Инфракрасный металлический нагревательный прибор и способ его изготовления - RU2600801C2
Код документа: RU2600801C2
Чертежи











Описание
НАЗНАЧЕНИЕ ИЗОБРЕТЕНИЯ
[0001] Настоящая группа изобретений относится к устройствам, предназначенным для использования в инфракрасной горелке и к способам их изготовления, а более конкретно к инфракрасным устройством для инфракрасного конверсии и радиационного нагрева от горелки, использующей подводимую к ней полностью предварительно перемешанную смесь, а также к способам его изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] При недостатке энергии и увеличением степени загрязнения окружающей среды, страны во всем мире ведутся разработки энергосберегающих средств, и появляется все большей таких энергетических продуктов.
[0003] Обычные газовые приборы представлены в основном атмосферной горелкой, которая нагревается в цель в основном физической конвекции. Этот режим нагрева приводит к большому количеству химического и физического тепловых потерь. Например, в Китае, стандарт для тепловой эффективности атмосферной горелкой, используемой в бытовых встроенный печи задается, только как 50%. На самом деле, максимальное термический КПД атмосферной горелкой не превышает 55%. Чтобы улучшить тепловую эффективность газовых приборов, химические и физические тепловые потери в процессе сгорания должно быть уменьшено. Однако существующие режимы сгорания ограничивают повышение тепловой эффективности атмосферных горелок.
[0004] Китайская заявка на патент №200510035410,0, под названием на "Инфракрасное устройство для горелки, используемой в газовых приборов и способ его изготовления" раскрывает высокоэффективное устройство. Устройство применяется с горелкой и может преобразовать обычный процесс формирования физико-химический тепловой энергии в процесс формирования инфракрасной энергии излучения. Тепловая энергия передается на нагреваемый продукт в виде инфракрасного излучения. Этот режим нагревания эффективно снижает физические и химические тепловые потери, и отвечает техническим требованиям экономии энергии и низкого уровня потерь. Термический КПД горелки в изобретении превышает 68%, а выбросы СО и NOX намного ниже китайского национального стандарта, тем самым полностью решить проблемы низкой тепловой эффективностью и низким инфракрасного излучения газовых приборов.
[0005] Однако, на практике, часть слоев или металлических полос ИК-горелки склонны выступать из поверхности устройства из-за частого чередования высокой и низкой температуры, что приводит к деформации и осевому перемещению блока с сотовой структурой (сотового элемента), тем самым отрицательно влияя на нормальное использование горелка.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] С учетом вышеописанных проблем, это одна цель изобретения состоит в создании инфракрасного устройства для использования в горелке и способа их получения, чтобы решить проблемы деформации и осевого перемещения металлических полос сотового элемента в результате чередования высоких и низких температур.
[0007] Сущность изобретения в части первого исполнения инфракрасного устройства для горелки состоит в том, что оно содержит блок с сотовой структурой, образованный намоткой или ламинированием металлической полосы с образованием смежных слоев с каналами и имеющий расположенные противоположно друг другу первую поверхность и вторую поверхность, и боковую поверхность, сопряженную с наружными краями первой и второй поверхностей, а также множество каналов от первой поверхность до второй поверхности, причем на боковой поверхности блока с сотовой структурой выполнены отверстия, через которые проложены металлические пруты, пересекающие несколько смежных слоев внутри блока с сотовой структурой, причем металлические пруты, расположены в сквозных отверстиях и зафиксированы относительно металлической полосы.
В частных случаях реализации каналы выполнены имеющими форму из группы: круглые, овальные, полукруглые или многоугольные, блок с сотовой структурой выполнен с центральным отверстием, имеющим диаметр от 2 до 300 мм, расположенным в середине блока с сотовой структурой с возможностью пропускания потока воздуха, центральное отверстие и боковая поверхность снабжены металлической рамой, соответственно, по меньшей мере, один конец металлического прута закреплен на металлической полосе или на металлической раме.
Сущность изобретения в части второго исполнения инфракрасного устройства для горелки состоит в том, что оно содержит блок с сотовой структурой, образованный намоткой или ламинированием металлической полосы с образованием смежных слоев с каналами и имеющий расположенные противоположно друг другу первую поверхность и вторую поверхность, и боковую поверхность, сопряженную с наружными краями первой и второй поверхностей, а также множество каналов от первой поверхность до второй поверхностями, причем на части первой и/или второй поверхности слои металлической полосы выполнены с выделенными фрагментами, которыми сопряжены и скреплены соседние слои металлической полосы с образованием встроенного конструктивного элемента.
Предпочтительно, объем встроенного элемента заполнен металлическим материалом, закрепленным к металлической полосе с помощью сварки.
