Шнековые элементы с улучшенной эффективностью диспергирования и уменьшенным поступлением энергии - RU2516172C2
Код документа: RU2516172C2
Чертежи














Описание
Изобретение касается шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами, применения шнековых элементов в многовальных шнековых машинах, а также способа изготовления шнековых элементов.
Двухвальные или при необходимости многовальные машины с однонаправленным вращением, роторы которых взаимно очищают друг друга точным скоблением, известны уже давно (см., например, германский патент DP 862668). В изготовлении и обработке полимеров шнековые машины, работа которых основана на принципе профилей с точным зацеплением и очисткой скоблением, нашли разнообразное применение. Это в первую очередь обусловлено тем фактом, что расплавы полимеров прилипают к поверхностям, а при обычных температурах переработки они со временем разлагаются, чему препятствует самоочистка шнеков скоблением. Правила создания шнековых профилей с точной очисткой скоблением приведены, например, по ссылке [1] ([1] - книга Klemens Kohlgrüber. Der gleichläufige Doppelschneckenextruder, Hanser Verlag München 2007, S.96 ff). В этой публикации также изложено, что заданный профиль шнека на первом валу двухшнекового экструдера определяет профиль шнека на втором валу двухшнекового экструдера. Поэтому профиль шнека на первом валу двухшнекового экструдера называют создающим профилем шнека. Профиль шнека на втором валу двухшнекового экструдера определяется профилем шнека на первом валу двухшнекового экструдера, и поэтому его называют создаваемым профилем шнека. В многовальном экструдере формирующий профиль шнека и формируемый профиль шнека всегда применяют на соседних валах попеременно.
Современные двухшнековые экструдеры построены по модульному принципу, при котором на основной вал можно надеть различные шнековые элементы. Благодаря этому специалист может настроить двухшнековый экструдер на конкретный процесс с конкретными задачами.
Шнековые элементы, известные на нынешнем техническом уровне, за исключением круглых дисков с эксцентрическим расположением отличаются тем, что кривая профиля в сечении имеет по меньшей мере один перегиб (см., например, фиг.1), проявляющийся на переходе между гребнем шнека и боковой стороной нарезки. Гребень состоит из дуги окружности, имеющий радиус, равный наружному диаметру профиля, и центр в центре вращения профиля. Перегиб в области перехода к боковой стороне профиля образует на шнековом элементе кант.
Одна из важных задач, которые реализуют на многовальных машинах - это диспергирование жидких фаз или расплавов, которые не удается смешать друг с другом с образованием гомогенной массы, или диспергирование твердых веществ в полимерных расплавах. Из технической литературы известно (см., например, Chang Dae Han: Multiphase Flow in Polymer Processing, Academic Press, New York 1981), что для сложных задач диспергирования оптимально сочетание тангенциального и растягивающего потока.
В канале шнека имеется как раз такая форма потока, когда с одной стороны масса подвергается сдвигу в силу вращения валов, а с другой - одновременно подвергается растяжению ввиду схождения канала шнека к гребню. В области гребня шнека, однако, имеется только тангенциальный поток (течение сдвига), которое при сложном диспергировании практически не способствует этому диспергированию. С другой стороны, самая большая доля поступающей энергии подвергается диссипации в щели между гребнем шнека и корпусом либо соседним валом. Поэтому велик вклад этой области в нагрев полимерной массы и, следовательно, в возможное ее термическое повреждение, при этом ничто не способствует выполнению задач по диспергированию.
Исключение составляют круглые диски, расположенные эксцентрично, которые, как известно, можно разместить с точной взаимной очисткой скоблением. У них нет области гребня с чисто тангенциальным потоком. Известна их отличная эффективность в диспергировании, но у них опять же значительна энергоподача, поскольку на большой окружности они образуют очень узкую щель. Кроме того, число их витков Z ограничено единицей.
Поэтому с учетом нынешнего технического уровня поставлена задача предложить шнековые элементы для многовальных шнековых машин, имеющих при по возможности минимальной энергоподаче эффективность диспергирования, улучшенную по сравнению с нынешним техническим уровнем.
Неожиданно было обнаружено, что эта задача решается с помощью шнековых элементов, профиль которых по всему сечению можно представить непрерывно дифференцируемой кривой профиля.
Поэтому предметом изобретения являются шнековые элементы для многовальных шнековых машин, попарно вращающиеся в одном направлении и попарно точно очищающие друг друга скоблением шнековыми валами, имеющие два или более хода шнека, отличающиеся тем, что как создающий, так и создаваемый профили шнека в каждом случае можно по всему сечению представить в виде непрерывно дифференцируемой кривой профиля.
При этом изобретение не ограничено шнековыми элементами обычной ныне модульной конструкции, состоящей из шнековых элементов и центральных валов, а применимо также к шнекам сплошной конструкции. Поэтому под понятием "шнековые элементы" подразумевают также сплошные шнеки.
Профили поперечного сечения шнековых элементов согласно изобретению - ниже также для краткости именуемые просто профилями шнеков - можно однозначно описать последовательностью дуг окружности.
Профиль шнека создающего и создаваемого шнековых элементов согласно изобретению образуются в общей сложности n дугами окружности, причем n больше или равно четырем. У каждой из n дуг окружностей имеются начальная и конечная точки. В начальных и конечных точках n дуг окружности тангенциально (по касательной) переходят друг в друга, так что согласно изобретению они образуют непрерывно дифференцируемую кривую профиля.
Положение каждой отдельной дуги окружности j (j варьируется от 1 до n) можно однозначно зафиксировать, задав две различные точки. При этом целесообразно определять (фиксировать) положение дуги окружности, задавая центр и начальную или конечную точку. Размер одной отдельной дуги окружности j задан радиусом rj и углом αj, описываемым при движении радиуса вокруг центра от начальной к конечной точке, причем радиус rj больше 0 и меньше, чем межосевое расстояние а между валами, а угол αj в радианах больше или равен 0 и меньшей или равен 2π, причем π - это отношение длины окружности к ее диаметру.
Шнековые элементы согласно изобретению отличаются тем, что
- создающий профиль шнека и созданный профиль шнека располагаются в одной профили,
- ось вращения создающего профиля шнека и ось вращения создаваемого профиля шнека в каждом случае пересекают под прямым углом указанную плоскость профилей шнека на расстоянии а друг от друга, причем точку пересечения оси вращения создающего профиля шнека с указанной плоскостью называют центром вращения создающего профиля шнека, а точку пересечения оси вращения создаваемого профиля шнека с указанной плоскостью называют центром вращения создаваемого профиля шнека,
- число дуг окружности всего создающего профиля шнека n больше или равно четырем (n≥4),
- наружный радиус ra создающего профиля шнека больше нуля (ra>0) и меньше межосевого расстояния (ra<а),
- внутренний радиус ri создающего профиля шнека больше нуля (ri>0) и меньше межосевого расстояния или равен ему (ri≤ra),
- все дуги окружности создающего профиля шнека переходят друг в друга тангенциально (по касательной),
- дуги окружности образуют замкнутый профиль шнека, т.е., суммы углов αj всех дуг окружности j равны 2π, причем π - отношение длины окружности к ее радиусу (π≈3,14159),
- дуги окружности образуют замкнутый профиль шнека,
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra и внутренний радиус ri, центр которого лежит в центре вращения создающего профиля шнека,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается наружного радиуса ra создающего профиля шнека в точке PA,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается внутреннего радиуса ri создающего профиля шнека в точке PI,
- число дуг окружности создаваемого профиля шнека n′ равно числу дуг окружности создающего профиля шнека n,
- наружный радиус создаваемого профиля шнека ra′ равен разности межосевого расстояния и внутреннего радиуса ri создающего профиля шнека (ra′=a-ri),
- внутренний радиус создаваемого профиля шнека ri′ равен разности межосевого расстояния и наружного радиуса ra создающего профиля шнека (ri′=a-ra),
- угол j′-ой дуги окружности создаваемого профиля шнека равен углу αj j-ой дуги окружности создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′,
- сумма радиуса j′-ой дуги окружности создаваемого профиля шнека и радиуса rj j-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′,
- центр j′-ой дуги окружности создаваемого профиля шнека находится от центра j-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр j′-ой дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра j-ой дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр j′-ой дуги окружности создаваемого профиля шнека с центром j-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′,
- начальная точка j′-ой дуги окружности создаваемого профиля шнека располагается относительно центра j′-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка j-ой дуги окружности создающего профиля шнека относительно центра j-ой дуги окружности создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′.
Для профилей шнековых элементов согласно изобретению характерно, что их можно сконструировать только с помощью циркуля и угольника. Так, переход по касательной от j-ой к (j+1)-ой дуге окружности создающего профиля шнека конструируют, описывая вокруг конечной точки j-ой дуги окружности окружность радиусом rj+1, а ближняя к центру вращения создающего профиля шнека точка пересечения этой окружности с прямой, задаваемой центром и конечной точкой j-ой дуги окружности, становится центром (j+1)-ой дуги окружности. На практике для конструирования профилей шнека вместо циркуля и угольника целесообразно применять компьютерную программу.
Шнековые элементы согласно изобретению могут быть асимметричны или симметричны; предпочтительно, чтобы шнековые элементы согласно изобретению были симметричны. Симметричные шнековые элементы согласно изобретению могут обладать осевой или точечной (центральной) симметрией; предпочтительно, чтобы шнековые элементы согласно изобретению обладали осевой симметрией.
Шнековый профиль, обладающий осевой симметрией и имеющий Z витков, можно разделить на 2Z симметричных частей, причем симметричные части можно преобразовать друг в друга отражением относительно осей симметрии. Профиль обладающего осевой симметрией шнекового элемента с числом витков Z в силу своей симметрии, таким образом, оказывается полностью определен посредством участка профиля в секторе 360°/(2·Z), располагающегося между двумя осями симметрии профиля. Остальные части профиля получают отражением этого участка относительно Z осей симметрии, пересекающихся в центре вращения и делящих угол 360° вокруг центра вращения на 2·Z углов размером 360°/(2·Z). Кроме того, в случае шнековых элементов, обладающих осевой симметрией, профили шнеков на соседних валах (создающий и создаваемый профиль) одинаковы, либо же они перекрывают друг друга при вращении [1].
Аналогичное утверждение справедливо для профилей шнеков, обладающих центральной симметрией, когда симметричные части можно в каждом случае преобразовать друг в друга отражением относительно центра симметрии.
Ниже описана особая форма исполнения шнековых элементов согласно изобретению, для которой характерно, что шнековые элементы обладают осевой симметрией. Число витков Z таких шнековых профилей согласно изобретению, обладающих осевой симметрией, предпочтительно составляет от 2 до 8, особо предпочтительно - от 2 до 4.
Кривую профиля сечения шнековых профилей согласно изобретению, обладающих осевой симметрией, можно разделить на 2·Z участков профиля, которые можно преобразовать друг в друга посредством отражения относительно оси симметрии профиля. Число дуг окружности n, образующих один из участков профиля, предпочтительно составляет от 2 до 8, особо предпочтительно - от 2 до 4.
Профиль шнековых профилей согласно изобретению с числом витков Z, обладающих осевой симметрией, отличается тем, что в пределах участка профиля в секторе 360°/(2·Z) имеется только одна точка PA, расстояние от которой до центра вращения соответствует наружному радиусу ra шнекового элемента. Иными словами, в пределах участка профиля имеется только одна точка PA, лежащая на окружности с центром в центре вращения и радиусом ra (наружной окружности).
В то время как в случае профилей шнеков, соответствующих нынешнему техническому уровню, в области угла гребня KW все точки очищают корпус с образованием узкой щели (см., например, фигуру 1), в случае профиля шнековых элементов согласно изобретению, обладающих осевой симметрией, на расстоянии наружного радиуса располагается только отмеченная точка PA (см., например, фигуру 2а).
Из практических соображений при дальнейшем описании использована декартова система координат, начало координат которой образовано центром вращения D шнекового элемента. Ось x (ось абсцисс) декартовой системы координат проходит через точку PA; ось y (ось ординат) пересекает ось x в точке D под прямым углом. Такая система координат показана на фигуре 2a.
