Способ изготовления многослойного формованного изделия, а также многослойное формованное изделие для теплоизоляции зданий - RU2664080C1
Код документа: RU2664080C1
Чертежи
Описание
Изобретение относится к способу изготовления многослойного формованного изделия для теплоизоляции зданий, с признаками родового понятия пункта 1 формулы изобретения. Кроме того, изобретение относится к многослойному формованному изделию для теплоизоляции зданий.
В технологии согласно уровню техники уже известны многослойные формованные изделия для теплоизоляции зданий по меньшей мере с одним слоем из вспененного или экструдированного полистирольного жесткого пенопласта. Соединение состоящего из полистирольного жесткого пенопласта слоя по меньшей мере с одним дополнительным слоем может обеспечивать различные преимущества в зависимости от конкретного варианта исполнения и/или размещения дополнительного слоя.
Как правило, расположенный снаружи слой подобного многослойного формованного изделия для теплоизоляции зданий имеет дополнительную защитную функцию. Хотя для исполнения дополнительной, по обстоятельствам только временной защитной функции сформированное однородным формованное изделие для теплоизоляции после его прикрепления также можно покрыть, например, обшивкой или драпировкой, однако это требует дополнительной технологической стадии и соответственно этому является трудоемким и затратным.
Поэтому из ЕР 2557247 А1 уже известна двухслойная изоляционная плита для тепловой изоляции наружных фасадов зданий, в которой оба слоя состоят из вспененного полистирольного гранулята, который содержит непроницаемые для теплового излучения вещества для усиления теплоизолирующего действия. Во второй слой к тому же добавлены светлые цветные пигменты для осветления, так что падающее тепловое излучение отражается вторым слоем, чтобы двухслойная изоляционная плита выдерживалась свободной от внутренних напряжений. Поэтому изоляционная плита преимущественно устанавливается на наружный фасад здания вторым слоем наружу.
Изготовление изоляционной плиты согласно ЕР 2557247 А1 выполняется в нагреваемой пресс-форме, причем для формирования первого слоя в пресс-форму вводится первый вспененный полистирольный гранулят, и для образования второго слоя подается второй вспененный полистирольный гранулят, и затем склеивается с образованием монолитной теплоизоляционной плиты.
Кроме того, теплоизоляционная плита представлена в DE 202009009986 U1. При этом первый и второй слои из вспениваемого полистирола соединяются таким образом, что в области контакта обоих слоев выступы первого слоя входят в зацепление с углублениями второго слоя. Для достижения этого второй слой вспенивается на первом слое, или наоборот. При этом вспенивание также может проводиться на слое, изготовленном в качестве полуфабриката.
Согласно уровню техники предпочтение все же отдается термическому связыванию многочисленных слоев в одной технологической операции с их изготовлением. Но, кроме того, также имеется возможность отдельного изготовления многочисленных слоев и последующего их соединения.
Кроме того, из уровня техники известны теплоизоляционные плиты, которые одновременно имеют дренажную функцию. Подобные изоляционные плиты главным образом устанавливаются для теплоизоляции приземной части наружных стен здания. Их назначение состоит в недопущении влаги в здание. Для достижения этого такие изоляционные плиты на своей обращенной к зданию поверхности часто имеют рельефный профиль, чтобы между наружной стеной и изоляционной плитой образовывались полости, через которые влага может выноситься наружу.
Используемая в качестве дренажной плиты теплоизоляционная плита следует, например, из DE 102004033535 А1. Для осуществления дренажной функции плита, по меньшей мере, с одной стороны имеет профилирование. Профилирование может, например, предусматривать выбранные в поверхности плиты канавки или углубления. Они служат в качестве спускных каналов, чтобы с их помощью исполнялась дренажная функция. Если плита профилирована только с одной стороны, профилированная поверхность предпочтительно размещается на изолируемой наружной стене здания. Обращенная в противоположную от наружной стены здания сторону поверхность может быть оснащена фильтрующим нетканым материалом, чтобы предотвращать размывание грунта. В этом отношении такая теплоизоляционная плита также может быть выполнена многослойной, причем опять же фильтрующий нетканый материал исполняет защитную функцию как дополнительный слой.
Исходя из вышеуказанного уровня техники, в основу настоящего изобретения положена задача создания способа изготовления многослойного формованного изделия для теплоизоляции зданий, который осуществляется простым и экономичным путем. В частности, способ должен обеспечивать возможность изготовления многослойного формованного изделия, которое включает по меньшей мере один слой из вспененного и/или экструдированного полистирольного жесткого пенопласта. Изготовленное этим способом формованное изделие, наряду с теплоизолирующим действием, наиболее предпочтительно должно дополнительно исполнять дренажную функцию, и тем самым, кроме того, быть пригодным для применения в качестве дренажной плиты. Более того, должно быть создано многослойное формованное изделие для теплоизоляции зданий, которое дополнительно может исполнять дренажную функцию.
