Устройство и способ придания шероховатости поверхности бетонных литых блоков - RU2289506C2
Код документа: RU2289506C2
Чертежи





Описание
Данное изобретение относится к изготовлению литых бетонных блоков и, в частности, к устройству и способу придания шероховатости блокам, чтобы те имели потертый или шероховатый вид.
Производство литых бетонных блоков хорошо развито и имеет высокий уровень автоматизации технологических процессов по изготовлению обычных прямоугольных бетонных блоков и т.п. Литые блоки имеют геометрически единообразную конфигурацию прямоугольной призмы, поверхности которой по существу плоские, при этом соседние поверхности ограничены острыми краями.
Бетонные блоки обрабатывают для придания им более естественного шероховатого вида. Поскольку блоки из настоящего камня имеют скругленные края и поверхности неправильной формы, поэтому созданы системы для получения такого эффекта на литых бетонных блоках. Но оборудование, используемое для обработки блоков, оказалось несовместимым с полностью автоматизированным манипулирующим оборудованием, применяемым в других операциях технологии производства блоков. Применяемые в настоящее время системы придания шероховатости блокам характеризуются существенным объемом ручного труда и значительными издержками.
Например, согласно одному известному способу литые блоки помещают в крупные галтовочные барабаны. Эти галтовочные барабаны вращаются вокруг своей продольной оси, чтобы бетонные блоки внутри них падали друг на друга и, соударяясь, наносили друг другу повреждения. Этот способ, хотя он обеспечивает в общем удовлетворительный внешний вид, требует значительных затрат ввиду непоправимых повреждений бетонных блоков. Некоторые блоки повреждаются до такой степени, что их нельзя использовать, и поэтому их бракуют или повторно перерабатывают. Помимо этого, некоторые составляемые из бетонных блоков рисунки могут включать в себя блоки разных размеров, и их нужно сортировать и осуществлять их сборку, для чего требуется значительное время. При этом если один из блоков в данном рисунке поврежден больше других, то часто и другие блоки тоже становятся непригодными, так как должно выдерживаться соотношение блоков. Галтовочный барабан ввиду характера своей работы нуждается в частых ремонтах. Кроме этого, персоналу, работающему с галтовочными барабанами, приходится работать в обстановке шума от падения блоков, и также нередко случаются травмы из-за опасных рабочих операций и требуемой для них ручной работы. Для этой работы трудно сохранять постоянный состав работающих.
В патенте США №5133915, выданный 28 июля 1992 г., Metten и др., раскрыта поверхность, на которой расположено множество блоков с интервалом друг от друга. По поверхности бетонных блоков возвратно-поступательно перемещается щетка-валик, которая скребет поверхность бетонных блоков и придает ей шероховатость. Хотя этот способ обладает существенными преимуществами по сравнению с описываемым выше способом с применением галтовочного барабана, но для него требуется, чтобы бетонные блоки имели между собой интервал для обработки их острых краев. Иначе обрабатываться будет только верхняя поверхность. Помимо этого, валик щеточного типа обеспечивает относительно единообразное истирание бетонных блоков, и это не является желательным результатом в случае брусчатки. Наконец, поскольку бетонные блоки отделены друг от друга интервалом, поэтому щетка может касаться их только с определенной скоростью, чтобы их не смещать. Если они будут смещаться, то в результате этого могут примыкать друг к другу, и при этом истираться будут только верхние поверхности, а острые края блока останутся необработанными. Эти блоки обычно обрабатывают до выдерживания бетона. Решение согласно указанному патенту не смогло обеспечить нужный результат, т.е. придавать бетонным блокам неправильные шероховатости.
В патенте США №4147491 описано устройство, создающее имитацию старого кирпича. Устройство нарезает заготовки из мягкой глины в виде прямоугольных кирпичей. Кирпичи приподнимают в строгой последовательности под валиками, имеющие противоположные текстурированные круговые выступы, которые придают повторяющуюся форму глине, имитирующую старый кирпич. Эта форма придается только вдоль противоположных продольных краев на одной стороне кирпичей из мягкой глины. Кирпичи наклоняют под соответствующими валиками, и чередующиеся валики наклоняют, чтобы вмещать отпечатывающие валики.
Задача настоящего изобретения заключается в обеспечении устройства и способа придания шероховатости бетонному блоку, которые по существу устраняют недостатки упоминаемого выше известного уровня техники.
