Способ изготовления вспененного изделия - RU2478477C2
Код документа: RU2478477C2
Чертежи






Описание
Настоящее изобретение относится к способу изготовления вспененного изделия, в частности изделия в виде листа или панели. Способ включает стадии получения по меньшей мере каркасного слоя указанного изделия, который представляет собой гибкую пену с открытыми ячейками, содержащую открытые пустоты, составляющие по меньшей мере 90% объема пены; помещения указанного каркасного слоя между нижней и верхней поверхностями формы; вспенивания отверждаемой вспениваемой жидкой композиции на основе изоцианата в открытых пустотах указанной пены с открытыми ячейками с образованием дополнительной пены, заполняющей эти открытые пустоты при сохранении каркасного слоя между верхней и нижней поверхностями формы, и извлечения полученного изделия из полости между верхней и нижней поверхностями формы.
Из предшествующего уровня техники известны два разных способа заполнения пеной открытых пустот пены с открытыми ячейками, более конкретно сетчатой пены, с образованием пены с открытыми ячейками, заполненными пеной.
В первом способе, раскрытом в US-A-4548861, пена с открытыми ячейками представляет собой сетчатую пену, которая является сравнительно жесткой из-за того, что в нее предварительно были введены диэлектрические и/или магнитные частицы, в результате чего пена поглощает электромагнитные волны. Для изготовления из такой сетчатой пены жестких структурированных панелей открытые ячейки (т.е. открытые пустоты) сетчатой пены заполняют жесткой полиуретановой пеной с закрытыми ячейками. Для этого вспениваемую композицию для получения полиуретановой пены с закрытыми ячейками заливают в форму и затем накладывают лист сетчатой пены поверх вспениваемой композиции. Затем форму закрывают и вспениваемая композиция расширяется в пустоты (открытые пустоты) листа сетчатой пены.
Во втором способе на обе стороны слоя сетчатой пены наносят кроющие слои с образованием сэндвичевой структуры. Такой способ раскрыт, например, в патенте JP 11/042655. В этом способе слой сетчатой пены служит прокладкой для разделения двух кроющих слоев. Для получения сэндвичевой структуры слой сетчатой пены и кроющие слои помещают в форму, форму закрывают и вводят отверждаемую вспениваемую композицию согласно методике инжекционного реакционного формования (RIM).
Недостатком обоих известных способов является то, что вспениваемая композиция должна иметь сравнительно высокую степень уплотнения (т.е. средняя плотность полученной пены должна быть значительно выше плотности свободной пены), с тем чтобы пена могла достаточно полно заполнить открытые пустоты сетчатой пены. В первом способе вспениваемая композиция должна целиком войти в сетчатую пену. Благодаря тому, что вязкость вспениваемой композиции при ее подъеме возрастает, возрастает и сопротивление сжимаемых участков сетчатой пены, и в результате для полного проникновения в сетчатую пену требуется большее количество вспениваемой композиции. Во втором способе вспениваемую композицию вводят в полость формы через один вход (или через ограниченное число входов). Благодаря сравнительно большому расстоянию, на которое надо сбоку распылить вспениваемую композицию через сетчатую пену в форме, так же, как в первом способе, надо ввести в форму большее количество вспениваемой композиции для заполнения сетчатой пены и более удаленных участков формы.
Предметом настоящего изобретения является предложение нового способа, позволяющего уменьшить количество вспениваемой композиции, которое необходимо для заполнения открытых пустот пены с открытыми ячейками.
С этой целью способ по настоящему изобретению отличается тем, что отверждаемую вспениваемую композицию распыляют на каркасный слой и она имеет динамическую вязкость, определяемую при скорости сдвига 1/с, менее 1000 мПа·с при оседании на каркасный слой, причем каркасный слой при распылении на него вспениваемой композиции удерживают в горизонтальном положении, что дает возможность вспениваемой композиции проникать в пену с открытыми ячейками в каркасном слое, по меньшей мере, частично под действием силы тяжести.
Авторы установили, что этот способ позволяет уменьшить количество вспениваемой композиции, необходимое для заполнения открытых ячеек или, другими словами, открытых полостей пены с открытыми ячейками, причем открытые полости предпочтительно заполнять указанной пеной по меньшей мере на 80 об.%, предпочтительно по меньшей мере на 90 об.% и более предпочтительно по меньшей мере на 95 об.%.
Вспениваемую композицию можно распылить по меньшей мере частично прямо в открытые пустоты пены с открытыми ячейками, например, когда каркасный слой не покрыт кроющим слоем или когда каркасный слой покрыт открытым кроющим слоем (с пустотами). С другой стороны, когда каркасный слой покрывают сплошным, но проницаемым кроющим слоем, маловязкая вспениваемая композиция, распыленная поверх этого кроющего слоя, может проникать под действием силы тяжести через кроющий слой и затем протекать в слой пены с открытыми ячейками практически еще до того, как он начнет подниматься, становится слишком вязким и далее не сможет течь. Предпочтительно, чтобы вещество пены с открытыми ячейками было таким, чтобы само вещество пены, т.е. сжатые участки ячеек практически не абсорбировали вспениваемую композицию. В результате для заполнения пены с открытыми ячейками потребуется еще меньше вспениваемой композиции.