Для решения задачи представлен способ с признаками пункта 1 формулы изобретения. Предпочтительные усовершенствования изобретения могут следовать из зависимых пунктов патентной формулы. Кроме того, предлагается многослойное формованное изделие, которое применимо в качестве изоляционной дренажной плиты. В частности, предлагаемое формованное изделие может быть изготовлено соответствующим изобретению способом.
В предлагаемом способе изготовления многослойного формованного изделия применяются вспениваемые или предварительно вспененные полимерные частицы для формирования одного слоя. Соответственно изобретению, вспениваемые или предварительно вспененные полимерные частицы, по меньшей мере, частично покрыты органическим связующим материалом, и в пресс-форме для проведения процесса окончательного вспенивания соединяются по меньшей мере с одной плитой из вспененного или экструдированного полистирольного жесткого пенопласта.
Покрытие из органического связующего материала на предварительно вспененных полимерных частицах выполняет многообразные функции.
Во-первых, покрытие влияет на характеристики расширения полимерных частиц во время процесса окончательного вспенивания таким образом, что сокращается расширение, то есть, увеличение объема, отдельной частицы. В таком случае покрытие функционирует как корсет, который противодействует расширению. Это имеет результатом то, что после процесса окончательного вспенивания между отдельными частицами остается промежуток, который образует непрерывное водопроницаемое полое пространство.
Во-вторых, связующий материал содействует стабильному связыванию полимерных частиц между собой, так как связующий материал наряду с этим служит в качестве клея. В частности, это является особенно благоприятным, поскольку, как уже упоминалось ранее, полимерные частицы в ходе процесса окончательного вспенивания испытывают меньшее расширение, и тем самым область контакта частиц друг с другом остается ограниченной отдельными точками контакта. Сообразно этому обширное по площади склеивание частиц не происходит. Однако связующий материал в результате образования пленки в области контакта частиц в состоянии достигать стабильного связывания частиц между собой, так что этим компенсируется незначительная степень склеивания.
По меньшей мере одна плита из вспененного или экструдированного полистирольного жесткого пенопласта тоже исполняет многие функции.
С одной стороны, плита упрощает способ изготовления, когда она, например, устанавливается или укладывается в пресс-форму перед введением полимерных частиц. Тогда плита формирует разделительный слой, который облегчает извлечение формованного изделия из пресс-формы. В таком случае плита препятствует тому, чтобы покрытые органическим связующим материалом частицы входили в контакт с пресс-формой, оставались прилипшими к ней и при извлечении из пресс-формы приводили к обусловленным сколами повреждениям поверхности формованного изделия.
С другой стороны, плита из вспененного или экструдированного полистирольного жесткого пенопласта сама имеет в значительной мере гладкую поверхность, которая особенно хорошо пригодна для размещения на ней слоя штукатурки или строительного раствора. К тому же благодаря гладкой поверхности обеспечивается равномерная толщина покрытия из штукатурки или строительного раствора, так как никакая масса штукатурки или строительного раствора не может оседать в углубления на поверхности плиты.
Соответственно этому плита из вспененного или экструдированного полистирольного жесткого пенопласта предпочтительно образует покровный слой. В качестве плиты могут быть использованы стандартные плиты из вспененного (EPS) или экструдированного (XPS) полистирола. Для сохранения природных ресурсов и/или для снижения стоимости предпочтительно применяется плита из материала вторичной переработки.
Кроме того, плита из вспененного или экструдированного полистирольного жесткого пенопласта исполняет функцию повышения жесткости, и тем самым содействует механической стабильности изготовленного соответствующим изобретению способом многослойного формованного изделия. В частности, это является существенным, когда имеющий непрерывное полое пространство слой является покрытым плитой из вспененного или экструдированного полистирольного жесткого пенопласта с обеих сторон.
Поскольку в отношении плиты из вспененного или экструдированного полистирольного жесткого пенопласта речь идет об уже подвергнутом окончательному вспениванию, то есть, «мертвом» материале, стабильное соединение плиты с еще не подвергнутыми окончательному вспениванию полимерными частицами может быть достигнуто не только самим склеиванием. Однако поскольку еще не подвергнутые окончательному вспениванию полимерные частицы при предлагаемом способе предварительно покрыты органическим связующим материалом, стабильное соединение между частицами и данной плитой обеспечивается органическим связующим материалом. Соответственно этому в данном случае можно видеть дополнительную функцию органического связующего материала.
