Сердечник установок для формования трубчатых изделий из бетонных смесей - SU973373A1
Код документа: SU973373A1
Чертежи
Описание
(54) СЕРДЕЧНИК УСТАНОВОК ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ ОЛЕСЕЙ


Реферат
Формула
1
Изобретение относится к промышленности
сборного железобетона, а именно к производству железобетонных труб.
Известно устройство для формования труб, содержащее форму и вибросердечник,
имеющий привод вращения и механизм для вертикального перемещения, снабженный
подвижной рамой и направляющими. Уплотнение бетонной смеси, заключенной между
вибросердечником и формой, производится одновременным воздействием вибрации и давления
от вибросердечника. Давление получается за счет имеющейся на вибрюсердечнике
профильной криволинейной впадины, которая при вращении вибросердечника оказывает
заклинивающее действие на смесь, находящуюся между вибросердечником и формой т}.
Однако у указанного устройства невысокое качество формуемого изделия ввиду
недостаточного и нерегулируемого удельного давления на бетонную смесь, большая
энергоемкость привода вращения вибросердечника из-за большой площади контакта
последней с бетонной смесью и из-за заклинивания вибросердечника при его вращении.
Наиболее близким к предлагаемому является сердечник установок для формования
трубчатых изделий из бетонных смесей, содержащий цилиндрический корпус с опертой
на него посредством упругой прокладки полой головкой с распределительным конусом
и размещенный в ее полости возбудитель колебаний в виде вертикального приводного вала
с закрепленным на нем водилом, контактирующим посредством по крайней мере одного
ролика с внутренней поверхностью го10 ловки, причем, упругая прокладка выполнена
в виде кольца с выступами на его внутренней поверхности 2.
Недостатком этого сердечника является
длительность процесса уплотнения бетонной
15 смеси, а также низкое качество изделий.
Цель изобретения - интенсификация процесса
уплотнения и повышение качества формуемых изделий за счет поличастотных вибродействий .
Указанная цель достигается тем, что сердечник установок для формования трубчатых
изделий из бетонных смесей, содержащий цилиндрический корпус с опертой на
него посредством упругой прокладки полой головкой с распределительным конусом и
размещенный в ее полости возбудитель колебаний в виде вертикального приводного вала
с закрепленным на нем водилом, контактирующим посредством по крайней мере одного
ролика с внутренней поверхностью головки , снабжен дополнительными возбудителями
колебаний, один из которых выполнен в виде смонтированных в корпусе на нижнем
конце приводного вала переставных дебалансов , а водило выполнено вертикальноподвижным .
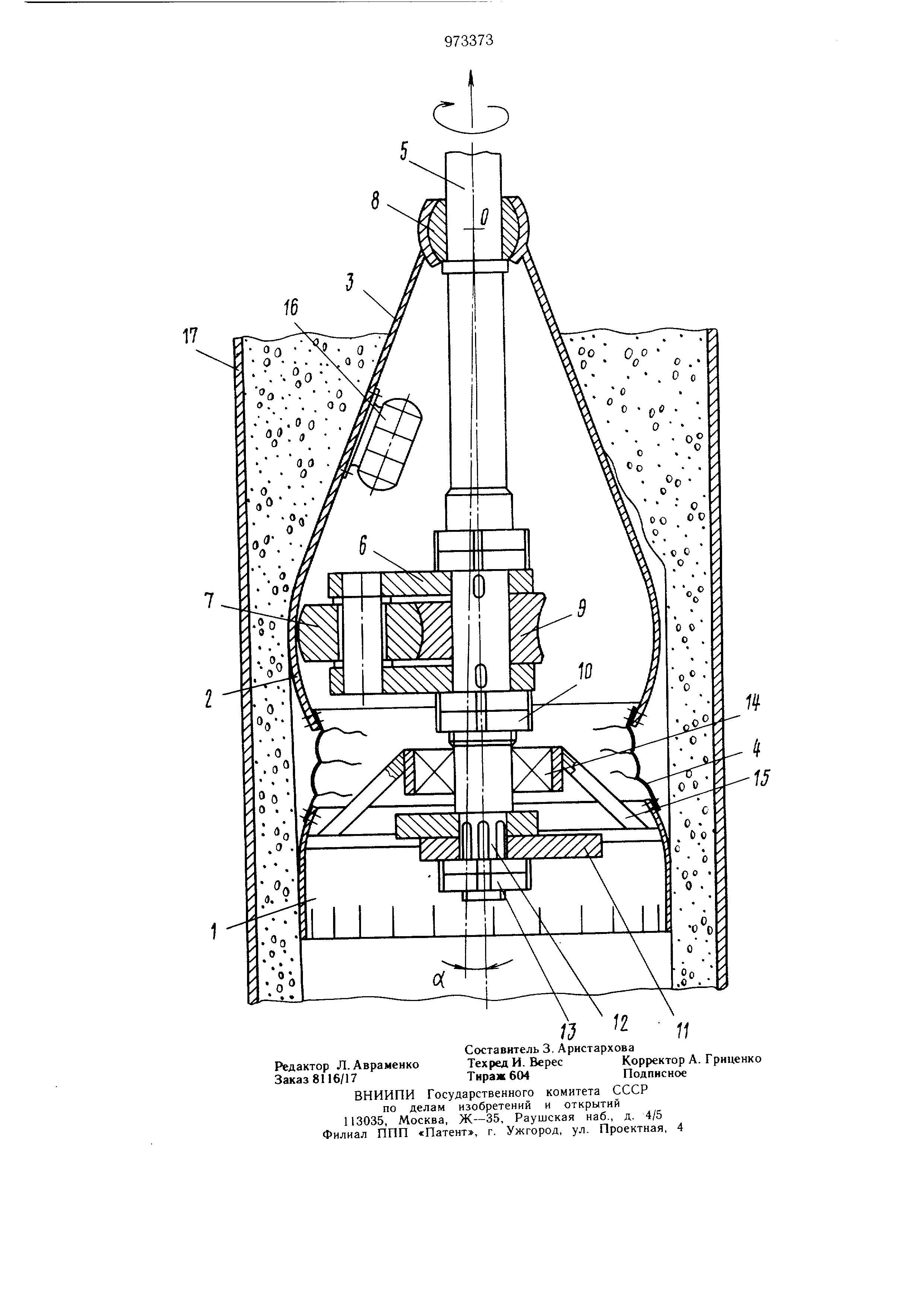
На чертеже представлен предлагаемый сердечник установок для формования трубчатых
изделий из бетонных смесей содержит цилиндрический корпус 1, полую головку
2 с распределительным конусом 3, опертую на цилиндрический корпус 1 посредством
упругой прокладки 4. В полости полой головки размещен возбудитель колебаний,
выполненный в виде приводного вала 5 с закрепленным на нем водилом 6 с роликом 7.