В соответствии с этой задачей данное изобретение, в общем, обеспечивает устройство для придания шероховатости по меньшей мере либо поверхностям, либо краям трехмерных бетонных литых блоков. Устройство содержит поверхность, на которой установлены блоки и которая имеет по меньшей мере два участка поверхности. Обеспечено по меньшей мере первое устройство для придания шероховатости, имеющее совокупность ударяющих элементов для придания шероховатости бетонным блокам. Обеспечено транспортирующее средство, перемещающее бетонные блоки по участкам поверхности. Устройство отличается тем, что участки поверхности имеют прямой передний край и задний концевой край, расположенные параллельно друг другу и проходящие по ширине пути прохождения множества блоков, транспортируемых рядом друг с другом. Задний концевой край первого участка поверхности расположен над прилегающим передним концевым краем второго участка поверхности и создает уступ, чтобы приподнимать переднюю краевую часть бетонных блоков, транспортируемых по первому участку поверхности. Первое устройство для придания шероховатости расположено на заданном расстоянии над опорными поверхностями для блоков и по существу над задним концом первого участка поверхности для придания неединообразной шероховатости бетонным литым блокам - для приподнятой передней краевой части каждого литого бетонного блока во время их транспортирования над задним концом. Литые блоки наклоняются, когда достигают заданного положения над уступом, и падают на второй участок поверхности у его прямого переднего края.
Согласно еще одной особенности настоящего изобретения предложен способ придания шероховатости частям трехмерных бетонных литых блоков. Согласно этому способу: транспортируют множество бетонных литых блоков средством транспортирования, при этом блоки расположены рядом друг с другом и выравнены на опорной поверхности для блоков, параллельно друг другу. По меньшей мере один участок опорной поверхности наклонен и тем самым создает уступ на заднем концевом крае поперек панельной трассы множества расположенных рядом друг с другом бетонных литых блоков, чтобы приподнимать передний край бетонных блоков, транспортируемых над уступом. Обеспечено по меньшей мере одно устройство для придания шероховатости, которое имеет совокупность ударяющих элементов и расположено на заданном расстоянии над опорной поверхностью для блоков спереди заднего концевого края. Передняя краевая часть расположенных рядом друг с другом бетонных блоков сталкивается с устройством для придания шероховатости, когда они приподнимаются над уступом транспортирующим средством. Блоки наклоняются при достижении заданного положения над уступом.