Заполнение открытых пустот каркаса из сетчатой пены вспениваемой композицией уже известно из патента US-A-5135959. Однако описанная там вспениваемая композиция не является вспениваемой композицией на основе изоцианата, а ее предшественником является полиимидная пена. Использование такого предшественника пены имеет несколько недостатков. Прежде всего, предшественник из полиимидной пены обычно применяют в виде порошка. Согласно US-A-5135959 такой порошок распыляют на сетчатую пену со сравнительно мелкими ячейками (10-100 пор на линейный дюйм), которую затем помещают в форму и нагревают до температуры вспенивания и отверждения полиимидного предшественника, в результате чего полиимидная пена заполняет открытые пустоты сетчатой пены. Согласно раскрытым примерам для такого предшественника полиимидной пены нужна температура нагрева выше 200°C (которая, как следует из US-A-3554939, выше температуры плавления предшественника) в течение 20 мин, с тем чтобы дать возможность предшественнику вспениться, и даже более высокая температура (235°C) в течение нескольких часов для отверждения полиимидной пены. При использовании вспениваемой композиции на основе изоцианата по настоящему изобретению недостатки, связанные со столь высокими температурами и длительными временами вспенивания и отверждения вспениваемой композиции, вообще отсутствуют. Напротив, благодаря обычно высокой реакционной способности вспениваемой композиции на основе изоцианатов в настоящем изобретении вспениваемая композиция отверждается при сравнительно низких температурах (ниже 120°C или даже ниже 90°C) и в течение коротких промежутков времени всего за несколько минут. Помимо применения предшественника полиимидной пены в виде порошка в US-A-5135959 также раскрыт способ пропитки сетчатой пены вязким предшественником полиимидной пены. Это можно сделать путем распыления жидкого предшественника полиимидной пены в растворителе на сетчатую пену или пропитки сетчатой пены предшественником полиимидной пены и удаления избытка жидкого предшественника полиимидной пены еще до того, как сетчатую пену помещают в печь для вспенивания и отверждения полиимидной пены, как описано выше. При применении жидкого предшественника полиимидной пены перед вспениванием и отверждением пены требуется кроме того стадия сушки. Эти дополнительные стадии обработки - удаление избытка жидкого предшественника и сушка растворителя перед вспениванием и отверждением пены - вообще не нужны в способе по настоящему изобретению (в котором отверждаемая вспениваемая композиция на основе изоцианата не должна содержать растворителя для понижения вязкости и в котором вспениваемая композиция предпочтительно не содержит растворителя или содержит его в количестве менее 5 мас.%). Кроме того, даже если нет необходимости удалять избыток жидкого предшественника пены, способ по настоящему изобретению позволяет применить более низкую степень упаковки, т.е. уменьшить количество вспениваемой композиции, которое необходимо для заполнения открытых пустот каркаса из сетчатой пены. Это достигается распылением слабовязкой вспениваемой композиции на основе изоцианата на пену с открытыми ячейками с последующим проникновением вспениваемой композиции по меньшей мере частично под действием силы тяжести в пену с открытыми ячейками, где она может вспениваться более свободно, и поэтому для заполнения открытых пустот сетчатой пены нужно меньше вспениваемой композиции. В способе по настоящему изобретению предпочтительно вспенивать всю вспениваемую композицию, которую распыляют на каркасный слой, таким образом, чтобы не было необходимости удалять избыток вспениваемой композиции до стадии вспенивания.
Распыление вспениваемой композиции на основе изоцианата на оба кроющих слоя сэндвичевой структуры фактически уже известно, более конкретно из FR-A-2171949 и DE-A-10153973. Каркасный слой, использовавшийся в способах предшествующего уровня техники, представляет собой сравнительно жесткую сотовую структуру, отличающуюся от гибкого слоя пены с открытыми ячейками, используемого в качестве каркасного слоя в способе по данному изобретению. Способ, раскрытый в FR-A-2171949, представляет собой непрерывный способ, в котором вспениваемую композицию распыляют на внутренние стороны двух кроющих слоев, которые затем наносят на сотовый каркасный слой, и вспениваемая композиция частично проникает в каркасный слой и соединяет кроющие слои с каркасным слоем. В способе, раскрытом в DE-A-10153973, первый кроющий слой находится в форме, первую порцию вспениваемой композиции распыляют на первый кроющий слой, сотовый каркасный слой помещают на первый кроющий слой, второй кроющий слой помещают на каркасный слой, вторую порцию вспениваемой композиции распыляют на второй кроющий слой и форму закрывают. Вспениваемая композиция поднимается с образованием пены, которая снова только частично проникает в каркасный слой и соединяет этот каркасный слой с кроющими слоями.
Недостатком этих известных способов является то, что используемые сотовые каркасные слои нелегко подогнать к поверхности трехмерной формы, и то, что такие сотовые каркасные слои часто разрываются или ломаются при сравнительно больших деформациях. Поэтому в способе по настоящему изобретению используют слой гибкой пены с открытыми ячейками, в частности слой драпирующейся пены, который можно легко нанести и манипулировать с ним в трехмерной форме. Другое преимущество слоя пены с открытыми ячейками состоит в том, что он может иметь пониженный удельный вес по сравнению с сотовой структурой. В отличие от сотовых слоев гибкие слои пены с открытыми ячейками для придания им устойчивости к сжатию следует заполнять пеной практически полностью.
Патент WO 2007/101868 раскрывает способ, в котором на обе стороны сотового каркасного слоя, каждая из которых покрыта слоем стекловолокна, сначала распыляют отверждаемую полиуретановую композицию с низкой плотностью, после чего слои сжимают и отверждают в пресс-форме. Недостатком этого способа является то, что для практически полного заполнения сотового каркаса требуется сравнительно большое количество отверждаемой композиции, а это приводит к более дорогостоящей и тяжелой сэндвичевой структуре. Это обусловлено прежде всего тем, что структура сотового материала препятствует распределению отверждаемого вещества по всем направлениям сотового материала, и, во-вторых, тем, что полиуретановая композиция абсорбируется сотовым каркасом. Как указано выше, настоящее изобретение предлагает решение этой проблемы, включающее использование в качестве каркасного слоя пены с открытыми ячейками и распыление вспениваемой композиции на этот каркасный слой, который остается в горизонтальном положении, так что вспениваемая композиция может сразу проникнуть по меньшей мере частично под действием силы тяжести в пену с открытыми ячейками в каркасном слое. Слой пены с открытыми ячейками дает возможность распределить вспениваемую композицию по всем направлениям этого слоя, что исключает необходимость распылять избыток вспениваемой композиции и дает уверенность в том, что все ячейки заполнены даже тогда, когда распыляют только на одну сторону каркасного слоя. Преимущество использования гибкого слоя пены с открытыми ячейками состоит в том, что масса такого слоя пены может быть гораздо меньше, чем масса сотовой структуры, и гибкий слой пены с открытыми ячейками можно легко растягивать, так что в отличие от способа, раскрытого в WO 2007/101868, нет необходимости собирать каркасный слой в складки во время формования, что в дальнейшем увеличило бы массу изготовленного изделия.
В предпочтительном варианте способа по данному изобретению пена с открытыми ячейками, более конкретно сетчатая пена, содержит ячейки со средним размером 2000-7000 мкм и предпочтительно со средним размером более 3000 мкм, более предпочтительно более 4000 мкм.