Кроме того, имеет смысл работать с безразмерными величинами, чтобы упростить применение в экструдерах различных размеров. В качестве референтного размера для геометрических величин, как то: длин и радиусов, имеет смысл использовать межосевое расстояние а, поскольку изменить эту величину у экструдера невозможно. В отношении фигур справедливы следующие положения: Начало координат x и у располагается в центре вращения одного из валов. Значения всех углов приведены в радианах. Все остальные размеры нормированы на межосевое расстояние и представлены прописными буквами: A=a/a; Rj=r/a; RA=ra/a; RI=ri/a и т.д.
Участок профиля шнекового элемента согласно изобретению, обладающего осевой симметрией, отличается тем, что между точкой PA, располагающейся на наружном радиусе профиля, и точкой PI, располагающейся на внутреннем радиусе профиля, участок состоит из переходящих друг в друга по касательной (тангенциально) дуг окружности, причем прямые DPA и DPI, проходящие через точки PA и PI и пересекающиеся в центре вращения D, образуют угол 360°/(2·Z).
В особой форме исполнения участок профиля шнекового элемента согласно изобретению между точками PA и PI состоит ровно из двух дуг окружности. Дуги окружности переходят друг в друга в точке PFP и согласно изобретению образуют по всему участку профиля непрерывно дифференцируемую кривую. В точке PFP дуги окружности касаются прямой FP. Прямая FP проходит от центра вращения на расстоянии, которое соответствует половине межосевого расстояния A, а наклон ее (в радианах) составляет -1/tan(π/(2·Z)). Точка PFP располагается от точки пересечения касательной к наружной окружности в точке PA и прямой FP на расстоянии, которое соответствует расстоянию между точкой пересечения и PA. Перпендикуляр, формируемый точкой [(в точке)] PFP к прямой FP, пересекает прямую DPA, проходящую через точку PA и центр вращения, в центре M1 первой формирующей профиль дуги окружности 1, в то время как прямую DPI, проходящую через точку PI и центр вращения, этот перпендикуляр пересекает в центре M1′ второй формирующей профиль дуги окружности 1′ (иллюстрацию см. на фигуре 2a). Радиус формирующей профиль дуги окружности соответствует, таким образом, отрезку M1PA; радиус дуги окружности 1′ соответствует отрезку M1′PI.
В другой особой форме исполнения участок профиля шнекового элемента согласно изобретению между точками PA и PI состоит ровно из трех дуг окружности. Таким образом приобретается дополнительная степень свободы, а в области точки PA, очищающей стенку цилиндра, профиль можно выполнить тоньше, выбрав меньший радиус, что позволяет дополнительно уменьшить диссипацию энергии.
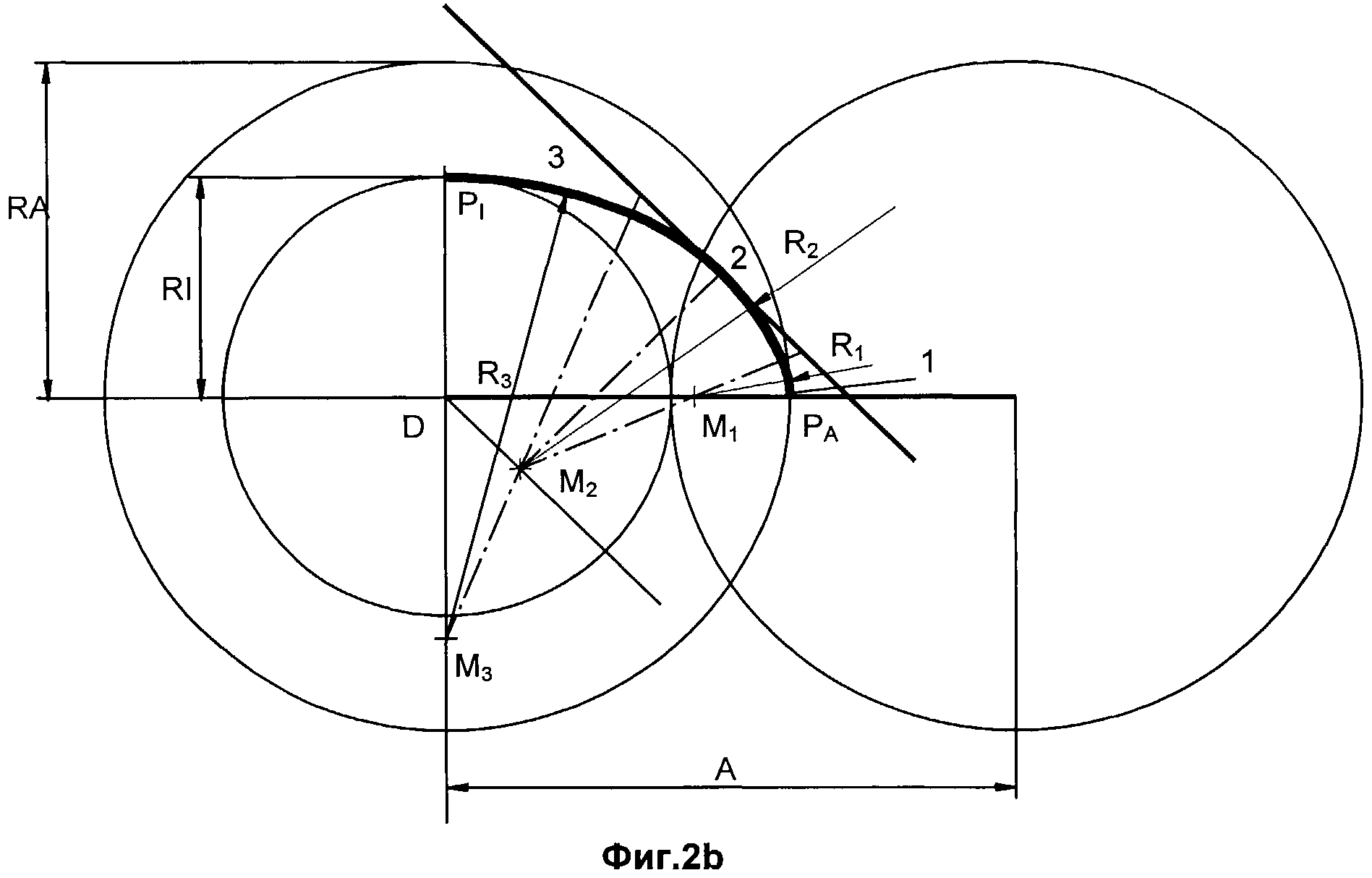
На фигуре 2b в качестве примера показан участок профиля двухходового шнекового элемента согласно изобретению из трех дуг окружностей. Радиус R1, присоединяющейся в точке PA, можно свободно выбирать в пределах . Центр ее M1 лежит на соединительном отрезке D-PA.
Дуга окружности 3, присоединяющейся в точке PI, имеет радиус R3=A-R1. Центр ее M3 лежит на соединительном отрезке D-PI.
Между двумя этими дугами окружности размещается (с возможностью непрерывного дифференцирования) дуга окружности 2 с радиусом R2=A/2. Центр ее M2 располагается на расстоянии A/2-R1 от точки P1 и на расстоянии R3-A/2 от точки M3.
Дуга окружности 1 ограничена с одной стороны PA, а с другой - точкой пересечения с прямой, проходящей через P1 и P2.
Дуга окружности 3 ограничена с одной стороны PI, а с другой - точкой пересечения с прямой, проходящей через M2 и M3.
В силу свободы выбора одного из радиусов R1 или R3 возможно сконструировать для заданного межосевого расстояния A различные шнековые профили согласно изобретению с точной очисткой скоблением. Это также позволяет конструировать асимметричные профили шнеков согласно изобретению, для чего в каждом случае на соответствующих секторах профиля шнека, имеющих размер 360°/(2·Z) на обоих валах предусматривается один и тот же профиль шнека, а сектора размера 360°/(2·Z) на одном валу, однако, формируют по-разному. Такие конструкции имеют смысл тогда, когда перемещаемый материал в рамках задачи по диспергированию необходимо подвергнуть специальной деформации, например, медленному сжатию с последующим быстрым расширением.
Шнековые элементы, которые в пределах участка профиля размером 360°/(2·Z) образованы более чем тремя дугами окружности, также являются предметом настоящего изобретения. Согласно изобретению дуги окружности в начальных и конечных точках переходят друг в друга по касательной (тангенциально).
Отношение RA=ra/a наружного радиуса ra шнекового элемента к межосевому расстоянию, а для двухходовых шнеков согласно изобретению предпочтительно составляет от 0,54 до 0,7, а особо предпочтительно - от 0,58 до 0,63, для трехходовых шнеков оно предпочтительно находится в пределах между 0,53 и 0,57, а особо предпочтительно - между 0,54 и 0,56, а для четырехходовых шнеков предпочтительны значения от 0,515 до 0,535.
Шнековые элементы согласно изобретению можно выполнять как транспортировочные элементы, или как месильные элементы, или как смешивающие элементы.
Транспортировочный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека непрерывно поворачивается в осевом направлении и продолжается подобно винту. При этом транспортировочный элемент может быть правым или левым. Шаг t транспортировочного элемента может, например, принимать значения от 0,1 до 10 величин наружного диаметра, причем под шагом подразумевают длину по оси, необходимую для полного оборота профиля шнека. Величина шага t предпочтительно находится в пределах от 0,3 до 3 значений наружного диаметра. Из практических соображений транспортировочному элементу предпочтительно придают длину, получаемую при умножении t/Z на целое число.
Месильный элемент, как известно, отличается тем (см., например, [1], стр.227-248), что профиль шнека ступенчато продолжается в осевом направлении в форме месильных дисков. Расположение месильных дисков может быть правоходным, левоходным или же нейтральным. Длина месильных дисков по оси предпочтительно находится в пределах от 0,02 до 2 значений наружного диаметра. Расстояние между двумя месильными дисками по оси предпочтительно находится в пределах от 0,001 до 0,1 значений наружного диаметра.
Смесительные элементы, как известно (см., например, [1], стр.227-248), формируют путем изготовления транспортировочных элементов с проемами в гребнях шнеков. Смесительные элементы могут быть правоходными или левоходными. Величина их шага t предпочтительно находится в пределах от 0,1 до 10 значений наружного диаметра. Из практических соображений смесительному элементу, аналогично транспортировочному, предпочтительно придают длину, получаемую при умножении t/Z на целое число. Предпочтительно, чтобы проемы имели форму U-образного или v-образного паза. Если смесительный элемент переделывают из активного в транспортировке элемента, то пазы предпочтительно выполняют с противоположным друг другу направлением перемещения или параллельно оси.
Кроме того, предметом настоящего изобретения является способ создания шнековых элементов согласно изобретению. Шнековые элементы согласно изобретению отличаются профилем, который можно представить с помощью непрерывно дифференцируемой кривой. Способ согласно изобретению для создания шнековых элементов для многовальных шнековых машин с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами на межосевом расстоянии а с двумя или более ходами шнека отличается тем, что профили шнека во всем своем сечении образуются n дугами окружности, причем n - это целое число, большее или равное 4.