Для покрытия вспениваемых или предварительно вспененных полимерных частиц предпочтительно применяется 0,5-75 вес. %, предпочтительно 1-50 вес. %, более предпочтительно 1,5-25 вес. % по меньшей мере одного связующего материала в расчете на общий вес вспениваемых или предварительно вспененных полимерных частиц. Из этого следует, что объемная доля связующего материала является сравнительно малой. Незначительная объемная доля связующего материала, во-первых, содействует тому, что по существу остаются достижимыми замечательные теплоизоляционные характеристики пенопласта. Во-вторых, это способствует тому, что пустотелый объем между полимерными частицами остается по существу не содержащим связующий материал и тем самым образует непрерывное, водопроницаемое полое пространство. Однако доля связующего материала выбирается достаточно высокой, чтобы достигать стабильного связывания частиц между собой, а также по меньшей мере с одной плитой. А поскольку к тому же применяется органический связующий материал, который проявляет более высокую силу сцепления по сравнению, например, с минеральным связующим материалом, доля связующего материала может быть снижена до минимума.
При осуществлении соответствующего изобретению способа предпочтительно используются полимерные частицы из полистирола (EPS), полиэтилена (EPE), полипропилена (EPP) и/или полилактида (PLA). В особенности предпочтительно применяются полистирольные частицы, так как они получаются и, соответственно, приобретаются экономически выгодным путем.
Кроме того, в качестве органического связующего материала для покрытия вспениваемых или предварительно вспененных полимерных частиц предпочтительно применяется термореактивный связующий материал, например эпоксидная смола или полиуретан, и/или термопластический связующий материал, например гомополимер, сополимер или тройной сополимер акрилата, стиролакрилата, винилацетата, этилена, винилверсатата, виниллаурата, алкилакрилата и/или винилхлорида. Подобные связующие материалы обладают высокой силой сцепления, так что их доля относительно покрытых полимерных частиц может поддерживаться незначительной. После отверждения или, соответственно, высыхания они образуют полностью или по меньшей мере частично обволакивающую частицу пленку, которая в данных конкретных контактных областях обеспечивает стабильное связывание частиц друг с другом.
Наряду с отдельным связующим материалом также могут быть использованы смеси связующих материалов, включающие по меньшей мере два различных органических связующих материала, и/или связующий материал из смесей полимеров или гетерополимера. Для достижения оптимального склеивания полимерных частиц между собой и/или с плитой из вспененного или экструдированного полистирольного жесткого пенопласта предпочтительно применяется органический связующий материал или смесь органических связующих материалов, который или, соответственно, которые имеют температуру стеклования ниже температуры размягчения вспениваемых или предварительно вспененных полимерных частиц.
Кроме того, предлагается, что органический связующий материал используется в композиции в виде дисперсии на водной основе или безводной дисперсии, в форме порошка или в виде дисперсного порошка. При применении связующих материалов в виде дисперсий на водной основе или безводных дисперсий равномерное покрытие полимерных частиц обеспечивается простым путем. При использовании порошкообразного органического связующего материала однородное покрытие может достигаться смешением исходных веществ.
Применение связующего материала в порошкообразной форме имеет то преимущество, что связующий материал сначала активируется добавлением влаги и/или подведением тепла. Покрытие формируется приведением в контакт порошкообразного органического связующего материала с вспениваемыми или предварительно вспененными полистирольными частицами. Благодаря поверхностной шероховатости частиц в результате приведения в контакт достигается прилипание порошкообразного связующего материала к частицам. В дополнение, может быть подведена влага, для чего, например, полистирольные частицы перед приведением в контакт с порошкообразным связующим материалом слегка увлажняются. Приведение в контакт предпочтительно производится смешением исходных веществ, чтобы обеспечить однородное распределение связующего материала.
Если используются вспениваемые полистирольные частицы, так называемые полистирольные гранулы, покрытие связующим материалом может выполняться во время процесса предварительного вспенивания. Для этого полистирольные гранулы и порошок связующего материала вводятся в резервуар для предварительного вспенивания, который в то же время предпочтительно выполнен в виде мешалки или смесителя. Тогда движение в резервуаре для предварительного вспенивания способствует равномерному распределению связующего материала. Если при предварительном вспенивании – что, как правило, и имеет место – в качестве теплоносителя вводится водяной пар, это приводит к размягчению связующего материала. При стимулировании движением полистирольных частиц в резервуаре для предварительного вспенивания, размягченный связующий материал укладывается вокруг частиц, так что они, по меньшей мере, частично обволакиваются связующим материалом.
Кроме того, по меньшей мере, частично покрытые органическим связующим материалом вспениваемые или предварительно вспененные полимерные частицы предпочтительно вводятся в пресс-форму перед полным высыханием связующего материала и подвергаются предварительному или окончательному вспениванию. Благодаря этому обеспечивается то, что связующий материал развивает свою силу сцепления в полной мере, и это приводит к образованию взаимосвязанной пленки в области контакта полимерных частиц между собой, а также в области контакта полимерных частиц с плитой из вспененного или экструдированного полистирольного жесткого пенопласта.