В частных случаях реализации встроенный элемент формируется и фиксируется плавлением и сваркой металлических полос, встроенный элемент металлических полос расположен одним концом на краю блока с сотовой структурой, встроенный элемент пересекает все слои металлической полосы блока с сотовой структурой.
Предпочтительно, встроенный элемент выполнен Y-образной формы, расширяющейся наружу.
Блок с сотовой структурой может быть выполнен с центральным отверстием, имеющим диаметр от 2 до 300 мм, расположенным в середине блока с сотовой структурой с возможностью пропускания потока воздуха, центральное отверстие и боковая поверхность снабжены металлической рамой, соответственно.
Металлическая полоса может быть выполнена гофрированной или образована соединенными гофрированной металлической полосой и гладкой металлической полосой.
Металлическая полоса может быть выполнена из двух гофрированных металлических полос, а каналы образованы между двумя гофрированными металлическими полосами.
Первая поверхность и/или вторая поверхность блока с сотовой структурой может быть покрыта металлической сеткой, причем в точках контакта между блоком с сотовой структурой металлическая сетка крепится с помощью сварки.
Предпочтительно, первая поверхность и/или вторая поверхность блока с сотовой структурой покрыта воздухопроницаемой накладкой в виде металлической сетки или волокна, который фиксируется сваркой с блоком с сотовой структурой в точках контакта.
Толщина блока с сотовой структурой между первой поверхностью и второй поверхностью составляет, как правило, от 1 до 100 мм.
Сущность изобретения в части способа изготовления вышеизложенного первого исполнения инфракрасного устройства для горелки состоит в том, что он включает следующие этапы:
а) получение металлической полосы;
б) намотка или ламинирование металлической полосы с образованием блока с сотовой структурой, содержащего множество каналов; и
с) размещение на боковой поверхности блока с сотовой структурой через сквозное отверстие металлического прута, пересекающего несколько смежных слоев внутри блока с сотовой структурой, и фиксация металлического прута в сквозном отверстии для крепления металлической полосы.
Предпочтительно, способ дополнительно включает этап, соединения первой поверхности и/или второй поверхности блока с сотовой структурой с металлической сеткой или со структурой металлического волокна, и сварки в точках контакта с блоком с сотовой структурой.
Предпочтительно, способ дополнительно включает этап изготовления центрального отверстия в середине блока с сотовой структурой для пропускания потока воздуха.
Предпочтительно, способ дополнительно включает выполнение металлических рам, вокруг центрального отверстия и боковой поверхности, соответственно.
Предпочтительно, способ дополнительно включает этап фиксации, по меньшей мере, одного конца металлического прута на металлических рамах.
Сущность изобретения в части способа изготовления вышеизложенного второго исполнения инфракрасного устройства для горелки состоит в том, что он включает следующие этапы:
а) получение металлической полосы;
б) намотка или ламинирование металлической полосы с образованием блока с сотовой структурой, содержащего множество каналов; и
в) выполнение на части первой и/или второй поверхности слоев металлической полосы с выделенными фрагментами, которыми сопряжены и скреплены соседние слои металлической полосы с образованием встроенного конструктивного элемента
Предпочтительно, способ дополнительно включает заполнение объема встроенного элемента металлическим материалом, закрепленным к металлической полосе с помощью сварки.
Предпочтительно, способ дополнительно включает этап фиксации встроенного элемента плавлением и сваркой вырезанных слоев металлической полосы.
Предпочтительно, способ дополнительно включает этап покрытия металлической накладкой в виде сетки или волокна, который фиксируется сваркой с блоком с сотовой структурой в точках контакта покрытия на первой поверхности и/или второй поверхности блока с сотовой структурой с металлической сеткой или с металлическим волокном.
Предпочтительно, способ дополнительно содержит этап изготовления центрального отверстия в середине блока с сотовой структурой для пропускания потока воздуха.
Предпочтительно, способ дополнительно предусматривает выполнение металлических рам вокруг центрального отверстия и боковой поверхности, соответственно.
Предпочтительно, гофрированная металлическая полоса выполнена со складками, имеющими форму из группы: синусоидальной формы, пилообразной формы, U-образной формы волны, или прямоугольной формы.
Таким образом, для решения поставленной задачи, предусмотрено следующее.
[0008] В одном аспекте (случае реализации) данное изобретение представляет собой инфракрасное устройство для использования в горелке, включающее блок с сотовой структурой (сотовый элемент), сформированной ламинированием (спрессовыванием) или намоткой металлической полосы (ленты). Сотовый элемент содержит множество каналов (отверстий), образующих внутреннюю излучающую поверхность при работе горелки. Сотовый элемент имеет первую поверхность А и вторую поверхность В, которые противоположны друг другу, и боковую поверхность сопряжения внешнего периметра (границы) первой поверхности А и внешнего периметра (границы) второй поверхности В. Каналы (отверстия) проходят (проникают) через первую поверхность А и вторую поверхность В. Сквозное отверстие расположено на боковой поверхности сотового элемента и проникает внутрь через несколько слоев смежных металлических слоев (групп), и металлический прут (пруток, провод) расположен в сквозном отверстии для крепления металлических полос.