Способ изготовления согласно изобретению отличается тем, что
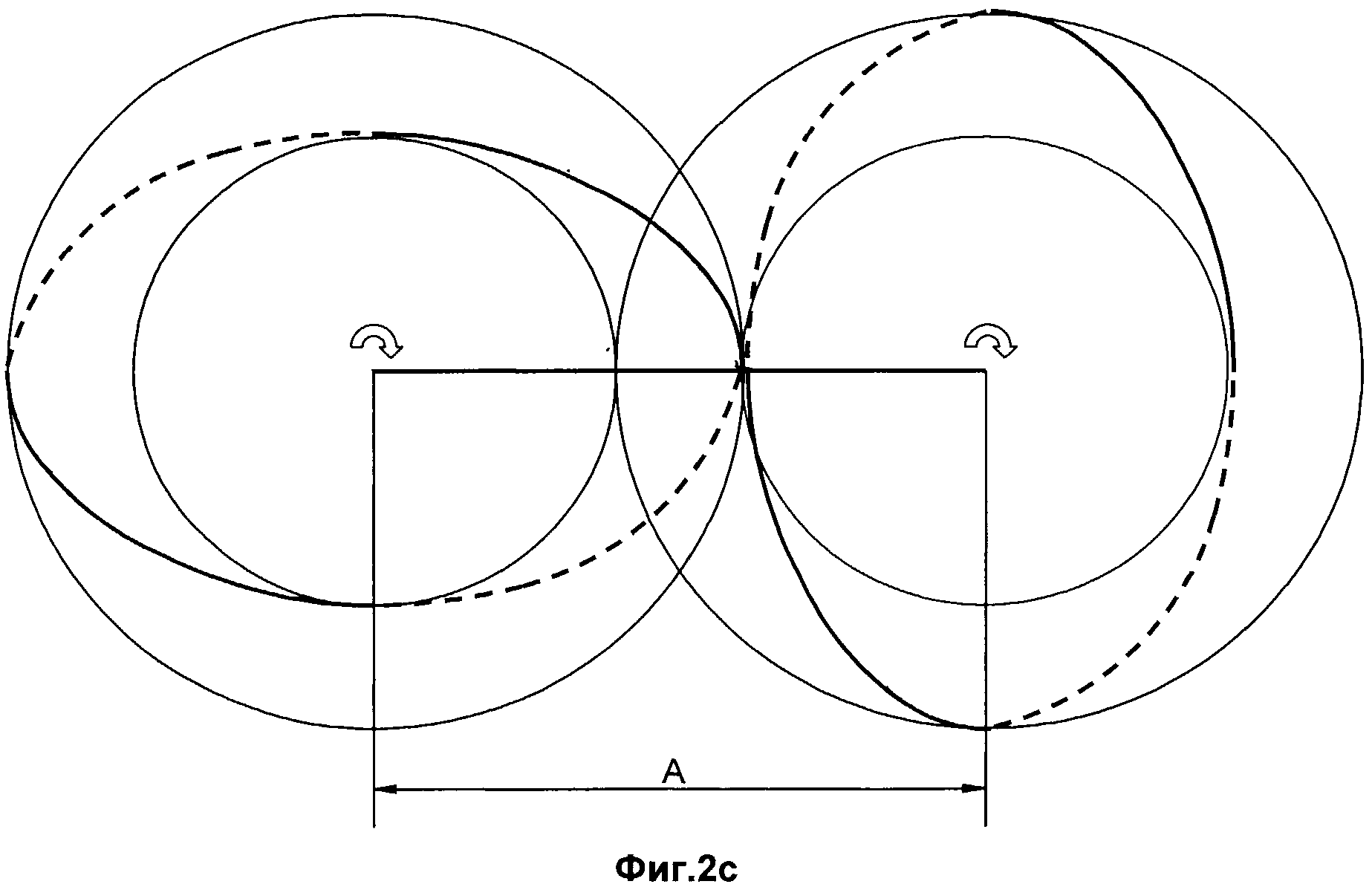
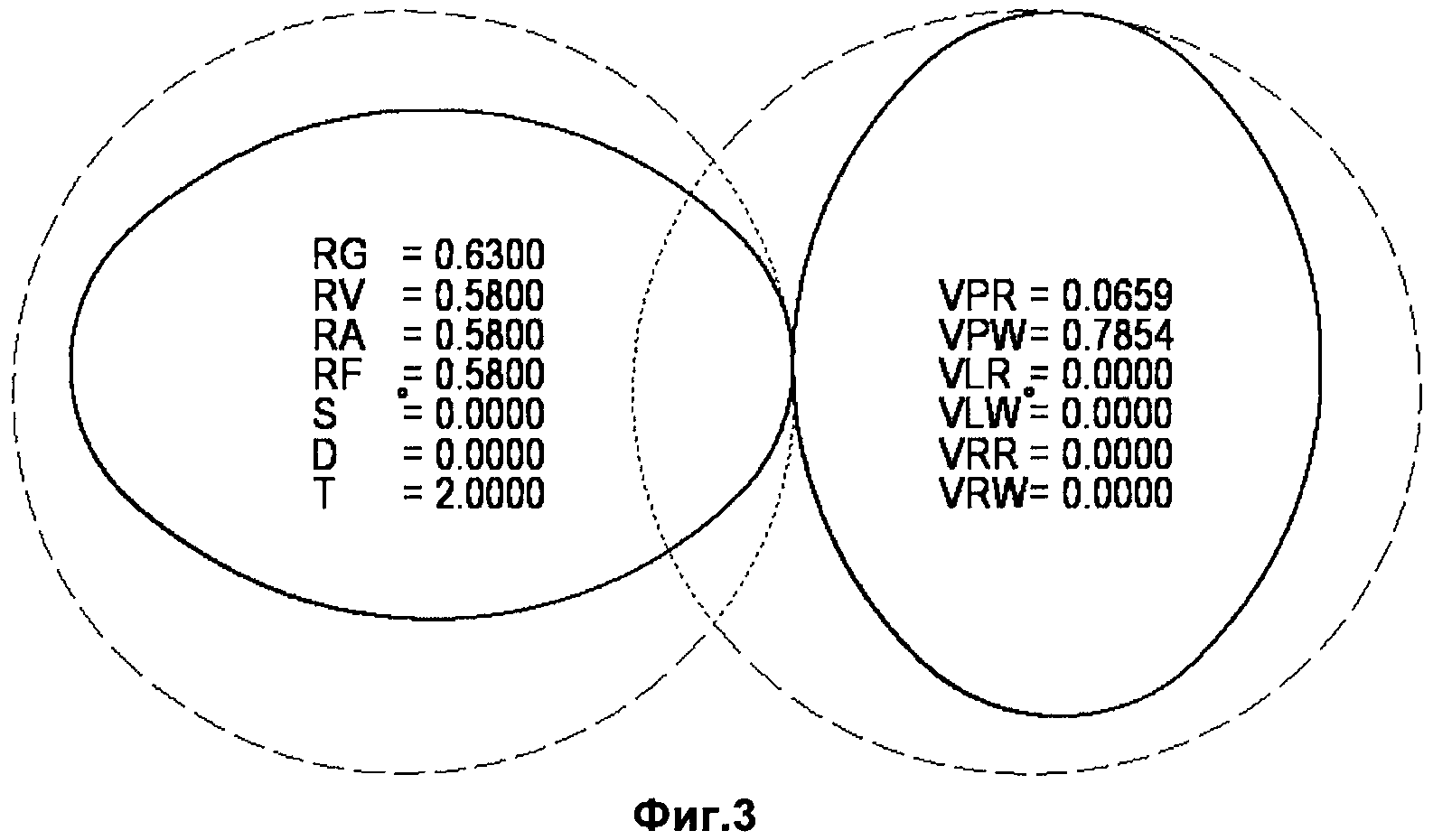
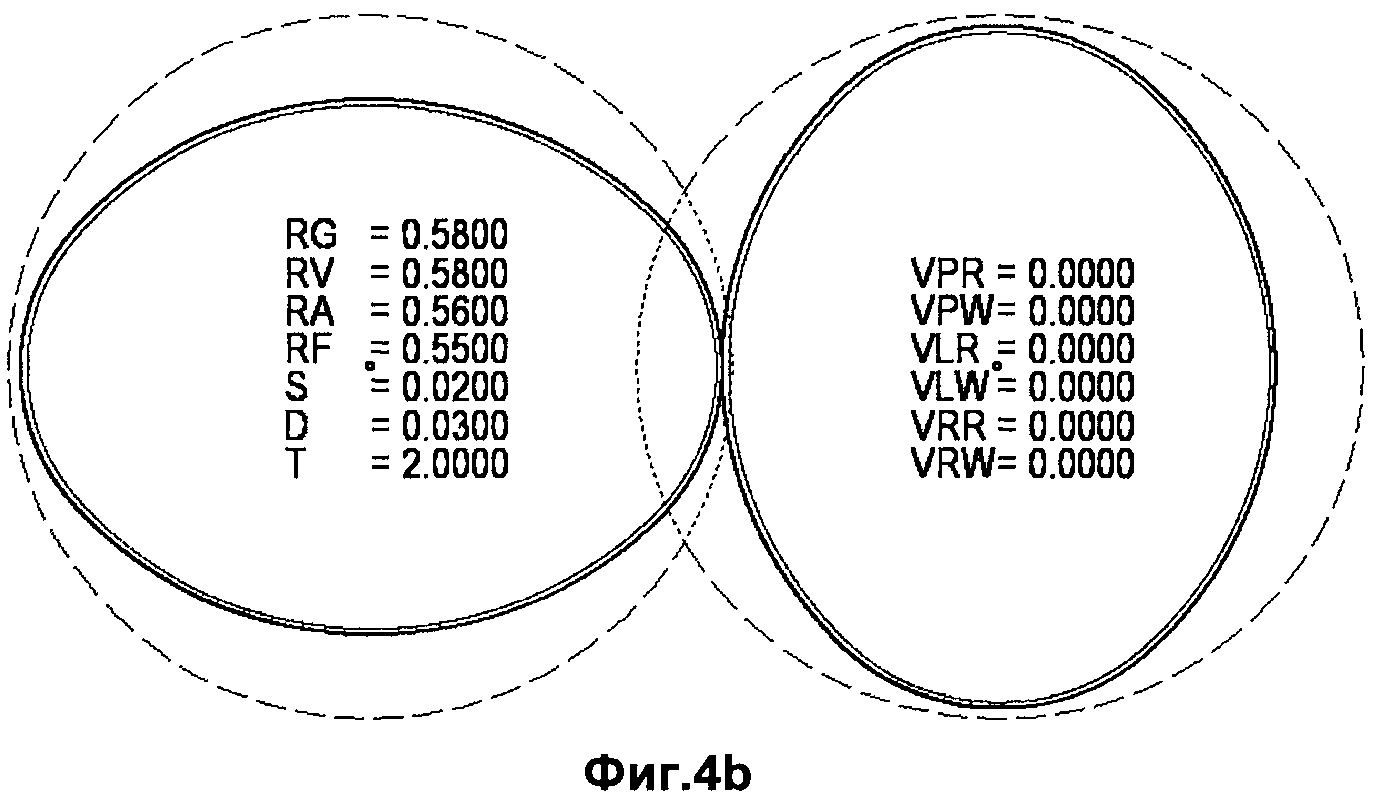
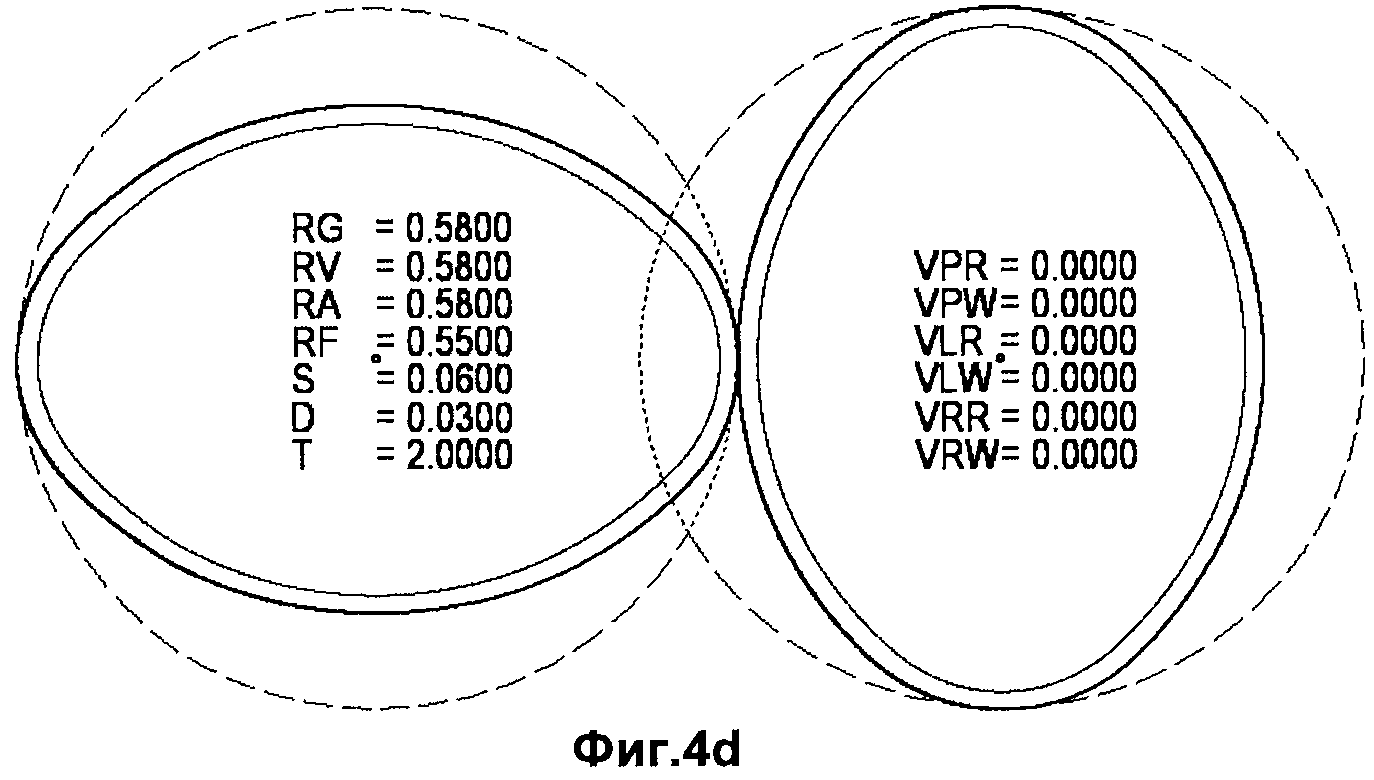
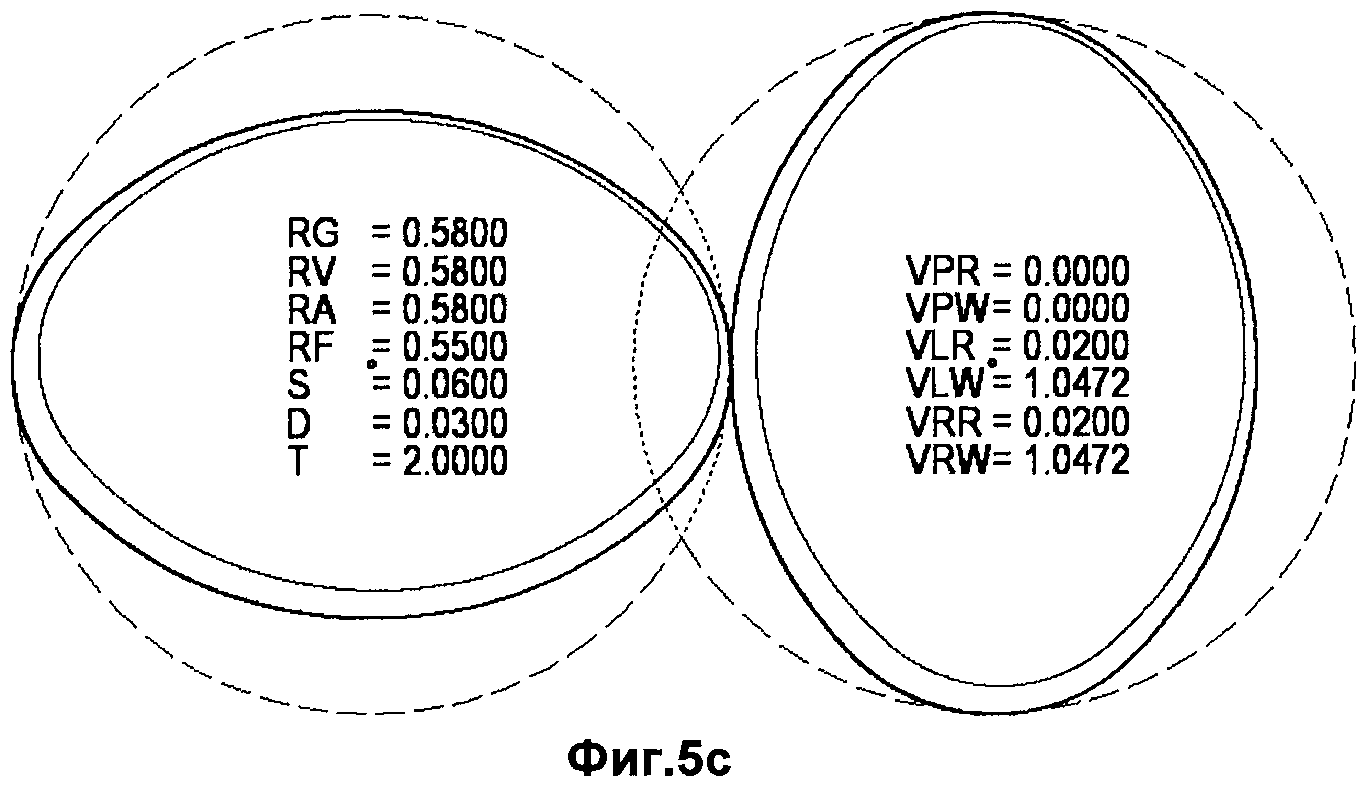
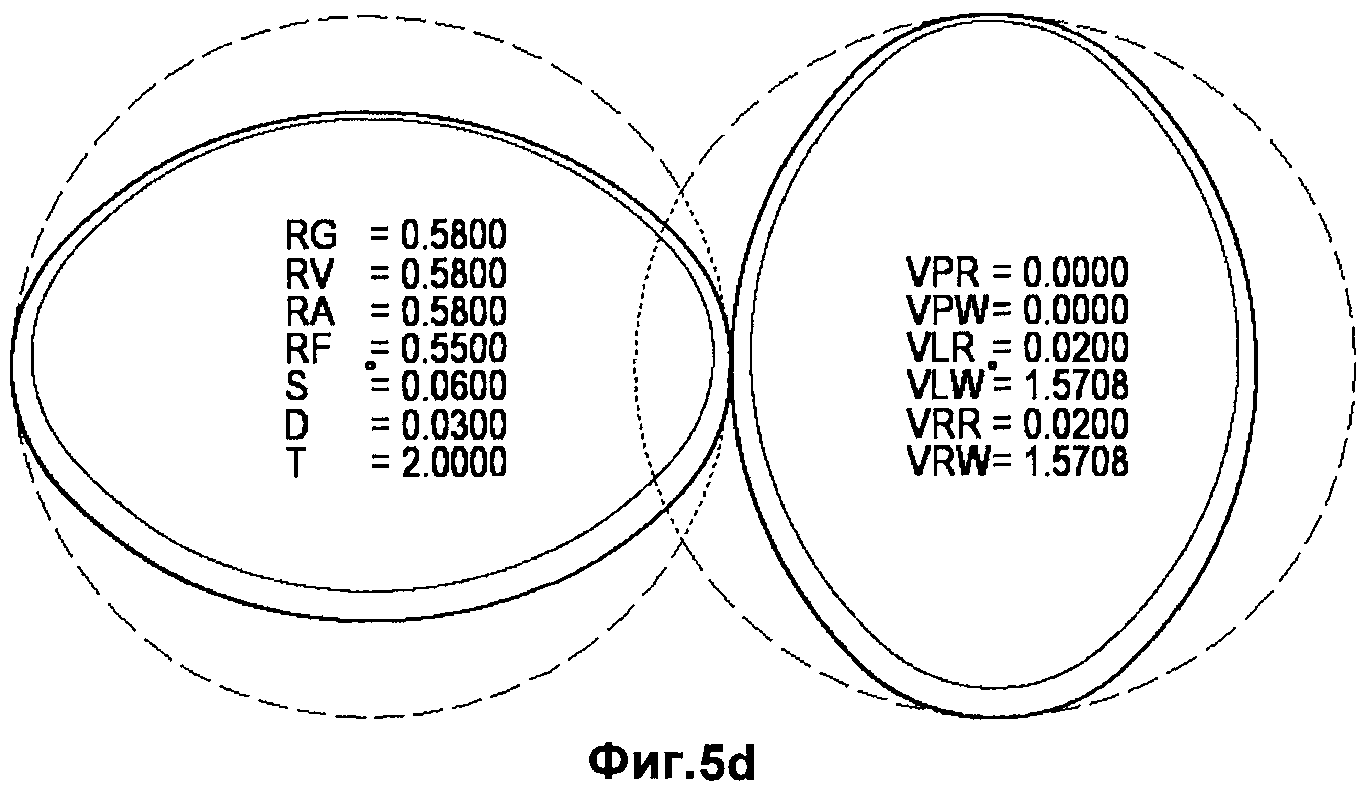
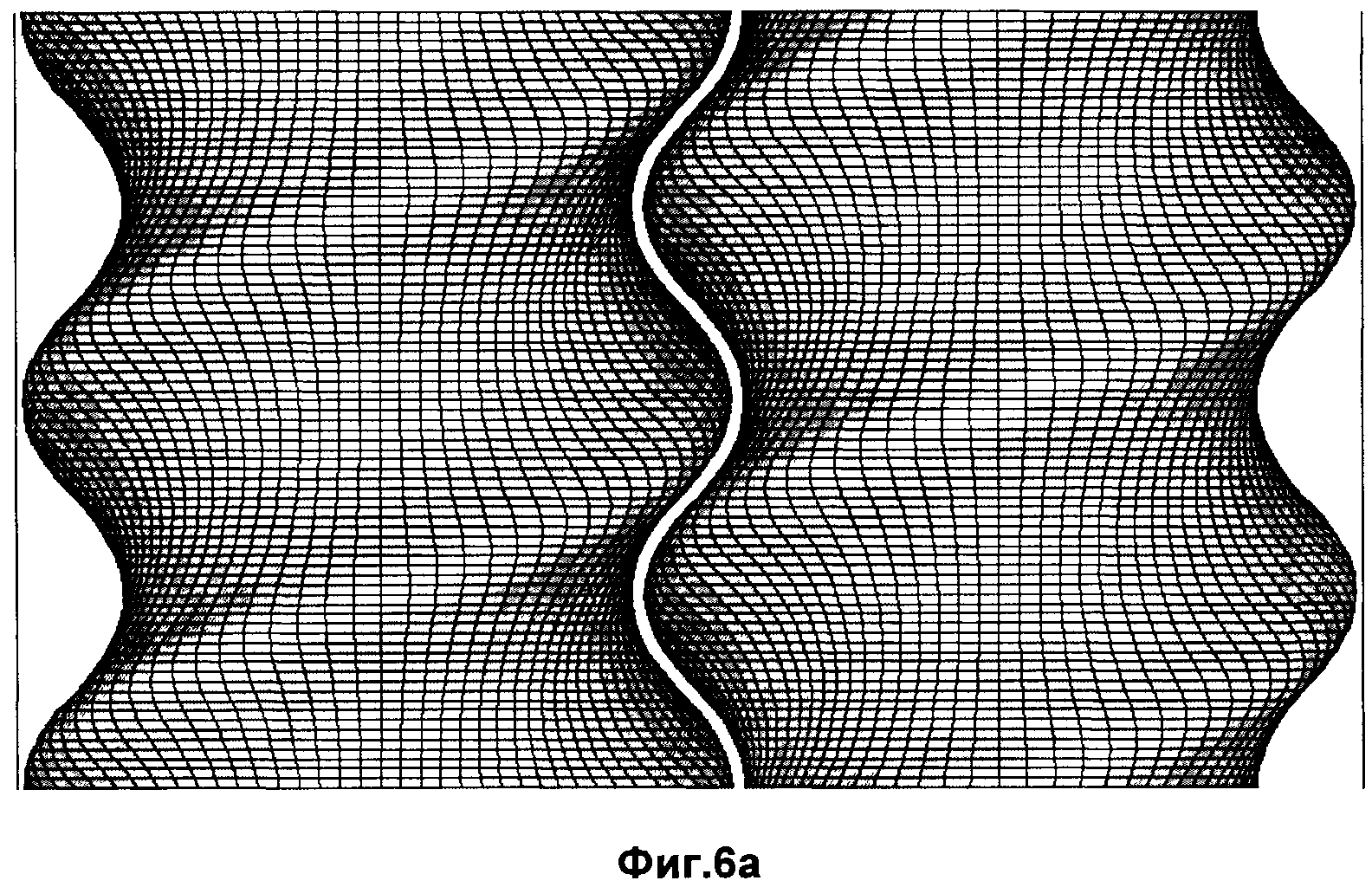
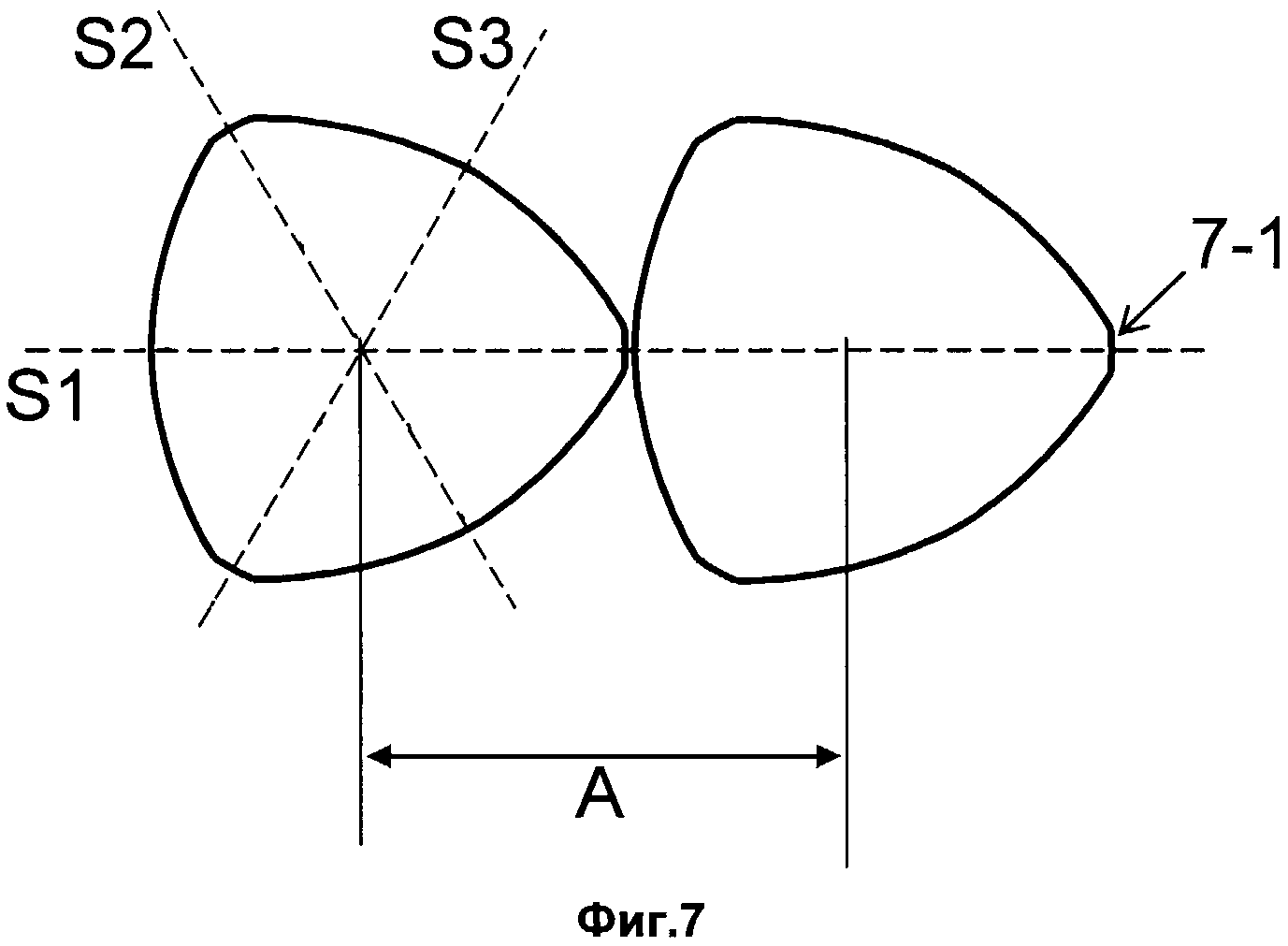
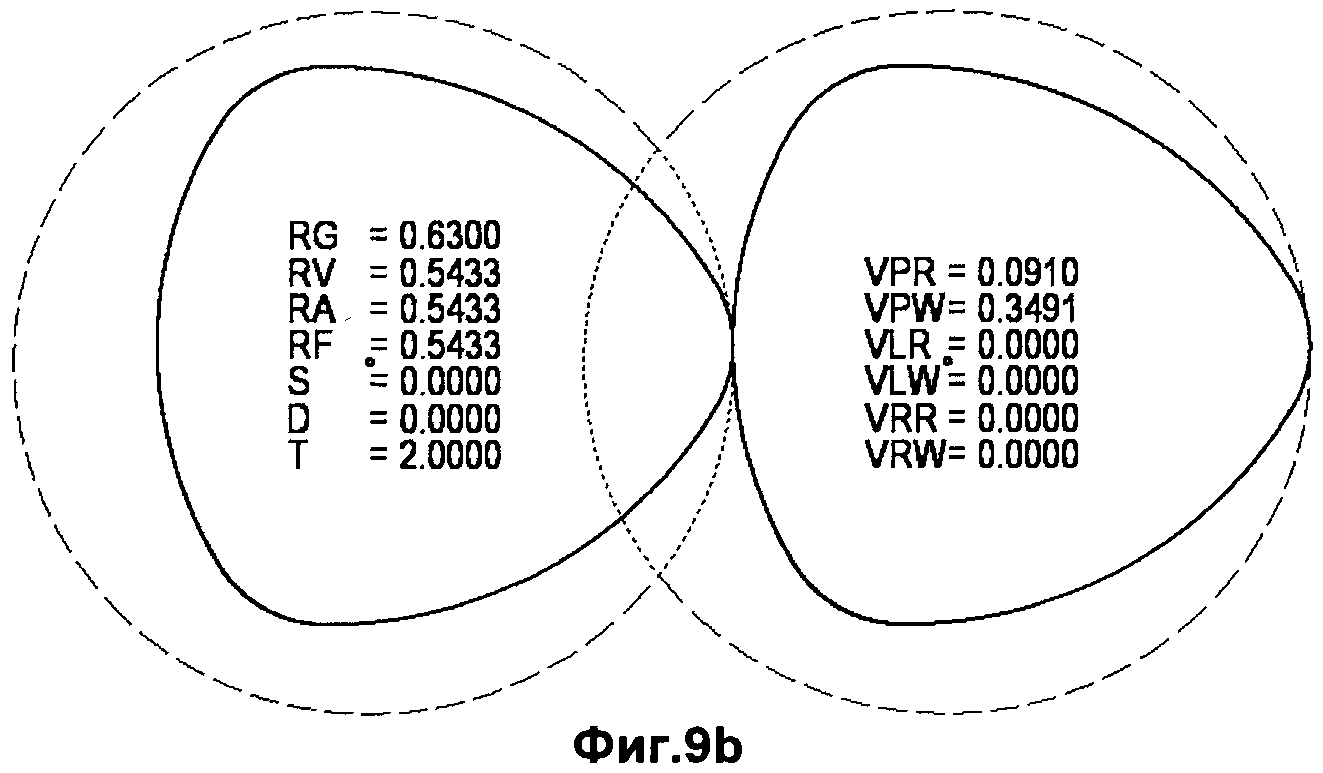
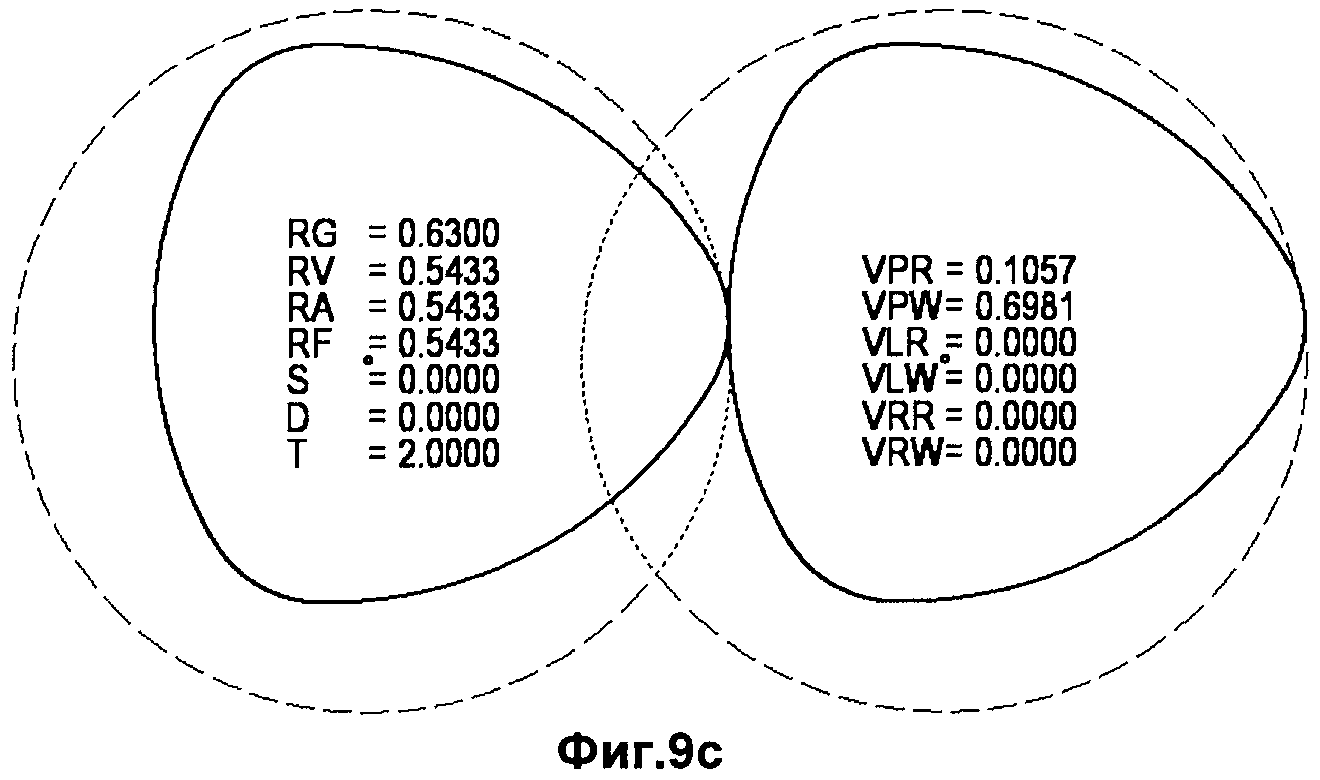
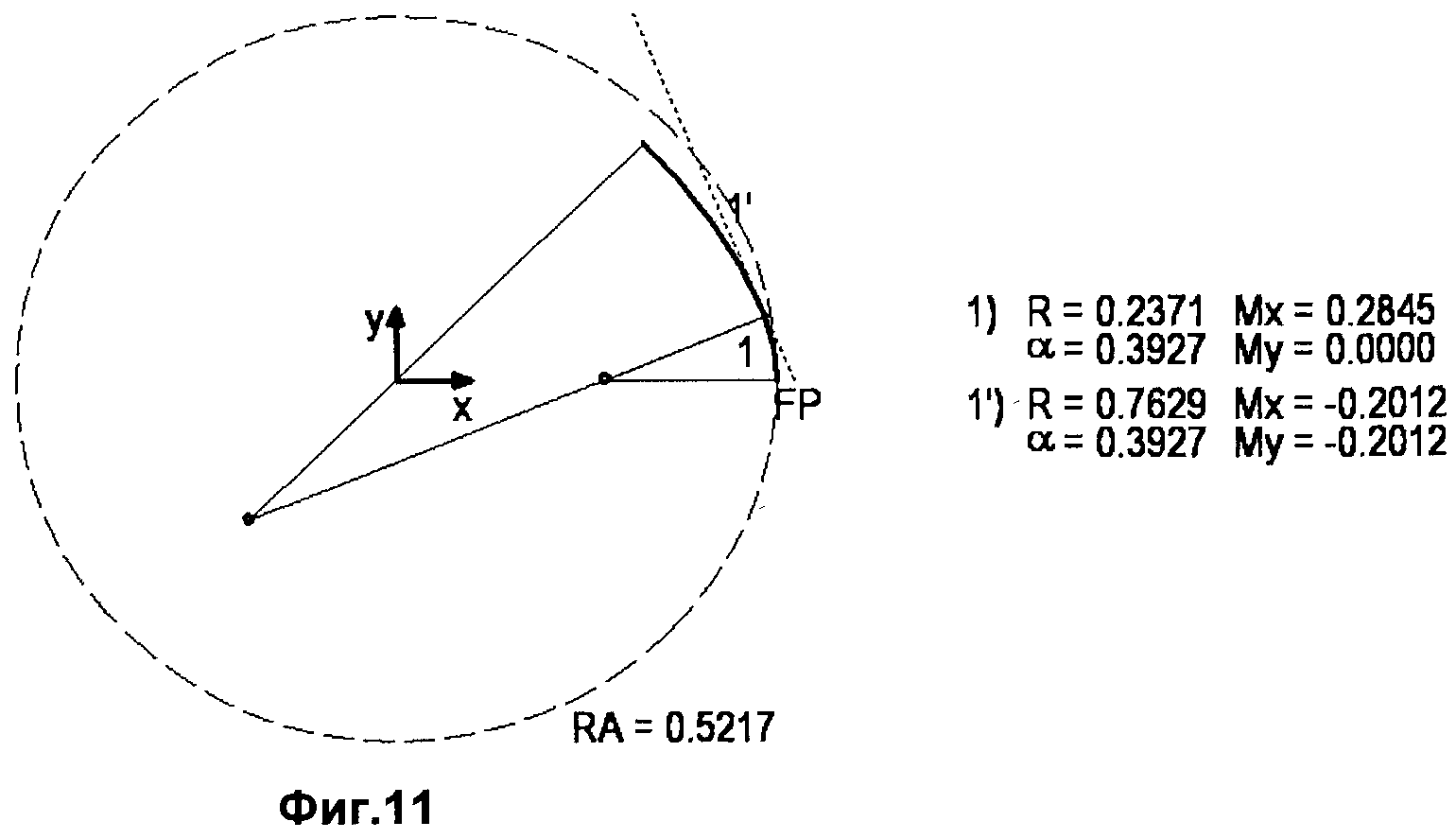
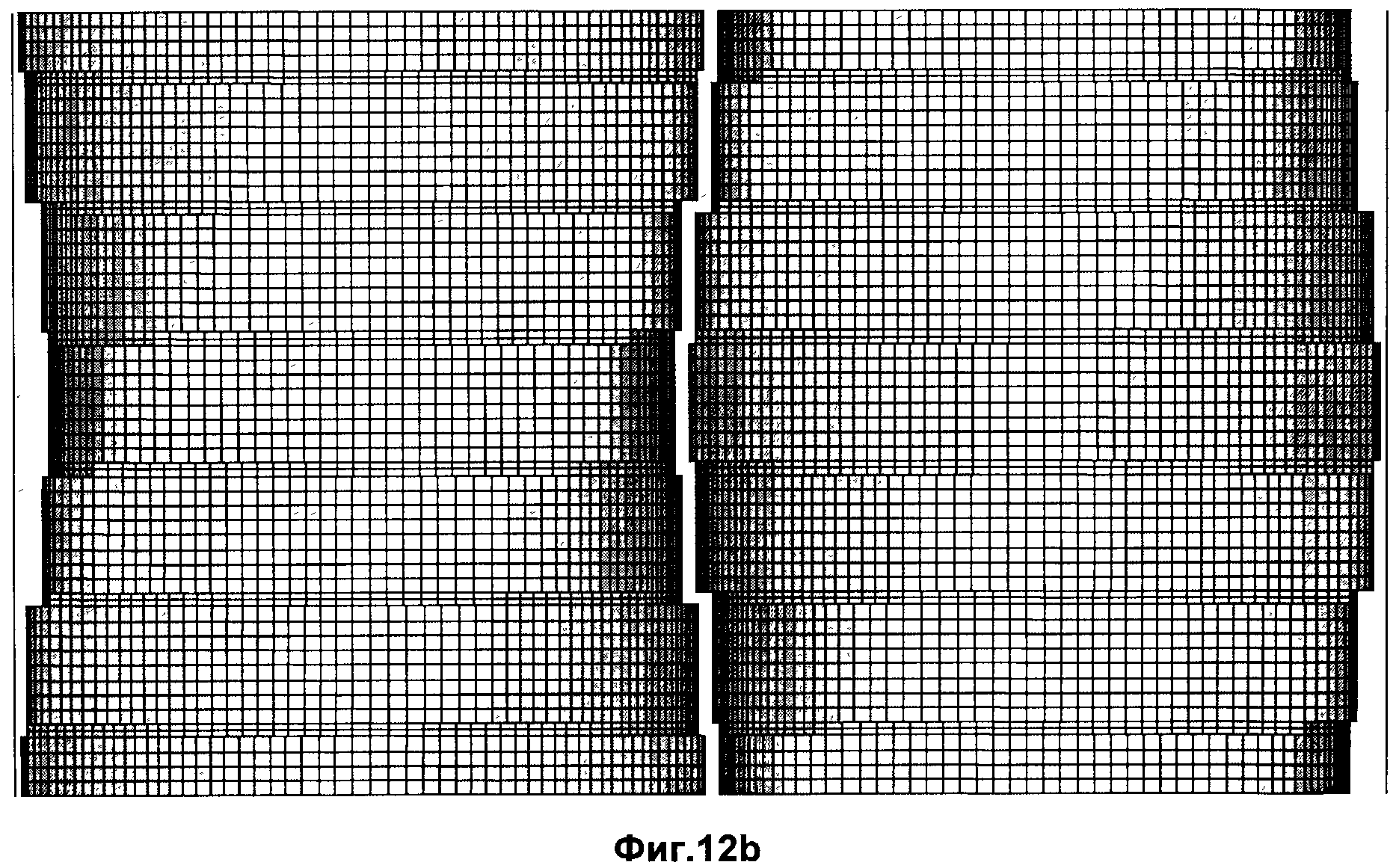
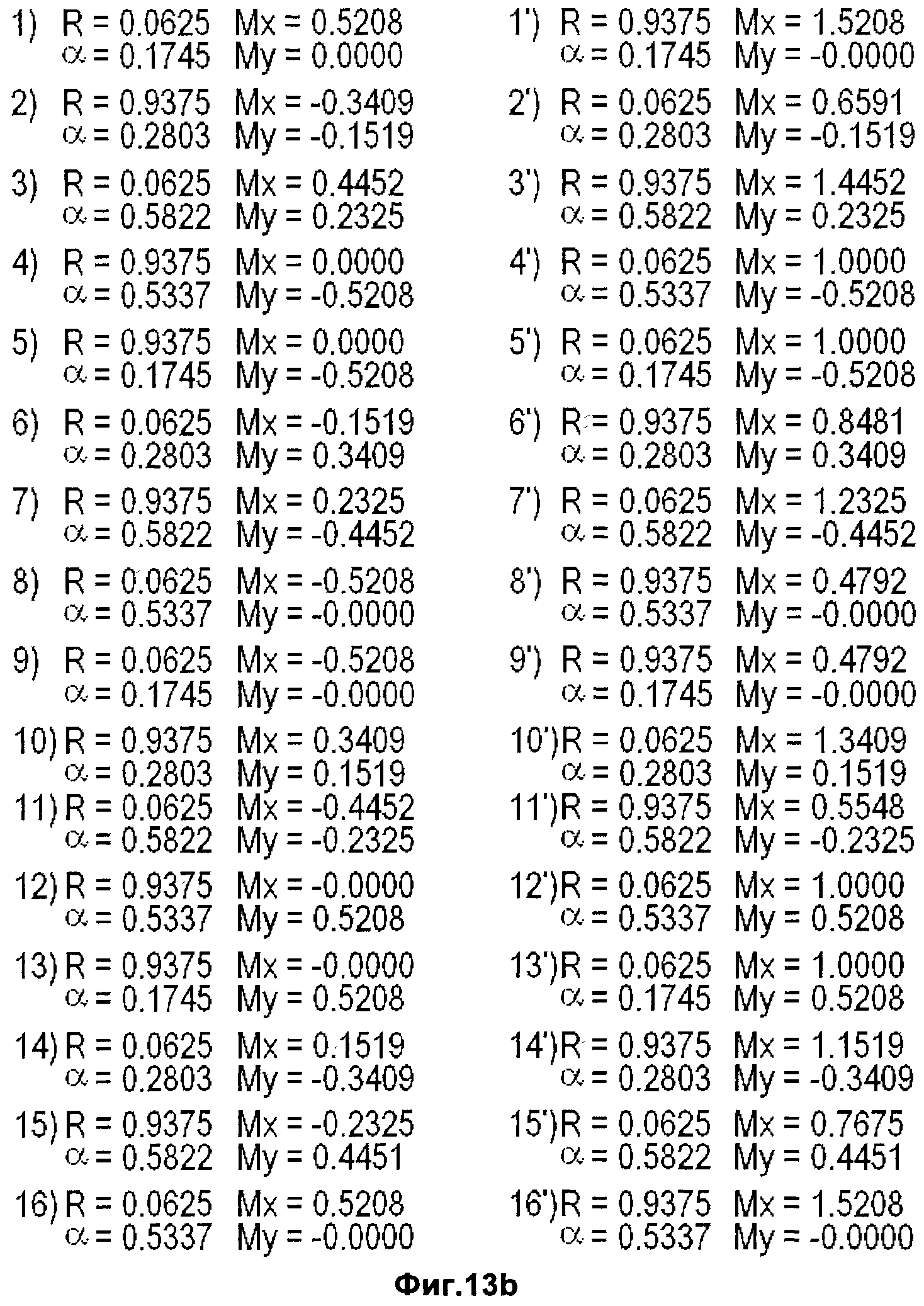
- наружный радиус ra создающего профиля шнека выбирают больше нуля (ra>0) и меньше межосевого расстояния (ra - внутренний радиус ri создающего профиля шнека выбирают больше 0 (ri>0) и меньше межосевого расстояния или равен ему (ri≤ra), - дуги окружности, задавая их положение и размер, последовательно располагают так, чтобы все дуги окружности создающего профиля шнека переходили друг в друга тангенциально (по касательной) и образовывали замкнутый выпуклый профиль шнека, причем каждая из дуг окружности создающего профиля шнека располагалась бы в пределах или на границе кольца с наружным радиусом ra и внутренним радиусом ri, центр которого лежит в центре вращения создающего профиля шнека, по меньшей мере одна из дуг окружности создающего профиля шнека касалась бы наружного радиуса ra создающего профиля шнека в точке РА, а по меньшей мере одна из дуг окружности создающего профиля шнека касалась бы внутреннего радиуса ri создающего профиля шнека в точке PI, - n′ дуг окружности создаваемого профиля шнека формируют из n дуг окружности создающего профиля шнека посредством того, что, - число дуг окружности создаваемого профиля шнека n′ равно числу дуг окружности создающего профиля шнека n, - наружный радиус создаваемого профиля шнека ra′ равен разности межосевого расстояния и внутреннего радиуса ri создающего профиля шнека (ra′=a-ri), - внутренний радиус создаваемого профиля шнека ri′ равен разности межосевого расстояния а и наружного радиуса ra создающего профиля шнека (ri′=a-ra), - угол j′-ой дуги окружности создаваемого профиля шнека равен углу αj j-ой дуги окружности создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′, - сумма радиуса j′-ой дуги окружности создаваемого профиля шнека и радиуса rj j-ой дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′, - центр j′-ой дуги окружности создаваемого профиля шнека находится от центра j-ой дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр j′-ой дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра j-ой дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр j′-ой дуги окружности создаваемого профиля шнека с центром j-ой дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′, - начальная точка j′-ой дуги окружности создаваемого профиля шнека располагается относительно центра j′-ой дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка j-ой дуги окружности создающего профиля шнека относительно центра j-ой дуги окружности создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′. Способ согласно изобретению отличается тем, что он позволяет конструировать соответствующие части профилей только с помощью циркуля и угольника. Так, переход по касательной от j-ой к (j+1)-ой дуге окружности создающего профиля шнека конструируют, описывая вокруг конечной точки j-ой дуги окружности окружность радиусом rj+1, а ближняя к центру вращения создающего профиля шнека точка пересечения этой окружности с прямой, задаваемой центром и конечной точкой j-ой дуги окружности, становится центром (j+1)-ой дуги окружности. Рекомендуется реализовывать способ создания шнековых профилей на компьютере. В этом случае размеры шнековых элементов представлены в виде, в котором их можно подать на станок с ЧПУ (CNC - Computerized Numerical Control) для создания шнековых элементов. Таким образом, предметом настоящего изобретения является также компьютерный программный продукт со средствами программного кода для реализации способа согласно изобретению создания шнековых профилей согласно изобретению на компьютере. В предпочтительной форме исполнения пользователю компьютерного программного продукта предлагается предпочтительно графическая оболочка, с помощью каковой он может ввести подлежащие выбору параметры (число дуг создающего и создаваемого профилей шнека, радиусы, углы). Предпочтительно, чтобы при этом компьютерная система оказывала ему поддержку, выдавая сообщения и указания, если в сиу выбора значений параметров получаются шнековые профили, которые не обеспечивают попарной точной очистки скоблением. Предпочтительно, чтобы при вводе параметров поддержка состояла в указании допустимых диапазонов параметров. Под допустимыми значениями параметров подразумевают такие сочетания значений параметров, которые дают в итоге шнековые профили, попарно точно очищающие друг друга скоблением. В предпочтительной форме исполнения на компьютере виртуальным способом конструируют не только профили, но и целые шнековые элементы. Предпочтительно выводить результаты конструирования на экран или на принтер в виде чертежей. Также допустимо выводить результат в виде файла, который в