил-фенил-карбонат, ди-[4-(1-метил-1-фенилэтил)-фенил]-карбонат и ди-(метилсалицилат)-карбонат.
Крайне предпочтителен дифенилкарбонат.
Можно применять как один диарилкарбонат, так и различные диарилкарбонаты.
Диарилкарбонаты можно также применять с остаточным содержанием моногидроксиариловых соединений, из которых их изготавливают.Остаточное содержание моногидроксиариловых соединений может составлять до 20 вес.-%, предпочтительно - до 10 вес.-%, особо предпочтительно - до 5 вес.-%, а крайне предпочтительно - до 2 вес.-%.
Относительно дигидроксиариловых соединений в общем случае применяют 1,02-1,30 моль диарилкарбоната или диарилкарбонатов, предпочтительно 1,04-1,25 моль, особо предпочтительно - 1,045-1,22 моль, крайне особо предпочтительно - 1,05-1,20 моль на моль дигидроксиарилового соединения. Можно также применять смеси вышепоименованных диарилкарбонатов, причем в этом случае приведенные выше данные о количестве вещества на моль дигидроксиарилового соединения рассчитывают относительно общего количества вещества в смеси диарилкарбонатов.
Монофункциональные прерыватели цепи, необходимые для задания молекулярного веса, как, например, фенол или алкилфенолы, особенно фенол, пара-трет-бутилфенол, изооктилфенол, кумилфенол, их эфиры хлоругольной кислоты или хлорангидриды монокарбоновых кислот либо же смеси этих прерывателей цепи, добавляют в реакционную смесь либо с бисфенолатом или бисфенолатами, либо же в на любом этапе, пока в реакционной смеси еще присутствуют фосген или концевые группы хлоругольной кислоты, либо же - при использовании в качестве прерывателей цепи хлорангидридов и эфиров хлоругольной кислоты - пока наличествуют достаточно фенольных групп формирующегося полимера. Предпочтительно, однако, добавлять прерыватель или прерыватели цепи после фосгенирования в таком месте или в такой момент, когда фосгена более не имеется, но катализатор еще не был добавлен. В качестве альтернативы возможно также их введение до катализатора, совместно с катализатором или параллельно ему.
Таким же образом при необходимости в синтетическую смесь добавляют разветвители или смеси разветвителей. Обычно, однако, разветвители добавляют до прерывателей цепи. Как правило, используют трисфенолы, кватерфенилы [?] или хлорангидриды трикарбоновых и тетракарбоновых кислот, либо же смеси полифенолов или хлорангидридов. Некоторые из пригодных к применению в качестве разветвителей соединений с тремя или более чем тремя фенольными гидроксильными группами - это, например, флороглюцин, 4,6-диметил-2,4,6-три-(4-гидроксифенил)-гептен-2, 4,6-диметил-2,4,6-три-(4-гидроксифенил)-гептан, 1,3,5-три-(4-гидроксифенил)-бензол, 1,1,1-три-(4-гидроксифенил)-этан, три-(4-гидроксифенил)-фенилметан, 2,2-бис-(4,4-(4-гидроксифенил)-циклогексил]-пропан, 2,4-бис-(4-гидроксифенил-изопропил)-фенол и тетра-(4-гидроксифенил)-метан.
Некоторые из прочих трифункциональных соединений - это 2,4-дигидроксибензойная кислота, тримезиновая кислота, цианурхлорид и 3,3-бис-(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол.
В качестве разветвителей предпочтительны 3,3-бис-(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол и 1,1,1-три-(4-гидроксифенил)-этан.
В синтезе поликарбоната с поверхностью раздела фаз предпочтительно используют такие катализаторы, как третичные амины, в частности, триэтиламин, трибутиламин, триоктиламин, N-этилпиперидин, N-метилпиперидин, N-i/n-пропилпиперидин; четвертичные соли аммония, например, гидроксид, хлорид, гидросульфат, тетрафторборат тетрабутиламмония, трибутилбензиламмония или тетраэтиламмония; а также соединения фосфония, соответствующие соединениям аммония. Эти соединения описаны в литературе как типичные катализаторы для процесса с поверхностью раздела фаз, доступны на рынке и известны специалисту. Катализаторы можно вводить во время синтеза по отдельности, в смеси либо независимо друг от друга одновременно или последовательно, при необходимости также и до фосгенирования; предпочтительно, однако, вводить их после внесения фосгена, если только в качестве катализатора не используют ониевое соединение или смесь ониевых соединений. В этом случае предпочтительно добавление катализатора до фосгенирования. Добавлять катализатор или катализаторы можно в чистом виде, в нейтральном растворителе, предпочтительно в том же растворителе, что используют и в синтезе поликарбоната, либо же в виде водного раствора; в случае третичных аминов - в виде солей аммония с кислотами, предпочтительно минеральными, особенно соляной кислотой. При использовании нескольких катализаторов или введении катализатора по частям можно, разумеется, в различных местах или на различных этапах осуществлять добавление различным образом. Общее количество используемого катализатора составляет от 0,001 до 10 моль-% от количества использованных бисфенолов, предпочтительно от 0,01 до 8 моль-%, особо предпочтительно - от 0,05 до 5 моль-%.
В качестве катализаторов для изготовления поликарбонатов способом переэтерификации в расплаве можно применять известные в литературе основные катализаторы, как, например, гидроксиды и оксиды щелочных и щелочноземельных металлов и/или ониевые соли, как, например, соли аммония или фосфония. При синтезе предпочтительно применяют ониевые соли, особо предпочтительно - соли фосфония. Пример таких фосфониевых солей - это таковые общей формулы (IV)

где
R7-10 означает одинаковые или различные, при необходимости замещенные, алкилы с 1-10 атомами углерода, арилы с 6-10 атомами углерода, аралкилы с 7-10 атомами углерода или циклоалкилы с 5-6 атомами углерода, предпочтительно метил или арилы с 6-14 атомами углерода, особо предпочтительно - метил или фенил, и
X- означает анион, выбранный из группы, которую образуют гидроксид, сульфат, гидросульфат, гидрокарбонат, карбонат, галогенид, предпочтительно хлорид, или алкилат или арилат с формулой - OR11, причем R11 означает при необходимости замещенный ариловый с 6-14 атомами углерода, аралкиловый с 7-15 атомами углерода или циклоалкиловый остаток с 5-6 атомами углерода, алкил с 1-20 атомами углерода, предпочтительно фенил.
Особо предпочтительные катализаторы - это хлорид тетрафенилфосфония, гидроксид тетрафенилфосфония и фенолат тетрафенилфосфония, крайне предпочтителен фенолат тетрафен илфосфония.
Катализаторы предпочтительно применяют в количествах 10-8-10-3 моль, на один моль дигидроксиарилового соединения, особо предпочтительно - в количествах 10-7-10-4 моль.
При необходимости можно также применять сокатализаторы, чтобы повысить скорость поликонденсации.
Это могут быть, например, соли щелочных и щелочноземельных металлов со щелочным действием, как то: гидроксиды, при необходимости замещенные алкоксиды лития, натрия и калия с 1-10 атомами углерода и арилоксиды этих металлов с 6-14 атомами углерода, предпочтительно гидроксиды, при необходимости замещенные алкоксиды натрия с 1-10 атомами углерода и арилоксиды натрия с 6-14 атомами углерода. Предпочтительны гидроксид натрия, фенолат натрия или динатриевая соль 2,2-бис-(4-гидроксифенил)-пропана.
Если ионы щелочных или щелочноземельных металлов добавляют в формах солей, то количество ионов щелочных или щелочноземельных металлов, определенное атомно-абсорбционной спектроскопией, составляет 1-500 ppb, предпочтительно 5-300 ppb, а наиболее предпочтительно 5-200 ppb, относительно поликарбоната, который должен образоваться. В предпочтительных формах исполнения способа согласно изобретению, однако, солей щелочных металлов не применяют.
Синтез поликарбонатов можно осуществлять непрерывным или прерывистым образом. Поэтому реакция может происходить в котлах с мешалкой, реакторах в виде труб, реакторах с перекачиванием, или в каскадах котлов с мешалками, или же в сочетаниях этих емкостей. При этом следует с помощью уже упомянутых органов перемешивания обеспечить, чтобы разделение водной и органической фаз происходило по возможности лишь тогда, когда реакция в синтез-смеси завершилась, т.е., когда в смеси больше нет способного к омылению хлора из фосгена или эфиров хлоругольной кислоты.
После введения фосгена в способе с границей раздела фаз может оказаться целесообразным некоторое время перемешивать органическую и водную фазы, прежде чем добавлять разветвитель (если только он не добавлен вместе с бисфенолатом), прерыватель цепи и катализатор. Выгодна может оказаться такая пауза после добавления любого компонента. Продолжительность такого дополнительного перемешивания составляет от 10 секунд до 60 минут, предпочтительно - от 30 секунд до 40 минут, особо предпочтительно - 1-15 минут.
Органическая фаза может состоять из одного растворителя или смесей несокльких растворителей. Подходящие растворители - это хлорированные углеводороды (алифатические и/или ароматические), предпочтительно дихлорметан, трихлорэтилен, 1,1,1-трихлорэтан, 1,1,2-трихлорэтан и хлорбензол, а также их смеси. Также можно, однако, применять ароматические углеводороды, как то: бензол, толуол, мета-, пара- или орто-ксилол или ароматические простые эфиры, например, анизол - поодиночке, в смеси с хлорированными углеводородами или в дополнение к ним. В другой форме исполнения синтеза применяют растворители, которые не растворяют поликарбонат, а только вызывают его набухание. Поэтому в сочетании с растворителями можно применять также вещества, не являющиеся растворителями поликарбоната. При этом в качестве растворителей можно использовать и растворители, которые сами растворяются в водной фазе, как, например, тетрагидрофуран, 1,3/1,4-диоксан или 1,3-диоксолан, если партнер-растворитель формирует вторую органическую фазу.
Реакционную смесь, состоящую по меньшей мере из двух фаз, прошедшую реакцию и содержащую самое большее следовые количества (<2 ppm) эфиров хлоругольной кислоты, оставляют отстаиваться для разделения фаз. Щелочную водную фазу полностью или частично возвращают в синтез поликарбоната как водную фазу либо же подают на очистку сточных вод, где отделяют растворитель и катализатор и возвращают их. В другом варианте переработки после отделения органических загрязнений, в особенности растворителей и остатков полимеров, а при необходимости - после доведения рН до определенного значения, например, добавлением едкого натра, отделяют соль, которую, например, можно направить на электролиз хлоридов щелочных металлов, а водную фазу при необходимости снова направляют на синтез.
Органическую фазу, содержащую поликарбонат, можно на этом этапе очистить от всех загрязнений - щелочи, ионов или катализатора. Даже и после одного или более процессов разделения органическая фаза содержит определенные количества щелочной водной фазы в мелких каплях, а также катализатор, как правило - третичный амин. Процедуры разделения (осаждения) можно также поддержать, пропуская органическую фазу через баки осаждения, котлы с мешалками, осаждающие резервуары или сепараторы либо же сочетания этих приборов, причем на всех или на некоторых этапах разделения, при необходимости - используя активные или пассивные средства перемешивания, можно добавлять воду.
После этого грубого отделения щелочной водной фазы органическую фазу один или несколько раз отмывают разбавленными кислотами: минеральными, карбоновыми, гидроксикарбоновыми и/или сульфоновыми кислотами. Предпочтительны водные растворы минеральных кислот, в особенности соляная кислота, фосфористая кислота и фосфорная кислота, а также смеси этих кислот. Концентрация этих кислот должна находиться в пределах от 0,001 до 50 вес.-%, предпочтительно - от 0,01 до 5 вес.-%.
Кроме того, органическую фазу многократно отмывают обессоленной или дистиллированной водой. Отделение органической фазы, возможно, диспергированной с частями органической фазы, после отдельных этапов отмывки осуществляют с помощью баков осаждения, котлов с мешалками, осаждающих резервуаров или сепараторов либо же их сочетаний, причем между этапами отмывки, при необходимости - используя активные или пассивные средства смешивания, можно добавлять воду.
Между отдельными этапами отмывки, либо же после отмывки можно при необходимости добавлять кислоты, предпочтительно растворенные в растворителе, который является основой раствора полимера. На этом этапе предпочтительно использовать газообразный хлороводород и фосфорную или фосфористую кислоту, которые при необходимости также можно применять в смесях.
Ароматические дикарбоновые кислоты, пригодные для синтеза сложных полиэфиркарбонатов, - это, например, фталевая кислота, терефталевая, изофталевая кислота, трет.-бутилизофталевая кислота, 3,3'-дифенилдикарбоновая кислота, 4,4'-дифенилдикарбоновая кислота, 4,4-бензофенондикарбоновая кислота, 3,4'-бензофенондикарбоновая кислота, 4,4'-дифенилэфирдикарбоновая кислота, 4,4'-дифенилсульфондикарбоновая кислота, 2,2-бис-(4-карбоксифенил)-пропан, триметил-3-фенилиндан-4,5'-дикарбоновая кислота.
Среди ароматических дикарбоновых кислот особо предпочтительно применять терефталевую и/или изофталевую кислоты.
Производные дикарбоновых кислот - это дигалогениды дикарбоновых кислот и диалкиловые эфиры дикарбоновых кислот, в частности, дихлориды дикарбоновых кислот и диметиловые эфиры дикарбоновых кислот.
В основном замена карбонатных групп на сложноэфирные группы ароматических дикарбоновых кислот происходит с соблюдением стехиометрии и количественных параметров, так что молярные соотношения компонентов реакции сохраняются и в готовом сложном полиэфиркарбонате. Встраивание групп сложных эфиров ароматических дикарбоновых кислот может происходить как статистически, так и блоками.
В рамках настоящего изобретения алкил с 1-4 атомами углерода означает, например, метил, этил, н.-пропил, изопропил, н.-бутил, втор.-бутил, трет.-бутил, алкил с 1 - 6 атомами углерода кроме того, например, н.-пентил, 1-метилбутил, 2-метилбутил, 3-метилбутил, неопентил, 1-этилпропил, циклопентил, циклопентил, н-пентил, 1,1-диметилпропил, 1,2-диметилпропил, 1,2-диметилпропил, 1-метил пентил, 2-метилпентил, 3-метилпентил, 4-метилпентил, 1,1-диметилбутил, 1,2-диметилбутил, 1,3-диметилбутил, 2,2-диметилбутил, 2,3-диметилбутил, 3,3-диметилбутил, 1-этилбутил, 2-этилбутил, 1,1,2-триметилпропил, 1,2,2-триметилпропил, 1-этил-1-метилпропил, 1-этил-2-метилпропил или 1-этил-2-метилпропил, алкил с 1-10 атомами углерода кроме того, например, н-гептил и н-октил, пинакил, адамантил, изомерные ментилы, н-нонил, н-децил, алкил с 1-34 атомами углерода кроме того, например, означают н-додецил, н-тридецил, н-тетрадецил, н-гексадецил или н-октадецил. То же самое справедливо для соответствующего алкилового остатка, например, в аралкиловых или алкилариловых, алкилфениловых или алкилкарбониловых остатках. Алкиленовые остатки в соответствующих гидроксиалкиловых или аралкиловых либо же алкилариловых остатках, например, означают алкиленовые остатки, соответствующие вышепоименованным алкиловым остаткам.
Арил означает карбоциклический ароматический остаток с 6-34 атомами углерода в каркасе. То же самое справедливо для ароматической части арилалкилового остатка, также называемого аралкиловым остатком, а также для ариловых компонентов более сложных групп, как, например, арилкарбониловых остатков.
Примеры арила с 6-34 атомами углерода - это фенил, орто-, пара- и мета-толил, нафтил, фенантренил, антраценил или флуоренил.
Арилалкил либо же аралкил в каждом случае независимо означает прямоцепочечный, циклический, разветвленный или неразветвленный алкиловый остаток согласно вышеприведенному определению, который может быть однократно, многократно или полностью замещен ариловыми остатками согласно вышеприведенному определению.
Приведенные выше перечисления даны в качестве примеров, и их не следует рассматривать как ограничение.
Если не указано иное, то в рамках настоящего изобретения под единицами ppb и ppm подразумевают массовые части.