Предпочтительный вариант осуществления настоящего изобретения, иллюстрируемый примерами, далее поясняется со ссылкой на прилагаемые чертежи, на которых:
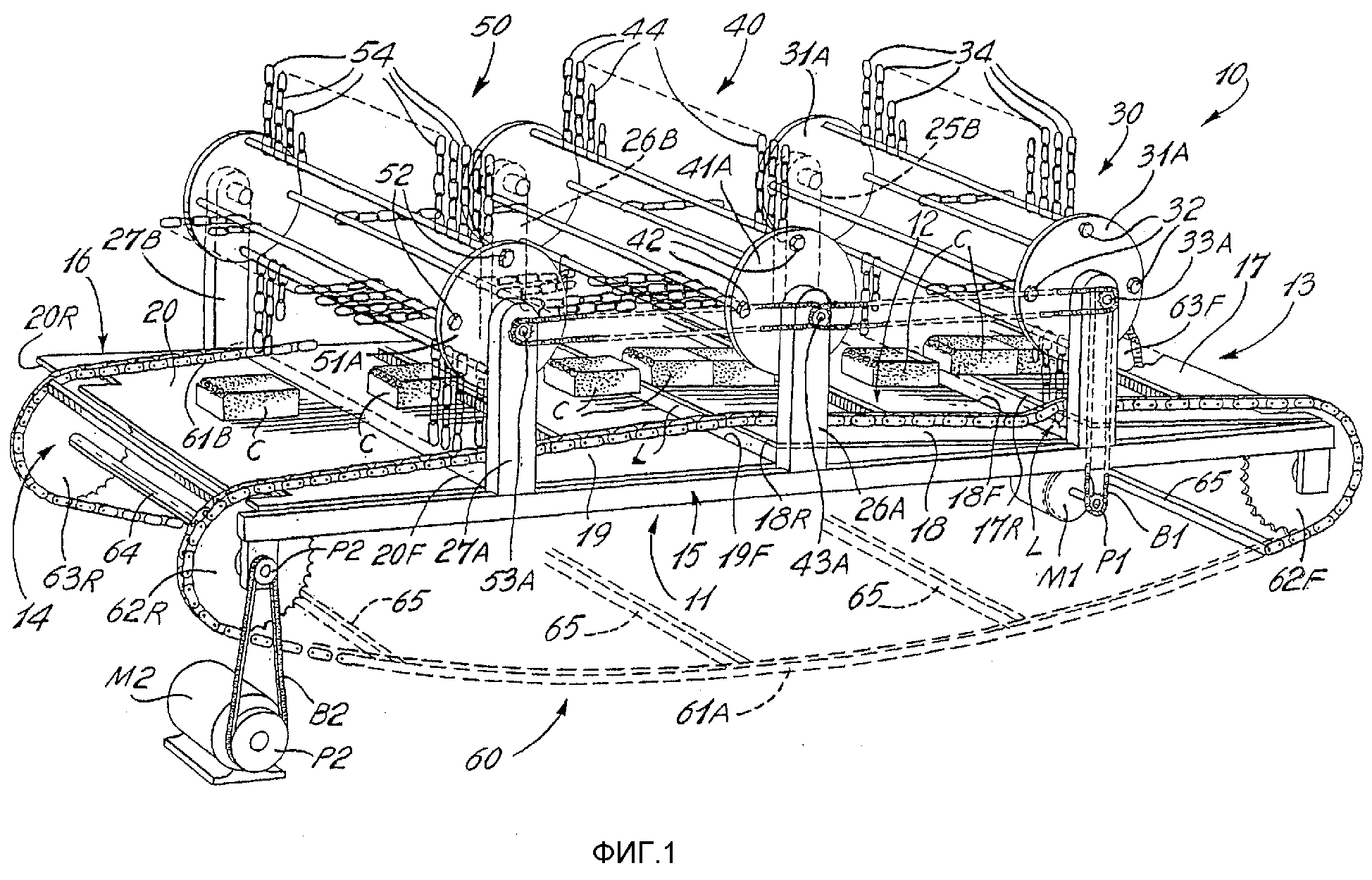
Фиг.1 - вид в перспективе устройства для придания шероховатости блокам в соответствии с настоящим изобретением;
Фиг.2 - увеличенная вертикальная проекция наклонных опорных панелей и средства для придания шероховатости в соответствии с настоящим изобретением;
Фиг.3 - увеличенный вид в перспективе осуществления средства для придания шероховатости;
Фиг.4 - упрощенное схематическое изображение горизонтальной проекции ряда устройств для придания шероховатости бетонным блокам;
Фиг.5 - увеличенная боковая вертикальная проекция другого осуществления устройства для придания шероховатости бетонным блокам в соответствии с настоящим изобретением; и
Фиг.6 - увеличенная боковая вертикальная проекция еще одного осуществления устройства для придания шероховатости бетонным блокам в соответствии с настоящим изобретением.
На Фиг.1 изображено устройство для придания шероховатости бетонным блокам (например, имитирующей кирпичи, брусчатку, блоков-упоров стены, блоков каменной кладки), которое в общем виде обозначено позицией 10. Устройство 10 содержит плиту 11, имеющую верхнюю поверхность 12, передний конец 13, задний конец 14 и боковые стороны 15 и 16. Верхняя поверхность 12 ограничена прямоугольными панелями 17, 18, 19 и 20. Прямоугольная панель 17 расположена на переднем конце 13 плиты 11, а прямоугольная панель 20 расположена на заднем конце 14 плиты.
Прямоугольные панели 17, 18 и 19 прикреплены к плите 11 в наклонном положении относительно горизонтали, и поэтому край передней стороны передних панелей 17 и 18 ниже их края задней стороны. Прямоугольная панель 19 на плите является плоской по причинам, изложенным ниже. Следовательно, согласно Фиг.1 край задней стороны 17R прямоугольной панели 17 вертикально смещен относительно примыкающего края 18F передней стороны прямоугольной панели 18, и поэтому находится над ней с образованием уступа L. Нужно отметить, что между краями передней стороны и задней стороны прямоугольных панелей 18 и 19 существует аналогичная взаимосвязь. Прямоугольная панель 20 по существу горизонтальна и компланарна с прямоугольной панелью 19. Ее край 20R задней стороны является задним концом 14 плиты 11. Данное изобретение не ограничивается четырьмя прямоугольными панелями, и плита 11 может состоять из меньшего или большего числа прямоугольных панелей. Расположенные каскадом следующие друг за другом прямоугольные панели могут находиться в горизонтальном положении, а не в наклонном, с уменьшением вертикального позиционирования от переднего конца 14 плиты 11 к ее заднему концу 15, и поэтому имеется каскадная взаимосвязь между прямоугольными панелями.
