Способ и устройство для резки пластичного материала - RU2409466C2
Код документа: RU2409466C2
Чертежи

Описание
В целом, изобретение относится к способу резки пластичного материала, в частности полупластичного ячеистого бетона, посредством возвратно-поступательного перемещения по меньшей мере одной проволоки в направлении длины проволоки, то есть продольном направлении, и также перемещение материала поперек направления длины проволоки, то есть в поперечном направлении.
Изобретение также относится к устройству для резки пластичного материала, в частности полупластичного ячеистого бетона, которое содержит по меньшей мере одну проволоку и первые средства для возвратно-поступательного перемещения по меньшей мере одной проволоки в направлении длины проволоки, то есть, продольном направлении, а также вторые средства для перемещения материала поперек длины проволоки, то есть в поперечном направлении.
Известны устройства для резки полупластичного ячеистого бетона, также известного как газобетон. С 1950-ых годов это делается посредством проволоки.
Режущая проволока, двигающаяся вдоль своей длины, используется с 1970-ых годов. Было установлено, что микрочастицы (1-100 мкм) имеют тенденцию смещаться в область, прилегающую к расположению движущейся проволоки. Этим обеспечивается значительное снижение нагрузки на проволоки и повышение точности резки. Также могло быть увеличено натяжение проволок, что еще улучшает точность резки. В середине 1980-ых появились машины для резки полупластичного ячеистого бетона, в которых режущие проволоки двигались с еще более высокой скоростью и частотой. Это позволило получить еще более гладкую поверхность резания, в результате чего стало возможным получить плиты под обои, то есть плиты, непосредственно пригодные для оклейки обоями без, например, нанесения слоя штукатурки. Скорость резки также увеличилась. Такое устройство описано в ЕР-А-0280350.
Поверхности резания, получаемые известными сегодня устройствами и способами, однако все-таки недостаточно гладки и непроницаемы. В них все еще много микротрещин, из-за чего они подвержены воздействию влаги, грибков и загрязнений. В результате высока вероятность скола кромок и поэтому вырезанные и обработанные плиты из ячеистого бетона образуют большое количество ненужной пыли. Кроме того, не всегда возможно клеить обои или наносить краску или покрытие на законченные плиты или строительные элементы без предварительной обработки. Точность и воспроизводимость размеров вырезанных плит или строительных элементов теперь не всегда соответствуют современным, более жестким требованиям в отношении точности и скорости строительства.
Постоянные ускорения и замедления и переходы от статического трения между проволоками и материалом к динамическому трению вызывают удары и вибрации как в материале, так и в компонентах устройства. Снижение уровня ударов и вибраций имеет важнейшее значение, поскольку благодаря этому можно уменьшить износ, риск повреждений, поломки и растрескивания. В особенности, это касается результирующих сил воздействия проволок на материал.
Кроме того, в существующих машинах затруднена их перенастройка под другие размеры вырезаемых плит или объектов.
Поэтому существует потребность в усовершенствованной технологии резки пластичного материала, в частности полупластичного ячеистого бетона, обеспечивающей по сравнению с существующими устройствами и способами получение более гладких и непроницаемых поверхностей резания, повышение точности резки с меньшим износом компонентов и меньшими шансами повреждения режущих проволок и материала. Желательно иметь возможность относительно простой перестройки оборудования на другие размеры вырезаемых плит, строительных элементов или объектов. Эти задачи положены в основу настоящего изобретения.
В настоящем изобретении предлагается способ резки пластичного материала, в частности полупластичного ячеистого бетона, который включает возвратно-поступательное перемещение по меньшей мере одной проволоки в продольном направлении вдоль ее длины первыми средствами и также перемещение в поперечном направлении материала поперек длины проволоки вторыми средствами, отличающийся тем, что по меньшей мере одна проволока или каждая проволока также перемещается возвратно-поступательно в поперечном направлении третьими средствами таким образом, что после разрезания материала проволока по меньшей мере еще раз проходит по точкам поверхности резания.
При этом после резки поверхности резания дополнительно разрыхляются, уплотняются и закупориваются, в результате чего может быть сформирована гладкая и непроницаемая поверхность с минимальным количеством микротрещин. Как указывалось выше, такие поверхности меньше подвержены воздействию влаги, грибков и загрязнений, и на них могут быть наклеены обои или нанесены покрытия без предварительной обработки. Также при использовании вырезанных таким образом плит возможно увеличение скорости и точности строительства, снижается риск скола кромок и от вырезанных и обработанных таким образом бетонных плит будет образовываться меньше пыли.