предпочтительной форме исполнения можно передавать на фрезеровочный обрабатывающий центр с поддержкой САПР (CAD) для создания соответствующих шнековых элементов. После того как профили описанным образом созданы, шнековые элементы согласно изобретению можно изготовить, например, с помощью фрезеровочного станка. Предпочтительные материалы для изготовления шнековых элементов - это различные сорта стали, в особенности азотированные стали, хромистые, инструментальные и нержавеющие стали, а также металлические композиты, изготовленные методом порошковой металлургии на основе железа, никеля или кобальта. Способ согласно изобретению позволяет с самого начала выполнять профиль шнека таким образом, чтобы он лучше всего годился для поставленной задачи. Шнековые элементы, известные на нынешнем техническом уровне, большей частью не приспособлены к выполнению конкретной задачи оптимальным образом. Напротив, изготовители поставляют шнековые элементы (транспортировочные, месильные и смесительные элементы) из фиксированного набора, независимо от конкретной задачи. Способ согласно изобретению позволяет практически произвольно формировать профиль самоочищающихся шнековых элементов и, стало быть, тончайшей настройкой параметров оптимизировать их для конкретного применения. В связи с этим следует отметить, что число дуг окружности для создания профилей шнека неограниченно. Это позволяет, применяя достаточно высокое количество дуг, с желательной точностью аппроксимировать шнековые профили, которые исходно не состоят из дуг окружности и соответственно не являются самоочищающимися. При этом получающийся профиль, аппроксимированный до дуг окружности, разумеется, оказывается самоочищающимся. Следует также указать, что из профиля шнека (создающего или создаваемого) можно рассчитать профиль продольного сечения. Предпочтительно использовать каждую дугу профиля шнека, чтобы с помощью явной функции рассчитать принадлежащую к этой дуге окружности часть продольного сечения. Для расчета удаления s точки на дуге окружности какого-либо профиля шнека на первом этапе определяют точку пересечения (Sx, Sy) прямой g, характеризуемой тем, что указанная прямая находится в плоскости профиля шнека, проходит через центр вращения профиля шнека, а ориентация прямой задана углом φ, с дугой окружности kb, характеризуемой радиусом r и положением центра (Mx, My). На втором этапе рассчитывают удаление точки пересечения (Sx, Sy) от центра вращения профиля шнека. Расчет точки пересечения прямой с дугой можно представить функцией в явном виде. То же самое справедливо для расчета удаления. Поэтому для удаления справедливо s=s(φ, r, Mx, My). Угол φ при известном шаге t шнекового элемента можно с помощью φ/2π*t перевести в осевую координату z_ax, так что для расстояния окажется справедливо s=s(z_ax, r, Mx, My)=s(φ/2π*t, r, Mx, My). Функция s(z_ax, r, Mx, My) описывает искомое продольное сечения дуги окружности профиля шнека. Также предметом настоящего изобретения является применение шнековых элементов согласно изобретению в многовальных шнековых машинах. Предпочтительно применять шнековые элементы согласно изобретению в двухвальных шнековых машинах. Шнековые элементы можно применять в многовальных шнековых машинах в виде месильных, смесительных или транспортировочных элементов. Также можно сочетать друг с другом месильные, транспортировочные и смесительные элементы в одной шнековой машине. Шнековые элементы согласно изобретению можно также комбинировать с другими шнековыми элементами, например, с известными на нынешнем техническом уровне. Шнековые элементы согласно изобретению образуют в многовальных шнековых машинах с попарно вращающимися в одном направлении и попарно точно очищающими друг друга скоблением шнековыми валами сплошной канал по всей их образующей. При этом ширина канала попеременно увеличивается и уменьшается. Такой канал называют также каналом конвергентно-дивергентного типа. Во время работы в таком конвергентно-дивергентном канале по всей его длине имеется сочетание тангенциального и растягивающего потока, дающее очень высокую эффективность диспергирования. В сравнении с обычными шнековыми элементами нынешнего технического уровня, имеющими в профиле перегиб, энергопоступление уменьшается. Круглые диски с эксцентрическим расположением также образуют конвергентно-дивергентный канал. Размер участка образующей, отличающегося очень узкой щелью, шнековых элементов согласно изобретению, однако, меньше, чем у круглых дисков с эксцентриковым расположением. Поэтому в сравнении с применением в многовальных шнековых машинах круглых дисков с эксцентриковым расположением энергопоступление при использовании шнековых элементов согласно изобретению. Далее следует пояснение изобретения на основании примеров и фигур, однако, оно не ограничивается таковыми. Имеет смысл работать с безразмерными величинами, чтобы упростить применение в экструдерах различных размеров. В качестве референтного размера для геометрических величин, как то: длин и радиусов, имеет смысл использовать межосевое расстояние а, поскольку изменить эту величину у экструдера невозможно. В отношении фигур справедливы следующие положения: Начало координат X и у располагается в центре вращения одного из валов. Значения всех углов приведены в радианах. Все остальные размеры нормированы на межосевое расстояние и представлены прописными буквами: A=a/a; Rj=rj/a; RA=ra/a; RI=ri/a, T=t/a и т.