Способ непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты и устройство для его осуществления - RU2026794C1
Код документа: RU2026794C1
Чертежи

Описание
Изобретение относится к области изготовления трудновоспламеняемой или негорючей многослойной плиты, сердцевина которой образована из неподдающейся экструдированию смеси сыпучего негорючего наполнительного материала и вяжущего, причем сердцевина с обеих сторон покрыта упруго прикленными к ней бандажными лентами.
Известна многослойная плита с двумя бандажными металлическими листами и сердцевиной из смеси зернистого наполнителя и обычного вяжущего, содержащей большое количество зернистого наполнителя, особенно тригидроксида алюминия, и небольшое количество вяжущего.
Образующая сердцевину смесь с очень большим содержанием неорганического наполнителя не поддается экструдированию, вследствие чего изготовление соответствующих многослойных плит осуществляется поэтапно. Сначала кладется нижний покрытый клеем поверхностный слой, затем насыпается или иным образом наносится материал сердцевины. В заключение накладывается верхний покрытый клеем поверхностный слой, и многослойная плита путем нагревания, спрессовывания и охлаждения приобретает свою окончательную форму.
Дале при тщательном проведении процесса не обеспечивается получение совершенно однородных беспористых клеевых слоев, что отрицательно сказывается на антикоррозионной защите. Кроме того, опорные детали, используемые при образовании слоев, входят в соприкосновение с прилипающими компонентами, вследствие чего слой образуется неравномерно.
Наконец, невозможно нанести клеевые слои с достаточно высокой упругостью для соединения металлических поверхностных слоев с твердыми минеральными слоями сердцевины.
Наиболее близким по технической сущности к изобретению является способ непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты, при котором подают нижнюю бандажную ленту из металла или трудновоспламенимой пластмассы, насыпают на нее смесь сердцевины из неподдающейся экструдированию смеси сыпучего негорючего наполнительного материала и вяжущего с образованием насыпного конуса по всей ширине ленты, накладывают на сердцевину верхнюю бандажную ленту из металла или трудновоспламенимой пластмассы, нагревают и прессуют слои заготовки, охлаждают полученную плиту и отрезают на заданный размер.
Для осуществления способа служит устройство для непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты, содержащее барабаны для верхней и нижней бандажных лент, направляющие ролики, средство для равномерного нанесения смеси сердцевины на нижнюю бандажную ленту, опору, выполненную в виде стола, расположенного со стороны нижней бандажной ленты, средство для нагревательного подогрева слоев, средство для окончательного нагрева и прессования, выполненное в виде двухленточного пресса непрерывного действия, и средство для отрезания многослойной плиты.
Однако известный способ и устройство не позволяют изготавливать совершенно однородные беспористые плиты. Попадание воды со стороны боковой поверхности плиты может вызвать коррозию металлических бандажных лент.
Техническим результатом изобретения является изготовление трудновоспламеняемых или негорючих многослойных плит с образованием слоя сердцевины постоянной толщины и плотности, обеспечение защиты металлических бандажных лент от коррозии.
Это достигается тем, что в способе непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты, при котором подают нижнюю бандажную ленту из металла или трудновоспламенимой пластмассы, насыпают на нее смесь сердцевины из неподдающейся экструдированию смеси сыпучего негорючего наполнительного материала и вяжущего с образованием насыпного конуса по всей ширине ленты, накладывают на сердцевину верхнюю бандажую ленту из металла или трудновоспламенимой пластмассы, нагревают и прессуют слои заготовки, охлаждают полученную плиту и отрезают на заданный размер, согласно изобретению, нижнюю бандажную ленту перед насыпанием на нее смеси сердцевины покрывают с внутренней стороны, обращенной к сердцевине, нижней клеевой пленкой, а после насыпания на нее смеси сердцевины полученную заготовку предварительно уплотняют и калибруют по толщине, непрерывно и равномерно протягивая ее через клиновую щель, причем перед наложением на сердцевину верхней бандажной ленты ее покрывают с внутренней стороны верхней клеевой пленкой, ограничивающей сверху предварительно уплотненную смесь сердцевины.