Далее следует пояснение изобретения на основании примеров и фигур, однако, оно не ограничивается таковыми. За исключением фигур 28-33 все фигуры созданы с помощью компьютерной программы.
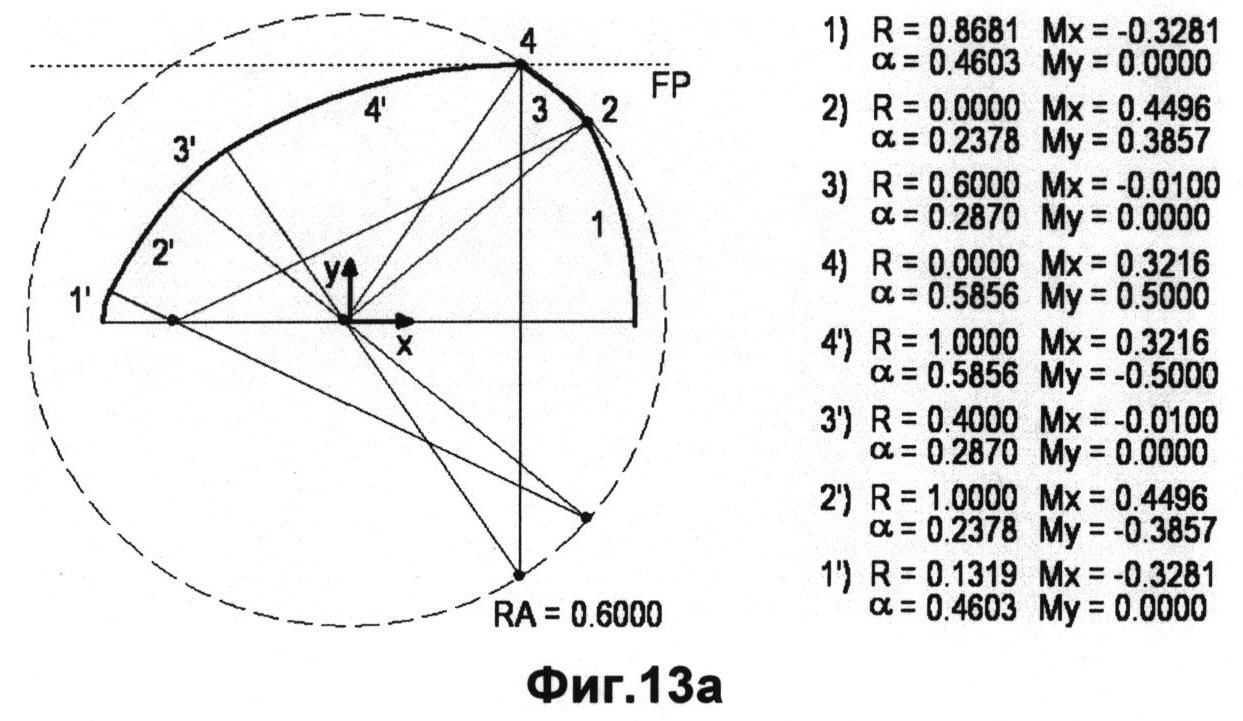
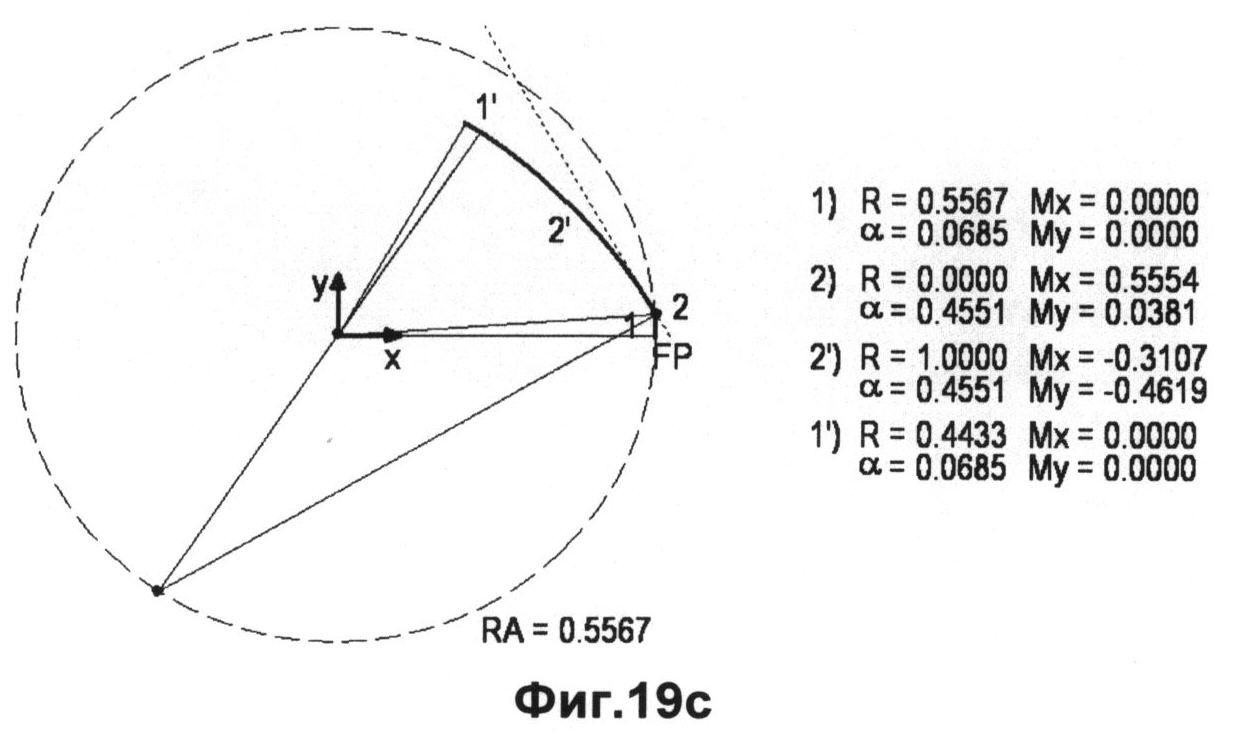
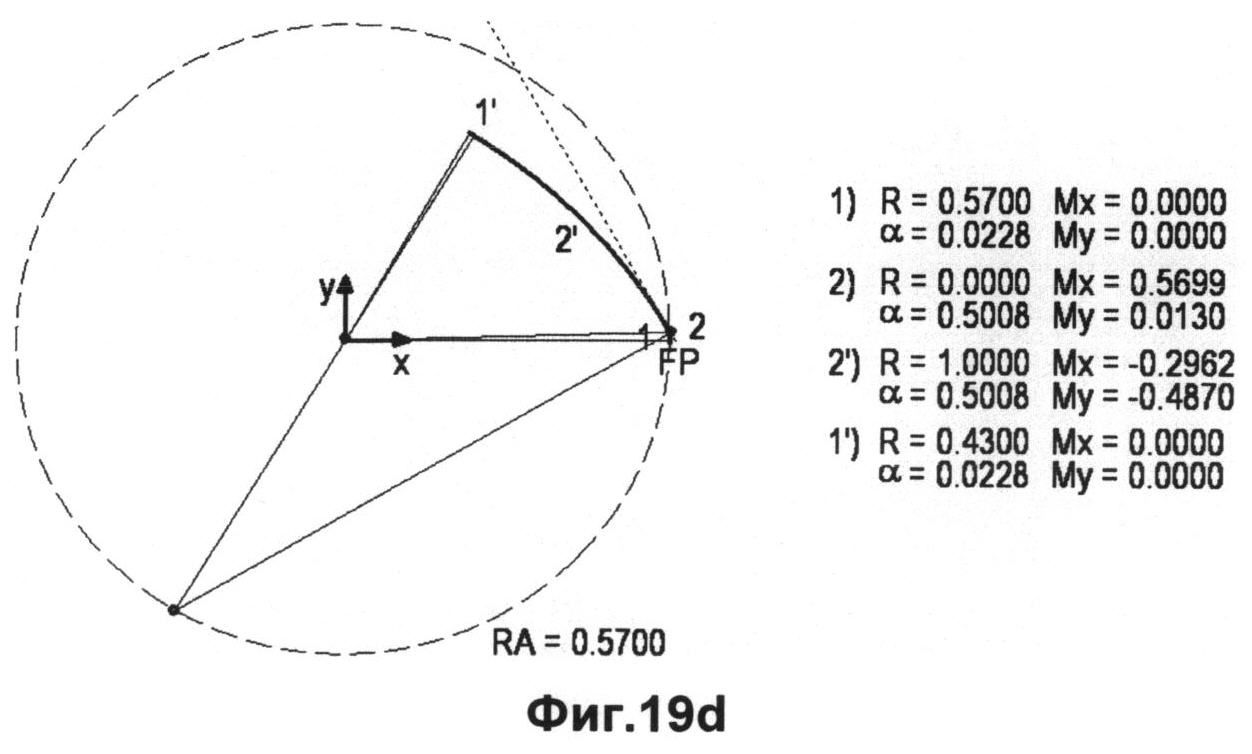
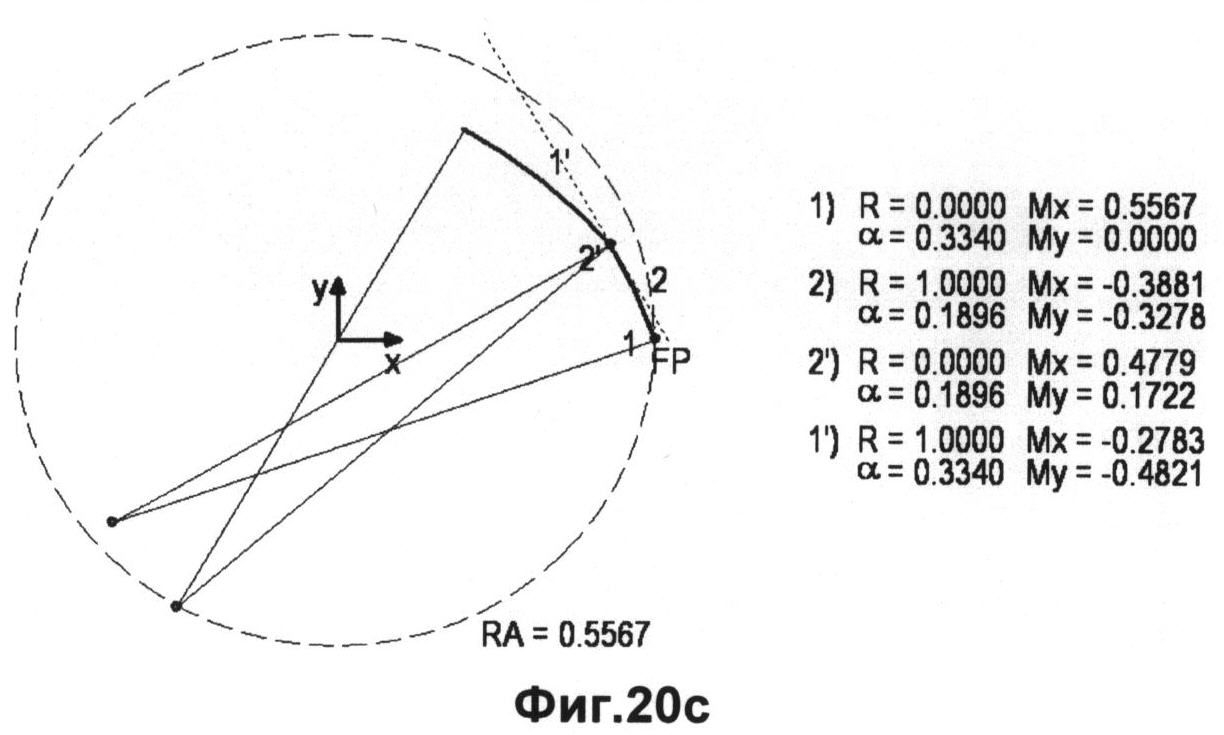
Для создания и/или описания шнековых профилей и элементов предпочтительно использовать безразмерные величины, чтобы упростить перенос соотношений на экструдеры различных размеров. В качестве референтного размера для геометрических величин, как то: длин и радиусов, имеет смысл использовать межосевое расстояние а, поскольку изменить эту величину у экструдера невозможно. Следовательно, для безразмерного межосевого расстояния справедливо А=а/а=1. Для безразмерного наружного радиуса шнекового профиля, следовательно, справедливо RA=ra/а. Безразмерный внутренний радиус шнекового профиля обозначается как RI=ri/а. Безразмерную же глубину витка шнекового профиля рассчитывают как Н=h/а=RA-RI.
Все геометрические величины на фигурах используют в безразмерной форме. Значения всех углов приведены в радианах.
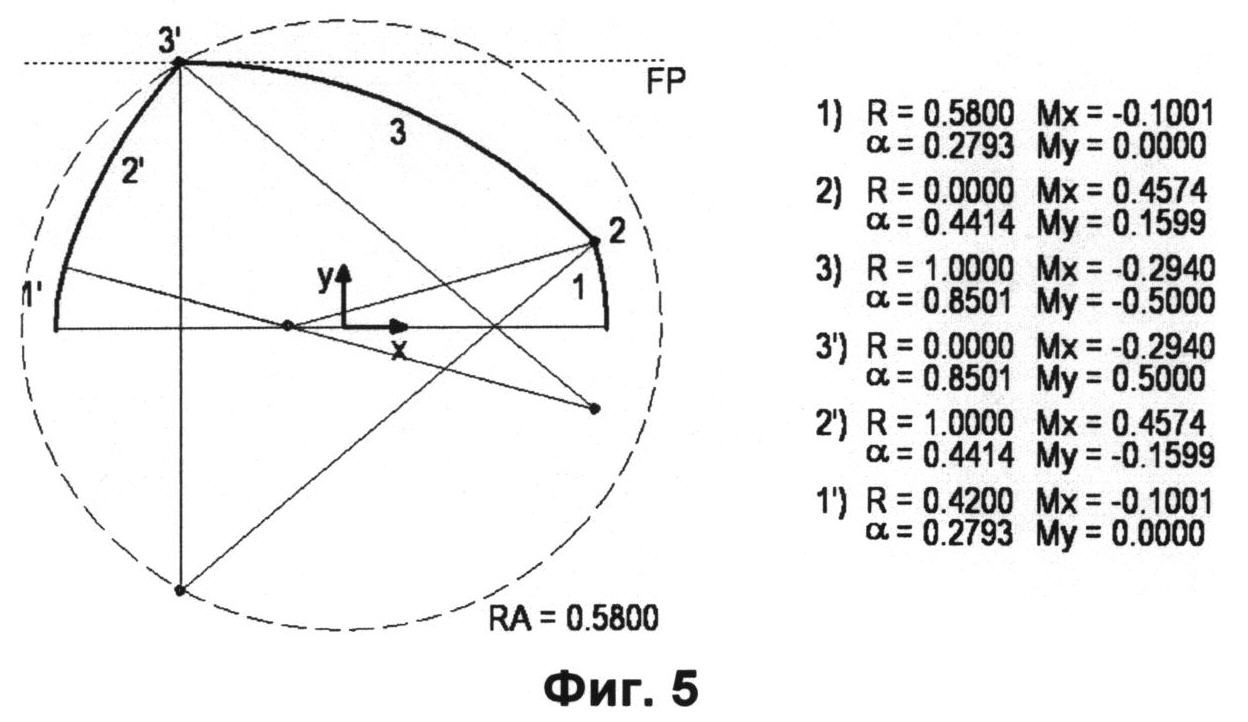
На фигуре 25 показана половина профиля шнека шнекового элемента, применяемого согласно изобретению, в поперечном сечении. В середине фигуры показана прямоугольная система координат (X-Y), в начале которой располагается центр вращения шнекового профиля. Дуги окружностей профиля шнека обозначены толстыми сплошными линиями, пронумерованными надлежащим образом. Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности. Прямая FP представлена тонкой пунктирной линией. Наружный радиус шнека RA обозначен тонкой штриховой линией, а его численное значение приводится на фигуре внизу справа с точностью до четырех значащих цифр. Справа от фигур для каждой дуги окружности приводят радиус R, угол α и координаты х и y центра дуги окружности Мх и My - в каждом случае с точностью до четырех значащих цифр. Эти данные позволяют однозначно определить профиль шнека. Шнековый профиль обладает зеркальной симметрией по оси X, так что весь профиль можно сформировать отражением представленной половины относительно оси х.