Опорные стойки 25А и 25 В выступают вверх из боковых сторон 15 и 16, соответственно, плиты 11 на противоположных сторонах стыка прямоугольных панелей 17 и 18. Аналогичные опорные стойки 26А и 26В, и 27А и 27В проходят вверх на противоположных сторонах стыков прямоугольных панелей 18 и 19 и прямоугольных панелей 19 и 20 соответственно.
Каждая опорная стойка на своем верхнем конце имеет сквозное отверстие с расположенным в нем опорным подшипником (не показан). На опорных стойках 25А и 25В, на их опорных подшипниках, расположено средство 30 для придания шероховатости. Средство 30 для придания шероховатости имеет пару дисков 31А и 31В, соединенных, с возможностью съема, с несущими штангами 32. Приводной вал 33А прикреплен к диску 31А, при этом другой диск 31В соединен с промежуточным валом свободного вращения (не показан), шарнирно соединенным на верхнем конце опорной стойки 25А. Совокупность секций 34 звеньев цепи прикреплена к несущим штангам 32 и имеет по меньшей мере два соединенных петлевых звена цепи. Несущие штанги 32 проходят через концевую петлю каждой секции 34 звеньев цепи. При повороте средства 30 для придания шероховатости на его продольной оси: секции 34 звеньев цепи будут ударять по заранее определенным участкам бетонных блоков «С» на плите 11 согласно изложенному ниже пояснению. Средство 30 для придания шероховатости вращается электродвигателем М1, соединенным с приводным валом 33А с помощью узла, состоящего из ремня В1 и шкива Р1. Двигателем М1 может быть электродвигатель с регулируемой частотой вращения.
По существу одинаковые средства 40 и 50 для придания шероховатости шарнирно соединены между опорными стоками 26А и 26В и 27А и 27В соответственно. Средства 40 и 50 для придания шероховатости содержат те же элементы, что и средство 30 для придания шероховатости. Но, со ссылкой на Фиг.1, аналогичные элементы будут иметь одинаковые последние цифры. Например, диски 31А и 31В для средства 30 для придания шероховатости по существу аналогичны дискам 41А и 41В устройства 40 для придания шероховатости. Аналогично, диски 51А и 51В устройства 50 для придания шероховатости по существу аналогичны дискам 31А и 31В устройства 30 для придания шероховатости. Но для ясности узлы, состоящие из электродвигателей и ремня/шкива, приводящие в действие средства 40 и 50 для придания шероховатости, не показаны.
Наклонное позиционирование прямоугольных панелей 17 и 18, при котором они расположены каскадно, дает возможность определенным частям бетонных блоков «С», расположенных на верхней поверхности 12 плиты 11, попадать под действие секций 34 и 44 звеньев цепи средств 30 и 40 для придания шероховатости во время их прохождения по панелям и, в частности, над уступами. Согласно наглядному изображению на Фиг.2: конфигурация прямоугольной панели 17 относительно панели 18 позволяет только краю C' бетонного блока «С» подвергаться удару секциями 34 звеньев цепи во время его транспортирования транспортерными штангами 65 над уступом L. Когда нижняя поверхность бетонного блока «С» приподнята над уступом L, то блок «С» наклонится вниз и упадет на прямоугольную панель 18, и его верхняя поверхность не столкнется с секциями 34 звеньев цепи. При последующем прохождении бетонного блока «С» по плите 11 контакта с секциями 34 звеньев цепи еще не будет, пока он снова не приподнимется на следующем уступе. Средства 30, 40 и 50 для придания шероховатости могут быть позиционированы заранее относительно плиты 11 для осуществления истирания заранее определенных частей бетонных блоков «С».