Кроме того, покрывание бандажных лент клеевой пленкой осуществляют путем каширования. Для создания постоянного натяжения клеевые пленки перед покрытием ими бандажных лент и/или бандажной ленты пропускают через механизм для регулирования натяжения. Количество смеси сердцевины, расположенной перед клиновой щелью, поддерживают постоянной. В качестве сердцевины используют смесь, в состав которой входит 60-95% (по массе) неорганических наполнителей и 5-40% (по массе) органического или неорганического вяжущего в зернистом или пастообразном виде.
При протягивании через клиновую щель заготовки, имеющей смесь сердцевины с малым углом насыпного конуса или с текучими пастообразными свойствами, осуществляют меньшее уплотнение по сравнению с уплотнением заготовки, имеющей больший угол насыпного конуса, при этом меньшее уплотнение осуществляют с помощью большего входного угла и/или меньшего радиуса закругления поверхности, ограничивающей клиновую щель.
Устройство для непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты, содержащее барабаны для верхней и нижней бандажных лент, направляющие ролики, средство для равномерного нанесения смеси сердцевины на нижнюю бандажную ленту, опору, выполненную в виде стола, расположенного со стороны нижней бандажной ленты, средство для предварительного подогрева слоев, средство для окончательного нагрева и прессования, выполненное в виде двухленточного пресса непрерывного действия, и средство для отрезания многослойной плиты, согласно изобретению, устройство снабжено по одной паре облицовочных валков для покрытия нижней и верхней бандажных лент клеевой пленкой соответственно барабанами для верхней и нижней клеевых пленок, и средством для образования регулируемого входного угла и регулируемой клиновой щели для вводимой смеси сердцевины.
Кроме того, устройство снабжено установленными по меньшей мере между барабанами для верхней и нижней клеевой пленки и парами облицовочных валков по одному механизму для регулирования натяжения. Средство для образования регулируемого входного угла и регулируемой клиновой щели выполнено в виде ракельной балки или ракельной плиты. Ракельная балка или ракельная плита снабжены подвижным листообразным средством, расположенным в зоне контакта со смесью сердцевины. Стол снабжен покрытием из политетрафторэтилена. Стол выполнен с выпуклостью, расположенной в направлении, поперечном направлению движения лент.
Описываемый способ непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты и устройство для его осуществления обеспечивают образование слоев постоянной толщины и плотности путем сильного уплотнения непластичной массы в клиновой щели, позволяет изготавливать стойкое к климатическим воздействием соединение между твердыми неупругими слоями сердцевины и сравнительно упругими металлическими слоями с более высоким коэффициентом линейного расширения, по сравнению со слоями сердцевины. Кроме того, обеспечивается защита металлических бандажных лент от коррозии под действием любых проникающих сбоку жидкостей с помощью беспористого слоя, образованного клеевой пленкой.