Подразумевается, что "проволока" означает любое тонкое тело, например проволоку, шнур, лезвие или другое подходящее режущее тело, не обязательно круглого поперечного сечения. В предпочтительном варианте проволоки (для резки), движущиеся в продольном направлении, и проволоки (для дальнейшего рыхления, уплотнения и закупоривания), движущиеся в поперечном направлении, являются одними и теми же проволоками, которые, таким образом, перемещаются возвратно-поступательно как в продольном, так и в поперечном направлениях. Поэтому первые средства и третьи средства, вообще, могут быть выполнены единым узлом. Это, однако, не обязательно. Также возможно, например, за первой проволокой (для резки) устанавливать вторую проволоку (для дальнейшего рыхления, уплотнения и закупоривания) либо вслед за первой проволокой (для резки и дальнейшего рыхления, уплотнения и закупоривания) использовать вторую проволоку (для дальнейшего рыхления, уплотнения и закупоривания). Также может использоваться и третья проволока и т.д. Дополнительным преимуществом в данном случае является то, что проволоки (для резки и дальнейшего рыхления, уплотнения и закупоривания) нагружаются меньше, поскольку при повторном движении они почти не касаются материала либо по меньшей мере режут только в течение части времени.
В предпочтительном варианте проволока или проволоки движутся так, что точки проволоки описывают эллиптическую, желательно круговую траекторию. Круговая траектория механически наиболее проста для осуществления. В случае эллиптической траектории соотношение времени, используемого на резку, и времени, используемого на дополнительное дальнейшее рыхление, уплотнение и закупоривание, может изменяться и оптимизироваться. Также, однако, путем варьирования амплитуды, частоты и фазы движения могут быть получены и другие траектории движения, где точки проволоки описывают более сложные фигуры Лиссажу.
В предпочтительном варианте n (n≥2) групп по m (m≥1) проволок перемещают с разностью фаз, в предпочтительном случае всегда составляющей 2π/n. Это приводит к снижению результирующих сил, с которыми проволоки воздействуют на материал, а от привода требуется меньшая мощность. При этом возвратно-поступательные движения групп проволок также могут происходить в противоположном направлении относительно движений других групп. В случае эллиптических или круговых движений половина проволок может, например, совершать круговое движение в направлении, противоположном направлению движения другой половины проволок. Мгновенные результирующие силы, которыми проволоки воздействуют на материал, будут в этом случае значительно меньше, чем при синхронном и одинаковом движении проволок, также и из-за того, что переходы от статического к динамическому трению и обратно между проволоками и материалом теперь разбиты по группам и поэтому распределены по времени. В результате на материал и компоненты воздействует меньше ударов и вибраций, меньше нагрузка и снижен риск повреждений и образования трещин.
В предпочтительном варианте возвратно-поступательный наклон проволок производится четвертыми средствами в плоскости в поперечном направлении. При этом проволоки (для резки) нагружаются меньше, так как в любой момент времени режется только часть материала и при достаточно высоких скорости наклонения и частоте наклонения проволока еще большую часть времени движется, практически не соприкасаясь с материалом, или по меньшей мере фактически режет только в течение части времени. По этой причине становится возможным отрезать плиты и объекты большего размера. Кроме того, при достаточно высоких скорости наклонения и частоте наклонения также возрастает и число прохождений проволоки (для дальнейшего рыхления, уплотнения и закупоривания) над точкой поверхности резания, что обеспечивает еще лучшее дальнейшее рыхление, уплотнение и закупоривание поверхностей резания.
Устройство также может содержать средства синхронизации, например, для обеспечения синхронного и одинакового движения обоих наружных концов проволоки или для обеспечения синхронного движения групп проволок с фиксированным взаимным сдвигом фазы. Путем использования, например, электрических серводвигателей или гидравлических двигателей и соединяя их электронной схемой или гидравлически, можно обеспечить синхронное движение проволок или групп проволок без механических трансмиссий и редукторов. При этом машина для резки может быть легко перенастроена под резку плит или объектов другого размера. Это станет более понятным при ознакомлении с приведенным ниже описанием предпочтительного варианта осуществления изобретения. Устройство может также содержать гидравлические средства, например гидравлический двигатель или гидравлическую муфту. При использовании гидравлического привода может быть получена значительно более высокая мощность привода на единицу объема, и требуемые, как правило, очень большие силы могут быть получены при использовании относительно компактных приводных средств.