д. Mx и My - это абсцисса центра дуги окружности, создающей профиль, R - это радиус дуги окружности, нормированный на межосевое расстояние а, а α - это угловой размер дуги окружности. Прочие обозначения: RG - нормированный радиус корпуса, RV - нормированный виртуальный радиус корпуса, RA - нормированный наружный радиус профиля с точной очисткой скоблением, RF - нормированный наружный радиус подлежащего изготовлению шнека, S - нормированный люфт (зазор) между шнеками, D - нормированный зазор между шнеком и корпусом, VPR - нормированный модуль сдвига профиля, VPW - угол сдвига профиля в радианах, VLR - нормированный модуль сдвига левого вала, VLW - угол сдвига левого вала, VRR - нормированный модуль сдвига правого вала, VRW - угол сдвига правого вала. На фигуре 1 показано сечение двух двухходовых шнековых элементов с точной очисткой скоблением, расположенных на расстоянии А друг от друга и изготовленных на нынешнем техническом уровне. У шнековых элементов один и тот же профиль с осевой симметрией. Правый шнековый элемент повернут относительно левого на 90°. Точки, обозначенные как 1-1, представляют собой центры вращения валов, на которых размещены шнековые элементы Представленный профиль образуется несколькими симметричными участками. На переходах между участками имеются перегибы (один из перегибов обозначен стрелкой 1-2). При эксплуатации многовальной шнековой машины с такими шнековыми элементами продукт в области угла гребня KW подвергается высокому сдвигу без растяжения. Шнековый элемент согласно изобретению с профилем, соответствующим фигуре 2, позволяет избежать этих недостатков. На фигуре 2a показано сечение четверти профиля двухходового шнекового элемента с точной очисткой скоблением (создающего шнекового элемента). Профиль обладает осевой симметрией по осям x и y, так что весь профиль можно сформировать отражением представленной четверти относительно осей x и y. Профиль соответствующего (создаваемого) шнекового элемента в этом случае получается при повороте создающего шнекового элемента на угол 90°. Начало координат на этой и на всех последующих фигурах означает центр вращения D вала. Вокруг профиля обведена штриховая окружность наружного радиуса RA. Отверстие в корпусе представлено концентричной ей окружностью, имеющей увеличенный в сравнении с наружным радиусом на величину люфта (зазора) S радиусом RG. (RG=RA+S) Профиль шнека на фигуре 2a состоит из двух дуг окружности, которые переходят друг в друга без перегиба. Координаты дуг окружностей приведены на фигуре 2a. Центр M1 окружности 1 лежит на горизонтали, проходящей через центр вращения, а центр M1′ окружности 1′ - на вертикали, проходящей через центр вращения (M1y=0; M1′x=0). Переход от окружности 1 к окружности 1′ происходит в точке PFP, где обеих окружностей касается прямая FP. Конструирование показанного участка профиля возможно с помощью следующих шагов: - задание точки PA на расстоянии от центра вращения D шнекового элемента, которое соответствует наружному радиусу RA шнекового элемента, - задание точки PI на расстоянии от центра вращения D шнекового элемента, которое соответствует внутреннему радиусу RI шнекового элемента, причем точка PI лежит на прямой DPI, проходящей через точку D, каковая прямая пересекается с прямой DPA, проходящей через точки PA и D, образуя угол 360°/(2·Z), - задание прямой FP на расстоянии от центра вращения D, которое соответствует половине межосевого расстояния A, а наклон ее (в радианах) составляет -1/tan(π/(2·Z)). - задание точки пересечения касательной TA в точке PA на наружной окружности с радиусом RA, описанной вокруг центра вращения D, с прямой FP и задание точки PFP на прямой FP, которая находится на том же расстоянии от этой точки пересечения, что и PA, а от центра вращения - на меньшем расстоянии, чем таковое, соответствующее радиусу RA, - задание центра M1, лежащего на пересечении перпендикуляра, опущенного на прямую FP из точки PFP, с прямой DPA, - задание центра M1′, лежащего на пересечении перпендикуляра, опущенного на прямую FP из точки PFP, с прямой DPI, - Проведение дуги окружности 1 вокруг центра M1 между точками PA и PFP, - Проведение дуги окружности 1′ вокруг центра M1, между точками PI и PFP, На фигуре 2b в качестве примера показан участок профиля двухходового шнекового элемента согласно изобретению из трех окружностей. Точка D обозначает центр вращения шнекового элемента (создающего шнекового элемента). На расстоянии A от центра вращения D находится центр вращения соответствующего (создаваемого) шнекового элемента. Вокруг центра вращения D описана окружность (внутренняя окружность) с внутренним радиусом RI и окружность (наружная окружность) с наружным радиусом RA шнекового элемента. Внутренняя и наружная окружности формируют кольцо. Все точки участка профиля, а также получающийся из него цельного профиля шнекового элемента согласно изобретению располагаются на этом кольце. Точка PA обозначает начало первой дуги окружности 1 с радиусом R1 