Пены, в частности сетчатые пены, с таким сравнительно большим размером ячеек менее устойчивы к проникновению вспениваемой композиции и подъему пены.
Предпочтительно, чтобы пена с открытыми ячейками в указанном каркасном слое в несжатом состоянии обладала средней толщиной, по меньшей мере равной указанному размеру ячейки, и предпочтительно, чтобы толщина была бы в двадцать раз меньше среднего размера ячейки, более предпочтительно в десять раз меньше и наиболее предпочтительно в пять раз меньше указанного размера ячейки.
Таким образом, пена с открытыми ячейками является достаточно однородной, в то время как вспениваемая композиция может сразу после распыления проникать сравнительно глубоко в каркасный слой до начала подъема пены.
В способе по данному изобретению нет необходимости распылять все количество вспениваемой композиции, используемой для изготовления изделия, на каркасный слой в лежачем положении. Например, часть вспениваемой композиции можно распылить на нижнюю поверхность формы, более конкретно на первый кроющий слой, помещенный на нее, перед тем как поместить каркасный слой на нижнюю поверхность формы, или на этот первый кроющий слой. Часть вспениваемой композиции можно также распылить на верхнюю поверхность формы, более конкретно на второй кроющий слой поверх верхней поверхности формы, перед тем, как верхний кроющий слой будет нанесен поверх каркасного слоя. Таким образом, эти порции вспениваемой композиции могут служить для повышения адгезии каркасного слоя к кроющим слоям. Предпочтительно по меньшей мере 75 мас.%, более предпочтительно по меньшей мере 90 мас.% вспениваемой композиции наносить распылением на каркасный слой в горизонтальном положении, с тем чтобы можно было уменьшить среднюю плотность получаемой пены.
Способ по данному изобретению является либо непрерывным, либо периодическим. В непрерывном способе верхнюю и нижнюю поверхности формы формируют с использованием транспортера. В периодическом способе верхняя и нижняя поверхности формы образуются с помощью верхних и нижних секций формы, которые могут быть открытыми и закрытыми. В периодическом способе каркасный слой перед распылением на него вспениваемой композиции предпочтительно поддерживать в лежачем положении на нижней поверхности формы.
Другие особенности и преимущества изобретения будут очевидны из последующего описания конкретных вариантов способа согласно настоящему изобретению. Номера ссылок в этом описании относятся к включенным рисункам, из которых:
Фигура 1 представляет упрощенный вид вертикального сечения сжатой формы, в которой нижний кроющий слой, каркасный слой, состоящий из слоя пены с открытыми ячейками, и верхний кроющий слой помещены на нижнюю поверхность формы и в которой вспениваемую композицию распыляют на каркасный слой, более предпочтительно по верхнему кроющему слою на каркасном слое.
Фигура 2 иллюстрирует следующую стадию, на которой сжатую форму закрывают и вспениваемую композицию вспенивают и отверждают, заполняя пеной открытые ячейки слоя пены с открытыми ячейками.
Фигура 3 показывает поперечное сечение полученного вспененного изделия, более конкретно сэндвичевую структуру, образованную из каркасного слоя с открытыми ячейками, заполненного пеной, полученной из вспениваемой композиции, и двух кроющих слоев, соединенных с каркасным слоем.
Фигура 4 показывает в большем масштабе часть поперечного сечения с фигуры 3.
Фигуры 5 и 6 показывают в большем масштабе деталь вертикального сечения формы, в которую помещены нижний и верхний кроющие слои и каркасный слой и в которую сделана вставка через все эти слои на фигуре 5 и только через нижний кроющий слой на фигуре 6.
Фигура 7 иллюстрирует непрерывный способ изготовления.
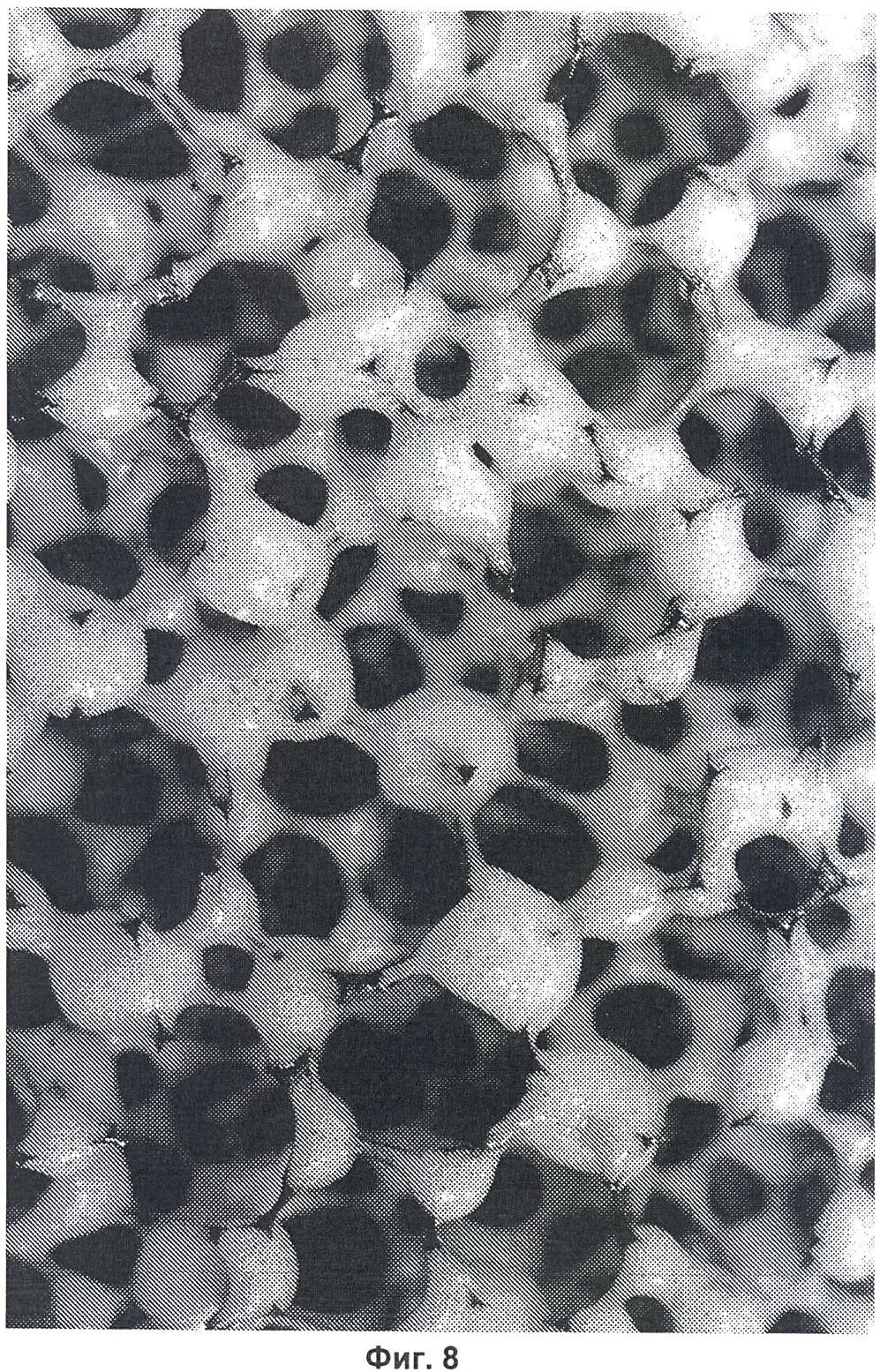
Фигура 8 показывает сетчатую пену, на которую было распылено некоторое количество вспениваемой полиуретановой композиции с последующим вспениванием.