Участки профиля шнека, идентичные наружному радиусу шнека, называют участками гребня. В примере на фигуре 25 это только дуга окружности 3', которая входит в соприкосновение с наружным радиусом шнека, ее радиус составляет R_3'=0, т.е., в этом месте у профиля имеется перегиб. Центр дуги окружности 3' совпадает с перегибом. "Величину перегиба" задана посредством угла α_3' (α_3'=0,8501), т.е., переход от дуги окружности 3 к дуге окружности 2' осуществляют поворотом на угол α_3'. Иными словами, касательная к дуге окружности 3 в центре дуги окружности 3' пересекается с касательной к дуге окружности 2' также в центре дуги окружности 3' под углом α_3'. Принимая во внимание дугу окружности 3', можно, однако, сказать, что все соседствующие дуги переходят друг в друга (3→3', 3'→2') по касательной.
Участки профиля шнека, идентичные внутреннему радиусу шнека, называют участками паза. В примере на фигуре 25 это только точка N на дуге окружности 3. Точку N получают, проводя прямую G через центр М_3 дуги окружности 3 и центр вращения профиля. Эта прямая G пересекает дугу окружности 3 в точке N.
Участки профиля шнека, имеющие радиус меньше, чем наружный радиус шнека и больше, чем внутренний радиус, называются боковыми участками. В примере на фигуре 25 это дуга окружности 1, дуга окружности 2, дуга окружности 2', дуга окружности 1' и дуга окружности с исключением точки N. Соответственно, для представленного отдела профиля, начинающегося дугой окружности 1' и заканчивающегося дугой окружности 1, наблюдается такая последовательность областей: бок (фланец) - бок - гребень - бок - паз - бок - бок - бок. В силу осевой симметричности профиля области копируют посредством отражения относительно оси х. В результате получается общий профиль с последовательностью согласно изобретению:
Согласно изобретению показанный профиль характеризуется последовательностью: У-П-К-П, где У означает участок уплотнения, П - участок перехода, а К - участок канала. Участок уплотнения характеризуется последовательностью «область гребня - боковая область - область гребня». Участок канала характеризуется последовательностью «область паза - боковая область - область паза». Участок перехода имеет характеризуется наличием боковой области.
Участок уплотнения отличается тем, что при переходе от области фланца к области гребня на профиле шнека имеется перегиб. Кроме того, профиль шнека этой фигуры характеризуется тем, что переход от участка уплотнения к переходному участку также имеет перегиб. Минимальное безразмерное расстояние от боковой области участка канала до безразмерного наружного радиуса шнека RA составляет 0,1001 и таким образом оказывается больше, чем безразмерная глубина витка Н/2=0,08.
Ниже представлены дальнейшие шнековые элементы, применяемые согласно изобретению. При этом из соображений обзорности на фигурах опущены указания на участки и области (боковая область, область гребня, область паза, участок уплотнения, участок канала, переходный участок). Тем не менее, фигуры содержат все данные, из которых можно понять назначение участков и областей. Также на основании приведенных на фигурах данных можно легко рассчитать величины, как, например, угол раскрытия между двумя углами корпуса и угол гребня.
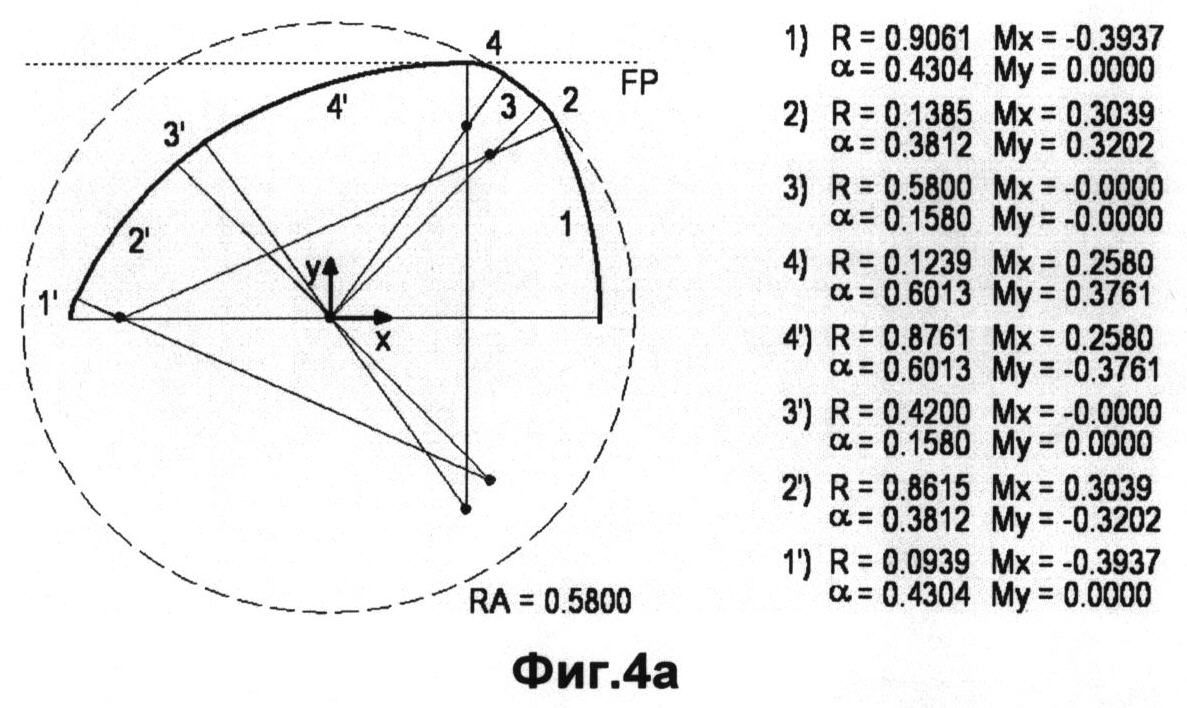
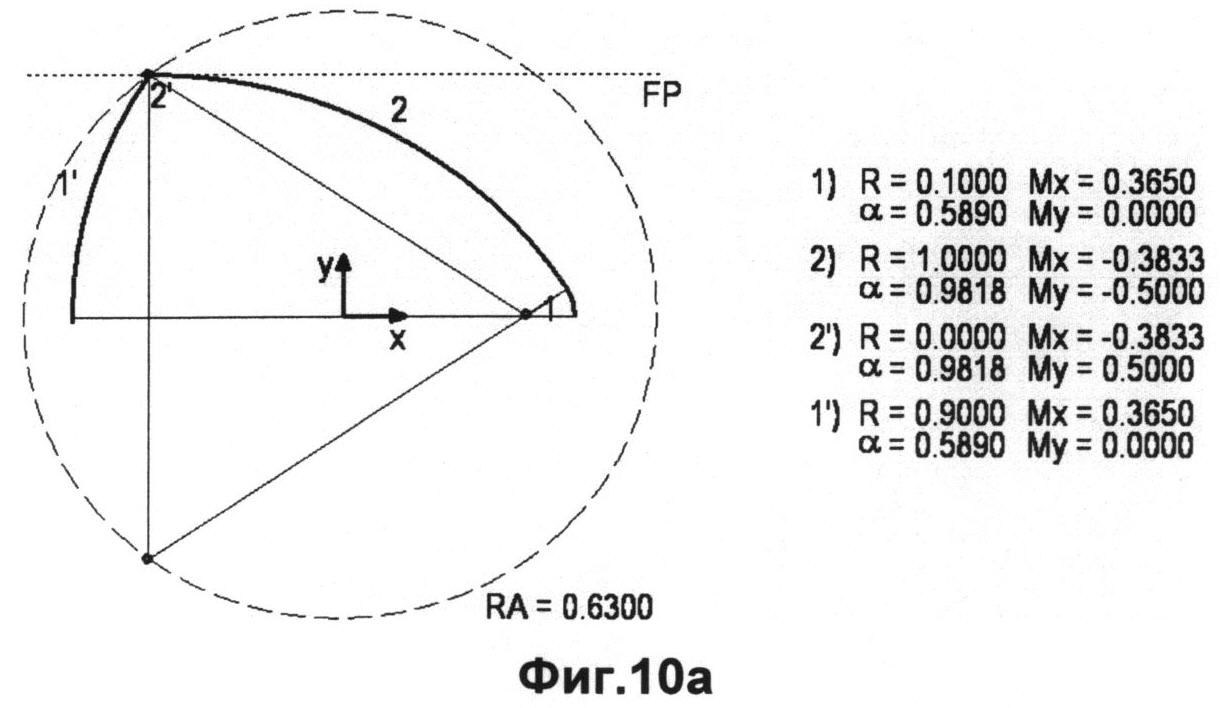
На фигурах 1-13 показаны по половине профиля шнека шнекового элемента, применяемого согласно изобретению, в поперечном сечении. Все эти фигуры имеют одну и ту же структуру, которая подробно описана ниже. В середине фигур показана прямоугольная система координат (X-Y), в начале которой располагается центр вращения шнекового профиля. Дуги окружностей профиля шнека обозначены толстыми сплошными линиями, пронумерованными надлежащим образом. Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности. Прямая FP представлена тонкой пунктирной линией. Наружный радиус шнека RA обозначен тонкой штриховой линией, а его численное значение приводится на фигуре внизу справа с точностью до четырех значащих цифр. Справа от фигур для каждой дуги окружности приводят радиус R, угол α и координаты x и y центра дуги окружности Мх и My - в каждом случае с точностью до четырех значащих цифр. Эти данные позволяют однозначно определить профиль шнека. Шнековые профили в каждом случае обладают зеркальной симметрией по оси x, так что все профили можно сформировать отражением представленной половины относительно оси х.
Шнековые профили, у которых половина шнекового профиля состоит в общей сложности из 2 дуг окружности, ниже называют 2-круговыми профилями шнека. Шнековые профили, у которых половина шнекового профиля состоит в общей сложности из 4 дуг окружности, ниже называют 4-круговыми профилями шнека. Шнековые профили, у которых половина шнекового профиля состоит в общей сложности из 6 дуг окружности, ниже называют 6-круговыми профилями шнека. Шнековые профили, у которых половина шнекового профиля состоит в общей сложности из 8 дуг окружности, ниже называют 8-круговыми профилями шнека.
Фигура 1: На фигурах 1а-1d в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. Безразмерный наружный радиус шнека составляет на фигурах 1а-1d в каждом случае RA=0,58. Безразмерная глубина витка составляет на фигурах 1а-1d в каждом случае Н=0,16. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Для профилей шнеков на фигурах 1а-1d характерно, что участок уплотнения включает в себя дуги окружностей 1-4, причем боковая область распространяется на дугу окружности 1, а область гребня на дуги 2-4, причем безразмерный радиус дуг 2 и 4 в каждом случае равен 0, а безразмерный радиус дуги 3 равен безразмерному наружному радиусу шнека RA, и причем дуги окружности области гребня полностью располагаются на безразмерном наружном радиусе шнека RA, и, таким образом, имеется линейное уплотнение области промежутка (пазухи). Кроме того. для этих шнековых профилей характерно, что участок перехода включает в себя дугу окружности 4', безразмерный радиус которой равен безразмерному межосевому расстоянию А. Кроме того, эти шнековые профили отличаются тем, что участок канала включает в себя дуги окружности 1'-3', причем боковая область включает в себя дуги окружности 1' и 2', а область паза - дугу окружности 3', причем безразмерный радиус дуги окружности 2' равняется безразмерному межосевому расстоянию А, а безразмерный радиус дуги окружности 3' равен безразмерному внутреннему радиусу RI, и причем дуга области паза полностью располагается по безразмерному внутреннему радиусу RI. На фигурах 1а-1d участки уплотнения отличаются тем, что профили шнеков при переходе от боковой области к области гребня имеют перегиб. Кроме того, профили шнека этих фигур характеризуются тем, что переход от участка уплотнения к переходному участку в каждом случае имеет перегиб. Самое малое безразмерное расстояние боковой области участка канала относительно безразмерного наружного радиуса шнека RA - на фигуре 1d. На фигуре 1d упомянутое расстояние составляет 0,0801 и таким образом превышает половину безразмерной глубины нарезки Н/2=0,08.
Из фигур 1а-1d с очевидностью следует, что величину области гребня на участке уплотнения можно регулировать. Кроме того, из этих фигур видно, что максимальное расстояние от боковой области участка уплотнения до наружного радиуса шнека также можно регулировать.
Кроме того, фигуры 1b и 1с отличаются тем, что положение начальной точки дуги окружности 1 и положение конечной точки дуги окружности 1' в каждом случае идентичны. Посредством отражения фигуры 1b или фигуры 1с относительно оси х и соединения шнекового профиля с фигуры 1b и отраженного шнекового профиля с фигуры 1 с или шнекового профиля с фигуры 1с и отраженного шнекового профиля с фигуры 1b получают шнековые профили шнекового элемента, применяемого согласно изобретению, у которого области гребня участка уплотнения имеют различную величину.