и центром M1, располагающимся на отрезке D-PI. Точка PA располагается на наружной окружности. Точка PI обозначает начало дуги окружности 3 с радиусом R3=A-R1. Центр ее M3 лежит на соединительном отрезке D-PI. Между дугой окружности 1 и дугой окружности 3 размещается (с возможностью непрерывного дифференцирования) дуга окружности 2 с радиусом R2=A/2. Центр ее M2 располагается на расстоянии (A/2)-R1 от точки P1 и на расстоянии R3-A/2 от точки M3. Путем последовательного отражения показанного участка профиля относительно прямой, проходящей через точки D и PA, и относительно прямой, проходящей через точки D и PI, можно сконструировать весь профиль шнекового элемента согласно изобретению (создаваемого шнекового элемента). Профиль соответствующего шнекового элемента (создаваемого шнекового элемента) в этом случае получается просто при повороте создающего шнекового элемента вокруг центра вращения D на угол 90°. На фигуре 2 с показан пример шнековых элементов согласно изобретению, в котором участки профиля, обозначенные штриховыми линиями, и участки профиля, обозначенные сплошными линиями, не перекрывают друг друга при отражении относительно осей. Вместо этого профили обладают точечной (центральной) симметрией с центром в центре вращения. Особая форма исполнения шнековых элементов согласно изобретению представлена в качестве примера на фигуре 3. Она отличается тем, что отверстия в корпусе выполнены с радиусом, превышающим наружный радиус профилей шнека, а профили шнека попарно сдвинуты относительно центров отверстий в корпусе, но при этом центры вращения (представленные малыми окружностями) в центре отверстий в корпусе остаются неизменны. Это неожиданным образом обеспечивает дополнительное существенное снижение энергоподачи. Шнековые элементы с таким эксцентрическим вращением можно произвольно сдвигать внутри отверстия в корпусе. На фигуре 3 изображен случай, достойный особого внимания, когда оба профиля параллельно сдвинуты на одну и ту же величину в направлении прямой, проходящей через оба центра вращения, а также поперечно ей, пока они не коснутся контура корпуса. Это обеспечивает взаимное точное очищение шнеками друг друга скоблением, но по корпусу очистку осуществляет в каждом случае только один из двух гребней шнека каждого вала. Это расположение отличается полной очисткой всех поверхностей при одновременном снижении энергоподачи. До сих пор рассмотрены только шнековые профили с точной очисткой скоблением. В машинах, изготовленных для промышленности, необходимо, однако, отступить от геометрических параметров точной очистки скоблением постольку, поскольку сохраняются точно заданные зазоры при очистке. Это необходимо, чтобы избежать "задиров" металла, чтобы уравновесить допуски при изготовлении и чтобы избежать избыточного рассеивания энергии в зазорах. Тактика создания равномерных зазоров может быть различной. Больше всего распространено формирование зазоров, эквидистантных в продольном сечении через машину. Способ работы при изготовлении соответствующих профилей шнеков приведен в [1], начиная со страницы 103. Правила создания профилей шнеков с заданными зазорами можно применить к шнековым элементам согласно изобретению. На фигуре 4 приведены примеры профилей шнековых элементов согласно изобретению с зазорами (люфтами). На фигуре 4a зазор S при очистке шнеков друг другом выбран той же величины, что и зазор D при очистке корпуса. На фигуре 4b зазор S меньше, чем D, а на фигурах 4c и 4d наоборот, D меньше, чем S. С помощью фигуры 5 показано, что эксцентрические профили можно согласно изобретению также получать, конструируя профиль шнека с зазорами, а затем сдвигая профили в пределах зазоров. Профили иллюстраций 5a-d идентичны профилям иллюстрации 4d. На фигуре 5a сдвиг относительно прямой, проходящей через центры вращения шнекового элемента, осуществляется под углом 0°, на фигуре 5b - под углом 30°, на фигуре 5c - под углом 60°, а на фигуре 5d - под углом 90°. На фигуре 5 показаны примеры сдвига обоих валов с одинаковым вектором. В принципе, однако, возможно также, чтобы векторы сдвига обоих валов в пределах зазоров отличались друг от друга. В этом случае получают профили, зазор которых при очистке изменяется по мере вращения валов. Известно, что транспортировочный эффект пары профилей обусловлен тем, что профили постоянно поворачиваются со смещением в осевом направлении подобно винту. Так получается транспортировочный червяк, пример которого представлен на фигуре 6a. Месильные элементы, эффективность диспергирования у которых повышена по сравнению с транспортировочным червяком, получают, размещая призматические диски самоочищающихся профилей на оси с поворотом на определенный угол. Пример месильного элемента с семью месильными дисками, размещенными на оси со сдвигом на угол 30°, приведен на фигуре 6b. На фигурах 1-6 рассмотрены исключительно двухходовые шнековые элементы. Те же самые принципы, однако, применимы к шнековым элементам с тремя и более ходами. На фигуре 7 показано сечение двух трехходовых шнековых элементов нынешнего технического уровня (см., например, [1] с.103). Трехходовой профиль на фигуре 7 состоит из трех симметричных участков. На переходах между участками