[0009] В другом аспекте (случае реализации) данное изобретение представляет собой инфракрасное устройство для использования в горелке, включающее блок с сотовой структурой (сотовый элемент), сформированной ламинированием или намоткой металлической полосы (ленты). Сотовый элемент содержит множество каналов (отверстий), образующих внутреннюю излучающую поверхность при работе горелки. Сотовый элемент имеет первую поверхность А и вторую поверхность В, которые противоположны друг другу, и боковую поверхность сопряжения внешнего периметра (границы) первой поверхности А и внешнего периметра (границы) второй поверхности В. Каналы (отверстия) проходят (проникают) через первую; поверхность А и вторую поверхность В. Участок металлической полосы на первой поверхности и/или на второй поверхности выполнен с сопряжением и контактом с соседними слоями металлической полосы с образованием встроенного конструктивного элемента. Таким образом, через первую поверхность А и вторую поверхность В часть металлической полосы на первой поверхности А и/или второй поверхности В встроены, перекрываются и взаимодействует с соседними металлическими полосами, чтобы сформировать встроенный конструктивный элемент.
[0010] Для вышеупомянутых исполнений инфракрасных устройств сотовый элемент образован ламинированием или намоткой металлической полосы (ленты), и блок с сотовой структурой (сотовый элемент) содержит сквозное отверстие, и металлический прут (пруток, проволоку), расположенный в сквозном отверстии, или встроенный элемент, расположенный на первый и/или второй поверхности. Таким образом, производственный процесс изготовления обоих исполнений устройств прост; результирующие устройства имеют низкую стоимость производства, и позволяют предотвратить деформацию и осевое перемещение металлических полос из-за частого чередования высокой температуры и низкой температуры.
[0011] В качестве предпочтительного исполнения объем (пространство), полученное путем образования встроенного в ламинированный или рулонный металл участка, наполнен металлическим материалом, и металлический материал закреплен на слоях свернутых металлической полосы с помощью сварки или склеивания. Таким образом, деформация блока и осевое перемещение слоев металлической полосы предотвращено.
[0012] В качестве усовершенствования, встроенный элемент закреплен путем плавления и сварки ламинированного или свернутых металлических слоев. Этот режим фиксации также направлен на предотвращение деформации сотового элемента и осевого перемещения металлических полос.,
[0013] В качестве усовершенствования, металлическая полоса представляет собой интегрированную металлическую группу, включающую два гофрированных металлических полосы, а выемки или отверстия образованы между двух металлических фасонных полос, либо интегрированных металлических слоев, содержащих слой гофрированного металла и гладкую полосу металла.
[0014] В качестве усовершенствования, первая поверхность А и/или вторая поверхность В из сотового элемента покрыта металлической сеткой, а точка контакта между телом и сотовой металлической сетки фиксируется с помощью сварки.
[0015] В качестве усовершенствования, первая поверхность А и/или вторая поверхность В из сотового элемента покрыта накладкой (структурой) из металлического волокна, структура волокна металла является воздухопроницаемым и представляет в виде волокон сетки, волокно войлок, тканые сетки или волокна бумаги, и точка контакта между блоком с сотовой структурой и накладкой из металлического волокна фиксируется с помощью сварки.
[0016] Наличие металлической сетки или металлической конструкции волокон улучшает характеристики сгорания и стабильность работы устройства.
[0017] Для первого исполнения устройства, изобретение в части способа его изготовления, включает:
[0018] А) подготовку металлической полосы (ленты);
[0019] В) ламинирование или намотка металлической ленты с образованием блока с сотовой структурой (сотового элемента), содержащего множество каналов (отверстий); и
[0020] С) Выполнение сквозного отверстия на боковой поверхности сотового элемента, что позволяет проложить в сквозное отверстие и проникнуть внутрь через несколько смежных металлических слоев, и размещение металлического прута (прутка, проволоки) в сквозном отверстии для крепления металлических слоев полосы.
[0021] Для второго исполнения устройства, изобретение в части способа его изготовления, включает:
[0022] А) подготовку металлической полосы (ленты);
[0023] В) ламинирование или намотка металлической ленты с образованием блока с сотовой структурой (сотового элемента), содержащего множество каналов (отверстий); и
[0024] С) вложение части металлической полосы (ленты) на первой поверхности и/или на вторая поверхности В, и сопряжение и соединение взаимодействующего слоя металлической полосы с соседними слоями с образованием встроенного конструктивного элемента.