Далее приводится описание варианта осуществления, которым изобретение не ограничивается, со ссылкой на чертежи, на которых:
на фиг.1 представлен вид спереди предпочтительного варианта выполнения устройства в соответствии с изобретением;
на фиг.2 представлены три вида сбоку устройства, показанного на фиг.1; и
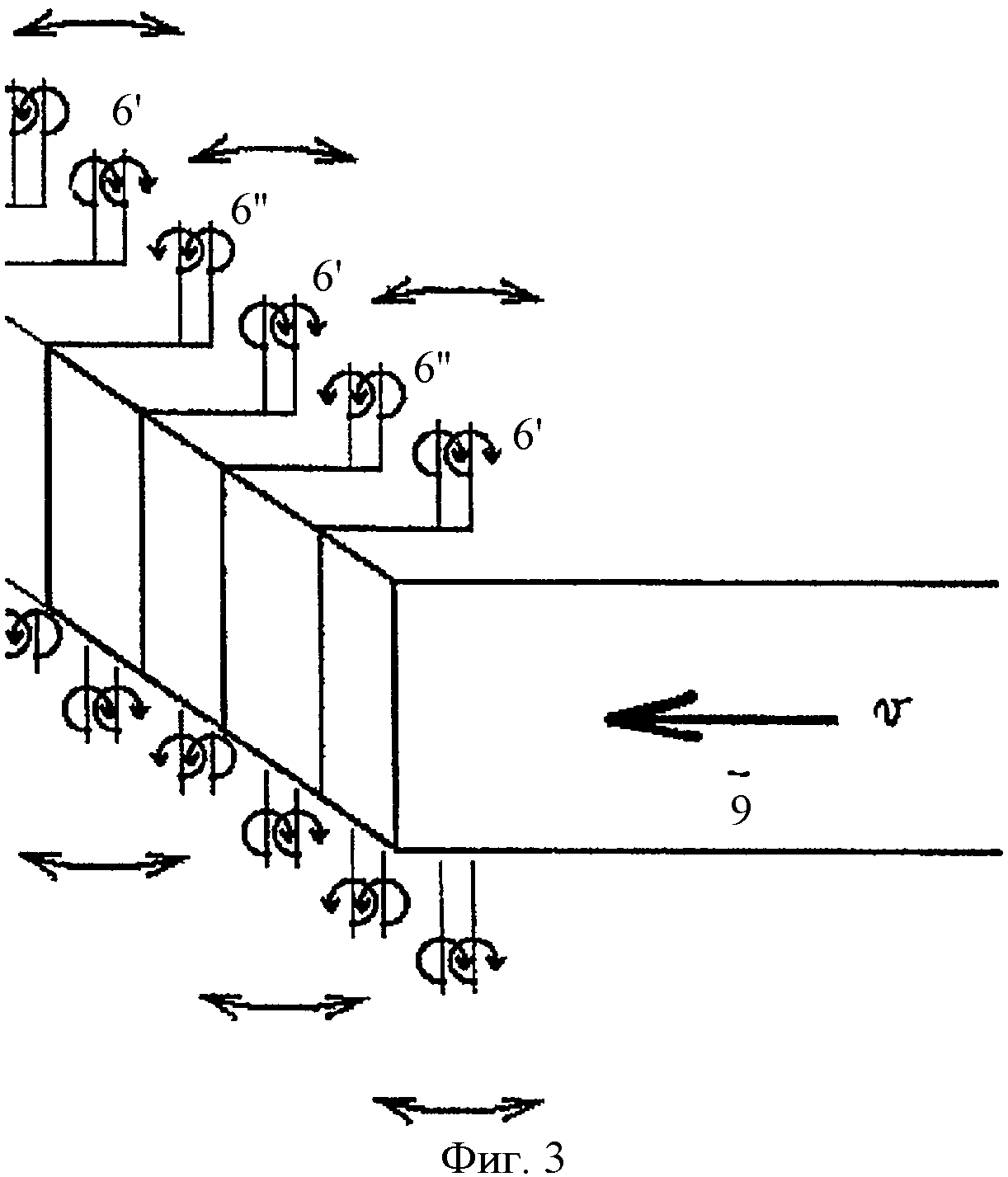
на фиг.3 показан пример траектории движения проволок согласно изобретению.