возникают перегибы, и у профиля получается гребень шнека (в качестве примера помечен стрелкой 7-1). В этом случае профиль вращается на меньшем расстоянии от корпуса и оказывает на расплав полимера чисто сдвиговое воздействие с описанными недостатками. На фигуре 8, напротив, показан участок профиля трехходового шнекового элемента согласно изобретению. Поскольку профиль обладает осевой симметрией относительно трех прямых (S1, S2, S3), располагающихся под углом 60° друг к другу и проходящих через начало координат, показан только сектор размером 60°. Весь профиль получают последовательным отражением представленной кривой профиля относительно прямых S1, S2 и S3. На показанном участке между прямыми S1 и S3 кривая профиля сформирована двумя дугами окружности. Для шнека получается конвергентно-дивергентный канал, который по всей его образующей оказывает на смешиваемый материал комбинированное воздействие - тангенциальным и растягивающим потоком. Переход по касательной между формирующими профиль окружностями 1 и 1′ происходит в том месте, где профиль касается прямой FP. В случае трехходовых профилей прямая FP проходит на расстоянии от центра вращения, равном половине межосевого, и с наклоном -1,73. Конструкцию, показанную на фигуре 8, можно использовать аналогично для всех значений отношения наружного радиуса шнека к межосевому расстоянию в пределах от 0,5 до 0,577. Для трехходовых профилей возможна конструкция с эксцентрическим вращением. Такие профили шнеков показаны на фигуре 9a-d. Процедура аналогична процедуре, используемой для двухходовых профилей. Наружный радиус профиля уменьшают относительно радиуса корпуса, а профили попарно сдвигают, причем центральное положение центра вращения относительно корпуса сохраняется. Особый интерес представляют профили шнеков, позволяющие шнекам взаимно полностью очищать друг друга скоблением, а корпус при этом очищается только одним гребнем. На фигуре 9a показано создание такого профиля, при котором профиль сдвигают горизонтально вправо, пока правый гребень шнека не соприкоснется с контуром корпуса. При таком расположении получаются симметричные ходы шнека между профилем и корпусом. Другие варианты расположения, при которых корпус очищается одним из трех гребней шнека, получают при сдвиге профилей под углом 20° (фигура 9b) или 40° к прямой, проходящей через центры вращения (фигура 9c). У этих профилей образующийся ход шнека асимметричен. При увеличении сдвига получаются участки более интенсивного (на фигурах 9b и 9c вверху) и менее интенсивного сдвига (на фигурах 9b и 9c внизу). При смещении профиля под углом 60° к прямой, которая проходит через центры вращения (фигура 9d), можно создать схему, при которой корпус очищают два из трех гребней. Здесь асимметрия выражена сильнее всего. Имеются два участка с очень большой сдвиговой нагрузкой (на фигуре 9d вверху) и один участок с малой сдвиговой нагрузкой (на фигуре 9d внизу). Таким образом, подлежащая обработке масса подвергается резко меняющимся нагрузкам, что способствует диспергированию. Создание зазоров при взаимной очистке профилей и при очистке корпуса осуществляют в полном соответствии со способом работы, описанным для двухходовых профилей. Трехходовые профили можно согласно изобретению применять в качестве непрерывного транспортировочного червяка, как это показано на фигуре 10a, или в качестве месильных дисков согласно фигуре 10b. Четырехходовые профили шнека с освой симметрией полностью заданы участком профиля шнека размером 45°. На фигуре 11 показан участок профиля четырехходового шнекового элемента с осевой симметрией, образованного объединением двух сегментов круга. Конструирование выполняют аналогично для всех значений отношения наружного радиуса шнека к межосевому расстоянию в пределах от 0,5 до 0,541. Создание эксцентрических профилей и создание зазоров при очистке осуществляют подобно таковому в случаях двухходовых и трехходовых профилей, и здесь оно не показано. Четырехходовые профили можно применять в качестве непрерывного транспортировочного червяка, как это показано на фигуре 12a, или в качестве месильных дисков согласно фигуре 12b. Профили согласно изобретению, имеющие более четырех витков, можно изготовить аналогичным образом. Точно так же можно аналогично изменять ширину зазоров и создавать эксцентриковые профили. На фигуре 13a схематически показан пример пары шнековых элементов согласно изобретению в сечении. Создающий профиль шнека представлен левым профилем шнека. Создаваемый профиль шнека представлен правым профилем шнека. Оба профиля шнека состоят из 16 дуг окружностей. Дуги окружностей создающего и создаваемого профиля шнека обозначены толстыми сплошными линиями, пронумерованными надлежащим образом. Центры дуг окружности изображены маленькими кружками. Центры дуг окружностей соединены тонкими сплошными линиями как с начальной, так и с конечной точкой соответствующей дуги окружности (ограничительные линии) Наружный радиус шнека одинаков для создающего и создаваемого профиля шнека. В области корпуса шнека наружный радиус шнека представлен тонкой штриховой линией, а в области промежутка - тонкой пунктирной линией. Из-за большого количества дуг окружности и ввиду