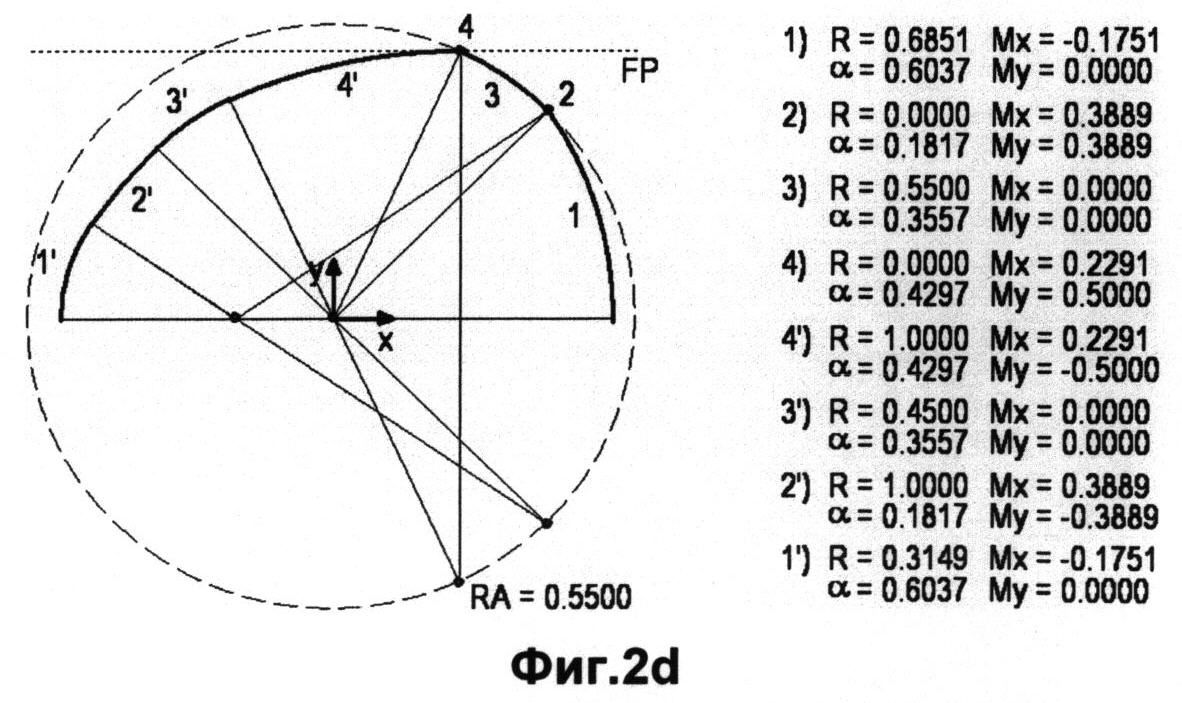
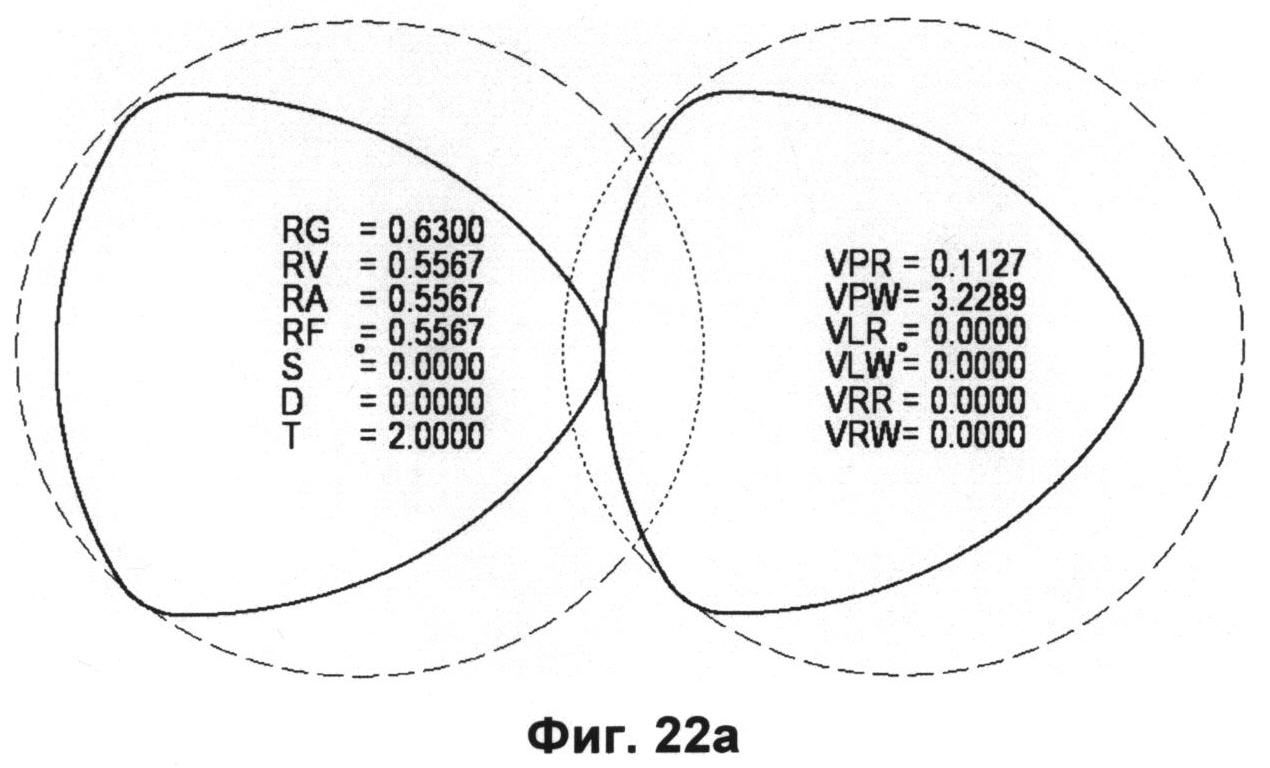
Фигура 2: На фигурах 2а-2d в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. На фигурах 2а-2d безразмерный наружный радиус шнека варьирует в пределах от RA=0,55 до RA=0,67. На фигурах 2а-2d безразмерная глубина нарезки варьирует в пределах от Н=0,10 до Н=0,34. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Для профилей шнеков на фигурах 2а-2d характерно, что участок уплотнения включает в себя дуги окружностей 1-4, причем боковая область распространяется на дугу окружности 1, а область гребня на дуги 2-4, причем безразмерный радиус дуг 2 и 4 в каждом случае равен 0, а безразмерный радиус дуги 3 равен безразмерному наружному радиусу шнека RA, и причем дуги окружности области гребня полностью располагаются на безразмерном наружном радиусе шнека RA, и, таким образом, имеется линейное уплотнение области промежутка (пазухи). Кроме того. для этих шнековых профилей характерно, что участок перехода включает в себя дугу окружности 4', безразмерный радиус которой равен безразмерному межосевому расстоянию А. Кроме того, эти шнековые профили отличаются тем, что участок канала включает в себя дуги окружности 1'-3', причем боковая область включает в себя дуги окружности 1' и 2', а область паза - дугу окружности 3', причем безразмерный радиус дуги окружности 2' равняется безразмерному межосевому расстоянию А, а безразмерный радиус дуги окружности 3' равен безразмерному внутреннему радиусу RI, и причем дуга области паза полностью располагается по безразмерному внутреннему радиусу RI. На фигурах 2а-2d участки уплотнения отличаются тем, что профили шнеков при переходе от боковой области к области гребня имеют перегиб. Кроме того, профили шнека этих фигур характеризуются тем, что переход от участка уплотнения к переходному участку в каждом случае имеет перегиб. Самое малое безразмерное расстояние боковой области участка канала относительно безразмерного наружного радиуса шнека RA - на фигуре 2d. На фигуре 2d упомянутое расстояние составляет 0,06 и таким образом превышает половину безразмерной глубины нарезки Н/2=0,05.
Фигура 3: На фигурах 3а и 3b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. Безразмерный наружный радиус шнека составляет на фигурах 3а и 3b в каждом случае RA=0,58. Безразмерная глубина витка составляет на фигурах 3а-3d в каждом случае Н=0,16. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Для профилей шнеков на фигурах 3а и 3b характерно, что участок уплотнения включает в себя дуги окружностей 1-4, причем боковая область распространяется на дуги окружности 1 и 2, а область гребня на дуги 3 и 4, причем безразмерный радиус дуги 3 равен безразмерному наружному радиусу шнека RA, а безразмерный радиус дуги 4 равен 0, и причем дуги окружности области гребня полностью располагаются на безразмерном наружном радиусе шнека RA, и, таким образом, имеется линейное уплотнение области промежутка (пазухи). Кроме того. для этих шнековых профилей характерно, что участок перехода включает в себя дугу окружности 4', безразмерный радиус которой равен безразмерному межосевому расстоянию А. Кроме того, эти шнековые профили отличаются тем, что участок канала включает в себя дуги окружности 1'-3', причем боковая область включает в себя дуги окружности 1' и 2', а область паза - дугу окружности 3', причем безразмерный радиус дуги окружности 3' равен безразмерному внутреннему радиусу RI, и причем дуга области паза полностью располагается по безразмерному внутреннему радиусу RI. На фигурах 3а и 3b участки уплотнения отличаются тем, что профили шнеков при переходе от боковой области к области гребня не имеют перегиба. Кроме того, профили шнека этих фигур характеризуются тем, что переход от участка уплотнения к переходному участку в каждом случае имеет перегиб. Самое малое безразмерное расстояние боковой области участка канала относительно безразмерного наружного радиуса шнека RA - на фигуре 3b. На фигуре 3b упомянутое расстояние составляет 0,0924 и таким образом превышает половину безразмерной глубины нарезки H/2=0,08.
Фигура 4: На фигурах 4а и 4b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. Безразмерный наружный радиус шнека составляет на фигурах 4а и 4b в каждом случае RA=0,58. Безразмерная глубина витка составляет на фигурах 4а-4d в каждом случае Н=0,16. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Для профилей шнеков на фигурах 4а и 4b характерно, что участок уплотнения включает в себя дуги окружностей 1-3, причем боковая область распространяется на дуги окружности 1 и 2, а область гребня на дугу 3, причем безразмерный радиус дуги 3 равен безразмерному наружному радиусу шнека RA, и причем дуга окружности области гребня полностью располагается на безразмерном наружном радиусе шнека RA, и, таким образом, имеется линейное уплотнение области промежутка (пазухи). Также для этих шнековых профилей характерно, что участок перехода включает в себя дуги окружностей 4 и 4'. Кроме того, эти шнековые профили отличаются тем, что участок канала включает в себя дуги окружности 1'-3', причем боковая область включает в себя дуги окружности 1' и 2', а область паза - дугу окружности 3', причем безразмерный радиус дуги окружности 3' равен безразмерному внутреннему радиусу RI, и причем дуга области паза полностью располагается по безразмерному внутреннему радиусу RI. На фигурах 4а и 4b участки уплотнения отличаются тем, что профили шнеков при переходе от боковой области к области гребня не имеют перегиба. Кроме того, профили шнека этих фигур характеризуются тем, что переход от участка уплотнения к переходному участку в каждом случае имеет перегиб. Минимальное безразмерное расстояние от боковой области участка канала до безразмерного наружного радиуса шнека RA на фигурах 4а и 4b одинаково. Указанное расстояние составляет 0,0924 и таким образом превышает половину безразмерной глубины нарезки Н/2=0,08.
Помимо профилей шнеков, показанных на фигурах 3а, 3b, 4а и 4b, можно, как это известно специалисту, построить шнековые профили, у которых радиус дуги окружности 2 равен 0, а радиус дуги окружности 4 больше 0. Так получают профили шнеков, отличающиеся тем, что участок уплотнения шнекового профиля при переходе от боковой области к области гребня имеет перегиб, а при переходе от участка уплотнения к участку перехода шнекового профиля перегиба нет.
На фигурах 1-4 показаны профили шнековых элементов с линейным уплотнением области промежутка. Как видно из фигур, длину линейного уплотнения можно изменять, выбирая параметры дуг окружности. Кроме того, возможно сформировать переход между областями гребня и боковыми областями либо же между участками уплотнения и участками перехода с перегибом в шнековом профиле или без такового.
На нижеследующих фигурах приведены профили шнековых элементов с точечным уплотнением области промежутка (пазухи). Здесь также возможно сформировать переход между областями гребня и боковыми областями либо же между участками уплотнения и участками перехода с перегибом в шнековом профиле или без такового.
Фигура 5: На фигуре 5 показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего из 6 дуг окружностей. Безразмерный наружный радиус шнека на фигуре 5 составляет RA=0,58. Безразмерная глубина нарезки на фигуре 5 составляет Н=0,16. Другие геометрические величины, дающие точное описание шнекового профиля, приведены на фигуре. Шнековый профиль идентичен таковому, показанному на фигуре 25. Радиус дуги окружности 3' равен 0. Дуга окружности 3' располагается по наружному радиусу шнека RA и образует область гребня участка уплотнения. Имеется точечное уплотнение области промежутка, причем в точке уплотнения имеется перегиб шнекового профиля. Участок канала отличается тем, что радиус дуги окружности 2 равен 0. Поэтому в этом месте у шнекового профиля имеется перегиб. На фигуре 5 минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1001, больше, чем половина безразмерной глубины витка Н/2=0,08.
Фигура 6: На фигурах 6а-6b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 6 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,58. Безразмерная глубина витка составляет на фигурах 6а и 6b в каждом случае Н=0,16. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Радиус дуги окружности 3' на обеих фигурах равен 0,25. Для шнековых профилей на фигурах 6а и 6b характерно, что дуга окружности 3' в одной точке касается наружного радиуса шнека RA. Точка касания образует область гребня участка уплотнения. Имеется точечное уплотнение области промежутка, причем в точке уплотнения перегиб шнекового профиля отсутствует. Точка касания делит дугу окружности 3' на две части. Одна часть - с дугами окружности 1' и 2' - относится к участку уплотнения. Другая часть - с частью дуги окружности 3 - относится к участку перехода. Участок канала отличается тем, что радиус дуги окружности 2 равен 0. Поэтому в этом месте у шнекового профиля имеется перегиб. На фигурах 6а и 6b минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1448 либо же 0,1166, больше, чем половина безразмерной глубины витка Н/2=0,08.
Фигура 7: На фигуре 7 показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего из 6 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,58. Безразмерная глубина нарезки на фигуре 7 составляет Н=0,16. Другие геометрические величины, дающие точное описание шнекового профиля, приведены на фигуре. Как и на фигуре 5, уплотнение участка промежутка осуществляется посредством дуги окружности 3'. В сравнении с фигурой 5 участок канала на фигуре 7 отличается тем, что радиус дуги окружности 2 больше 0. Поэтому в этом месте у шнекового профиля перегиб отсутствует. На фигуре 7 минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1194, больше, чем половина безразмерной глубины витка Н/2=0,08.
Фигура 8: На фигурах 8а-8b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 6 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,58. Безразмерная глубина витка составляет на фигурах 8а и 8b в каждом случае Н=0,16. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Как и на фигуре 6, уплотнение участка промежутка осуществляется посредством дуги окружности 3', которая в одной точке касается наружного радиуса шнека RA. В сравнении с фигурой 6 участок канала на фигуре 8 отличается тем, что радиус дуги окружности 2 больше 0. Поэтому в этом месте у шнекового профиля перегиб отсутствует. На фигурах 8а и 8b минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1531 либо же 0,1252, больше, чем половина безразмерной глубины витка Н/2=0,08.
Фигура 9: На фигуре 9 показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего из 4 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,63. Безразмерная глубина нарезки на фигуре 9 составляет Н=0,26. Другие геометрические величины, дающие точное описание шнекового профиля, приведены на фигуре. Радиус дуги окружности 2' равен 0. Дуга окружности 2' располагается по наружному радиусу шнека RA и образует область гребня участка уплотнения. Имеется точечное уплотнение области промежутка, причем в точке уплотнения имеется перегиб шнекового профиля. Участок канала отличается тем, что радиус дуги окружности 1 равен 0. Поэтому в этом месте у шнекового профиля имеется перегиб. На фигуре 9 минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1473, больше, чем половина безразмерной глубины витка Н/2=0,13.
Фигура 10: На фигурах 10а-10b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента согласно изобретению, состоящего в каждом случае из 4 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,63. Безразмерная глубина витка составляет на фигурах 10а и 10b в каждом случае Н=0,26. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Как и на фигуре 9, уплотнение участка промежутка осуществляется посредством дуги окружности 2'. В сравнении с фигурой 9 участок канала на фигуре 10 отличается тем, что радиус дуги окружности 1 больше 0. Поэтому в этом месте у шнекового профиля перегиб отсутствует. На фигурах 10а и 10b минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1650 либо же 0,1888, больше, чем половина безразмерной глубины витка Н/2=0,13.
Фигура 11: На фигурах 11а-11b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 4 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,63. Безразмерная глубина витка составляет на фигурах 11а и 11b в каждом случае Н=0,26. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Радиус дуги окружности 2' на фигурах 11а и 11b равен 0,1572 либо же 0,2764. Для шнековых профилей на фигурах На и 11b характерно, что дуга окружности 2' в одной точке касается наружного радиуса шнека RA. Точка касания образует область гребня участка уплотнения. Имеется точечное уплотнение области промежутка, причем в точке уплотнения перегиб шнекового профиля отсутствует. Точка касания делит дугу окружности 2' на две части. Одна часть - с дугой окружности 1' - относится к участку уплотнения. Другая часть - с частью дуги окружности 2 - относится к участку перехода. Участок канала отличается тем, что радиус дуги окружности 1 равен 0. Поэтому в этом месте у шнекового профиля имеется перегиб. На фигурах 11а и 11b минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1857 либо же 0,2158, больше, чем половина безразмерной глубины витка Н/2=0,13.
Фигура 12: На фигурах 12а-12b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 4 дуг окружностей. Безразмерный наружный радиус шнека равен RA=0,63. Безразмерная глубина витка составляет на фигурах 12а и 12b в каждом случае Н=0,26. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. Как и на фигуре 11, уплотнение участка промежутка осуществляется посредством дуги окружности 2', которая в одной точке касается наружного радиуса шнека RA. В сравнении с фигурой 11 участок канала на фигуре 12 отличается тем, что радиус дуги окружности 1 больше 0. Поэтому в этом месте у шнекового профиля перегиб отсутствует. На фигурах 12а и 12b минимальное безразмерное расстояние от боковой области участка канала до наружного радиуса RA, составляющее 0,1849 либо же 0,2184, больше, чем половина безразмерной глубины витка Н/2=0,13. Точку соприкосновения дуги окружности 2' с наружным радиусом шнека RA получают, рассчитывая точку пересечения прямой, проходящей через начало координат и через центр дуги окружности 2', с указанной дугой окружности 2'. Точку соприкосновения дуги окружности 2 со внутренним радиусом шнека RI получают, рассчитывая точку пересечения прямой, проходящей через начало координат и через центр дуги окружности 2, с указанной дугой окружности 2.