Устройство 1 в соответствии с изобретением содержит первую неподвижную раму 2, в которой установлена вторая рама 3 с возможностью ее наклона. Во второй раме 3 установлены верхняя перемычка 4а и нижняя перемычка 4b, на которых, в свою очередь, соответственно установлены верхний вал 5а и нижний вал 5b. На валах 5а и 5b имеются эксцентрики, к которым прикреплены проволоки 6. Наклонение второй рамы 3 в приведенном здесь варианте осуществления выполняется посредством эксцентриков 7, но может также осуществляться и посредством гидравлических цилиндров. Установка расстояния между валами 5а, 5b и натяжение проволок 6 в показанном варианте осуществления обеспечивается гидравлическими цилиндрами 8, хотя для этой цели могут быть использованы и другие известные технические решения. Предназначенный для резки блок полупластичного ячеистого бетона 9 может направляться сквозь устройство 1 с определенной скоростью v.
Существо изобретения состоит в том, что проволока совершает поперечное движение с уплотняющим и закупоривающим действием. Благодаря тому что проволоки движутся со сдвигом фазы и/или в противоположных направлениях, силы лучше распределяются в пространстве и времени. В результате уменьшаются нежелательные удары и вибрации.
Проволоки 6 разделены на несколько групп, причем относительная разность фаз движения проволок этих групп распределена между ними равномерно. Каждая точка проволок 6 совершает круговое движение, хотя половина проволок 6' совершает круговое движение в противоположном направлении относительно направления движения других проволок 6”. Мгновенные результирующие силы воздействия проволок 6 на материал 9 при этом оказываются минимальными, и удары и вибрации в материале 9 и компонентах устройства 1 сводятся к минимуму. Более того, для валов 5а, 5b теперь требуется меньшая мощность привода, чем в случае синфазного движения.
Благодаря наклону всех проволок, в каждый момент времени распиливается только часть материала 9. Вследствие этого снижается нагрузка на проволоки 6. Кроме того, при достаточно высокой скорости наклонения и частоте наклонения каждая проволока 6 чаще проходит мимо материала 9, не задевая его. Благодаря этому становится возможным отпиливать более крупные куски материала 9. Кроме того, при достаточно высоких скорости наклонения и частоте наклонения возрастает и число прохождений проволоки 6 над точкой поверхности резания, что обеспечивает еще лучшее дальнейшее рыхление, уплотнение и закупоривание поверхностей резания. Если проволоки наклонены, каждая точка проволоки будет, конечно, выполнять сложное движение по отношению к материалу 9, состоящее из кругового движения и наклонного движения.
Устройство 1 также содержит средства синхронизации, обеспечивающие синхронное и одинаковое вращение валов 5а, 5b. Для этой цели могут быть, например, использованы электрические серводвигатели с точно одинаковыми скоростями вращения, либо гидравлические двигатели, соединенные посредством электронной схемы или гидравлически, благодаря чему становится возможным синхронно приводить в движение группы проволок 6 без механических трансмиссий и редукторов между двумя валами 5а, 5b. При этом устройство 1 может быть легко модифицировано для разрезания плит или объектов другого размера путем изменения расстояния между перекладинами 4а, 4b посредством гидравлических цилиндров 8. Использование гидравлических двигателей в качестве приводных средств позволяет получить значительно большую удельную мощность привода, и необходимые большие моменты силы могут быть получены при использовании относительно компактных приводных средств.
Реферат
Изобретение относится к способу для резки пластичного материала, в частности полупластичного ячеистого бетона, включающему возвратно-поступательное перемещение, по меньшей мере, одной проволоки в направлении вдоль проволоки, то есть продольном направлении, первыми средствами и также перемещение материала поперек направления вдоль, по меньшей мере, одной проволоки, то есть в поперечном направлении, вторыми средствами. В соответствии с изобретением для реализации данного способа заявлено и устройство. Способ и устройство отличаются тем, что, по меньшей мере, одна проволока или каждая проволока также перемещается возвратно-поступательно в поперечном направлении третьими средствами таким образом, что после разрезания материала проволока, по меньшей мере, еще раз проходит по точкам поверхности резания. Технический результат заключается в получении более гладких и непроницаемых поверхностей резания, повышении точности резки с меньшим износом компонентов. 2 н.п. ф-лы. 13 з.п. ф-лы, 3 ил.
Комментарии