Определения и способы тестирования
Уплотнение или степень уплотнения.
Эта величина показывает разницу между плотностью при свободном подъеме вспениваемой композиции и реальной плотностью пены, полученной из этой вспениваемой композиции в открытых ячейках пены с открытыми ячейками (имея в виду полное заполнение пены с открытыми ячейками). Она определяется следующей формулой:

На практике плотность формованной пены можно определить из объема полученного изделия (Va), массы полученного изделия (Wa) и массы каркасного слоя (Wc) по следующей формуле:

Таким образом, при определении плотности формованной пены не учитывают объем, поглощенный пеной с открытыми ячейками (т.е. сжатыми участками и любыми закрытыми ячейками в ней).
В случае, когда присутствуют один или несколько кроющих слоев, объем и массу этих кроющих слоев и массу отверждаемой вспениваемой композиции, содержащейся в этих кроющих слоях, не нужно учитывать (например, при удалении кроющих слоев и определении плотности в формованном состоянии для оставшейся части каркаса вспененного изделия, как описано выше).
Плотность свободной пены: определяют согласно ISO 1183.
Пена с открытыми ячейками
Пена с открытыми ячейками представляет собой пену, которая содержит открытые пустоты, составляющие по меньшей мере 90% объема пены. Открытые пустоты пены с открытыми ячейками представляют собой те объемы пены с открытыми ячейками, которые не заняты сжатыми участками или любыми закрытыми ячейками, которые могут присутствовать в пене с открытыми ячейками.
Сетчатая пена
Сетчатая пена представляет собой особый тип пены с открытыми ячейками. Сетчатые пены получают путем превращения готовой пены с закрытыми ячейками или пены с открытыми ячейками в пену с полностью открытыми ячейками путем разрушения или удаления стенок ячеек. Известны различные механические, химические и термические способы получения сетчатых пен, которые раскрыты, например, в патентах США №№3405217, 3423338, 3425890 и 4670477.
Средний размер ячейки
Этот размер можно определить методом Visiocell, разработанным Recticel, как описано на стр.8, l. 21-9, l. 8 в WO 2007/031517.
Формируемость и драпируемость
Формируемый каркасный слой представляет собой каркасный слой, который может образовывать складки на трехмерной поверхности формы, т.е. который может покрывать поверхность формы, следуя за ее контурами. Чаще всего он обладает устойчивостью к изгибу, определенной по ASTM 4032, менее 150 N, предпочтительно менее 100 N и более предпочтительно менее 50 N.
Устойчивость к изгибу
Устойчивость к изгибу каркасного слоя определяют с помощью модифицированного теста на круговой изгиб, ASTM 4032-82, как показано в примере ЕР-В-1323398.
В способе, проиллюстрированном на фигурах 1 и 2, готовят вспененное изделие, более конкретно трехмерную сэндвичевую структуру, которая затем показана на фигурах 3 и 4. Она включает каркасный слой 1, состоящий из гибкой пены с открытыми ячейками, нижний кроющий слой 2 на нижней стороне этого каркасного слоя 1 и верхний кроющий слой 3 на верхней стороне каркасного слоя 1. Пены с открытыми ячейками содержат по меньшей мере 90%, предпочтительно по меньшей мере 95% и более предпочтительно по меньшей мере 98% открытых ячеек. Эти открытые ячейки или открытые пустоты каркасного слоя из пены с открытыми ячейками 1 заполняют дополнительной пеной 4 по меньшей мере на 80 об.%, предпочтительно по меньшей мере на 90 об.% и более предпочтительно по меньшей мере на 95 об.%. Эта дополнительная пена 4 содержит ячейки меньшего размера, чем пена с открытыми ячейками в каркасном слое 1.
Кроющие слои 2 и 3 представляют собой, в частности, армирующие слои, более конкретно слои, которые содержат волокна, такие как стекловолоконные плиты или сетки из более тонкого стекловолокна, нетканые стекловолокна, неупорядоченные структуры стекловолокон, тонкие стекловолокна, резаные или измельченные волокна стекла или минералов, плитки из природного волокна и вязаного или тканого материала, резаные природные волокна и плитки волокон, ткани из нетканых и вязаных волокон на основе полимеров, углеродных волокон или арамидных волокон или их смеси. Армирующие слои могут быть одинаковыми на обеих сторонах каркасного слоя или могут быть разными. Изобретение не ограничено использованием армирующих слоев в качестве кроющих слоев или только кроющих слоев. Один из кроющих слоев или оба кроющих слоя могут также включать эстетический слой, такой как кожа или искусственная кожа, покрытие из текстиля. Когда такой эстетический слой, образующий видимую сторону изделия, проницаем для вспениваемой композиции, между внешним эстетическим кроющим слоем и каркасным слоем следует проложить дополнительный непроницаемый кроющий слой. Кроющие слои могут также быть жесткими и могут, в частности, состоять из жестких листов, например, металла или дерева, которые применяют, например, в стенных панелях или столешницах или других продуктах для применения в строительстве.