[0025] Первая поверхность А и вторая поверхность В в изобретении представляют собой поверхность входа газа и поверхность выхода газа, соответственно.
[0026] Преимущества настоящего изобретения будут приведены ниже при подробном описании изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
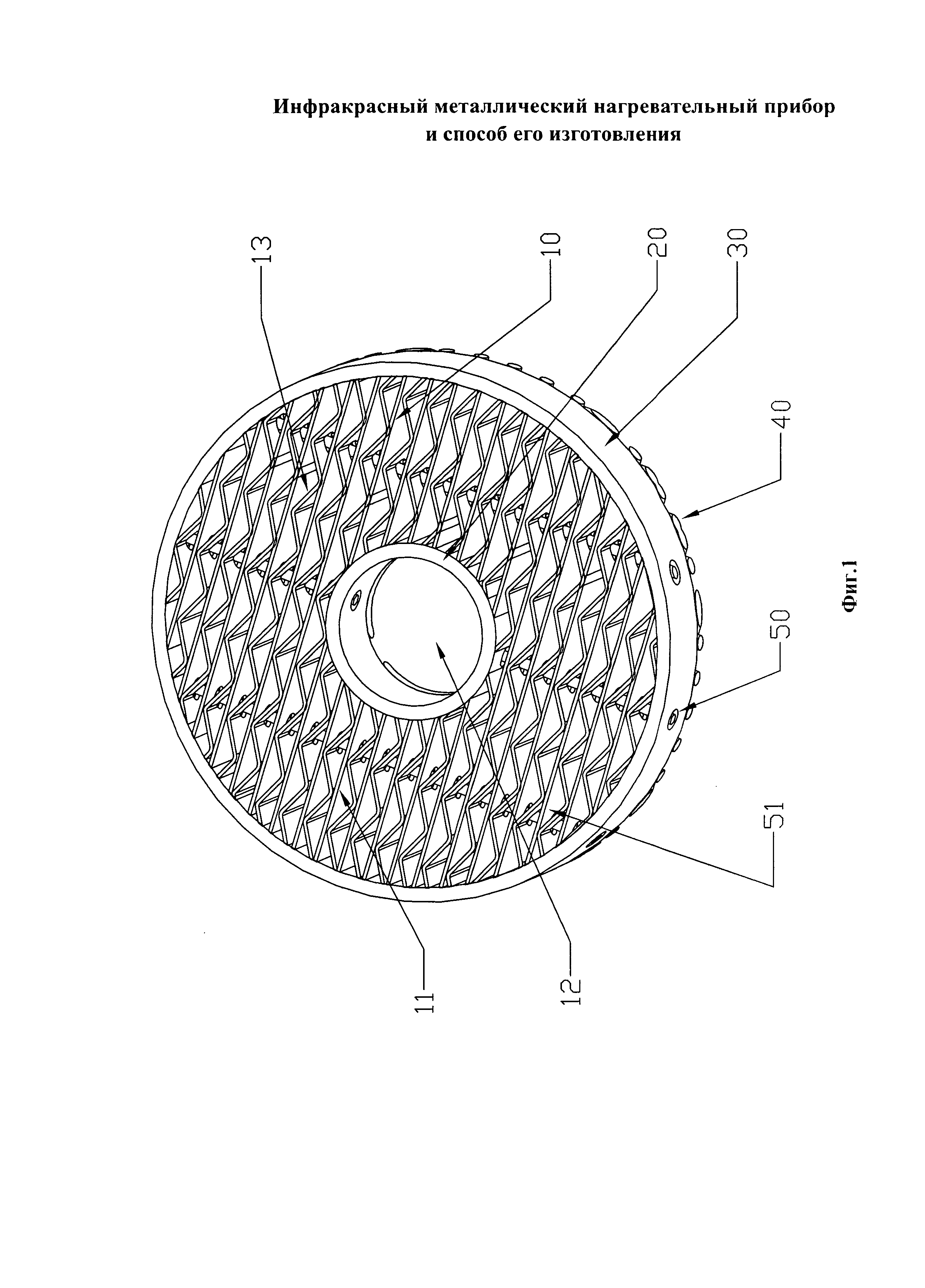
[0027] Фиг. 1 представляет собой схему инфракрасного устройства для использования в горелке в соответствии с первым вариантом осуществления настоящего изобретения.
[0028] Фиг. 2 представляет инфракрасное устройство для использования в горелке, как показано на фиг. 1, россыпью (в разобранном виде).
[0029] Фиг. 3 представляет собой схема инфракрасного устройства для использования в горелке в соответствии с другим вариантом осуществления настоящего изобретения.
[0030] Фиг. 4 представляет собой местный увеличенный вид структуры блока с сотовой структурой (сотового элемента), устройства, показанного на фиг. 3.