Следовательно, наклонная конфигурация прямоугольных панелей 17 и 18 позволяет придавать шероховатость только открытым для воздействия краевым частям бетонных блоков «С». В изображаемом осуществлении обеспечены три средства для придания шероховатости, чтобы осуществлять обработку помещенных на установке бетонных блоков «С» для создания различных эффектов. Средство 30 для придания шероховатости установлено с возможностью соударения с открытыми для воздействия краями C' бетонных блоков «С» для придания им шероховатости и для удаления более крупных кусков материала. Средство 40 для придания шероховатости установлено таким образом, чтобы обрабатывать края блоков «С» для обеспечения более гладкой отделки. Согласно изображению: прямоугольная панель 19 является плоской, и устройство 50 для придания шероховатости установлено с возможностью истирания верхней поверхности C'' блоков «С».
Средства 30, 40 и 50 для придания шероховатости приводятся в действие электродвигателем с регулируемой частотой вращения (не показан) и поэтому могут вращаться с разной скоростью, чтобы соударяться с бетонными блоками «С» с разными усилиями. Они также могут приводиться в действие автономно. Согласно Фиг.3: болт В и гайки N установлены на концевом звене цепи секции 34 звеньев цепи, чтобы наносить произвольный рисунок на бетонных блоках «С» при соударении с ними.
Как показано на Фиг.1, устройство 10 имеет транспортер 60 для перемещения бетонных блоков «С» по панелям 17, 18, 19 и 20. Транспортер 60 имеет пару замкнутых цепей 61А и 61В по боковым сторонам 15 и 16, соответственно, плиты 11. Замкнутая цепь 61В установлена на паре звездочек 62F и 62R; при этом звездочка 62R приводится в действие электромотором М2 и узлом, состоящим из ремня В2 и шкива Р2. Замкнутая цепь 61В установлена на звездочке 63F и приводится в действие звездочкой 63R, причем она соединена с противоположным концом оси 64, на которой установлена звездочка 62R. Замкнутые цепи 61А и 61В соединены штангами 65, расположенными через одинаковый интервал. Штанги 65 контактируют с бетонными блоками «С», расположенными на верхней поверхности 12 плиты 11 для смещения бетонных блоков «С» с ее переднего конца 13 к заднему концу. Электродвигатель М2 может работать на разных скоростях для обеспечения разных скоростей перемещающимся вперед блокам.
Согласно схематическому изображению на Фиг.4: совокупность устройств для придания шероховатости бетонным блокам или плитам согласно настоящему изобретению можно обеспечить последовательно, чтобы обрабатывать разные краевые поверхности и верхние поверхности бетонных блоков «С». Бетонные блоки «С» сначала загружают на устройство 10А таким образом, чтобы обрабатывались первые края боковой стороны устройствами 30А для придания шероховатости (более грубая краевая отделка) и 40А (более гладкая краевая отделка). Для пояснения: элементы устройства имеют аналогичные буквы (например, средство 30А для придания шероховатости устройства 10А). Бетонные блоки «С» затем направляются на перегрузочную плиту 100А, на которой толкающая штанга 101А загружает бетонные блоки «С» на устройство 10В. Поскольку устройство 10В перпендикулярно устройству 10А, то затем будут обрабатываться края передней стороны бетонных блоков «С».
После этого, бетонные блоки «С» перемещаются вперед к устройствам 10С и 10D через перегрузочные плиты 100В и 100С, соответственно, для обработки на всех боковых краях. Третье средство 50D для придания шероховатости предусмотрено на устройстве 10D для обработки верхней поверхности бетонных блоков «С». Эта операция требуется только однократно, поскольку все боковые края бетонных блоков «С» имеют одинаковую верхнюю поверхность. Бетонные блоки можно сгружать штабелем бетонных блоков (не показан) перегрузочной плитой 100D на конце ряда устройств. Необходимо отметить, что совокупность бетонных блоков «С» обрабатывается единовременно на ряде устройств, в результате чего эта конфигурация обеспечивает непрерывное получение обработанных бетонных блоков.
Панели, образующие опорную поверхность для блоков в устройстве, могут быть трехмерными. Также предусматривается возможность обеспечения решетчатой поверхности, как показано под обозначением G одной из панелей устройства 10В на Фиг.4, в результате чего бетонные частицы, получаемые при обработке бетонных блоков, падают сквозь решетчатую поверхность G на пол и не собираются на верхней поверхности панелей.