Каркасный слой 1 предназначен для поддержания кроющих слоев 2, 3 вблизи поверхности сэндвичевой структуры (в месте локализации самых больших напряжений растяжения) при формировании сэндвичевой структуры. Каркасный слой 1 представляет собой гибкую пену с открытыми ячейками. Важным преимуществом такого гибкого слоя пены 1 является то, что по сравнению, например, с жесткими сотовыми структурами его можно гораздо легче нанести на сложную трехмерную поверхность формы, т.е. без риска разрыва, разрушения или повреждения. Гибкий слой пены с открытыми ячейками, в частности слой сетчатой пены, может также иметь меньшую плотность, чем плотность сотовой структуры, и ее не нужно драпировать складками при помещении на поверхность трехмерной формы, что приводит к меньшей массе изготовленного изделия. Предпочтительно, чтобы пена с открытыми ячейками в кроющем слое 1 была эластичной и могла растягиваться, по данным теста ISO 1798, по меньшей мере на 100%, предпочтительно по меньшей мере на 150%.
Пена с открытыми ячейками в кроющем слое 1 может быть полимерной термопластичной пеной, например пеной из этилен-пропилен-диенового каучука, или она может быть полимерной термореактивной пеной, такой как полиуретановая пена. Полимерные пены можно получать по разным технологиям, как описано в US 2006/0026970. Предпочтительной пеной с открытыми ячейками является сетчатая пена, в частности сетчатая полиуретановая пена. Предпочтительно, чтобы пена с открытыми ячейками имела средний размер ячеек 2000-7000 мкм и более предпочтительно более 3000 мкм, наиболее предпочтительно более 4000 мкм.
Предпочтительно, чтобы каркасный слой 1 был гибким с Е-модулем меньше 0.5 МПа, определенным с помощью теста ISO 527-3. Кроме того, предпочтительно, чтобы каркасный слой 1 можно было драпировать, чтобы он мог очень легко разместиться на поверхности формы. Предпочтительно, чтобы пена с открытыми ячейками в каркасном слое 1 имела плотность менее 60 кг/м3, более предпочтительно менее 50 кг/м3 и наиболее предпочтительно менее 40 кг/м3. Кроме того, предпочтительно, чтобы 40% CLD твердость, определенная по ISO3386/1, составляла менее 20 кПа, более предпочтительно менее 15 кПа и наиболее предпочтительно менее 10 кПа.
Дополнительная пена 4, заполняющая открытые пустоты пены с открытыми ячейками, может быть гибкой или жесткой в зависимости от требуемых свойств вспененного изделия. Дополнительная пена 4 является пеной на основе изоцианата, в частности полиуретановой, полиизоциануровой, пеной полимочевины или модифицированной полимочевиной полиуретановой пеной.
Для изготовления вспененного изделия, более конкретно сэндвичевой структуры, показанной на фигурах 3 и 4, нижний кроющий слой 2, каркасный слой 1 и верхний кроющий слой 3 укладывают, как показано на фигуре 1, поверх друг друга на поверхность 5 нижней секции формы 6. Слои 1-3 можно уложить последовательно или одновременно на нижнюю поверхность формы 5. Перед укладкой на нижнюю поверхность формы их можно необязательно склеить друг с другом, предпочтительно только локально, чтобы избежать образования плотной пленки.
После помещения слоев 1-3 в форму поверх этих слоев распыляют отверждаемую вспениваемую композицию 7 с образованием дополнительной пены 4 в пустотах каркасного слоя 1 и для склеивания слоев 1-3 друг с другом. Эта вспениваемая композиция представляет собой отверждаемую композицию на основе изоцианата, в частности полиуретана, полиизоцианурата, полимочевины или полиуретана, модифицированного полимочевиной. Предпочтительно, чтобы композиция на основе изоцианата представляла собой реакционноспособную смесь, которая сразу после распыления на слой пены с открытыми ячейками начинает отверждаться.
Понятно, что верхний кроющий слой 3 должен быть открытым слоем, т.е. слоем с отверстиями и/или слоем, проницаемым для вспениваемой композиции 7, которая может проникать в каркасный слой 1. Нижний кроющий слой 2, напротив, может быть закрытым непроницаемым слоем. Поэтому нижний кроющий слой 2 может быть эстетическим непроницаемым кроющим слоем. Такой слой синтетической кожи можно изготовить заранее и поместить на нижнюю поверхность формы или его также можно изготовить на нижней поверхности формы, например, распылением, термоформованием или формованием заливкой. Предпочтительно, чтобы слой кожи состоял из эластомерного полиуретана, который изготавливают распылением полиуретановой реакционноспособной смеси на поверхность формы (см., например, ЕР-В-0303305 и ЕР-В-0389014). Обратной стороной слоя кожи может быть слой пены, в частности, нанесенный также распылением. Вместо этого или в дополнение к слою пены между слоем кожи и каркасным слоем можно также поместить армирующий слой, в частности, для получения повышенной жесткости. Способ по данному изобретению можно, например, использовать при изготовлении жесткого синтетического носителя для свободнонесущих деталей отделки, как описано в ЕР0642411. Настоящее изобретение позволяет изготавливать легкие детали отделки, такие как дверные панели или структурные движущиеся части, например, автомобильные подушки безопасности или покрытия для автомобильных сидений.
На следующей стадии, показанной на фигуре 2, форму 6, 8 закрывают, опуская верхнюю секцию формы 8 с верхней поверхностью формы 9 на нижнюю секцию формы 6, так что слои 1-3 и, в частности, каркасный слой из пены с открытыми ячейками 1 оказываются слегка сжатыми. Затем дают возможность вспениться и отверждаться вспениваемой композиции 7 в полости формы между верхней поверхностью 9 и нижней поверхностью 5 формы. Затем форму открывают (не показано) и полученное изделие извлекают из формы.