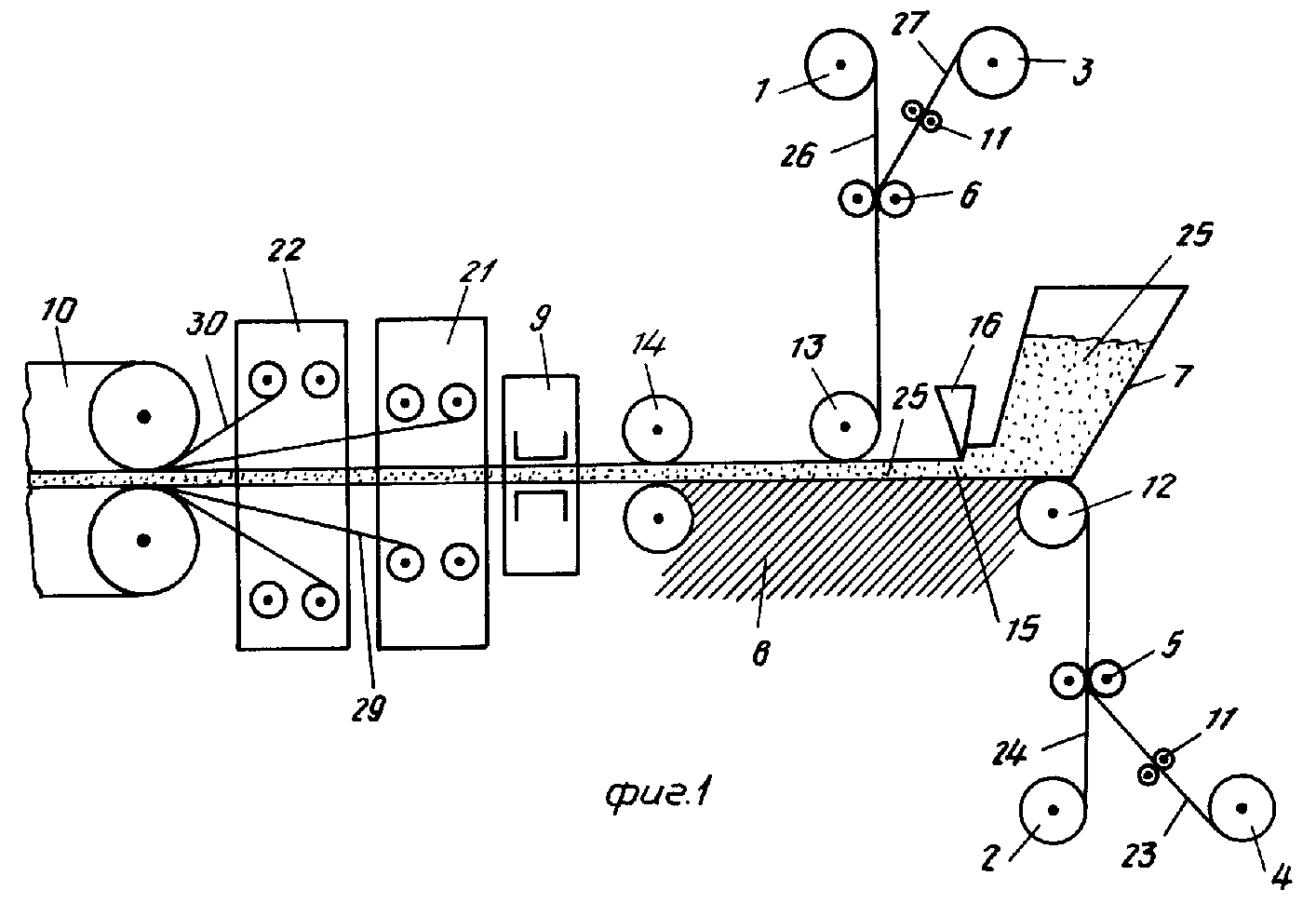
На фиг. 1 изображен общий вид устройства; на фиг. 2 - вид сбоку на ракельную плиту; на фиг. 3 - вид сбоку на ракельную балку; на фиг. 4 - поперечное сечение многослойной плиты.
Устройство для непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты содержит барабаны 1 и 2 для верхней и нижней бандажных лент соответственно, барабаны 3 и 4 для верхней и нижней клеевых пленок, по одной паре 5 и 6 облицовочных валков для покрытия нижней и верхней бандажных лент клеевой пленкой, средство для равномерного нанесения смеси сердцевины на нижнюю бандажную ленту, выполненное в виде дозировочного устройства 7, опору в виде стола 8, расположенного со стороны нижней бандажной ленты, средство 9 для предварительного подогрева слоев, средство для окончательного нагрева и прессования, выполненное в виде двухленточного пресса 10 непрерывного действия, и средство для отрезания многослойной плиты, выполненное, например, в виде ножниц (на чертеже не показаны). Устройство содержит также установленные по меньшей мере между барабанами 3 и 4 для верхней и нижней клеевой пленки и парами 5 и 6 облицовочных валков по одному механизму 11 для регулирования натяжения, направляющие отводные ролики 12 и 13, тяговые валки 14 и средство для образования регулируемого входного угла β и регулируемой клиновой щели 15 для вводимой смеси сердцевины, выполненное в виде ракельной плиты 16 или ракельной балки 17. Ракельная плита или ракельная балка снабжены подвижным листообразным средством 18, расположенным в зоне контакта со смесью сердцевины. В качестве листообразного средства может быть использована пластмассовая пленка.