В порядке дальнейшего развития изобретения предлагается, что к покрытым вспениваемым или предварительно вспененным полимерным частицам перед внесением в пресс-форму примешиваются непокрытые вспениваемые или предварительно вспененные полимерные частицы. В результате примешивания непокрытых вспениваемых или предварительно вспененных полимерных частиц могут быть увеличены размер непрерывного полого пространства и тем самым водопроницаемость слоя, имеющего непрерывное полое пространство. Тогда, в отличие от покрытых вспениваемых или предварительно вспененных полимерных частиц, непокрытые вспениваемые или предварительно вспененные полимерные частицы могут практически беспрепятственно расширяться, благодаря чему пустоты между частицами сокращаются. Одновременно примешанные непокрытые вспениваемые или предварительно вспененные полимерные частицы содействуют склеиванию частиц друг с другом и, соответственно, приклеиванию частиц к плите из вспененного или экструдированного полистирольного жесткого пенопласта, что оказывает позитивное влияние на механическую стабильность изготавливаемого формованного изделия.
Доля непокрытых вспениваемых или предварительно вспененных полимерных частиц предпочтительно составляет менее 50 об. %, более предпочтительно менее 30 об. %, и в особенности предпочтительно менее 15 об. % в расчете на общий объем покрытых вспениваемых или предварительно вспененных полимерных частиц. Это значит, что доля непокрытых частиц в каждом случае является меньшей, чем доля покрытых частиц, чтобы не свести на нет преимущества, указанные выше в связи с покрытыми частицами.
Кроме того, может оказаться благоприятным, что к вспениваемым или предварительно вспененным полимерным частицам до или после покрытия органическим связующим материалом добавляются волокна, наполнители, пигменты и/или добавки, например, такие как загустители, смачивающие вещества, стабилизаторы, пеногасители, огнезащитные средства или реологические модификаторы. В частности, посредством добавок можно влиять на характеристики обрабатываемости, тогда как волокна, наполнители и/или пигменты преимущественно оказывают влияние на свойства изготовленного впоследствии формованного изделия.
Если изготавливаемое формованное изделие должно быть оснащено огнезащитным средством, то в качестве антипирена предпочтительно добавляется вспученный графит.
Согласно одному предпочтительному варианту осуществления изобретения, все исходные вещества для формирования образующего пустотелую структуру слоя однородно смешиваются и затем соединяются в пресс-форме для проведения процесса окончательного вспенивания с плитами из вспененного или экструдированного полистирольного жесткого пенопласта таким путем, что образующий пустотелую структуру слой оказывается расположенным между плитами. Тем самым плиты составляют размещенные снаружи покровные слои, которые улучшают жесткость изготовленного таким образом многослойного формованного изделия. Еще будучи в пресс-форме, плиты служат в качестве разделительных слоев, которые облегчают извлечение из пресс-формы.
Имеющий непрерывное полое пространство слой, который с одной стороны или с обеих сторон покрыт слоем из вспененного или экструдированного полистирольного жесткого пенопласта, в изготовленном соответствующим изобретению способом формованном изделии образует подлинный дренажный слой. Тогда благодаря непрерывному полому пространству этот слой становится водопроницаемым. Поскольку стандартная EPS- или XPS-плита не имеет непрерывного полого пространства, она не является водопроницаемой.
Если водопроницаемый слой покрыт водонепроницаемым слоем из вспененного или экструдированного полистирольного жесткого пенопласта только с одной стороны, формованное изделие предпочтительно наносится на наружную стену здания таким образом, что водонепроницаемый слой оказывается размещенным снаружи, и водопроницаемый слой примыкает непосредственно к наружной стене. Тогда посредством водопроницаемого слоя может выводиться наружу влага, скапливающаяся между наружной стеной и формованным изделием.
Однако изготовленное соответствующим изобретению способом многослойное формованное изделие также может быть размещено на наружной стене таким образом, что водонепроницаемый слой из вспененного или экструдированного полистирольного жесткого пенопласта примыкает непосредственно к наружной стене. В этом случае оказалось благоприятным, когда используется по меньшей мере одна плита из вспененного или экструдированного полистирольного жесткого пенопласта, которая имеет каналы, проходящие от одной поверхности плиты до другой. Например, каналы могут быть заранее проделаны или выполнены в плите вырубкой, сверлением и/или фрезерованием. Пронизывающие плиту насквозь каналы образуют водоотводные каналы, которые делают плиту водопроницаемой, так что через каналы может быть создано соединение пространства между формованным изделием и наружной стеной с непрерывным полым пространством соседнего слоя. Этим путем может быть отведена наружу влага, которая поступает в пространство между формованным изделием и наружной стеной, и наружная стена может сохраняться сухой.