Существенной особенностью вспениваемой композиции 7, которую распыляют на каркасный слой 1, является то, что ее динамическая вязкость, определенная при скорости сдвига 1/с, при оседании поверх слоев 1-3 составляет менее 1000 мПа·с, предпочтительно менее 800 мПа·с и более предпочтительно менее 500 мПа·с или даже менее 300 мПа·с. Благодаря столь низкой вязкости и тому, что слои 1-3 находятся в горизонтальном положении и, более конкретно, на нижней поверхности формы, вспениваемая композиция может проникать под действием силы тяжести в пену с открытыми ячейками в каркасном слое 1, более конкретно до того, как она начинает пениться и становится слишком вязкой. Таким образом, вспениваемая композиция распределяется в каркасном слое 1 более равномерно, прежде чем начинает вспениваться, так что вспениваемая композиция меньше повреждается при подъеме в пене с открытыми ячейками, и в результате для заполнения пены с открытыми ячейками требуется меньше вспениваемой композиции. Открытые пустоты пены с открытыми ячейками следует заполнить дополнительной пеной 4, полученной из вспениваемой композиции, по меньшей мере на 80 об.%, предпочтительно по меньшей мере на 90 об.% и более предпочтительно по меньшей мере на 95 об.%. Тесты показали, что в результате необходимое уплотнение можно уменьшить до значения ниже 100%, в частности ниже 90% и более конкретно даже ниже 80%.
Хотя каркасный слой 1 при распылении на него вспениваемой композиции надо держать в горизонтальном положении, это не означает, что каркасный слой 1 следует держать исключительно в горизонтальном положении. Однако предпочтительно держать каркасный слой под углом меньше 75°, предпочтительно меньше 60° и более предпочтительно меньше 45° к горизонтальной плоскости. Когда каркасный слой лежит не на плоской поверхности формы, а на двух- или трехмерной поверхности формы и искривляется в двух или трех направлениях при распылении на него вспениваемой композиции, можно определить средний угол отклонения верхней поверхности каркасного слоя. Верхняя поверхность каркасного слоя определяется плоскостью, касательной к наружной стороне каркасного слоя, которая не имеет пенной структуры каркасного слоя. Эту касательную плоскость можно разделить на отдельные плоские грани, каждая с поверхностью примерно 1 см2 и шириной, практически равной их длине. Каждая грань образует угол с горизонтальной плоскостью, равный или менее 90°. Средняя величина этих углов является средним углом каркасного слоя, который должен быть меньше 75°, предпочтительно меньше 60° и более предпочтительно меньше 45°.
Для того, чтобы облегчить заполнение пены с открытыми ячейками, предпочтительно, чтобы пена с открытыми ячейками в каркасном слое в несжатом состоянии имела среднюю толщину (определенную делением ее объема на величину поверхности) в двадцать раз меньше среднего размера ячейки, предпочтительно меньше среднего размера ячейки в десять раз и наиболее предпочтительно меньше среднего размера ячейки в пять раз. Для получения практически совместимого слоя пены слой пены с открытыми ячейками должен иметь среднюю толщину, равную по меньшей мере среднему размеру ячейки.
Низкая вязкость вспениваемой композиции 7 позволяет также распылить или напылить ее на верхнюю поверхность формы. Можно использовать разные типы распылительных сопел, включая сопла для распыления с воздухом или без него. Предпочтительные сопла для распыления без воздуха и способы распыления раскрыты, например, в ЕР-В-0303305 и ЕР-В-0389014. Вспениваемую композицию предпочтительно распылять в виде капель, более конкретно в виде капель со средним диаметром, определенным по ASTM Е 799-81, больше 50 мкм или в виде пленки, которая распадается на такие капли на некотором расстоянии от сопла.
Вспениваемую композицию предпочтительно составлять так, чтобы получать пену с плотностью свободной пены в интервале 20-100 кг/м3. В способе, описанном выше со ссылкой на фигуры 1 и 2, общее количество вспениваемой композиции, которую помещают в форму, наносят распылением на каркасный слой 1, лежащий на нижней поверхности формы 5. Однако часть этой вспениваемой композиции можно также распылить на нижний кроющий слой 2, в частности, когда он лежит на нижней поверхности формы, но перед тем, как туда помещают каркасный слой. Другую порцию вспениваемой композиции можно также нанести на верхний кроющий слой, прежде чем поместить этот верхний кроющий слой поверх каркасного слоя 1. Однако в предпочтительном варианте по меньшей мере 75 мас.%, предпочтительно по меньшей мере 90 мас.% указанной вспениваемой композиции наносят в форму распылением на каркасный слой в горизонтальном положении, более конкретно, когда он положен на нижнюю поверхность формы.
Вместо того, чтобы сначала нанести кроющий слой 3 на каркасный слой 1 до распыления на него вспениваемой композиции, вспениваемую композицию 7 или по меньшей мере ее часть можно также распылить на каркасный слой перед тем, как накрыть этот каркасный слой 1 верхним кроющим слоем 3. Это особенно выгодно в случае более тонких каркасных слоев 1, например каркасных слоев тоньше 10 мм, т.к. тогда вспениваемая композиция перед началом вспенивания будет глубже проникать в каркасный слой. В случае более тонких каркасных слоев, в частности каркасных слоев тоньше 10 мм, вспениваемую композицию или по меньшей мере ее часть предпочтительно распылять на верхний кроющий слой 3, лежащий на каркасном слое 1.
Вместо того, чтобы наносить верхний 3 и нижний 2 кроющие слои, как показано на фигуре 1, можно также не наносить кроющие слои на каркасный слой 1 или нанести только верхний кроющий слой 3 или только нижний кроющий слой 2. Если не наносить кроющие слои, то каркасный слой 1 теряет функцию поддержки кроющих слоев на соответствующих поверхностях формы, но он может служить для модифицирования механических свойств дополнительной пены 4. В зависимости от свойств пены с открытыми ячейками в каркасном слое 1 и дополнительной пены 4 полученный сложный вспененный продукт может иметь множество различных применений. Например, каркасный слой может представлять собой сетчатую гидрофобную полиуретановую пену, в то время как дополнительная пена может быть гидрофильной полиуретановой пеной. В то время как эта гидрофильная дополнительной пена набухает в результате поглощения воды, каркас из сетчатой пены достаточно устойчив и препятствует увеличению размера продукта. Благодаря комбинации этих двух типов пены полученная композитная пена преодолевает недостатки обоих типов пены, сохраняя соответствующие достоинства. Например, указанная полученная пена очень подходит для очищения, например, в виде синтетических губок и скребков. Каркас из сетчатой пены будет служить не только для предотвращения набухания пены с открытыми ячейками, но будет препятствовать повреждению пены с открытыми ячейками и способствовать улучшению абразивных свойств. При других применениях, например, когда дополнительная пена является жесткой, каркас из пены с открытыми ячейками 1 можно использовать, в частности, для уменьшения жесткости при изгибе слоя композитной пены. Такая пониженная жесткость при изгибе особенна важна при использовании вспененного изделия в качестве субстрата для деталей отделки интерьера автомобилей, таких как облицовка основного оборудования автоматической линии, покрытия для стоек А, В или С и т.п., когда требуется изгиб во время монтажа. Пониженная жесткость при изгибе уменьшает риск повреждения таких частей при их монтаже. С другой стороны, при использовании, например, каркасного слоя из пены металла с открытыми ячейками такой каркасный слой может также служить армирующим средством для вспененного изделия.