[0031] Фиг. 5 представляет собой вид в плане структуры блока с сотовой структурой (сотового элемента), в соответствии с первым вариантом осуществления настоящего изобретения, в котором сотовый элемент, сформирован ламинированием гофрированных металлических полос.
[0032] Фиг. 6 представляет собой вид в плане сотового элемента, показанного на фиг. 5, в котором боковая поверхность окружена металлической рамой.
[0033] Фиг. 7 представляет собой схему инфракрасного устройства для использования в горелке, содержащей встроенный элемент, как показано на фиг. 3, где встроенный элемент выполнен в виде металлического прутка сварочной проволоки.
[0034] Фиг. 8 представляет собой схему инфракрасного устройства для использования в горелке, содержащей встроенный элемент, как показано на фиг. 3, где встроенный элемент и сетка с одной стороны закреплены плавлением и сваркой собственного материала.
[0035] Фиг. 9 представляет собой схему блока с сотовой структурой, закрытого металлическими сетками с обеих сторон.
[0036] Фиг. 10 представляет вид блока с сотовой структурой по фиг. 9, с металлической сеткой с обеих сторон.
[0037] На фиг. 11 показана схема катушки для изготовления сотового элемента, содержащего центральное отверстие.
[0038] На фиг. 12 показан способ получения комплексной металлической полосы, содержащей полосу гофрированного металла и гладкую полосу металла.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0039] Для дальнейшей иллюстрации изобретений, ниже подробно приведены примеры реализации инфракрасного устройства для использования в горелке и способы их получения. Следует отметить, что следующие примеры предназначены для описания, а не для ограничения изобретения.
[0040] Подробное описание реализации изобретения будет дано ниже со ссылками на чертежи.
Пример 1
[0041] Как показано на фиг. 1-2, инфракрасное устройство относится к установке газовой горелки и содержит блок 10 с сотовой структурой (сотовый элемент). Сотовый элемент 10 содержит полосу металла и множество сквозных по толщине блока 10 каналов (продольных отверстий), которые формируются путем ламинирования (спрессовывания слоев) или намотки металлической ленты. Сотовый элемент 10 имеет первую поверхность «А» 14 и вторую поверхность «В» 15, которые противоположны друг другу, и боковую поверхность 16, сопряженную с наружными (периферийными) краями первой и второй поверхностей 14, 15. Отверстие 50 расположено поперечно на боковой поверхности 16 сотового элемента 10 и проникает внутрь через несколько смежных слоев металлических полосы, а металлический прут (провод) 51 расположен в поперечном сквозном отверстии 50 для крепления слоев металлической полосы.
[0042] В этом примере сквозное отверстие 50 и металлический прут 51, расположенный в сквозном отверстии 50, образуют, специальную фиксирующую (армирующую) структуру. Обычные (известные из уровня техники) сотовые элементы ИК склонны расширять и деформироваться из-за частого чередования высоких и низких температур, что вызывает деформацию и осевое перемещение всего сотового элемента. Расположение специальной неподвижной конструкции эффективно предотвращает деформацию и осевое перемещение сотового элемента 10 из слоев металлических полос.
[0043] В качестве частных случаев реализации каналы (отверстия) блока 10 могут быть выполнены круглой, овальной, полукруглой, или многоугольной формы. В отличие от прямоугольных каналов, каналы, имеющие указанные выше формы улучшают характеристики горения.
[0044] В качестве усовершенствования, центральное отверстие 12, имеющее диаметр от 2 до 300 мм, расположен в середине сотового элемента 10, чтобы работать в качестве канала потока воздуха. Канал для потока воздуха позволяет повторно смешивать топливный газ с воздухом, чтобы обеспечить полное сгорание.
[0045] В качестве усовершенствования, с целью повышения общей конструктивной прочности сот, центральное отверстие 12, боковая поверхность 16 или они оба снабжены (окружены) металлической рамой 20 или 30, соответственно, посредством фиксации к сотовому элементу 10.
[0046] В качестве усовершенствования, чтобы обеспечить фиксацию металлического прута (проволоки) 51, предпочтительно, по меньшей мере, один конец металлического прута (проволоки) 51 закреплен на металлической раме 20 или 30.
[0047] Следует отметить, что, хотя блок 10 с сотовой структурой сформирован путем ламинирования (спрессовывания) металлической ленты, техническое решение не ограничивается этим, блок 10 с сотовой структурой также может быть сформирован с помощью других методов, например, путем намотки металлической ленты.