изготовления фигур с помощью компьютерной программы может случиться, что номера отдельных дуг окружности накладываются на ограничительные линии и поэтому плохо читаются. Несмотря на то, что отдельные номера отчасти плохо видны, конструкция профиля все же ясна в контексте настоящего описания и координат, приведенных на фигуре 13b. Пара профилей шнеков согласно изобретению, показанная на фигуре 13a, обладает точечной, но не осевой симметрией. Прямая FP (показанная пунктиром) касательной не является. Такой шнековый элемент обеспечивает значительную свободу для диспергирования, поскольку участки до и после гребней, имеющие решающее значение для эффективности диспергирования, можно сформировать в точном соответствии с задачей, не будучи связанным геометрическими ограничениями, обусловленными прямой FP. На фигуре 13b для всех дуг окружности фиг.13a показаны координаты x и y (Mx и My) центров, радиусы R и углы α. Угловые величины приведены в радианах, все остальные размеры нормированы на межосевое расстояние (отнесены к нему) и поэтому безразмерны.
Реферат
Заявленное изобретение относится к шнековым элементам для многовальных шнековых машин с попарно вращающимися в одном направлении и очищающими друг друга шнековыми валами, применению шнековых элементов в многовальных шнековых машинах, а также к способу изготовления шнековых элементов. Техническим результатом заявленного изобретения является улучшение эффективности диспергирования при минимальной энергоподаче. Технический результат достигается в шнековых элементах для многовальных шнековых машин, попарно вращающихся в одном направлении и попарно точно очищающих друг друга скоблением шнековыми валами, имеющих два или более хода шнека. Причем профили шнека можно по всему сечению представить в виде непрерывно дифференцируемой кривой профиля. При этом профиль шнека по всему сечению состоит из четырех или более дуг окружности, а в своих начальной и конечной точках дуги окружности переходят друг в друга тангенциально. 3 н. и 10 з.п. ф-лы, 28 ил.
Формула
- создающий и создаваемый профили шнека располагаются на межосевом расстоянии а друг от друга,
- число дуг окружности создаваемого профиля шнека равно n,
- наружный радиус rа создающего профиля шнека больше 0 (ra>0) и меньше межосевого расстояния (ra
- все дуги окружности создающего профиля шнека переходят друг в друга тангенциально,
- дуги окружности образуют замкнутый профиль шнека, т.е. суммы углов αj всех дуг окружности j равны 2π, причем π - отношение длины окружности к длине ее диаметра (π≈3,14159),
- дуги окружности образуют замкнутый профиль шнека,
- каждая из дуг окружности создаваемого профиля шнека располагается внутри или на границе кольца, имеющего наружный радиус ra и внутренний радиус ri, центр которого лежит в центре вращения создающего профиля шнека,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается наружного радиуса rа создающего профиля шнека в точке PA,
- по меньшей мере одна из дуг окружности создающего профиля шнека касается внутреннего радиуса ri создающего профиля шнека в точке PI,
- число дуг окружности создаваемого профиля шнека n′ равно числу дуг окружности создающего профиля шнека n,
- наружный радиус создаваемого профиля шнека ra′ равен разности при вычитании внутреннего радиуса ri создающего профиля шнека из межосевого расстояния (ra′=a-ri),
- внутренний радиус создаваемого профиля шнека ri′ равен разности при вычитании наружного радиуса rа создающего профиля шнека из межосевого расстояния (ri′=a-ra),
- угол j′-ой дуги окружности создаваемого профиля шнека равен углу αj j-й дуги окружности создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′,
- сумма радиуса j′-й дуги окружности создаваемого профиля шнека и радиуса rj j-й дуги окружности создающего профиля шнека равна межосевому расстоянию а, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′,
- центр j′-й дуги окружности создаваемого профиля шнека находится от центра j-й дуги окружности создающего профиля шнека на расстоянии, которое равно межцентровому расстоянию а, и центр j′-й дуги окружности создаваемого профиля шнека находится от центра вращения создаваемого профиля шнека на расстоянии, которое равно расстоянию от центра j-й дуги окружности создающего профиля шнека до центра вращения создающего профиля шнека, а линия, соединяющая центр j′-й дуги окружности создаваемого профиля шнека с центром j-й дуги окружности создающего профиля шнека, проходит параллельно линии, соединяющей центр вращения создаваемого профиля шнека и центр вращения создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′,
- начальная точка j′-й дуги окружности создаваемого профиля шнека располагается относительно центра j′-й дуги окружности создаваемого профиля шнека в направлении, противоположном направлению, в котором лежит начальная точка j-й дуги окружности создающего профиля шнека относительно центра j-й дуги окружности создающего профиля шнека, причем j и j′ - это целые числа, которые совместно приобретают все значения в пределах от 1 до числа дуг окружности n либо же n′.
Документы, цитированные в отчёте о поиске
Смешивающе-месильная установка непрерывного действия для пластифицируемых масс
Комментарии