На фиг. 2 изображена ракельная плита 16 квадратного сечения, регулируемая по высоте и по углу поворота вокруг оси А. Пластмассовая пленка в качестве листообразного средства 18 охватывает ракельную плиту 16 и скользит вдоль боковой поверхности 19, плиты 16, образующей входной угол β и покрытой тефлоном. Ракельная балка 17 (фиг. 3) также имеет регулировку по высоте и по углу поворота вокруг оси А. Одна из непараллельных одна другой боковых поверхностей 20 балки 17 образует входной угол β.
Благодаря непараллельным боковым поверхностям 20 в балке 17 образуются различные радиусы закругления r1 и r2, которые выполняют ту же функцию, что и закругления плиты 16. В различных вариантах исполнения ракельной балки 17 ее боковые поверхности 20 могут быть и параллельными. В предпочтительном исполнении ракельная плита 16 более массивна, по сравнению с ракельной балкой 17, и имеет форму сплошного тела или толстостенного полого профиля, поэтому она способна воспринимать приложенные к ней силы с меньшими деформациями.
Устройство содержит также камеру 21 с рулонами защитной пленки и камеру 22 с рулонами бумажной ленты. Стол 8 имеет возможность регулировки по высоте и наклону и смонтирован на станине при помощи расположенных в шахматном порядке нажимных и натяжных винтов (на черт. не показаны). Этими же винтами можно регулировать положение поверхности стола относительно станины. Таким образом можно сглаживать неровности на поверхности стола. Поверхность стола 8 имеет покрытие из политетрафторэтилена. Стол 8 выполнен с выпуклостью, расположенной в направлении, поперечном направлению движения лент.
Способ непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты реализуется при работе устройства.
Из нижнего барабана 4 сматывается нижняя клеевая пленка 23 через механизм 11 для регулирования натяжения пленки, а из нижнего барабана 2 - бандажная лента 24, которая через пару облицовочных валков 5 и отводной ролик 12 попадает в примерно горизонтальном положении в зону подвода однородной смеси сердцевины 25. В этой зоне уложена нижняя бандажная лента 24, покрытая нижней клеевой пленкой 23, на столе 8, который служит вторым опорным средством.
Дозировочное устройство 7 непрерывно или небольшими порциями выпускает смесь сердцевины 25 на нижнюю клеевую пленку 23 с образованием насыпного конуса по всей ширине ленты.
Стол и ракельная плита 16 или ракельная балка 17 ограничивают клиновую щель 15, которая определяет собой калиброванный вход для смеси сердцевины 25. Количество смеси сердцевины перед клиновой щелью 15 поддерживают постоянной. Втянутая смесь сердцевины 25, несколько уплотненная предварительно калиброванным входом, покрывается затем при прохождении под отводным роликом 13 верхней бандажной лентой 26, которая со стороны, обращенной к смеси сердцевины 25, покрыта верхней клеевой пленкой 27, при этом смесь может быть еще больше уплотнена при помощи валков (на фигурах не показаны). Полученная заготовка с помощью тяговых валков 14 проходит через средство 9 для предварительного нагрева и пресс 10 непрерывного действия, которые при дальнейшем уплотнении заготовки до заданного окончательного размера формируют многослойную плиту 28.