Соответствующий изобретению способ предпочтительно исполняется в формовочном автомате, который обеспечивает возможность поступления в пресс-форму водяного пара со всех сторон. Протекание со всех сторон ускоряет процесс окончательного вспенивания вспениваемых или предварительно вспененных полимерных частиц даже тогда, когда сформированный из них слой покрыт плитой из вспененного или экструдированного полистирольного жесткого пенопласта не только с одной стороны. Альтернативно или дополнительно, предлагается применение формовочного автомата, который обеспечивает возможность не только приложения повышенного давления, но и создания разрежения.
Кроме того, для решения указанной вначале задачи предлагается многослойное формованное изделие, включающее по меньшей мере один слой из вспененного и/или экструдированного полистирольного жесткого пенопласта. Согласно изобретению, оно отличается тем, что слой из вспененного или экструдированного полистирольного жесткого пенопласта соединен с одним дополнительным слоем, который включает связанные посредством органического связующего материала вспененные полимерные частицы, а также остающийся между полимерными частицами пустотелый объем, который образует непрерывное полое пространство. Благодаря непрерывному полому пространству дополнительный слой является водопроницаемым. Это значит, что дополнительный слой в состоянии отводить наружу влагу. Соответственно этому, предлагаемое многослойное формованное изделие пригодно не только для теплоизоляции зданий, но, кроме того, является применимым в качестве дренажной плиты.
Полимерные частицы дополнительного слоя, по меньшей мере, частично соединены с помощью содержащегося органического связующего материала. В дополнение, полимерные частицы могут быть склеены между собой, причем на участках, на которых имеется соединение посредством связующего материала, не проявляется никакое или имеет место только частичное предварительное склеивание.
Поэтому полимерные частицы дополнительного слоя, по меньшей мере, частично охвачены пленкой связующего материала, которая обеспечивает соединение частиц друг с другом.
Предлагаемое многослойное формованное изделие предпочтительно изготавливается описанным выше соответствующим изобретению способом. Применение соответствующего изобретению способа обеспечивает образование непрерывного полого пространства, сформированного оставшимися полостями. Кроме того, применение соответствующего изобретению способа гарантирует, что изготовленное этим путем многослойное формованное изделие обладает достаточной механической стабильностью. Как раз посредством силы сцепления содержащегося органического связующего материала создается стабильное соединение полимерных частиц между собой.
Слой из вспененного или экструдированного полистирольного жесткого пенопласта предпочтительно также соединяется с дополнительным слоем с помощью содержащегося в дополнительном слое органического связующего материала. В частности, это является действенным, когда используется соответствующий изобретению способ. Тогда при соответствующем изобретению способе для формирования слоя из вспененного или экструдированного полистирольного жесткого пенопласта применяется «мертвый» материал в форме EPS- или XPS-плиты, которая устанавливается или укладывается в пресс-форму перед введением полимерных частиц. Поскольку применение «мертвого» материала затрудняет склеивание полимерных частиц с EPS- или XPS-плитой, соединение слоев предпочтительно обеспечивается органическим связующим материалом.
Чтобы, с одной стороны, обеспечить достаточную механическую стабильность многослойного формованного изделия, и, с другой стороны, сохранить полость между полимерными частицами по существу свободной от связующего материала, предлагается, что доля связующего материала в дополнительном слое составляет 0,5-75 вес. %, предпочтительно 1-50 вес. %, более предпочтительно 1,5-25 вес. % в расчете на общий вес полимерных частиц дополнительного слоя.
В одном предпочтительном варианте осуществления изобретения дополнительный слой имеет толщину слоя 10-500 мм и/или объемную плотность 15-60 кг/м3. С ростом толщины дополнительного слоя увеличиваются продолжительности технологического цикла, поскольку должно использоваться большее количество вспениваемых или предварительно вспененных полимерных частиц. Из этих соображений оказывается более благоприятным более тонкий слой. Однако толщина слоя должна рассчитываться достаточно большой, чтобы обеспечивать дренажную функцию.
Альтернативно или дополнительно предлагается, что связанный с дополнительным слоем слой из вспененного или экструдированного полистирольного жесткого пенопласта имеет толщину слоя 0,1-50 мм, и/или объемную плотность 10-40 кг/м3. При функционировании в качестве покровного слоя, толщина связанного с дополнительным слоем слоя из вспененного или экструдированного полистирольного жесткого пенопласта может выдерживаться меньшей, нежели толщина дополнительного слоя. Однако ситуация также может быть обратной, чтобы, например, увеличить продолжительности технологических операций при изготовлении формованного изделия.
В слое из вспененного или экструдированного полистирольного жесткого пенопласта предпочтительно сформированы каналы, проходящие прямо или наклонно сквозь весь слой. Каналы служат дренажными каналами.