Преимущество способа по изобретению заключается в том, что в форму легко ввести вкладыши 10, такие как скобы, штифты и крепежные изделия, которые частично войдут в полученное вспененное изделие. Гибкую пену с открытыми ячейками можно легко сжать в местах локализации вкладышей 10. На фигуре 5 показан вариант, в котором вкладыш 10 проходит через слой каркаса 1 и через верхний 3 и нижний 2 кроющие слои в выемку 11 в нижней секции формы 6. Когда кроющие слои 2, 3 отсутствуют, вкладыш 10 следует пропускать только через каркасный слой 1 (или через каркасный слой 1 и один кроющий слой, если имеется только один кроющий слой). Вкладыш 10 имеет выступающую головку 12 и в результате вкладыш 10 закрепляется во вспененном изделии. Благодаря гибкости пены с открытыми ячейками в каркасном слое 1 каркасный слой 1 можно легко сжать под головкой 12. Предпочтительно, чтобы головку 12 поддерживал верхний край поверхности формы 5 и она выступала над этим верхним краем, что дает возможность вспениваемой композиции 7 проникать под головку 12 и закреплять вкладыш 10 во вспененном изделии. В случае большого вкладыша 10 или головки 12 имеет смысл нанести часть пены с открытыми ячейками на головку 12 и необязательно добавочную порцию кроющего слоя на эту часть пены с открытыми ячейками. Часть кроющего слоя можно расширить частично или даже полностью на кроющий слой 3.
На фигуре 6 показан вариант, в котором для получения прочного композитного материала не требуются дополнительные части пены с открытыми ячейками и кроющего слоя поверх вкладыша 10. Вкладыш 10 помещают в форму после размещения на нижней поверхности формы 5 нижнего кроющего слоя 2, так что между головкой 12 вкладыша 10 и поверхностью формы, более конкретно ее верхним краем, находится только нижний кроющий слой 2, более конкретно, он зафиксирован там. Как видно из фигуры 6, благодаря гибкости и высокому содержанию пустот пену с открытыми ячейками в каркасном слое 1 легко сжать в значительной степени над вкладышем 10.
В описанном выше варианте полученное вспененное изделие имеет почти равномерную толщину. В случае, когда толщина резко различается, можно образовать каркасный слой 1 путем наложения двух или нескольких слоев пены с открытыми ячейками один поверх другого в тех местах, где нужна большая толщина. С другой стороны, можно также нанести по всей поверхности формы два или несколько слоев пены с открытыми ячейками один поверх другого (и поместить головку 12 вкладыша 10, например, между двумя такими слоями пены). Альтернативно, слой или слои пены с открытыми ячейками, используемые для образования каркасного слоя 1, могут также иметь неравномерную толщину, например, в результате формования или резки слоя пены.
С помощью способов формования, описанных выше, можно получить трехмерное вспененное изделие. Поэтому нижняя 5 и верхняя 9 поверхности формы обычно делают трехмерными, но также возможно, чтобы только одна из поверхностей формы 5 или 9 была трехмерной.
Вместо изготовления вспененных изделий периодическим способом в форме, вспененные изделия можно также изготавливать непрерывным способом. Такой непрерывный способ проиллюстрирован на фигуре 7. В этом способе каркасный слой 1 и необязательные кроющие слои 2 и 3 наносят на первый транспортер 13 и распыляют вспениваемую композицию поверх них, в то время как каркасный слой 1 перемещают вперед на первом транспортере 13. Затем каркасный слой 1 и распыленная на него вспениваемая композиция движутся на второй транспортер 14, который образует нижнюю поверхность формы 5. Верхняя поверхность формы 9 образуется на третьем транспортере 15, расположенном выше второго транспортера 14. При прохождении между этими транспортерами 14 и 15 вспениваемая композиция пенится, заполняя пустоты пены с открытыми ячейками в каркасном слое, и по меньшей мере частично отверждается. Затем вспененное изделие покидает секцию формования, образованную транспортерами 14 и 15, и далее движется на четвертом транспортере 16. На следующей стадии вспененное изделие можно непрерывно нарезать на отдельные куски. В этом непрерывном способе также возможно получать трехмерные вспененные изделия, более конкретно путем получения трехмерных поверхностей формы на верхнем 15 и/или нижнем 14 транспортере и синхронизации этих двух транспортеров.
Полученное вспененное изделие представляет собой изделие типа листа или панели, которое имеет две большие поверхности и сравнительно малую толщину. Такое изделие типа листа или панели не должно быть плоским, а должно иметь сложную трехмерную форму, например, для использования в качестве части отделки интерьера движущихся средств, таких как дверная панель, панель для инструментов, спинка, опора или облицовка сиденья.
Пример 1 (без кроющих слоев)
Для изготовления плоской панели использовали плоскую форму, состоящую из нижней и верхней секций, нагретых до 65°C. Размеры полости формы составляли 800 мм в длину и 500 мм в ширину при глубине формы 5 мм и объеме 2 л.
На первой стадии на обе секции формы распылили антиадгезив для более легкого извлечения вспененного изделия.
На второй стадии на нижнюю поверхность формы наложили лист сетчатой полиуретановой пены. Этот лист пены имел плотность 30 кг/м3, толщину 5 мм и размер ячейки 4800 мкм, такие листы выпускают в промышленности под маркой Bulpren S32520. Эта сетчатая пена содержала примерно 100% открытых ячеек и занимала объем всего примерно 0.06 л при остальном объеме (объем открытых пустот) примерно 1.94 л.