Покрывание верхней бандажной ленты 26 верхней клеевой пленкой 27 происходит после сматывания с барабанов 1 или 3 и прохождения через по крайней мере один механизм 11 для регулирования натяжения пленки с помощью пары облицованных валков 6 таким же образом, как нижняя бандажная лента 24 покрывается нижней клеевой пленкой 23. Камера 21 с рулонами защитной пленки 29 и камера 22 с рулонами бумажной ленты 30 могут быть для защиты поверхности лент 26 и 24 установлены перед прессом 10 непрерывного действия, выполненным предпочтительно в виде двухленточного пресса. Благодаря этому достигается высокое качество поверхности многослойных плит 28. В прессе 10 заготовка из предварительно уплотненной смеси сердцевины 25, клеевых пленок 23 и 27, бандажных лент 24 и 26, защитных пленок 29 и бумажных лент 30 обжимается, нагревается, выдерживается при определенной температуре и охлаждается, после чего непрерывно выходящая из пресса 10 многослойная плита 28 разрезается, например, движущимися вместе с ней ножницами (не показаны) на заданный размер.
Полученная многослойная плита 28 (см. фиг. 4) содержит склеенную с двумя бандажными лентами 24 и 26 сердцевину 25 из уплотненной затвердевшей смеси. Бандажные ленты 24 и 26 покрыты защитной пленкой 29. Клеевые пленки как таковые не видны.
В качестве бандажных лент могут быть использованы ленты из металла или трудновоспламенимой пластмассы. Предпочтительны металлические бандажные ленты, особенно, из алюминия или алюминиевых сплавов. В качестве сердцевины используют неподдающуюся экструдированию смесь сыпучего негорючего наполнительного материала и вяжущего, в состав которой входит 60-95% (по массе) органического или неорганического вяжущего в зернистом или пастообразном виде.
В качестве огнестойкого сыпучего наполнителя смеси сердцевины, составляющего предпочтительно 60-95% (по массе), пригодны, особенно, тригидроксид алюминия, гидроксид магния или гидрокарбонат магния, которые при нагреве выделяют химически связанную воду и (или) диоксид углерода, или для хлорсодержащих пластмасс оксид сурьмы.
В качестве органического вяжущего, доля которого в смеси сердцевины составляет предпочтительно 5-40% (по массе), можно применять как реактопласты, так и термопласты.
В качестве реактопластовых вяжущих целесообразно применять фенольные, полиуретановые или полиизоциануратовые смолы, которые отличаются малой горючестью и слабым дымообразованием. При использовании термопластовых вяжущих следует предпочитать олефиновые сополимеры.
В качестве неорганических вяжущих можно применять цементное молоко, гипс или жидкое стекло. При использовании неорганического вяжущего многослойные плиты с металлическими бандажными лентами, несмотря на термопластичные клеевые пленки, почти негорючи.
Смесь сердцевины, насыпанная на нижнюю клеевую пленку, имеет угол насыпного конуса, который зависит, помимо всего прочего, от свойств и размеров зерен наполнителя и однородно замешанного вяжущими. В случае смеси сердцевины с малым углом насыпного конуса или с текучими пастообразными свойствами осуществляют меньшее первичное уплотнение смеси, происходящее в клиновой щели. В случае смеси сердцевины с увеличенным углом насыпного конуса осуществляют большее первичное уплотнение. Меньшее уплотнение создается благодаря более крутому входному углу в клиновой щели и (или) по крайней мере меньшему радиусу закругления ее ограничительной поверхности (или ограничительных поверхностей), а большее уплотнение достигается благодаря более плоскому входному углу в клиновой щели и (или) по крайней мере большему радиусу закругления ее ограничительной поверхности (поверхностей). При малом входном угле увеличивается опасность заклинивания, особенно в случае вязких липких масс.
Путем поворота ракельной плиты или ракельной балки можно настроить радиус закругления, соответствующий желательному уплотнению смеси сердцевины и (или), путем подъема соответствующей продольной стороны можно установить входной угол β. Ракельную балку или ракельную плиту и стол можно зафиксировать в любом поднятом или повернутом положении таким образом, чтобы силы, действующие при втягивании смеси сердцевины, не могли их сдвинуть.