На фигурах 1-4 уплотнение участка промежутка (пазухи) линейное. На фигурах 5-12 уплотнение участка промежутка (пазухи) точечное, причем шнековый профиль на фигурах 5, 7, 9 и 10 имеет перегиб, а на фигурах 6, 8, 11 и 12 перегиб отсутствуют. Как видно специалисту, таким образом, с помощью шнековых профилей, применяемых согласно изобретению, можно целенаправленно изменять термическую и механическую нагрузку на подлежащие переработке вязкие текучие материалы в соответствии с потребностями обработки и переработки.
На фигурах 1-12 показаны половины профилей шнековых элементов, применяемых согласно изобретению, состоящие максимум из 8 дуг окружности. Изобретение, однако, ни в коем случае не ограничено 8 дугами окружности. Напротив, для создания профилей шнеков, применяемых согласно изобретению, можно использовать сколько угодно дуг окружности.
Фигура 13: Все одноходовые профили шнеков можно до определенной степени сдвигать вдоль оси x в положительном или отрицательном направлении, причем они не утрачивают свойство самоочистки, поскольку при перемещении вдоль оси х продолжает выполняться условие касания прямой FP в одной точке. На фигуре 13 показаны такие сдвиги. На фигурах 13а-13b в каждом случае показана половина предпочтительного шнекового профиля шнекового элемента, применяемого согласно изобретению, состоящего в каждом случае из 8 дуг окружностей. Безразмерный наружный радиус шнекового профиля без сдвига составляет RA=0,6. Безразмерная глубина витка профиля шнека без сдвига составляет на фигурах 13а и 13b в каждом случае Н=0,2. Другие геометрические величины, дающие точное описание шнековых профилей, приведены на фигурах. На фигурах 13а и 13b весь профиль шнека сдвинут влево на отрезок в 0,01 либо же 0,03 от межосевого расстояния, соответственно. Видно, что сдвиг не изменил радиусы и углы отдельных дуг окружности. Это позволяет регулировать степень линейного уплотнения области промежутка дугой окружности 3. В общем случае сдвиг профиля шнека шнекового элемента, применяемого согласно изобретению, позволяет регулировать степень линейного или точечного уплотнения участка промежутка. В частности, благодаря этому можно целенаправленно регулировать механическую и термическую нагрузку на вязкий текучий материал в области уплотнения. Профиль шнекового элемента, применяемого согласно изобретению, предпочтительно сдвигают на отрезок, равный 0-0,05 от межосевого расстояния, особо предпочтительно - на отрезок, равный 0-0,025 от межосевого расстояния.
На втором этапе профиль шнека, сдвинутый по оси х, можно сдвинуть в положительном или отрицательном направлении по оси y, причем это не вызовет потери свойства самоочистки шнековых профилей. Это приводит к асимметричности уплотнения в участке промежутка (пазухи). Например, степень уплотнения участка промежутка в областях гребня может зависеть от направления вращения шнековых элементов. Максимальное расстояние от областей гребня участка уплотнения шнековых профилей до корпуса находится предпочтительно в пределах 0-0,05 величины межосевого расстояния, особо предпочтительно - в пределах 0-0,025 величины межосевого расстояния.
На фигурах 14-16 представлены создающий и создаваемый профили шнека в корпусе шнека, имеющем форму восьмерки. В пределах обоих профилей шнека приведены численные значения следующих величин:
- RG: радиус обоих сверленых отверстий корпуса;
- RV: виртуальный радиус корпуса, меньший, чем радиус корпуса RG, или равный ему;
- RA: наружный радиус самоочищающихся шнековых профилей с плотным зацеплением;
- RF: наружный радиус шнековых профилей, подлежащих изготовлению;
- S: зазор между двумя подлежащими изготовлению профилями шнеков;
- D: зазор между подлежащими изготовлению профилями шнеков и корпусом
- Т: шаг транспортировочного, смесительного или переходного элемента;
- VPR: величина сдвига плоских самоочищающихся профилей шнеков с плотным зацеплением, если последние располагаются эксцентрически;
- VPW: угол (указание направления) сдвига плоских самоочищающихся профилей шнеков с плотным зацеплением, если последние располагаются эксцентрически;
- VLR: величина сдвига подлежащего изготовлению шнекового профиля левого вала в пределах зазоров;
- VLW: угол сдвига подлежащего изготовлению шнекового профиля левого вала в пределах зазоров;
- VRR: величина сдвига подлежащего изготовлению шнекового профиля правого вала в пределах зазоров;
- VRW: угол сдвига подлежащего изготовлению шнекового профиля правого вала в пределах зазоров;
Корпус шнека, определяемый двумя взаимно проникающими сверлеными отверстиями радиусом по RG и с межосевым расстоянием А=1, представлен тонкой штриховой линией. В области взаимопроникновения двух отверстий они представлены тонкой пунктирной линией. Центры обоих отверстий в корпусе идентичны двум центрам вращения шнековых профилей и в каждом случае обозначены маленьким кружком. Самоочищающиеся профили шнеков с тесным зацеплением обозначены толстой сплошной линией. Шнековые профили в изготовлении представлены тонкой сплошной линией.
Специалисту известно, что между наружным радиусом шнека RA самоочищающихся шнековых профилей с плотным зацеплением, виртуальным радиусом корпуса RV, зазором S между двумя подлежащими изготовлению профилями шнека и зазором D между подлежащими изготовлению профилями шнека и корпусом шнека справедливо следующее соотношение: RA=RV-D+S/2.
Специалисту также известно, что между наружным радиусом шнека RF подлежащих изготовлению профилей шнека, виртуальным радиусом корпуса RV и зазором D между подлежащими изготовлению профилями шнека и корпусом шнека справедливо следующее соотношение: RF=RV-D.
Обычно виртуальный радиус корпуса RV равен выполненному радиусу корпуса RG. Если виртуальный радиус корпуса RV выбран меньше, чем радиус корпуса RG, то между профилями шнека и корпусом получается дополнительный зазор. Этот зазор можно использовать для того, чтобы сдвигать создающий и создаваемый профили шнека относительно центра (эксцентрическое расположение) с сохранением самоочистки. Эксцентриковое расположение однозначно задают, указывая величину сдвига VPR и направление сдвига в форме угла VPW.
Фигура 14: На фигурах 14а-14d представлены предпочтительные формы исполнения эксцентрикового расположения профилей шнековых элементов согласно изобретению. Геометрические показатели приведены на отдельных фигурах. Самоочищающиеся одноходовые шнековые профили с плотным зацеплением и эксцентриковым расположением характеризуются тем, что расстояние от шнекового профиля до корпуса одинаково для левого и правого вала вне зависимости от направления смещения. Профили шнеков на фигуре 14а сдвинуты вдоль линии, соединяющей два центра вращения профилей, настолько, чтобы в областях гребня участка уплотнения шнековых профилей с корпусом соприкасались по одной точке, так чтобы было обеспечено уплотнение (герметизация) участка промежутка. Шнековые профили на фигурах 14b-14d в каждом случае сдвинуты настолько, чтобы корпуса касалась только одна точка области гребня на участке уплотнения шнекового профиля. Величина необходимого для этого сдвига зависит от направления сдвига. Кроме того, можно выбрать эксцентриковое расположение шнековых профилей, при котором ни одна точка области гребня на участке уплотнения шнекового профиля не касается корпуса. В общем случае эксцентрическое расположение профиля шнека шнекового элемента, применяемого согласно изобретению, позволяет регулировать степень линейного или точечного уплотнения участка промежутка. В частности, благодаря этому можно целенаправленно регулировать механическую и термическую нагрузку на вязкий текучий материал в области уплотнения. Например, степень уплотнения участка промежутка в областях гребня можно изменять в зависимости от направления вращения шнековых элементов. Максимальное расстояние от областей гребня участка уплотнения шнековых профилей до корпуса находится предпочтительно в пределах 0-0,05 величины межосевого расстояния, особо предпочтительно - в пределах 0-0,025 величины межосевого расстояния.
Фигура 15: Как известно специалисту, на практике для всех шнековых элементов необходим определенный зазор (люфт) - как между ними самими, так и между элементами и корпусом. На фигурах 15а-15d показаны различные варианты зазоров. Геометрические показатели приведены на отдельных фигурах. На фигуре 15а представлена тактика, при которой зазоры между подлежащими изготовлению шнековыми профилями и зазоры между корпусом и подлежащими изготовлению шнековыми профилями имеют одинаковый размер. На фигуре 15b представлена тактика, при которой зазоры между подлежащими изготовлению шнековыми профилями меньше, чем зазоры между корпусом и подлежащими изготовлению шнековыми профилями. На фигуре 15с представлена тактика, при которой зазоры между подлежащими изготовлению шнековыми профилями больше, чем зазоры между корпусом и подлежащими изготовлению шнековыми профилями. На фигуре 15d показана еще одна форма исполнения в соответствии с фигурой 15с с особо большими зазорами. Величина типичных встречающихся на практике зазоров между подлежащими изготовлению шнековыми профилями находится в пределах 0,002-0,1. Величина типичных встречающихся на практике зазоров между подлежащими изготовлению шнековыми профилями и корпусом находится в пределах 0,002-0,1. Обычные зазоры, встречающиеся на практике, одинаковы по всей образующей шнекового профиля. Допускается, однако, изменять как зазор между подлежащими изготовлению шнековыми профилями, так и зазоры между корпусом и подлежащими изготовлению шнековыми профилями.
Фигура 16: Кроме того, можно сдвигать подлежащие изготовлению шнековые профили в пределах зазоров. На фигурах 16а-16d показаны возможные варианты сдвигов. Геометрические показатели приведены на отдельных фигурах. На фигурах 16а-16d величина сдвига обоих подлежащих изготовлению шнековых профилей составляет в каждом случае VLR=VRR=0,02. На фигурах 16а-16d направление сдвига обоих подлежащих изготовлению шнековых профилей составляет в каждом случае поэтапно изменяют от VLW=VRW=0 до VLW=VRW=π. Допускается сдвигать оба подлежащих изготовлению шнековых профиля независимо друг от друга в различных направлениях на разную величину. Это дает специалисту еще одну возможность регулировать степень уплотнения участка промежутка обеими областями гребня участка уплотнения шнекового профиля, применяемого согласно изобретению. В частности, благодаря этому можно целенаправленно регулировать механическую и термическую нагрузку на вязкий текучий материал в области уплотнения.
На фигуре 17а в качестве примера показана пара одноходовых транспортировочных элементов, применяемых согласно изобретению, шнековый профиль которых аналогично фигурам 1 и 2 построен 8 дугами окружности. Радиус корпуса составляет RG=0,6. Зазор между двумя транспортировочными элементами составляет S=0,02. Зазор между обоими транспортировочными элементами и корпусом D=0,01. Длина транспортировочных элементов составляет Т=1,2. Длина транспортировочных элементов составляет 1,2, что соответствует повороту шнековых профилей на угол 2π. Корпус изображен тонкими сплошными линиями слева и справа от обоих транспортировочных элементов. На поверхностях обоих транспортировочных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах.
На фигуре 17b в качестве примера показана пара одноходовых месильных элементов, применяемых согласно изобретению, шнековый профиль которых аналогично фигурам 1 и 2 построен 8 дугами окружности. Радиус корпуса составляет RG=0,6. Зазор между двумя месильными дисками обоих месильных элементов составляет S=0,02. Зазор между обоими месильными дисками обоих месильных элементов и корпусом D=0,01. Месильный элемент состоит из 7 месильных дисков, которые в каждом случае сдвинуты друг относительно друга поворотом вправо на π/3. Длина первого и последнего месильных дисков равна 0,09. Средние месильные диски длиной по 0,18. Длина паза между месильными дисками составляет 0,02. Корпус изображен тонкими сплошными линиями слева и справа от обоих месильных элементов. На поверхностях обоих месильных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах.
На фигурах 1-17 показаны шнековые профили и шнековые элементы, у которых безразмерный наружный радиус шнека RA имеет значения 0,55, 0,58, 0,59, 0,6, 0,63 и 0,67. Шнековые профили шнековых элементов согласно изобретению не ограничены этими дискретными значениями безразмерного наружного радиуса шнека. При реализации способа согласно изобретению можно применять одноходовые шнековые профили согласно изобретению с безразмерным наружным радиусом шнека в пределах от RA=0,51 до RA=0,707, предпочтительно - в пределах от RA=0,52 до RA=0,7.
При создании трехходовых шнековых профилей, размещенных эксцентрически со смещением в основном в направлении области паза трехходового шнекового профиля, неожиданным образом также получается последовательность «участок уплотнения - участок перехода - участок канала - участок перехода» и, следовательно, шнековые элементы, применяемые согласно изобретению.
На фигурах 18-20 изображены центрально расположенные шнековые профили с числом ходов 3. На фигурах 18-20 во всех случаях представлена одна шестая шнекового профиля с числом ходов 3.
Фигура 18: На фигурах 18а-18d показаны предпочтительные 2-круговые шнековые профили трехходового шнекового профиля. Фигуры 18а-18d различаются наружным радиусом шнека RA. На фигурах 18а-18d радиус R_1 1-й дуги окружности зависит от наружного радиуса шнека RA. Угол 1-й дуги окружности на фигурах 18а-18d в каждом случае составляет α_1=π/6.
Фигура 19: На фигурах 19а-19d показаны предпочтительные 4-круговые шнековые профили трехходового шнекового профиля. Фигуры 19а-19d различаются наружным радиусом шнека RA. Радиус 1-й дуги окружности на фигурах 19а-19d в каждом случае составляет R_1=RA. Радиус 2-й дуги окружности на фигурах 19а-19d в каждом случае составляет R_2=0. На фигурах 19а-19d угол α_1 1-й дуги окружности зависит от наружного радиуса шнека RA. На фигурах 19а-19d радиус α_2 2-й дуги окружности зависит от наружного радиуса шнека RA.
Фигура 20: На фигурах 20а-20d показаны другие предпочтительные 4-круговые шнековые профили трехходового шнекового профиля. Фигуры 20а-20d различаются наружным радиусом шнека RA. Радиус 1-й дуги окружности на фигурах 20а-20d в каждом случае составляет R_1=0. Радиус 2-й дуги окружности на фигурах 20а-20d в каждом случае составляет R_2=A=1. На фигурах 20а-20d угол α_1 1-й дуги окружности зависит от наружного радиуса шнека RA. На фигурах 20а-20d радиус α_2 2-й дуги окружности зависит от наружного радиуса шнека RA.
На фигурах 18-20 показаны шестые части трехходовых шнековых профилей, состоящие максимум из 4 дуг окружности. Трехходовые шнековые профили, однако, ни в коем случае не ограничены 4 дугами окружности. Напротив, для создания трехходовых профилей шнеков можно использовать сколько угодно дуг окружности.
Фигура 21: На фигурах 21а-21с представлены предпочтительные формы исполнения эксцентрикового расположения трехходовых шнековых профилей. На фигуре 21а представлено эксцентриковое расположение трехходового профиля шнека соответственно фигуре 18с. На фигуре 21b представлено эксцентриковое расположение трехходового профиля шнека соответственно фигуре 19с. На фигуре 21с представлено эксцентриковое расположение трехходового профиля шнека соответственно фигуре 20с. Виртуальный радиус корпуса составляет RV=0,5567, и он меньше, чем радиус корпуса RG (RG=0,63). Остальные геометрические показатели приведены на отдельных фигурах. Самоочищающиеся трехходовые шнековые профили с плотным зацеплением и эксцентриковым расположением характеризуются тем, что минимальное расстояние от шнекового профиля до корпуса одинаково для левого и правого вала вне зависимости от направления смещения. Трехходовые профили шнеков на фигурах 21а-21с в каждом случае размещены с эксцентриковым сдвигом так, чтобы в каждом случае в областях гребня участка уплотнения шнековых профилей с корпусом имелось соприкосновение в одной точке, так чтобы было обеспечено уплотнение (герметизация) участка промежутка. При эксцентрическом размещении трехходового шнекового профиля получается шнековый профиль, применяемый согласно изобретению, с последовательностью «участок уплотнения-участок перехода-участок канала-участок перехода». Соответственно, герметизация осуществляется по двум из трем гребней трехходового шнекового элемента.