При применении в качестве дренажной плиты, многослойное формованное изделие предпочтительно встраивается таким образом, что имеющий каналы слой обращен к изолируемой наружной стене. Тогда влага, которая поступает между наружной стеной и формованным изделием, может быть отведена наружу через каналы. При этом влага попадает в водопроницаемый дополнительный слой, через который влага выводится полностью.
Если каналы выполнены проложенными наклонно, формованное изделие предпочтительно устанавливается таким образом, что каналы от наружной стены проходят наружу вниз. Наклонным расположением задается направление водоотведения, что дополнительно благоприятствует удалению влаги. Прямая траектория каналов сквозь покровный слой имеет то преимущество, что монтажное положение формованного изделия может быть произвольным.
Если водопроницаемый слой в каждом случае с обеих сторон покрыт слоем из вспененного или экструдированного полистирольного жесткого пенопласта с наклонно проходящими каналами, каналы предпочтительно выполнены зеркально-симметричными. Это значит, что каналы сформированы наклонными по встречным направлениям.
Кроме того, каналы предпочтительно размещаются регулярно и имеют многоугольное или круглое поперечное сечение. Например, поперечник может быть сформирован щелевидным.
Предлагаемое многослойное формованное изделие ввиду своих достоинств предпочтительно используется как теплоизоляционная дренажная плита. В этом варианте применения преимущества соответствующего изобретению многослойного формованного изделия проявляются особенно эффективно. Представимы дополнительные области использования, например, в плане внутренней изоляции.
Далее соответствующий изобретению способ разъясняется более подробно с помощью предпочтительного примера исполнения.
ПРИМЕР ИСПОЛНЕНИЯ
Смешивают 85 вес. % гранул вспененного (EPS) полистирола с 15 вес. % дисперсного порошка (базовый тройной сополимер из этилена, виниллаурата и винилхлорида), и подвергают предварительному вспениванию с приложением давления (1 бар (0,1 МПа)) и нагреванием (100°С), причем в качестве теплоносителя используется водяной пар. При этом дисперсный порошок размягчается и образует полимерную пленку на предварительно вспененных EPS-гранулах. Затем покрытые и предварительно вспененные EPS-гранулы непродолжительно высушивают в сушильном устройстве с псевдоожиженным слоем.
Стандартную (белую) EPS-плиту толщиной 1 см с размерами 80 см×120 см укладывают в равноразмерную пресс-форму формовочного автомата. Высота пресс-формы составляет 12 см. Затем пресс-форму полностью заполняют предварительно покрытыми предварительно вспененными EPS-гранулами.
После этого содержимое пресс-формы подвергают окончательному вспениванию с образованием многослойной плиты с толщиной 12 см, для чего подают водяной пар и создают разрежение. При окончательном вспенивании предварительно вспененные покрытые EPS-частицы уплотняются с образованием создающего непрерывное полое пространство и в то же время механически стабильного слоя, так как одновременно достигается соединение посредством склеивающего действия и, соответственно, силы сцепления связующего материала. Кроме того, сила сцепления связующего материала обеспечивает стабильное соединение слоев между собой. Тогда при применении стандартной EPS-плиты склеивание слоев достигается только в незначительной степени, поскольку содержащиеся в плите полистирольные частицы уже были подвергнуты окончательному вспениванию.
В данном случае окончательное вспенивание многочисленных слоев для изготовления многослойного формованного изделия предпочтительно производится с подведением тепла, а именно, при температуре между 80°C и 120°С. Это может приводить к размягчению «мертвого» материала, так что стимулируется по меньшей мере частичное склеивание слоев.