Смесь сердцевины, покинув дозировочное устройство, никогда не приходит в непосредственный контакт с какой-либо частью машины. Промежуточным листообразным средством может быть, например, пленка или лента из пластмассы, резины или бумаги, предпочтительно, в виде замкнутого контура.
Ракельная плита может быть круглого, овального или многоугольного (трех-шестиугольного) поперечного сечения, причем в случае многоугольного поперечного сечения целесообразно в каждом углу предусмотреть различные радиусы закругления (r1, r2, r3, r4, ...), простирающиеся в продольном направлении.
Покрывают бандажные ленты клеевой пленкой путем каширования. Регулируя тяговое усилие, можно создавать постоянное натяжение пленок и (или) лент, что важно для равномерного качества многослойной плиты. Подвод смеси сердцевины регулируют таким образом, чтобы использованный материал все время заменялся новым, и насыпной конус, простирающийся на всю ширину, оставался постоянным.
Реферат
Использование: изобретение относится к области изготовления трудновоспламеняемой или негорючей многослойной плиты, сердцевина которой образована из неподдающейся экструдированию смеси сыпучего негорючего наполнительного материала и вяжущего, причем сердцевина с обеих сторон покрыта упругоприклеенными в ней бандажными лентами. Сущность изобретения: в способе непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты нижнюю бандажную ленту перед насыпанием на нее смеси сердцевины покрывают с внутренней стороны, обращенной к сердцевине, нижней клеевой пленкой. После насыпания на нее смеси сердцевины полученную заготовку предварительно уплотняют и калибруют по толщине, непрерывно и равномерно протягивая ее через клиновую щель. Перед наложением на сердцевину верхней бандажной ленты ее покрывают с внутренней стороны верхней клеевой пленкой, ограничивающей сверху предварительно уплотненную смесь сердцевины. Кроме того, покрывание бандажных лент клеевой пленкой осуществляют путем каширования. Для создания постоянного натяжения клеевые пленки перед покрытием ими бандажных лент и/или бандажные ленты пропускают через механизм для регулирования натяжения. Количество смеси сердцевины, расположенной перед клиновой щелью, поддерживают постоянной. В качестве сердцевины используют смесь, в состав которой входит 60 - 95% (по массе) неорганических наполнителей и 5 - 40% (по массе) органического или неорганического вяжущего в зернистом или пастообразном виде. При протягивании через клиновую щель заготовки, имеющей смесь сердцевины с малым углом насыпного конуса или с текучими пастообразными свойствами, осуществляют меньшее уплотнение, по сравнению с уплотнением заготовки, имеющей больший угол насыпного конуса. При этом меньшее уплотнение осуществляют с помощью большего входного угла и/или меньшего радиуса закругления поверхности, ограничивающей клиновую щель. Устройство для непрерывного изготовления трудновоспламеняемой или негорючей многослойной плиты снабжено по одной паре облицовочных валков для покрытия нижней и верхней бандажных лент клеевой пленкой соответственно, барабанами для верхней и нижней клеевых пленок и средством для образования регулируемого входного угла и регулируемой клиновой щели для вводимой смеси сердцевины. Устройство снабжено также установленными по меньшей мере между барабанами для верхней и нижней клеевой пленки и парами облицовочных валков по одному механизму для регулирования натяжения. Средство для образования регулируемого входного угла и регулируемой клиновой щели выполнено в виде ракельной балки или ракельной плиты. Ракельная балка или ракельная плита снабжены подвижным листообразным средством, расположенным в зоне контакта со смесь сердцевины. Стол снабжен покрытием из политетрафторэтилена. Стол выполнен с выпуклостью, расположенной в направлении, поперечном направлению движения лент. 2 с. и 10 з.п. ф-лы, 4 ил.
Комментарии