Трехходовые шнековые профили сдвигают из центрованной позиции в направлении участков паза. На фигурах 21а-21с сдвиг происходит вдоль линии, соединяющей два центра вращения шнековых профилей. Величина сдвига, при котором достигают уплотнения участка промежутка, зависит от выбранного шнекового профиля.
Фигура 22: На фигурах 22а-22с представлены другие предпочтительные формы исполнения эксцентрикового расположения трехходовых шнековых профилей. На фигуре 22а представлено эксцентриковое расположение трехходового профиля шнека соответственно фигуре 18с. На фигуре 22b представлено эксцентриковое расположение трехходового профиля шнека соответственно фигуре 19с. На фигуре 22с представлено эксцентриковое расположение трехходового профиля шнека соответственно фигуре 20с. Виртуальный радиус корпуса составляет RV=0,5567, и он меньше, чем радиус корпуса RG (RG=0,63). Остальные геометрические показатели приведены на отдельных фигурах. Шнековые профили на фигурах 22b-22d в каждом случае размещены эксцентрически так, чтобы корпуса касалась только одна точка области гребня на участке уплотнения шнекового профиля. Величина необходимого для этого сдвига зависит от направления сдвига.
Кроме того, можно выбрать эксцентриковое расположение шнековых профилей, при котором ни одна точка области гребня на участке уплотнения шнекового профиля не касается корпуса. В общем случае эксцентрическое расположение профиля шнека шнекового элемента, применяемого согласно изобретению, позволяет регулировать степень линейного или точечного уплотнения участка промежутка. В частности, благодаря этому можно целенаправленно регулировать механическую и термическую нагрузку на вязкий текучий материал в области уплотнения. Например, степень уплотнения участка промежутка в областях гребня можно изменять в зависимости от направления вращения шнековых элементов. Максимальное расстояние от областей гребня участка уплотнения шнековых профилей до корпуса находится предпочтительно в пределах 0-0,05 величины межосевого расстояния, особо предпочтительно - в пределах 0-0,025 величины межосевого расстояния.
Как известно специалисту, на практике для всех шнековых элементов необходим определенный зазор (люфт) - как между ними самими, так и между элементами и корпусом. В случае трехходовых профилей шнеков и получающихся с их применением шнековых элементов справедливы уже описанные тактики формирования зазоров и уже указанные величины зазора соответственно фигуре 15. Кроме того, можно сдвигать подлежащие изготовлению шнековые профили в пределах зазоров. В этом случае справедливо сказанное относительно фигуры 16.
На фигурах 21-22 показаны трехходовые шнековые профили с эксцентриковым размещением, у которых шестая часть шнекового профиля состоит максимум из 4 дуг окружности. Изобретение, однако, не ограничено трехходовыми шнековыми профилями с эксцентриковым размещением, у которых шестая часть шнекового профиля состоит максимум из 4 дуг окружности. Напротив, для создания профилей шнеков, применяемых согласно изобретению, можно использовать сколько угодно дуг окружности.
На фигуре 23а в качестве примера показана пара трехходовых транспортировочных элементов, применяемых согласно изобретению, созданных на основе шнекового профиля по фигуре 19с. Радиус корпуса составляет RG=0,63, а виртуальный радиус корпуса RV=0,5567. Зазор между двумя транспортировочными элементами составляет 8=0,02. Зазор между обоими транспортировочными элементами и корпусом D=0,01. - Длина транспортировочных элементов составляет Т=1,2. Длина транспортировочных элементов составляет 1,2, что соответствует повороту шнековых профилей на угол 2π. Корпус изображен тонкими сплошными линиями слева и справа от обоих транспортировочных элементов. На поверхностях обоих транспортировочных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах.
На фигуре 23b в качестве примера показана пара трехходовых месильных элементов, применяемых согласно изобретению, созданных на основе шнекового профиля по фигуре 19с. Радиус корпуса составляет RG=0,63, a виртуальный радиус корпуса RV=0,5567. Зазор между двумя месильными дисками обоих месильных элементов составляет S=0,02. Зазор между обоими месильными дисками обоих месильных элементов и корпусом D=0,01. Месильный элемент состоит из 7 месильных дисков, которые в каждом случае сдвинуты друг относительно друга поворотом вправо на π/3. Длина первого и последнего месильных дисков равна 0,09. Средние месильные диски длиной по 0,18. Длина паза между месильными дисками составляет 0,02. Корпус изображен тонкими сплошными линиями слева и справа от обоих месильных элементов. На поверхностях обоих месильных элементов также представлена возможная решетка для расчетов, которую можно использовать для расчета потоков в двухвальных и многовальных экструдерах.
На фигурах 18-20 показаны трехходовые шнековые профили, у которых безразмерный наружный радиус шнека RA имеет значения 0,53, 0,5433, 0,5567 и 0,57. Трехходовые шнековые профили не ограничены этими дискретными значениями безразмерного наружного радиуса шнека. Напротив, можно применять трехходовые шнековые профили с безразмерным наружным радиусом шнека в пределах от RA=0,505 до RA=0,577, предпочтительно в пределах от RA=0,51 до RA=0,57.
На фигурах 21-23 показаны трехходовые шнековые профили и шнековые элементы с эксцентриковым расположением, у которых безразмерный радиус корпуса равен RG 0,63, а виртуальный радиус корпуса RV равен 0,5567. Трехходовые шнековые профили шнековых элементов согласно изобретению с эксцентриковым размещением не ограничены этим дискретным значением радиуса корпуса или виртуального радиуса корпуса. При реализации способа согласно изобретению можно применять эксцентриковое размещение трехходовых шнековых профилей в корпусе с радиусом RG в пределах от 0,51 до 0,707, в пределах от 0,52 до 0,7, причем виртуальный радиус корпуса RV располагается в пределах от 0,505 до 0,577, предпочтительно в пределах от 0,51 до 0,57.
На фигурах 24а-24f показан переход от пары двухходовых шнековых профилей к паре одноходовых шнековых профилей. Все эти фигуры имеют одну и ту же структуру, которая подробно описана ниже. Создающий профиль шнека представлен левым профилем шнека. Создаваемый профиль шнека представлен правым профилем шнека. Оба профиля шнека состоят из 16 дуг окружностей. Дуги окружностей создающего и создаваемого профиля шнека обозначены толстыми сплошными линиями, пронумерованными надлежащим образом. Ввиду множества дуг окружности и в силу создания фигур с помощью компьютерной программы возможно, что номера отдельных дуг окружности перекрываются и поэтому плохо читаются, см., например, дуги окружности 3', 4' и дуги окружности 5', 6', 7' на фигуре 24а. Несмотря на то, что отдельные номера отчасти плохо видны, конструкция профилей все же ясна в контексте настоящего описания.
Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности. Наружный радиус шнека примерно одинаков для создающего и создаваемого профиля шнека. В области корпуса шнека наружный радиус шнека представлен тонкой штриховой линией, а в области промежутка - тонкой пунктирной линией.
На фигуре 24а показана пара двухходовых профилей шнеков, с которой начинается переход. Создающий и создаваемый профиль шнека симметричны друг другу. Дуги окружности 1 и 9 создающего профиля шнека по всей своей длине касаются наружного радиуса шнека. Дуги окружности 4, 5 и 12, 13 создающего профиля шнека по всей своей длине касаются внутреннего радиуса. Дуги окружности 4, 5 и 12, 13 создаваемого профиля шнека по всей своей длине касаются наружного радиуса шнека. Дуги окружности 1' и 9' по всей своей длине касаются внутреннего радиуса.
На фигуре 24f показана пара одноходовых профилей шнеков, которой переход заканчивается. Создающий и создаваемый профиль шнека симметричны друг другу. Дуги окружности 1 и 12 создающего профиля шнека по всей своей длине касаются наружного радиуса шнека. Дуги окружности 4 и 9 создающего профиля шнека по всей своей длине касаются внутреннего радиуса. Дуги окружности 4' и 9' создаваемого профиля шнека по всей своей длине касаются наружного радиуса шнека. Дуги окружности 1' и 12' по всей своей длине касаются внутреннего радиуса.
На фигуре 24b показана пара переходных профилей на момент, когда переход от двухходовых шнековых профилей к одноходовым завершен на 20%. На фигуре 24с показана пара переходных профилей на момент, когда переход завершен на 40%. На фигуре 24d показана пара переходных профилей на момент, когда переход завершен на 60%. На фигуре 24е показана пара переходных профилей на момент, когда переход завершен на 80%.
Переход осуществляют таким образом, что дуга окружности 1 создающего профиля шнека по всей своей длине касается безразмерного наружного радиуса шнека RA, в силу чего соответствующая дуга окружности 1' создаваемого профиля шнека по всей своей длине касается безразмерного внутреннего радиуса шнека RI'. Переход осуществляют таким образом, что дуга окружности 4' создаваемого профиля шнека по всей своей длине касается безразмерного наружного радиуса шнека RA' в силу чего соответствующая дуга окружности 4 создающего профиля шнека по всей своей длине касается безразмерного внутреннего радиуса шнека RI. Благодаря тому, что одна дуга окружности создающего и создаваемого профилей шнека располагается по наружному радиусу шнека или касается его, в течение всего перехода обеспечивается очистка внутренней поверхности корпуса. Кроме того, из фигур 24b-24е видно, что создающий и создаваемый профили шнека асимметричны. Пара переходных элементов всегда состоит из первого переходного элемента, образованного на основе создающих переходных профилей, и второго переходного элемента, образованного на основе создаваемых переходных профилей.
На фигуре 24 показаны переходные профили, у которых безразмерный наружный радиус шнека создающего шнекового профиля и безразмерный наружный радиус шнека создаваемого шнекового профиля располагаются в пределах от RA=0,6146 до RA=0,6288. При реализации способа согласно изобретению можно применять профили шнеков с безразмерным наружным радиусом создаваемого профиля шнека в пределах от RA' больше 0 до RA'≤1, предпочтительно - в пределах от RA'=0,52 до RA'=0,707.
На фигуре 26 показан корпус шнека в форме восьмерки с двумя сверлеными отверстиями. Область, в котором два отверстия в корпусе взаимно проникают друг в друга, называют областью промежутка (пазухи). Две точки пересечения сверленых отверстий в корпусе называют углами корпуса [совокупность их - пазухой или двуугольником корпуса - прим. перев.]. Кроме того, обозначен угол раскрытия δ_gz между двумя углами корпуса.
На фигуре 27 показаны углы δ_fb1, δ_fb2, δ_nb1, δ_nb2, δ_kb1, δ_kb2 и δ_gb на примере профиля шнека, применяемого согласно изобретению.
На фигуре 28 представлен двухшнековый экструдер. Экструдер сконструирован из 5 частей корпуса (1-5), в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 408 с производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (6) подают расплав полимера. Корпус (2) включает в себя точку замера (10) для датчика температуры расплава. Корпус (3) имеет отверстие для дегазации (7). Корпус (4) замкнутый, а корпус (5) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (8). Во фланце расположен датчик температуры расплава (12). После фланца располагается вентиль (9) для дросселирования. Внутренний диаметр вентиля (9) и трубопровода (8) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм. Номер (13) - это датчик давления, а номер (11) - датчик температуры в трубопроводе для расплава.
На фигуре 29 представлен двухшнековый экструдер. Экструдер сконструирован из 8 частей корпуса (1-8), в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (9) подают расплав полимера. В трубопроводе размещен датчик температуры расплава (11). Корпус (2) включает в себя точку замера (12) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (10). Корпус (5) включает в себя точку замера (13) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (14) для датчика температуры расплава. В конце корпус (8) открыт, так что видно сверленое отверстие корпуса в форме восьмерки. Для измерения температуры расплава предназначен ручной термометр (15).
На фигуре 30 представлен двухшнековый экструдер. Экструдер сконструирован из 9 частей корпуса (1-9), в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (12) подают расплав полимера. В трубопроводе размещен датчик температуры расплава (18). Корпус (2) включает в себя точку замера (14) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (13). Корпус (5) включает в себя точку замера (15) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (16) для датчика температуры расплава. Корпус (9) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (10, круглому). Во фланце расположен датчик температуры расплава (17). После фланца располагается вентиль (11) для дросселирования. Внутренний диаметр вентиля (11) и трубопровода (10) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм. В трубопроводе (19) располагается датчик давления (19).
На фигуре 31 показан двухшнековый экструдер, конструкция которого состоит из 6 корпусов (1-6), в которых размещены зацепляющиеся друг с другом валы, вращающиеся в одном направлении. Модель этой машины - ZSK 32Мс производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 32 мм. В первый корпус (1) подают гранулят (12). Остальные корпуса (2-6) закрыты, а в конце расположено щелевое сопло (7).
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. Во входной зоне (9) шнековые валы оборудованы двухходовыми транспортировочными элементами с шагами витка 42 мм и 63,5 мм. Входная зона простирается до середины корпуса (4), а затем начинается зона расплавления (10). Зона расплавления (10) простирается до середины пятого корпуса (5) и состоит из трехходовых месильных блоков и переходных месильных блоков с двух витков на три или наоборот. После этого располагается зона вывода (11).
На фигуре 32 показан двухшнековый экструдер, конструкция которого состоит из 11 корпусов (1-11), в которых размещены зацепляющиеся друг с другом валы, вращающиеся в одном направлении. Модель этой машины - ZSK 32Мс производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 32 мм. В первый корпус (1) подают гранулят (12). Остальные корпуса (2, 3, 4, 5, 6, 7, 8, 10) закрыты, за исключением корпуса (9), где имеется отверстие для дегазации (13). В конце смонтировано сопло с четырьмя отверстиями (11).
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. Во входной зоне (14) шнековые элементы сначала оснащены двухходовыми транспортировочными элементами. Входная зона (14) простирается до середины корпуса (7), а затем начинается зона расплавления (15). Зона расплавления (15) простирается до середины корпуса (8) и состоит из трехходовых месильных блоков и переходных месильных блоков с двух витков на три или наоборот. Зона выхода (16) либо же зона повышения давления начинается в середине корпуса (9) после зоны расплавления.
На фигуре 33 представлен двухшнековый экструдер. Экструдер сконструирован из семи корпусов (1-7), в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. Во второй корпус (2) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (3) закрыт, а в корпусе (4) имеется точка замера (14) для датчика температуры расплава. Корпус (5) имеет отверстие для дегазации (10). Корпуса (6) и (7) закрыты. Корпус (8) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (13, круглому). После фланца располагается вентиль (12) для дросселирования. Внутренний диаметр вентиля и трубопровода составляет 15 мм при длине вентиля 95 мм, а трубопровода 120 мм. В трубопроводе (13) установлен датчик давления (11). Для измерения температуры расплава предназначен ручной термометр (15) на выходе.
Примеры
В примерах 1-11 представлены эксперименты на оборудовании ZSK 40Sc производства Coperion Werner & Pfleiderer и ZSK 32Mc производства Coperion Werner & Pfleiderer. У аппарата ZSK 32Mc межосевое расстояние равно 26,2 мм, а диаметр корпуса - 31,8 мм. У аппарата ZSK 40 Sc межосевое расстояние равно 33,4 мм, а диаметр корпуса - 40,3 мм. Угол раскрытия между двумя углами корпуса δ_gz составляет у ZSK 32Mc около 69°, а у ZSK 40Sc около 68°. Применяемые в примерах двухходовые транспортировочные элементы со шнековым профилем нынешнего технического уровня по Эрдменгеру отличаются в ZSK 32Mc углом гребня ок. 20°, а в машине ZSK 40Sc углом гребня ок. 21°. Применяемые в примерах одноходовые транспортировочные элементы со шнековым профилем нынешнего технического уровня по Эрдменгеру отличаются в ZSK 40Sc углом гребня ок. 110°. Применяемые согласно изобретению в машине ZSK 32Me транспортировочные элементы характеризуются углом уплотнения ок. 106°, состоящим из угла гребня δ_kb1 ок. 9°, бокового угла δ_fb1 около 88° и угла гребня δ_kb2 около 9°, и углом канала ок. 110°, состоящим из угла паза δ_nb1 ок. 12°, бокового угла δ_fb2 около 86° и угла паза δ_kb2 около 12°. Применяемые согласно изобретению в машине ZSK 40Sc транспортировочные элементы характеризуются углом уплотнения ок. 104°, состоящим из угла гребня δ_kb1 ок. 3°, бокового угла δ_fb1 около 98° и угла гребня δ_kb2 около 3°, и углом канала ок. 110°, состоящим из угла паза δ_nb1 ок. 8°, бокового угла δ_fb2 около 94° и угла паза δ_kb2 около 8°.