Далее соответствующее изобретению многослойное формованное изделие подробнее разъясняется с помощью Фигур. Показано:
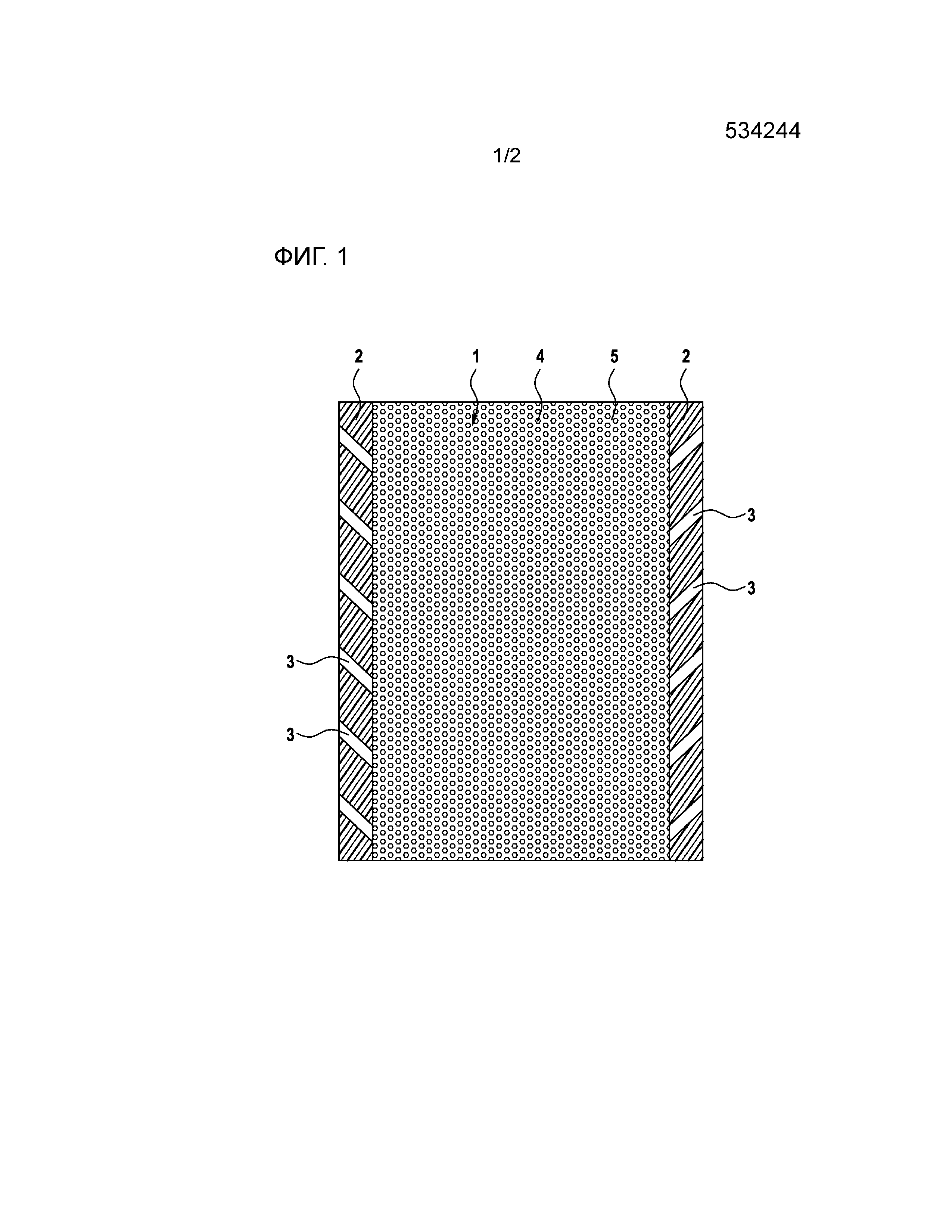
Фигура 1 представляет вид в разрезе соответствующего изобретению многослойного формованного изделия согласно одному предпочтительному варианту исполнения,
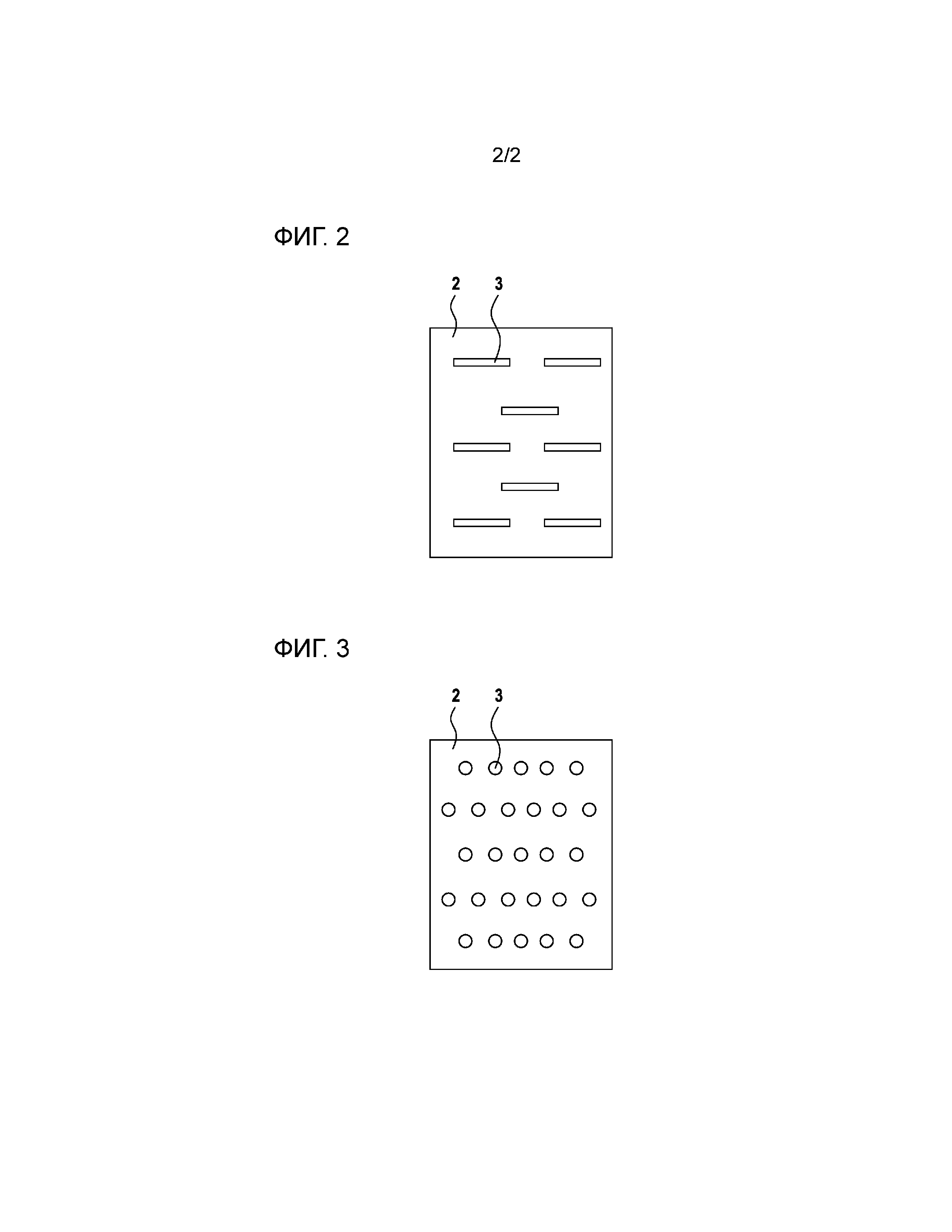
Фигура 2 представляет вид сверху формованного изделия из Фигуры 1, и
Фигура 3 представляет вид сверху формованного изделия согласно альтернативному предпочтительному варианту исполнения.
Представленное на Фигуре 1 многослойное формованное изделие в целом включает три слоя, а именно, водопроницаемый размещенный внутри слой 1, который с обеих сторон охвачен слоями 2, образующими покровные слои. Размещенный внутри водопроницаемый слой 1 главным образом сформирован из расширенных полистирольных частиц 4, которые соединены обволакивающей частицы пленкой из органического связующего материала. Остающийся между частицами 4 промежуток образует непрерывное полое пространство 5, чем обусловливается то, что слой 1 является водопроницаемым. Тем самым слой 1 в состоянии исполнять дренажную функцию.
Размещенные снаружи слои 2 в каждом случае состоят из стандартного вспененного полистирольного жесткого пенопласта, и образуют водонепроницаемые слои, так как в них отсутствует непрерывное полое пространство. Однако чтобы влага снаружи поступала в размещенный внутри слой 1, покровные слои 2 имеют каналы 3, проходящие до размещенного внутри слоя 1, проходя сквозь слой 2 снаружи наклонно вниз. Каналы 3 направляют влагу снаружи в сторону размещенного внутри слоя 1. В данном случае этому способствует еще и то, что траектория каналов 3 выбрана наклонной.