Вал 5 соединен с распределительным конусом 3 посредством универсального шарнира
8. Водило размещено на валу 5 подвижно с возможностью перемещения вдоль вала
вместе с опорой 9 ролика 7. Водило 6 имеет узел фиксации с помощью резьбового
соединения 10. На нижнем конце приводного вала 5 смонтированы переставные дебалансы
11 с возможностью изменения их положения при помощи щлиц 12 и резьбового соединения 13.
Приводной вал 5 оснащен подщипником 14, размещенным на кронщтейне 15 цилиндрического
корпуса 1. На внутренней поверхности полой головки 2 закреплен возбудитель колебаний 16.
Сердечник размещен внутри неподвижной формы 17.
Сердечник установок для формования трубчатых изделий из бетонных смесей работает следующим образом.
Бетонную смесь подают в пространство между неподвижной формой 17 и сердечником
. Включают возбудитель колебаний 16, механизмы вращения приводного вала 5 и
подъема (на чертеже не показаны). Вращение приводного вала 5 передается водилу 6.
Эксцентрично смонтированный ролик 7, обкатываясь без скольжения по внутренней поверхности
полой головки 2, создает радиальное давление на бетонную смесь за счет кругового
качания сердечника вокруг оси приводного вала 5 с углом прецессии А. Вращающиеся
заодно с приводным валом дебалансы 11 вызывают возмущающую силу с
частотой приводного вала. Оптимальное соотнощение частот вращения приводного вала
4 и возбудителя колебаний 16 составляет 1;3.
Таким образом уплотнение бетонной смеси между сердечником и формой проийводится
одновременно радиальным давлением от качающегося сердечника и воздействием
двухчастотной вибрации (одна от возбудителя колебаний 16, другая - за счет неуравновешенных масс, вращающихся заодно с приводным валом). Заглаживание внутренней
поверхности трубы производится с помощью цилиндрического корпуса 1.
В зависимости от физико-механических свойств бетонной смеси и требуемого радиального
давления величину эксцентриситета вибросердечника регулируют перемещением
водила заодно с опорой 9 вдоль вала 5 и фиксируют посредством резьбового соединения 10.
Величину момента массы дебалансов 11 регулируют изменением их углового положения
на шлицах 12, которое фиксируют с помощью резьбового соединения 13.
Благодаря одновременному воздействию радиального давления и двухчастотной вибрации
значительно повышается качество формуемого изделия: плотность, прочность, качество
внутренней поверхности трубы и т. д. Отсюда возможно применение, более жестких
бетонных смесей с меньшим расходом цемента и меньшим циклом тепловой обработки .
Возможность регулирования эксцентриситета вибросердечника и момента массы
дебалансов придает устройству универсальность по отношению к различным бетонным
смесям, позволяет выбрать оптимальное значение радиального давления и параметров
вибрации в зависимости от физико-механических свойств материала формуемого изделия .
Кроме того, облегчается извлечение вибросердечника по окончании процесса формования
ввиду того, что поперечный размер вибросердечника меньше внутреннего диаметра формуемого изделия.
Формула изобретения
Сердечник установок для формования
трубчатых изделий из бетонных смесей, содержащий цилиндрический корпус с опертой
на него посредством упругой прокладки полой головкой с распределительным конусом
и размещенный в ее полости возбудитель колебаний в виде вертикального приводного
вала с закрепленным на нем водилом , контактирующим посредством по крайней
мере одного ролика с внутренней поверхностью головки, отличающийся тем, что, с
целью интенсификации процесса уплотнения и повышения качества формуемых изделий
за счет поличастотных вибродействий, он снабжен дополнительными возбудителями
колебаний, один из которых выполнен в виде смонтированных в корпусе на нижнем конце
приводного вала переставных дебалансов , а водило выполнено вертикально-подвижным .
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 556037, кл. В 28 В 21/06, 1977.
2.Авторское свидетельство СССР по заявке № 2892790/29-33, кл. В 28 В 21/22, 1980.
Комментарии