В некоторых участках машины ZSK 40 Sc расположены промежуточные пластины, предназначенные для размещения измерительного оборудования (см., например, фигуру 29, промежуточная пластина (2)). Ниже эти промежуточные пластины для простоты также называют корпусом.
Сравнительный пример 1
Двухшнековый экструдер (фигура 28) сконструирован из 5 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (6) подают расплав полимера. Корпус (2) включает в себя точку замера (10) для датчика температуры расплава. Корпус (3) имеет отверстие для дегазации (7). Корпус (4) замкнутый, а корпус (5) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (8). После фланца располагается вентиль (9) для дросселирования. Внутренний диаметр вентиля (9) и трубопровода (8) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (10). Затем вал оборудован 8 двухходовыми транспортировочными элементами с шагом резьбы 40 мм и длиной 40 мм и одним транспортировочным элементом с шагом резьбы 40 мм и длиной 20 мм.
При скорости вращения валов 250 об/мин и объеме прохождения в 802 кг/ч Makrolon® 2805 (изготовитель: Bayer MaterialScience AG) при различном давлении, задаваемом датчиком давления (13) перед вентилем (9), замеряли температуру (12) расплава в конце экструдера во фланце (5). Кроме того, в двухшнековом экструдере измеряли температуру расплава на входе (11). При этом корпус экструдера (1, 2, 3, 4, 5), трубопроводы (6,8) и вентиль (9) были нагреты до темпенратуры 290°С.Результаты представлены в таблице 1.
Пример 2
Экструдер построен так же, как и в примере 1. В сравнении с примером 1 оснащение валов после втулки изменили следующим образом: 8 двухходовых транспортировочных элементов с шагом резьбы 40 мм и длиной 40 мм и один транспортировочный элемент с шагом резьбы 40 мм и длиной 20 мм заменили транспортировочными элементами согласно изобретению Шаг резьбы транспортировочных элементов составляет 30 мм, длина 30 мм, и на вал посажены 11 штук. При скорости вращения валов 250 об/мин и объеме прохождения в 802 кг/ч Makrolon® 2805 (изготовитель: Bayer MaterialScience AG) при различном давлении перед вентилем (9), замеряли температуру (12) расплава в конце экструдера во фланце (5). Кроме того, в двухшнековом экструдере измеряли температуру расплава (11) на входе. При этом корпус экструдера (1, 2, 3, 4, 5), трубопроводы (6,8) и вентиль (9) были нагреты до температуры 290°С.
Повышение температуры на выходе по сравнению со входом значительно ниже при использовании шнековых элементов согласно изобретению, чем при использовании обычных двухходовых элементов из примера 1, что видно из результатов в таблице 2.
Пример 3
Экструдер построен так же, как и в примере 1. В сравнении с примером 1 оснащение валов после втулки изменили следующим образом: 8 двухходовых транспортировочных элементов с шагом резьбы 40 мм и длиной 40 мм и один транспортировочный элемент с шагом резьбы 40 мм и длиной 20 мм заменили шнековыми элементами согласно изобретению и классическими одноходовыми элементами. Шаг у обоих типов элементов составлял 30 мм, а длина также 30 мм, и на валу разместили 5 шнековых элементов согласно изобретению, а затем 6 классических одноходовых элементов с шагом 30 мм и длиной 30 мм. При скорости вращения валов 250 об/мин и объеме прохождения в 802 кг/ч Makrolon® 2805 (изготовитель: Bayer MaterialScience AG) при различном давлении перед вентилем (9), замеряли температуру (12) расплава в конце экструдера во фланце (5). Кроме того, в двухшнековом экструдере измеряли температуру расплава (11) на входе. При этом корпус экструдера (1, 2, 3, 4, 5), трубопроводы (6, 8) и вентиль (9) были нагреты до температуры 290°С.
В этом примере классические одноходовые транспортировочные элементы сравнивают с транспортировочными элементами согласно изобретению. Результаты в таблице 3 демонстрируют значительно более высокую температуру в случае классических одноходовых элементов.
Сравнительный пример 4
Двухшнековый экструдер (фигура 29) сконструирован из 8 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (2) включает в себя точку замера (12) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (10). Корпус (5) включает в себя точку замера (13) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (14) для датчика температуры расплава. В конце корпус (8) открыт, так что видно сверленое отверстие корпуса в форме восьмерки.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (12). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (13). После этого вал оснащен 8 двухходовыми транспортировочными элементами с шагом резьбы 40 мм и длиной 40 мм
При различной скорости вращения валов и объеме прохождения в 80 кг/ч материала Makrolon® 2805 (изготовитель - Bayer MaterialScience AG) измеряли температуру расплава (точка замера (14)) в конце экструдера. Дополнительно температуру измеряли вручную с помощью термометра (15), который удерживали в расплаве на открытом выходе. Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (11)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8) и трубопровод (9) нагревали до 290°С. Результаты представлены в таблице 4.
Пример 5
Двухшнековый экструдер (фигура 29) сконструирован из 8 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 408 с производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (2) включает в себя точку замера (12) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (10). Корпус (5) включает в себя точку замера (13) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (14) для датчика температуры расплава. В конце корпус (8) открыт, так что видно сверленое отверстие корпуса в форме восьмерки.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (12). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (13). После этого вал оснащен 11 транспортировочными элементами согласно изобретению с шагом резьбы 30 мм и длиной 30 мм.
При различной скорости вращения валов и объеме прохождения в 80 кг/ч материала Makrolon® 2805 (изготовитель - Bayer MaterialScience AG) измеряли температуру расплава (точка замера (14)) в конце экструдера. Дополнительно температуру измеряли вручную с помощью термометра (15), который удерживали в расплаве на открытом выходе. Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (11)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8) и трубопровод (9) нагревали до 290°С. Результаты в таблице 5 демонстрируют значительно меньшие температуры и разности температур между входом (11) и выходом (15), чем в примере 4 в таблице 4.
Пример 6
Двухшнековый экструдер (фигура 29) сконструирован из 8 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (2) включает в себя точку замера (12) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (10). Корпус (5) включает в себя точку замера (13) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (14) для датчика температуры расплава. В конце корпус (8) открыт, так что видно сверленое отверстие корпуса в форме восьмерки.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (12). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (13). После этого вал оснащен 5 транспортировочными элементами согласно изобретению с шагом резьбы 30 мм и длиной 30 мм. Затем вал снащен 6 классическими одноходовыми транспортировочными элементами длиной 30 мм и с шагом резьбы 30 мм.
При различной скорости вращения валов и объеме прохождения в 80 кг/ч материала Makrolon® 2805 (изготовитель - Bayer MaterialScience AG) измеряли температуру расплава (точка замера (14)) в конце экструдера. Дополнительно температуру измеряли вручную с помощью термометра (15), который удерживали в расплаве на открытом выходе. Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (11)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8) и трубопровод (9) нагревали до 290°С. Результаты в таблице 6 демонстрируют значительно более высокие температуры и разности температур между входом (11) и выходом (15), чем при реализации способа согласно изобретению в примере 5 в таблице 5.
Контрольный пример 7
Двухшнековый экструдер (фигура 30) сконструирован из 9 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (12) подают расплав полимера. Корпус (2) включает в себя точку замера (14) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (13). Корпус (5) включает в себя точку замера (15) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (16) для датчика температуры расплава. Корпус (9) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (10, круглому). После фланца располагается вентиль (11) для дросселирования. Внутренний диаметр вентиля (11) и трубопровода (10) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (15). После этого вал оснащен 8 двухходовыми транспортировочными элементами с шагом резьбы 40 мм и длиной 40 мм
При различной скорости вращения валов и объеме прохождения в 80 кг/ч материала Bayblend® T45 (изготовитель - Bayer MaterialScience AG) измеряли температуру расплава (точка замера (17)) в конце экструдера. Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (18)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8, 9), трубопровод (10, 12) и вентиль (11) были нагреты до температуры 290°С. Вентиль (11) открыт полностью. Результаты представлены в таблице 7.
Пример 8
Двухшнековый экструдер (фигура 30) сконструирован из 9 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (12) подают расплав полимера. Корпус (2) включает в себя точку замера (14) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (13). Корпус (5) включает в себя точку замера (15) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (16) для датчика температуры расплава. Корпус (9) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (10, круглому). После фланца располагается вентиль (11) для дросселирования. Внутренний диаметр вентиля (11) и трубопровода (10) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (15). После этого вал оснащен 11 транспортировочными элементами согласно изобретению с шагом резьбы 30 мм и длиной 30 мм.
При различной скорости вращения валов и объеме прохождения в 80 кг/ч материала Bayblend® T45 (изготовитель - Bayer MaterialScience AG) измеряли температуру расплава (точка замера (17)) в конце экструдера. Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (18)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8, 9), трубопровод (10, 12) и вентиль (11) были нагреты до температуры 290°С. Вентиль (11) открыт полностью. Результаты представлены в таблице 8, наблюдаются меньшие температуры, чем в примере 7 в таблице 7.
Сравнительный пример 9
Двухшнековый экструдер (фигура 30) сконструирован из 9 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (12) подают расплав полимера. Корпус (2) включает в себя точку замера (14) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (13). Корпус (5) включает в себя точку замера (15) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (16) для датчика температуры расплава. Корпус (9) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (10, круглому). После фланца располагается вентиль (11) для дросселирования. Внутренний диаметр вентиля (11) и трубопровода (10) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (15). После этого вал оснащен 8 двухходовыми транспортировочными элементами с шагом резьбы 40 мм и длиной 40 мм
При скорости вращения валов 250 об/мин и объеме прохождения в 80 кг/ч Bayblend® T45 (изготовитель: Bayer MateriaIScience AG) при различном давлении (датчик давления (19)) перед вентилем (11), замеряли температуру (точка замера (17)) расплава в конце экструдера во фланце (9). Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (18)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8, 9), трубопровод (10, 12) и вентиль (11) были нагреты до температуры 290°С. Результаты представлены в таблице 9.
Пример 10
Двухшнековый экструдер (фигура 30) сконструирован из 9 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (12) подают расплав полимера. Корпус (2) включает в себя точку замера (14) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (13). Корпус (5) включает в себя точку замера (15) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (16) для датчика температуры расплава. Корпус (9) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (10, круглому). После фланца располагается вентиль (11) для дросселирования. Внутренний диаметр вентиля (11) и трубопровода (10) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (15). После этого вал оснащен 11 транспортировочными элементами согласно изобретению с шагом резьбы 30 мм и длиной 30 мм.
При скорости вращения валов 250 об/мин и объеме прохождения в 80 кг/ч Bayblend® T45 (изготовитель: Bayer MaterialScience AG) при различном давлении (датчик давления (19)) перед вентилем (11), замеряли температуру (точка замера (17)) расплава в конце экструдера во фланце (9). Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (18)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8, 9), трубопровод (10, 12) и вентиль (11) были нагреты до температуры 290°С. Результаты представлены в таблице 10, наблюдаются меньшие температуры, чем в примере 9 в таблице 9.
Пример 11
Двухшнековый экструдер (фигура 30) сконструирован из 9 частей корпуса, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. В первый корпус (1) по обогреваемому трубопроводу (12) подают расплав полимера. Корпус (2) включает в себя точку замера (14) для датчика температуры расплава. Корпус (3) замкнут, а корпус (4) имеет отверстие для дегазации (13). Корпус (5) включает в себя точку замера (15) для датчика температуры расплава. Корпуса (6) и (7) закрыты, а в корпусе (8) имеется точка замера (16) для датчика температуры расплава. Корпус (9) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (10, круглому). После фланца располагается вентиль (11) для дросселирования. Внутренний диаметр вентиля (11) и трубопровода (10) в каждом случае составляет 15 мм, длина вентиля 95 мм, а длина трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены двумя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют два двухходовых транспортировочных элемента с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). Затем вал оборудован 5 двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм. После этого располагается втулка длиной 35 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (15). После этого вал оснащен 5 транспортировочными элементами согласно изобретению с шагом резьбы 30 мм и длиной 30 мм. Затем следуют 6 классических одноходовых транспортировочных элементов с шагом резьбы 30 мм и длиной 30 мм.
При скорости вращения валов 250 об/мин и объеме прохождения в 80 кг/ч Bayblend® T45 (изготовитель: Bayer MaterialScience AG) при различном давлении (датчик давления (19)) перед вентилем (11), замеряли температуру (точка замера (17)) расплава в конце экструдера во фланце (9). Кроме того, в двухшнековом экструдере измеряли температуру расплава (точка замера (18)) на входе. При этом корпус экструдера (1, 2, 3, 4, 5, 6, 7, 8, 9), трубопровод (10, 12) и вентиль (11) были нагреты до температуры 290°С. Результаты представлены в таблице 11, наблюдаются более высокие температуры, чем в примере 10 в таблице 10.
Эксперименты по расплавлению в примерах 12 и 13 проводили на машине ZSK 32Mc (Coperion Werner & Pfleiderer) со смесью материалов Makrolon® 3108 (изготовитель - Bayer MaterialScience AG) и ODS® 2015 (изготовитель - Bayer MaterialScience AG). Материал Makrolon® 3108 окрашен 1% цветного Makrolex® 420 lila (сиреневый). Эксперименты проводили с конструкцией, представленной на фигуре 31. Соотношение материалов Makrolon® 3108 и ODS® 2015 составляет 25% к 75% (%=масс.-%).
Отношение длины экструдера к его диаметру (L/D) составляет 24. Экструдер состоит из входной зоны (9), оснащенной транспортировочными элементами, зоны расплавления (10), занятой месильными блоками, и зоной выхода (11), конфигурацию которой изменяли. Гранулят предварительно высушили. Сопло (7) на выходе из экструдера - это щелевое сопло с высотой щели 1 мм и шириной 140 мм.
Выходящую из сопла полимерную пленку снимали цифровой камерой и подсвечивали дополнительным источником света сзади. Камера имеет 1280×960 пикселей, а разрешение составляет 29 мкм/пиксель. Снимок полимерной пленки делали каждую секунду, а всего за эксперимент регистрировали 180 снимков.
Если обладающий высокой вязкостью Makrolon® 3108 расплавляется не полностью, то на полимерной пленке имеются темные сиреневые пятна, которые регистрирует камера. Камера распознает край полимерной пленки и рассчитывает площадь полимерной пленки на изображении. Площадь темных лиловых пятен нормируют на эту площадь. Это соотношение является мерой расплавления для некоторой конфигурации шнека. Чем выше доля нерасплавленного гранулята, тем хуже оснащение валов.
Сравнительный пример 12
Двухшнековый экструдер (фигура 31) сконструирован из 6 корпусов (1-6), в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 32Мс производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 32 мм. В первый корпус (1) подают гранулят (12). Остальные корпуса (2-6) закрыты, а в конце расположено щелевое сопло (7).
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. Во входной зоне (9) шнековые валы оборудованы двухходовыми транспортировочными элементами с шагами витка 42 мм и 63,5 мм. Входная зона простирается до середины корпуса (4), а затем начинается зона расплавления (10). Зона расплавления (10) простирается до конца пятого корпуса (5) и состоит из трехходовых месильных блоков и переходных месильных блоков с двух витков на три или наоборот. Затор в конце зоны расплавления создают ZME и/или левоходные месильные диски.
Зона выхода (11) либо же зона повышения давления начинается в конце пятого корпуса. Она состоит из двухходового транспортировочного элемента длиной 28 мм с шагом резьбы 28 мм. Затем следуют два транспортировочных элемента длиной 42 мм с шагом резьбы 42 мм. Потом - наконечник шнека с шагом резьбы 28 мм и длиной 42 мм.
При скорости прохождения в 130 кг/ч и скорости вращения валов 400 об/мин нерасплавленным гранулятом заняты 4,53% поверхности пленки (см. таблицу 12).