Пример 2
[0048] Как показано на фиг. 3-4, инфракрасное устройство предназначено для газовой горелки и содержит блок 10 с сотовой структурой (сотовый элемент). Сотовый элемент 10 содержит полосу металла и множество сквозных каналов (отверстий), которые формируются путем ламинирования или намотки металлической ленты. Сотовый элемент 10 имеет первую поверхность А 14 и вторую поверхность В 15, которые противоположны друг другу, и боковую поверхность 16, сопряженную с наружными (периферийными) краями первой и второй поверхностей 14, 15. При этом на части первой поверхности А и/или второй поверхности В слои металлической полосы выполнены со сформированными выделенными (вырезанными или отогнутыми) фрагментами, которыми сопряжены и скреплены соседние слои металлической полосы с образованием встроенного конструктивного элемента 60. Часть металла слоя на первой поверхности А и/или на второй поверхности В сопряжены друг с другом, перекрываются и взаимодействует с соседними металлическими слоями для формирования встроенного армирующего ужесточающего конструкцию блока 10 конструктивного элемента 60.
[0049] Встроенный элемент 60 расположен на части первой поверхности А и/или на второй поверхности В и может эффективно предотвратить расширение и деформацию из-за частого чередования высоких и низких температурах, тем самым предотвращая деформацию и осевое перемещение слоев полосы блока 10 с сотовой структурой. Кроме того, в отличие от инфракрасного устройства, описанного в примере 1, инфракрасное устройство в этом примере 2 имеет более простой процесс формирования, тем самым экономя затраты на изготовление.
[0050] Как описано в примере 1, хотя блок 10 с сотовой структурой сформирован путем ламинирования (обжатия, спрессовывания слоев) металлической полосы (ленты), оно не ограничивается этим, блок 10 с сотовой структурой также может быть сформирован с помощью других методов, например, путем намотки металлической полосы (ленты).
[0051] Для обеспечения фиксации встроенной структуры элементов 60, как показано на фиг. 7, пространство, образованное путем местного соединения и сопряжения слоев металлической полосы, заполнен металлическим материалом 61, и этот металлический материал 61 закреплен на слоях металлической полосы с помощью сварки.
[0052] Предпочтительно, встроенный элемент 60(61) выполнен на некоторых металлических слоях, вблизи к краю блока 10 (сотового элемента). Когда встроенный элемент 60(61) расположен, у края, скорее всего, может быть достигнут оптимальный эффект сопротивления деформации.
[0053] Предпочтительно, встроенный элемент 60(61) пересекается со всеми металлическими слоями блока 10 с сотовой структурой. Такое расположение встроенного элемента 60(61) упрощает производственный процесс изготовления и функционирования инфракрасного устройства.
[0054] Предпочтительно, встроенный элемент 60(61) выполнен Y-образной формы, расширяющейся наружу. При этом встроенный элемент 60(61) Y-образной формы может предотвратить засорение в центре сотового элемента 10.
[0055] Предпочтительно, как показано на фиг. 8, встроенный элемент 60 формируется и фиксируется плавлением и сварки металлических слоев полосы.
[0056] Предпочтительно, встроенный элемент 60 может быть расположен на первой поверхности А и/или второй поверхности В. Если встроенный элемент 60, расположенный на первой поверхности А, при горении инфракрасное устройство может демонстрировать свойства, которые не могут быть реализованы при его отсутствии (неприменении).
[0057] Для обеспечения полного сгорания и общей структурной прочности, блок 10 выполнен с центральным отверстием 12, имеющим диаметр от 2 до 300 мм, расположенным в середине блока 10, чтобы работать как канал воздушного потока, при этом центральное отверстие 12, боковая поверхность 16, или оба окружены металлической рамой (каркасом) 20 или 30.
[0058] Предпочтительно, в качестве металлической полосы использовать гофрированную металлическую полосу (ленту) 13, или интегрированную металлическую сборку, содержащую полосу (ленту) 13 гофрированного металла и металлическую гладкую полосу (ленту) 11 металла. Таким образом, отверстия полученного соты являются регулярными в формы, производственный процесс просто, и горение, является полной и равномерной. Фиг. 5 показан сотовый элемент, сформированной ламинированием гофрированных металлических полос 13. Фиг. 6 показан сотовый элемент, содержащий металлический каркас.
[0059] Предпочтительно, первый поверхность14 и/или вторая поверхность 15 блока 10 с сотовой структурой (сотового элемента) покрыта металлической сеткой 40, а точка контакта между блоком 10 и сотовой металлической сеткой 40 фиксируется с помощью сварки. Сварка блока 10 с сотовой структурой и металлической сетки 40 повышает прочность инфракрасного устройства, предотвращает деформацию и осевое перемещение слоев металлической полосы блока 10 из-за частого чередования высоких и низких температурах, а также обеспечивает равномерное протекание воздуха, что позволяет избежать неисправностей.
[0060] Предпочтительно, чтобы металлический провод для формирования металлической сетки имел диаметр от 0,01 до 10 мм, а количество ячеек металлической сетки составляло от 2 до 500 на квадратный дюйм.
[0061] Предпочтительно, металлическая сетка образована намоткой и переплетением волокон тонкой металлической структуры.