Как можно понять из Фигур 2 и 3, число, расположение и величина каналов 3 выбираются соответственно насущным потребностям. Форма поперечного сечения также выбирается произвольно, и, например, может быть щелевидной (Фигура 2) или округлой (Фигура 3).
Реферат
Группа изобретений относится к способу изготовления многослойного формованного изделия для теплоизоляции зданий, многослойному формованному изделию, полученному этим способом, и его применению. Способ изготовления многослойного формованного изделия для теплоизоляции зданий включает образование слоя из вспениваемых или предварительно вспененных полимерных частиц, которые по меньшей мере частично покрыты органическим связующим материалом, соединение в пресс-форме для проведения процесса окончательного вспенивания по меньшей мере с одной плитой из вспененного или экструдированного полистирольного жесткого пенопласта, причем стабильное соединение вспениваемых или предварительно вспененных полимерных частиц с плитой обеспечивается органическим связующим материалом. Многослойное формованное изделие для теплоизоляции зданий включает по меньшей мере один слой (2) из вспененного и/или экструдированного полистирольного жесткого пенопласта, соединенный с дополнительным слоем (1), который включает связанные посредством органического связующего материала вспененные полимерные частицы (4), причем дополнительный слой (1) включает остающийся между полимерными частицами (4) пустотелый объем (5), который образует непрерывное водопроницаемое полое пространство. Технический результат – упрощение способа изготовления многослойного формованного изделия для теплоизоляции зданий, возможность применения формованного изделия в качестве дренажной плиты. 3 н. и 15 з.п. ф-лы, 3 ил., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ получения пенопластовых плит
Комментарии