Пример 13
Использовали ту же конструкцию, что и в эталонном примере. Зону выноса либо же зону повышения давления оснастили шнековыми элементами согласно изобретению.
Зона выхода (11) начинается в конце пятого корпуса. Она в этом случае состоит из пяти шнековых элементов согласно изобретению длиной 28 мм с шагом резьбы 28 мм.
Заданы точно те же рабочие условия, что и в эталонном опыте. Неожиданно было обнаружено, что доля нерасплавленного гранулята падает до 1,89%. Таким образом, шнековые элементы согласно изобретению демонстрируют однозначное улучшение расплавления в сравнении с нынешним техническим уровнем.
Примеры 14 и 15 с компаундированием реализовывали на оборудовании ZSK 32Mc (Coperion Werner & Pfleiderer). Эксперименты проводили с конструкцией, представленной на фигуре 32. Смесь состоит из 40,17 по массе компонента А, 47,60% по массе компонента В, 8,90 по массе компонента С и 3,33 по массе компонента D
Компонент А
Линейный поликарбонат на основе бисфенола А с относительной вязкостью раствора ηrel=1,275, измеренной в CH2Cl2 в качестве растворителя, при температуре 25°С и концентрации в 0,5 г/100 мл.
Компонент В
Полимеризат АБС, изготовленный эмульсионной полимеризацией из 50 вес.-% (относительно полимеризата АБС) смеси 27 вес.-% акрилонитрила и 73 вес.-% стирола в присутствии 50 вес.-% (относительно полимеризата АБС) полибутадиенового каучука с поперечной связкой в форме частиц (средний диаметр частиц d50=0,35 мкм).
Компонент С
Сополимеризат стирола и акрилонитрила с массовым соотношением стирола к акрилонитрилу в 72:28 и граничной вязкостью в 0,55 дл/г (измерение в диметилформамиде при 20°С).
Компонент D
Компонент D состоит из добавок, как то: средства, способствующего
извлечению из формы, и термостабилизатора.
Отношение длины экструдера к его диаметру (L/D) составляет 40, и аппарат состоит из входной зоны (14), оснащенной транспортировочными элементами, зоны расплавления (15), занятой месильными блоками, и зоны выхода (11), конфигурацию которой изменяли, перед соплом (11). Гранулят предварительно высушили. Сопло (11) на выходе из экструдера - с четырьмя отверстиями. После сопла (11) материал Bayblend протягивали через водяную баню и гранулировали.
На заданном этапе работы отбирали пробы гранулята. 50 зерен гранулята анализировали под микроскопом. Цилиндрические зерна гранулята освещали с лобовой стороны, а с противоположной стороны рассматривали их в микроскоп. В зависимости от оснащения валов и момента работы в грануляте (обычно матовом) видны участки нерасплавленного поликарбоната, через которые проходит свет. Эти участки называют окнами. Число окон на пробу из 50 зерен гранулята - мера расплавления. В идеальном случае окон нет вообще.
Сравнительный пример 14
Двухшнековый экструдер (фигура 32) сконструирован из 11 корпусов, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 32Мс производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 32 мм. В первый корпус (1) подают гранулят (12). Остальные корпуса (2, 3, 4, 5, 6, 7, 8, 10) закрыты, за исключением корпуса (9), где имеется отверстие для дегазации (13). В конце смонтировано сопло с четырьмя отверстиями (11).
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. Во входной зоне (14) шнековые элементы сначала оснащены двухходовыми транспортировочными элементами. Входная зона (14) простирается до середины корпуса (7), а затем начинается зона расплавления (15). Зона расплавления (15) простирается до середины корпуса (8) и состоит из трехходовых месильных блоков и переходных месильных блоков с двух витков на три или наоборот. Затор в конце зоны расплавления создают ZME и/или левоходные месильные диски.
Зона выхода (16) либо же зона повышения давления начинается в середине корпуса (9) после зоны расплавления. Она состоит из двухходового транспортировочного элемента длиной 28 мм с шагом резьбы 28 мм. Затем следуют два ZME (смесительных элемента - ?) длиной 13 мм с шагом резьбы 13,5 мм. Затем располагаются три двухходовых транспортировочных элемента с шагом резьбы 42 мм и длиной 42 мм. Затем следуют три двухходовых транспортировочных элемента с шагом резьбы 28 мм и длиной 28 мм. Потом -транспортировочный элемент с шагом резьбы 28 мм и длиной 14 мм. В конце - наконечник шнека длиной 42 мм и с шагом 28 мм.
При скорости прохождения в 145 кг/ч и скорости вращения валов 600 об/мин в 50 зернах гранулята наблюдали 100 окон (см. таблицу 13). При скорости прохождения в 160 кг/ч и скорости вращения валов 600 об/мин в 50 зернах гранулята наблюдали 211 окон.
Пример 15
Двухшнековый экструдер (фигура 32) сконструирован из 11 корпусов, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 32Мс производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 32 мм. В первый корпус (1) подают гранулят (12). Остальные корпуса (2, 3, 4, 5, 6, 7, 8, 10) закрыты, за исключением корпуса (9), где имеется отверстие для дегазации (13). В конце смонтировано сопло с четырьмя отверстиями (11).
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. Во входной зоне (14) шнековые элементы сначала оснащены двухходовыми транспортировочными элементами. Входная зона (14) простирается до середины корпуса (7), а затем начинается зона расплавления (15). Зона расплавления (15) простирается до середины корпуса (8) и состоит из трехходовых месильных блоков и переходных месильных блоков с двух витков на три или наоборот. Затор в конце зоны расплавления создают ZME и/или левоходные месильные диски.
Зона выхода (16) либо же зона повышения давления начинается в середине корпуса (8) после зоны расплавления. Она состоит из шнекового элемента согласно изобретению длиной 28 мм с шагом резьбы 28 мм. Затем следуют два ZME (смесительных элемента - ?) длиной 13 мм с шагом резьбы 13,5 мм. Затем следуют 10 шнековых элементов согласно изобретению с шагом резьбы 28 мм и длиной 28 мм.
Заданы точно те же рабочие условия, что и в эталонном опыте. Неожиданно было обнаружено, что число окон при работе с новыми шнековыми элементами можно существенно уменьшить (см. таблицу 13). Таким образом, шнековые элементы согласно изобретению демонстрируют однозначное улучшение в расплавлении материала Bayblend® T45 в сравнении с нынешним техническим уровнем.
Примеры 16-19 с перемещением полимеров реализовывали на оборудовании ZSK 40Sc (Coperion Werner & Pfleiderer). Эксперименты проводили с конструкцией, представленной на фигуре 33.
Двухшнековый экструдер (фигура 33) сконструирован из семи корпусов (1-7), в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Диаметр корпуса машины составляет 40 мм. Во второй корпус (2) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (3) закрыт, а в корпусе (4) имеется точка замера (14) для датчика температуры расплава. Корпус (5) имеет отверстие для дегазации (10). Корпуса (6) и (7) закрыты. Корпус (8) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (13, круглому). После фланца располагается вентиль (12) для дросселирования. Внутренний диаметр вентиля и трубопровода составляет 15 мм при длине вентиля 95 мм, а трубопровода 120 мм. Давление перед вентилем (12) измеряли с помощью датчика (11). Температуру расплава на выходе измеряли вручную с помощью термометра, который удерживали в отверстии вентиля (12).
Сравнительный пример 16
Двухшнековый экструдер (фигура 33) сконструирован из семи корпусов, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. Во второй корпус (2) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (3) закрыт, а в корпусе (4) имеется точка замера (14) для датчика температуры расплава. Корпус (5) имеет отверстие для дегазации (10). Корпуса (6) и (7) закрыты. Корпус (8) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (13, круглому). После фланца располагается вентиль (12) для дросселирования. Внутренний диаметр вентиля и трубопровода составляет 15 мм при длине вентиля 95 мм, а трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены тремя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют пять двухходовых транспортировочных элементов с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). За втулкой располагается ZME (смешивающий элемент - ?) длиной 20 мм с шагом 10 мм. Затем вал оборудован двумя двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм.
После этого вал оснащен восемью двухходовыми транспортировочными элементами с шагом резьбы 40 мм и длиной 40 мм. При скорости вращения валов 250 об/мин и скорости прохождения в 80 кг/ч при различном давлении (датчик давления (11)) перед вентилем (12) измеряли повышение температуры. Проводили следующие материалы: Polypropylen®, Polystyrol®, Pocan®. Измеряли температуру расплава в двухшнековом экструдере (точка замера 14). Дополнительно вручную измеряли температуру на выходе из трубы термометром (15). Термометр держали в трубе в расплаве. В таблице 14 показано повышение температуры от (14) до (15).
Пример 17
Двухшнековый экструдер (фигура 33) сконструирован из семи корпусов, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. Во второй корпус (2) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (3) закрыт, а в корпусе (4) имеется точка замера (14) для датчика температуры расплава. Корпус (5) имеет отверстие для дегазации (10). Корпуса (6) и (7) закрыты. Корпус (8) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (13, круглому). После фланца располагается вентиль (12) для дросселирования. Внутренний диаметр вентиля и трубопровода составляет 15 мм при длине вентиля 95 мм, а трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены тремя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют пять двухходовых транспортировочных элементов с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). За втулкой располагается ZME (смешивающий элемент - ?) длиной 20 мм с шагом 10 мм. Затем вал оборудован двумя двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм.
После этого вал оснащен 11 шнековыми элементами согласно изобретению с шагом резьбы 30 мм и длиной 30 мм.
При скорости вращения валов 250 об/мин и скорости прохождения в 80 кг/ч при различном давлении (датчик давления (11)) перед вентилем (12) измеряли повышение температуры. Проводили следующие материалы: Polypropylen®, Polystyrol®, Pocan®. Измеряли температуру расплава в двухшнековом экструдере (точка замера 14). Дополнительно вручную измеряли температуру на выходе из трубы термометром (15). Термометр держали в трубе в расплаве. В таблице 15 показано повышение температуры от (14) до (15). Нововведение демонстрирует меньшее повышение температуры во всех продуктах.
Сравнительный пример 18
Двухшнековый экструдер (фигура 33) сконструирован из семи корпусов, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. Во второй корпус (2) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (3) закрыт, а в корпусе (4) имеется точка замера (14) для датчика температуры расплава. Корпус (5) имеет отверстие для дегазации (10). Корпуса (6) и (7) закрыты. Корпус (8) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (13, круглому). После фланца располагается вентиль (12) для дросселирования. Внутренний диаметр вентиля и трубопровода составляет 15 мм при длине вентиля 95 мм, а трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены тремя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют пять двухходовых транспортировочных элементов с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (14). За втулкой располагается ZME длиной 20 мм с шагом 10 мм. Затем вал оборудован двумя двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм.
После этого вал оснащен восемью двухходовыми транспортировочными элементами с шагом резьбы 40 мм и длиной 40 мм. При различной скорости вращения валов 150-350 об/мин и скорости прохождения в 80 кг/ч измеряли повышение температуры при открытом вентиле (12). Проводили следующие материалы: Ineos Lustran® DN 50, Polypropylen®, Polystyrol®. Измеряли температуру расплава в двухшнековом экструдере (точка замера 14). Дополнительно вручную измеряли температуру на выходе из трубы термометром (15). Термометр держали в трубе в расплаве. В таблице 16 показано повышение температуры от (14) до (15).
Пример 19
Двухшнековый экструдер (фигура 33) сконструирован из семи корпусов, в которых размещены вращающиеся в одном направлении валы, входящие в зацепление друг с другом. Модель этой машины - ZSK 40Sc производства фирмы Coperion Werner & Pfleiderer, диаметр корпуса 40 мм. Во второй корпус (2) по обогреваемому трубопроводу (9) подают расплав полимера. Корпус (3) закрыт, а в корпусе (4) имеется точка замера (14) для датчика температуры расплава. Корпус (5) имеет отверстие для дегазации (10). Корпуса (6) и (7) закрыты. Корпус (8) представляет собой фланец, осуществляющий переход от сечения двухшнекового экструдера в форме восьмерки к трубопроводу (13, круглому). После фланца располагается вентиль (12) для дросселирования. Внутренний диаметр вентиля и трубопровода составляет 15 мм при длине вентиля 95 мм, а трубопровода 120 мм.
Оба шнековых вала (не изображены) симметрично оснащены шнековыми элементами. В начале шнековые валы в каждом случае оснащены тремя двухходовыми транспортировочными элементами с шагом резьбы 25 мм и длиной 25 мм. Затем следуют пять двухходовых транспортировочных элементов с шагом резьбы 60 мм и длиной 60 мм. После этого располагается втулка длиной 30 мм и диаметром 26 мм, которая в смонтированном состоянии размещена под датчиком температуры расплава (13). За втулкой располагается ZME (смешивающий элемент - ?) длиной 20 мм с шагом 10 мм. Затем вал оборудован двумя двухходовыми транспортировочными элементами с шагом резьбы 60 мм и длиной 60 мм и одним транспортировочным элементом с шагом резьбы 60 мм и длиной 30 мм.
После этого вал оснащен 11 шнековыми элементами согласно изобретению с шагом резьбы 28 мм и длиной 28 мм.
При различной скорости вращения валов 150-350 об/мин и скорости прохождения в 80 кг/ч измеряли повышение температуры при открытом вентиле (12). Проводили следующие материалы: Ineos Lustran® DN 50, Polypropylen®, Polystyrol®. Измеряли температуру расплава в двухшнековом экструдере (точка замера 14). Дополнительно вручную измеряли температуру на выходе из трубы термометром (15). Термометр держали в трубе в расплаве. В таблице 17 показано повышение температуры от (14) до (15). Повышение температуры при использовании шнековых элементов согласно изобретению меньше, чем на нынешнем техническом уровне.
Реферат
Изобретение касается способа экструзии пластических масс, и более конкретно способа изготовления поликарбоната. Техническим результатом заявленного изобретения является уменьшение энергоподачи при значительном повышении давления, и щадящим образом воздействует на пластические массы. Технический результат достигается способом экструзии пластических масс в двухшнековом или многовальном экструдере с применением шнековых элементов с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами. При этом создающий и создаваемый профили шнека характеризуются последовательностью «участок уплотнения - переходный участок - участок канала - переходный участок». Причем участок уплотнения представляет собой последовательность «область гребня - боковая область - область гребня», участок канала представляет собой последовательность «область паза - боковая область - область паза». Переходный участок - это последовательность областей шнековых профилей, которая начинается боковой областью и заканчивается также боковой областью. Причем участок уплотнения шнековых элементов характеризуется тем, что боковой участок расположен относительно центра вращения профиля шнека под углом δ_fb1, который больше половины угла раскрытия между углами корпуса (δ_fb1≥arccos(0,5*a/ra)) или равен ей. Область гребня расположена относительно центра вращения профиля шнека под углом δ_kb1, который меньше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_kb1≤π-4*arccos(0,5*a/ra)). Другая область гребня расположена относитель�
Формула
- боковой участок расположен относительно центра вращения профиля шнека под углом δ_fb1, который больше половины угла раскрытия между углами корпуса (δ_fb1≥arccos(0,5*a/ra)) или равен ей,
- область гребня расположена относительно центра вращения профиля шнека под углом δ_kb1, который меньше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_kb1≤π-4*arccos(0,5*a/ra)),
- другая область гребня расположена относительно центра вращения профиля шнека под углом δ_kb2, который меньше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_kb2≤π-4*arccos(0,5*a/ra)), а участок канала характеризуется тем, что
- боковой участок расположен относительно центра вращения профиля шнека под углом δ_fb2, который больше половины угла раскрытия между углами корпуса (δ_fb2≥arccos(0,5*a/ra)) или равен ей,
- область паза расположена относительно центра вращения профиля шнека под углом δ_nb1, который меньше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_nb1≤π-4*arccos(0,5*a/ra)),
- другая область паза расположена относительно центра вращения профиля шнека под углом δ_nb2, который меньше или равен разности угла гребня одноходового профиля шнека по Эрдменгеру при вычитании из него угла раскрытия между углами корпуса (δ_nb2≤π-4*arccos(0,5*a/ra)).
Документы, цитированные в отчёте о поиске
Экструдер самоочищающегося типа
Комментарии