[0062] Предпочтительно, сотовый элемент 10 имеет толщину от 1 до 100 мм.
[0063] Предпочтительно, слои металлической полосы, образующие блок с сотовой структурой (сотовый элемент) 10 имеют толщину от 0,01 до 2 мм.
[0064] Предпочтительно, сотовый элемент 10 имеет каналы площадью от 10 до 95%.
[0065] Предпочтительно, сотовый элемент 10 выполнен из железа, хромистого сплава, никель-хромового сплава, или титанового сплава.
[0066] Предпочтительно, каналы сотового элемента 10 могут быть выполнены круглыми, квадратными, или шестиугольной формы.
Пример 3
[0067] Способ изготовления инфракрасного устройства, как описано в примере 1, содержит следующие этапы:
[0068] а) подготовке металлической полосы (ленты);
[0069] б) ламинирование или намотки металлической полосы (ленты) с образованием блока 10 с сотовой структурой (сотового элемента),' содержащего множество сквозных каналов; и
[0070] в) размещение прута 51 через поперечное отверстие 50 на боковой поверхности 16 сотового элемента 10, проникающего внутрь через несколько смежных слоев металлической полосы, и фиксацию металлического прута 51 в сквозном отверстии 50 для крепления слоев металлической полосы.
[0071] Блок 10 с сотовой структурой формируется ламинированием (сжатием, спрессованием) или намоткой металлической полосы, т.е. имеет простой производственный процесс, низкие производственные затраты, и высокий процент открытия.
[0072] Предпочтительно, как показано на фиг. 11, в блоке 10 с сотовой структурой выполнено центральное отверстие 12 с диаметром от 2 до 300 мм, расположенное в середине сотового элемента 10, для действия в качестве канала потока воздуха.
[0073] Предпочтительно, чтобы после того, как изготовлен сотовый элемент 10 устанавливают металлическую раму (каркас) 20, 30 вокруг центрального отверстия 12 и боковой поверхности 16 для фиксации сотового элемента 10.
[0074] Предпочтительно, чтобы после того, как металлические рамы 20, 30 установлены, по меньшей мере, один конец металлического прута 51 закреплен на металлической раме.
[0075] Предпочтительно, как показано на фиг. 9-10, первая поверхность и/или вторая поверхность сотового элемента 10 покрыта металлической сеткой 40 или первая поверхность 14 и/или вторая поверхность 15 сотового элемента 10 покрыта структурой из металлического волокна, металлической конструкции волокна, дышащей и выполненной в виде сетки из волокна, тканной сетки, или волокна бумаги, и его точка контакта фиксируется с помощью сварки.
Пример 4
[0076] Способ изготовления инфракрасного устройства, как описано в примере 2, содержит следующие этапы:
[0077] а) подготовка металлической полосы (ленты);
[0078] б) ламинирование (прессованием или обжатием) или намотка металлической полосы с образованием блока с сотовой структурой 10 (сотового элемента), содержащего множество сквозных каналов (продольных отверстий); и
[0079] в) складывание металлической полосы на первой поверхности А и/или второй поверхности В, а также перекрытие и жесткое сопряжение слоев встроенной металлической полосы с соседними слоями металлической полосы (например сваркой или иным методом местного соединения), чтобы сформировать встроенный элемент (ребро жесткости) 61.
[0080] В качестве усовершенствования, способ дополнительно содержит заполнение пространства 60, образованного путем сопряжения слоев металлической полосы из металлического материала, и фиксацию металлического материала на слоях металлической полосы с помощью сварки, в результате чего обеспечены повышение прочности металлоконструкции инфракрасного устройства, а также предотвращение деформации и осевого перемещения слоев металлической полосы блока 10 с сотовой структурой из-за частого чередования высоких и низких температур.
[0081] В качестве усовершенствования, способ дополнительно содержит фиксирующие операции плавления и сварки закладных металлических элементов, в результате чего достижение тот же эффект, что и при сварке заполняющего материала металла, что позволяет экономить на стоимости расходуемого материала.
[0082] Предпочтительно, после намотки слоев металлической полосы, чтобы подготовить блок 10 с сотовой структурой, способ дополнительно предусматривает выполнение центрального отверстия 12 с диаметром от 2 до 300 мм в середине блока 10 (сотового элемента), работающего в качестве канала потока воздуха.
[0083] Предпочтительно, чтобы после того, как изготовлен блок 10 с сотовой структурой, устанавливаются металлические рамы (каркасы) 20,30, чтобы окружить центральное отверстие 12 и боковую поверхность 16, соответственно, для скрепления сотового элемента 10.