На третьей стадии жесткую вспениваемую композицию PUR с плотностью свободной пены 48 кг/м3 равномерно распылили на лист сетчатой пены. Динамическая вязкость компонента А (полиол Daltorim EL 17872 - Huntsman) составляла 650 мПа·с, а вязкость компонента В (изоцианат MDI - Suprasec 5030 - Huntsman) составляла 185-235 мПа·с, обе были определены при 25°C. Распылили общее количество обоих компонентов в 160 г в соотношении 100/190 (полиол/изоцианат) при температуре примерно 65°C на лист сетчатой пены с помощью промышленного робота таким образом, что жидкую PUR равномерно распределили на листе сетчатой пены.
На четвертой стадии нагретую форму закрыли и PUR дали вспениться и отвердеть в форме в течение 3 мин. Открыв форму, извлекли изделие. В результате получили целиком заполненную, структурированную плоскую панель с такими же размерами, что и форма, и суммарной плотностью 110 кг/м3. Таким образом, при степени упаковки примерно 67%

Присутствие каркаса из сетчатой пены привело к пониженной жесткости на изгиб по сравнению с панелью чистой жесткой пены с такими же размерами и плотностью в формованном состоянии (см. таблицу 10. Это четко показывает, что полученную панель гораздо легче согнуть, причем с приложением меньшей силы, что в результате уменьшает риск повреждения панели, хотя было показано, что абсолютный изгиб до разрыва остается таким же.
Пример 2 (с кроющими слоями)
Осуществили способ так же, как в примере 1, за исключением того, что лист сетчатой пены, как описано в примере 1, покрыли с обеих сторон сплошной оболочкой из стекловолокна (поверхностная масса 225 г/м2, тип U816/225 от Saint Gobain-Vetrotex) перед тем, как распылить на него такое же количество вспениваемой композиции PUR.
Полученная панель была целиком заполнена и имела суммарную плотность 200 кг/м3 (включая сетчатую пену, стекловолоконные пластинки и содержащийся в них PUR). В результате образовалась панель типа сэндвича с исключительными механическими свойствами. Это особенно проявляется в жесткости на изгиб, как видно из таблицы 1. Из сравнения вспененного сэндвичевого материала, полученного в этом примере, с сэндвичевым материалом, полученным в примере 1 в WO 2007/101868, видно, что хотя в настоящем примере было использовано гораздо более тяжелое стекловолокно, поверхностная масса полученного сэндвичевого материала была значительно меньше, чем поверхностная масса сэндвичевого материала, полученного с применением сотовой структуры (примерно 1000 г/м2 по сравнению с примерно 1350 г/м2).
Пример 3 (без кроющих слоев)
Для демонстрации способа генерации пены в сетчатой пене повторили пример 1 с менее вспениваемой композицией. На фигуре 8 показана сетчатая пена, содержащая вспениваемую композицию, которая уже была вспенена до некоторой степени. Очевидно, что вспениваемая композиция была нанесена на сжимаемые участки сетчатой пены главным образом путем распыления, но также отчасти благодаря перетеканию вдоль сжимаемых участков под действием силы тяжести. Несмотря на низкую начальную вязкость вспениваемой композиции, основная часть ее была нанесена на сжимаемые участки сетчатой пены. Таким образом, композиция может вспениваться более свободно и для заполнения открытых пустот сетчатой пены нужна менее вспениваемая пена, т.е. нужна меньшая степень упаковки.
Сравнительный пример
Вспениваемую пену на основе TDI получили из вспениваемой полиуретановой композиции с плотностью свободной пены примерно 23 кг/м3. Эту композицию вылили в форму 490×490×100 мм. Для заполнения формы целиком понадобилось примерно 720 г вспениваемой композиции, причем необходимая степень упаковки составила 30%.
При помещении блока сетчатой пены 490×490×100 мм с плотностью 35 кг/м3 в форму на вспениваемую композицию для заполнения формы потребовалось значительно больше вспениваемой композиции, а именно 1080 г. Необходимая степень упаковки составила 95%.
Реферат
Изобретение относится к способу изготовления вспененного изделия, в частности изделия в виде листа или панели. Способ получения вспененного изделия включает стадии: изготовление каркасного слоя в виде гибкой пены с открытыми пустотами, при этом пустоты составляют по меньшей мере 90% объема; распыление отверждаемой вспениваемой композиции, представляющей собой реакционноспособную смесь на основе изоцианата, на каркасный слой, при этом композиция начинает отверждаться сразу при распылении; помещение каркасного слоя в форму; вспенивание отверждаемой жидкой композиции в открытых пустотах пены с образованием дополнительной пены, заполняющей эти пустоты, и извлечение полученного изделия из формы. Технический результат - уменьшение количества вспениваемой композиции для заполнения открытых пустот пены с открытыми ячейками. 22 з.п. ф-лы, 8 ил., 1 табл., 4 пр.
Формула
- изготовление по меньшей мере каркасного слоя для указанного изделия, который представляет собой гибкую пену с открытыми пустотами, в которой открытые пустоты составляют по меньшей мере 90% объема пены с открытыми пустотами;
- помещение указанного каркасного слоя между нижней и верхней поверхностями формы;
- вспенивание отверждаемой вспениваемой жидкой композиции на основе изоцианата в открытых пустотах указанной пены с открытыми пустотами с образованием дополнительной пены, заполняющей эти открытые пустоты, в то время как каркасный слой сохраняют между верхней и нижней поверхностью формы; и
- извлечение полученного изделия из пространства между верхней и нижней поверхностью формы, отличающийся тем, что
отверждаемая вспениваемая композиция представляет собой реакционноспособную смесь, которая распыляется на каркасный слой и которая начинает отверждаться при распылении на каркасный слой, и при этом она имеет динамическую вязкость, определенную при скорости сдвига 1/с, менее 1000 мПа·с, причем каркасный слой оставляют в лежачем положении при распылении на него вспениваемой композиции, так что распыленная вспениваемая композиция имеет возможность проникать по меньшей мере частично под действием силы тяжести в пену с открытыми пустотами в каркасном слое.
Документы, цитированные в отчёте о поиске
Способ изготовления конструкционных элементов синтетической отделки и изготовленный этим способом конструкционный элемент
Способ получения панели
Комментарии