На Фиг.5 изображен еще один вариант осуществления устройства 10, согласно которому бетонные блоки «С» будут обрабатываться дополнительным устройством 60 для придания шероховатости, аналогичным упоминаемым выше средствам 30, 40 и 50 для придания шероховатости, но расположенным под верхней поверхностью 12; на чертеже - под прямоугольными панелями 17 и 18. Прямоугольные панели 17 и 18 в данном осуществлении показаны разделенными за счет разрыва G2 и также смещенными уступом L, чтобы нижние задние концы бетонных блоков «С» могли попадать в разрыв G2 и открываться воздействию истиранием секциями 64 звеньев цепи устройства 60 для придания шероховатости. Благодаря наличию направляющих (не показаны) штанги 65 и замкнутые цепи 61А и 61В не будут сталкиваться с секциями 64 звеньев цепи устройства 60 для придания шероховатости при перемещении через разрыв G2.
На Фиг.6 изображено устройство 60 для придания шероховатости, расположенное под верхней поверхностью 12 устройства 10 для придания шероховатости; при этом прямоугольные панели 17 и 18 не смещены уступом L, в результате чего нижние задние поверхности бетонных блоков, проходящих через разрыв G, будут истираться секциями 64' звеньев цепи средства 60' для придания шероховатости.
За счет расположения устройства 60 для придания шероховатости под верхней поверхностью 12 получаемая при обработке бетонных блоков «С» крошка или пыль не будут скапливаться на верхней поверхности 12 устройства 10. Средства придания шероховатости под верхней поверхностью 12 используются в комбинации со средствами для придания шероховатости, расположенными над верхней поверхностью 12 устройства 10 согласно вышеизложенному, и в результате этого две противоположные стороны и края бетонных блоков «С» подвергаются истиранию на одном и том же устройстве.
Настоящее изобретение также включает в себя все очевидные модификации описываемых здесь вариантов осуществления изобретения при том условии, что они находятся в рамках прилагаемой формулы изобретения.
Реферат
Данное изобретение относится к изготовлению литых бетонных блоков и, в частности, к устройству и способу придания шероховатости блокам, чтобы те имели потертый или шероховатый вид. Техническим результатом изобретения является получение блоков с неединообразной шероховатой поверхностью и низкой степенью брака. Устройство (10, 10А, 10В, 10С, 10D) для придания шероховатости поверхностям и краям (С') трехмерных бетонных литых блоков (С) содержит опорную поверхность (12) для блоков, состоящую из по меньшей мере двух участков (17, 18, 19, 20) поверхности, по меньшей мере первое устройство (30, 40, 50) для придания шероховатости, содержащее совокупность ударяющих элементов (34, 44, 54) для придания шероховатости бетонным блокам (С), и средство (60) транспортирования для перемещения бетонных блоков (С) по указанным участкам (17, 18, 19, 20) поверхности. Указанные участки поверхности включают прямой передний край (18F) и задний концевой край (17R), расположенные параллельно друг к другу и проходящие по ширине пути прохождения совокупности блоков, транспортируемых рядом друг с другом. Причем задний концевой край (17R, 18R, 19R) первого (17, 18, 19) из участков (17, 18, 19, 20) поверхности расположен над соседним передним концевым краем (18F, 19F, 20F) второго участка (18, 19, 20) из числа указанных участков (17, 18, 19, 20) поверхности для образования уступа (L), приподнимающего передние краевые части (С') бетонных блоков (С), транспортируемых по первому участку (17, 18, 19) поверхности. Первое устройство (30, 40, 50) для придания шероховатости расположено на заданном расстоянии над опорными поверхностями для блоков и по существу над задним концевым краем (17R, 18R, 19R) первого участка (17, 18, 19) поверхности для придания неединообразной шероховатости бетонным литым блокам - на приподнятой передней краевой части (С') каждого литого бетонного блока (С) при транспортировании блоков через задний конец (17R, 18R, 19R). Причем литые блоки (С) наклоняются, достигнув заданного положения над уступом (L) и падают на второй участок из числа указанных двух участков поверхности у его прямого переднего края. Линия для придания шероховатости бетонным литым блокам содержит по меньшей мере два вышеуказанных устройства (10А, 10В, 10С, 10D). Способ в соответствии с изобретением предусматривает придание шероховатости поверхностям литых блоков на вышеуказанных устройстве или линии. 3 н. и 20 з.п. ф-лы, 6 ил.
Комментарии