[0084] Предпочтительно, как показано на фиг. 9-10, после выполнения встроенного элемента 61, первая поверхность 14 и/или вторая поверхность 15 сотового элемента 10 покрыта металлической сеткой 40 или первая поверхность 14 и/или вторая поверхность 15 блока 10 покрыта структурой металлического волокна, металлическая конструкция волокна дышащая и выполняется в виде сетки из волокна, тканой сетки, или волокна бумаги, и его точка контакта фиксируется с помощью сварки. Сварка сотового элемента 10 и структуры металлической сетки 40 или металлические волокна могут эффективно повысить прочность инфракрасного устройства и предотвратить отсоединение металлической сетки или структуры металлического волокна.
[0085] В примерах 3 и 4, стадия А) может быть реализована в соответствии с одной из следующих трех операций:
[0086] 1) получение гофрированной металлической полосы (ленты);
[0087] 2) подготовка комплексной металлической полосы, включающей
гофрированную металлическую полосу (ленту) и гладкую металлическую полосу;
[0088] 3) подготовка комплексной металлической полосы, включающей две гофрированных металлических полосы (ленты), при этом каналы (продольные отверстия) блока 10 формируется между двух металлических фасонных (гофрированных) полос.
[0089] Предпочтительно, комплексная металлическая полоса, полученная на стадии 1), может быть выполнена волнистой, синусоидальной формы, пилообразной формы, U-образной формы волны, или прямоугольной формы. Металлические полосы, имеющие вышеуказанные формы, могут образовывать каналы (продольные отверстия), имеющие лучшие характеристики сгорания.
[0090] Таким образом, путем использования гофрированных структур или интегрированной металлической ленты, содержащей металлическую гофрированную ленту или металлическую ленту и гладкую металлическую полосу (ленту), получают блок 10 с сотовой структурой, металлические полосы могут быть ламинированы (спрессованы) или спирально закручены с получением блока 10 с сотовой структурой, имеющего каналы (продольные отверстия) с заданным процентом открытия.
[0091] В то время как конкретные варианты осуществления настоящего изобретения были показаны и описаны, для специалистов в данной области техники очевидно, что изменения и модификации могут быть сделаны без отступления от изобретения в его более широких аспектах, и для этого прилагаемой формулой изобретения охватываются все такие изменения и модификации, которые попадают в рамки существа и объема настоящей группы изобретений.
В результате выполнения блока 10 с сотовой структурой с рамами 20,30 и с армирующими прутками (стержнями) 51 или с армирующими встроенными элементами 60 (по существу, стержнями, выполненными заодно с металлической полосой и выполняющими функцию ребра жесткости) 61, в конструкции блока 10 и инфракрасного устройства в целом простыми конструктивными средствами при минимальном расходовании материалов обеспечены Необходимые прочность и жесткость, а также противодействие возникновению температурных деформаций при работе горелки.
Реферат
Группа изобретений относится к инфракрасным устройствам для инфракрасной конверсии и радиационного нагрева от горелки, использующей подводимую к ней полностью предварительно перемешанную смесь, а также к способам его изготовления. Технический результат - исключение деформации и осевого перемещения металлических полос сотового элемента в результате чередования высоких и низких температур. Инфракрасное устройство для горелки, содержащее блок с сотовой структурой, образованный намоткой или ламинированием металлической полосы с образованием смежных слоев с каналами и имеющий расположенные противоположно друг другу первую поверхность и вторую поверхность и боковую поверхность, сопряженную с наружными краями первой и второй поверхностей, а также множество каналов от первой поверхности до второй поверхности. По первому варианту на боковой поверхности блока с сотовой структурой выполнены отверстия, через которые проложены металлические пруты, пересекающие несколько смежных слоев внутри блока с сотовой структурой, причем металлические пруты, расположены в сквозных отверстиях и зафиксированы относительно металлической полосы. По второму варианту на части первой и/или второй поверхности слои металлической полосы выполнены с выделенными фрагментами, которыми сопряжены и скреплены соседние слои металлической полосы с образованием встроенного конструктивного элемента. Также включает способы получения инфракрасного металлического нагревателя по первому и второму вариантам. 4 н. и 26 з.п. ф-лы, 4 пр., 12 ил.
Формула
а) получение металлической полосы;
б) намотка или ламинирование металлической полосы с образованием блока с сотовой структурой, содержащего множество каналов; и
с) размещение на боковой поверхности блока с сотовой структурой через сквозное отверстие металлического прута, пересекающего несколько смежных слоев внутри блока с сотовой структурой, и фиксация металлического прута в сквозном отверстии для крепления металлической полосы.
а) получение металлической полосы;
б) намотка или ламинирование металлической полосы с образованием блока с сотовой структурой, содержащего множество каналов; и
в) выполнение на части первой и/или второй поверхности слоев металлической полосы с выделенными фрагментами, которыми сопряжены и скреплены соседние слои металлической полосы с образованием встроенного конструктивного элемента.
Комментарии