Способ изготовления сборных армированных цементных панелей и плит - RU2493960C2
Код документа: RU2493960C2
Чертежи




Описание
Настоящее изобретение относится к способу изготовления сборных армированных цементных панелей и плит, в частности, к способу, в котором используют металлические формы, имеющие средства сопротивления для того, чтобы выдерживать нагрузку двухосных элементов армирования, и получают, таким образом, криволинейные панели и плиты, двухосно предварительно нагруженные, которые могут быть использованы в качестве сборных деталей.
Известны некоторые патенты, в которых раскрыта опалубка для конструкции стенок криволинейной поверхности, такие, например, как ES 2084868, ES 2141010 и ES 2178604, которые относятся к схемам размещения опалубки, обеспечивающим конструкцию конкретных стенок «на месте», имеющих криволинейную поверхность, во всех случаях с исключительной возможностью усиливаться предварительно ненагруженными элементами армирования, и только в смысле образующей кривой.
В таких случаях невозможно получать сборные панели и плиты, имеющие криволинейную поверхность и с двухосно предварительно нагруженными элементами армирования.
С другой стороны, традиционные способы формовки армированных цементных панелей и плит, до сих пор, в частности, только плоской конфигурации, используют горизонтальные формы с открытым верхом, которые создают трудность для получения корректного схватывания по причине испарения воды из раствора и которые требуют, чтобы их формовочная поверхность обеспечивалась средством извлечения форм.
Задачей изобретения является обеспечение возможности изготовления панелей и плит в качестве сборных деталей, имеющих криволинейную, коробленую, либо полусферическую поверхность, которые вместе с предварительно нагруженными двухосными элементами армирования предотвращают нежелательное испарение воды из раствора в процессе схватывания, для чего осуществляют формование панелей и плит в закрытых формах и с направляющими средствами для элементов армирования в криволинейных траекториях.
Согласно предшествующему решению был разработан способ изготовления сборных армированных цементных панелей и плит, который является объектом изобретения, в котором обеспечивают форму, способную располагаться в вертикальном или горизонтальном положении, образованную двумя параллельными центральными стенками, образующими главные лицевые стороны панели, двумя боковыми стенками, которые соединяют стороны центральных стенок и образуют боковые кромки этой панели, и двумя, верхней или передней и нижней или задней, торцевыми стенками, зависящими от расположения формы, которые соединяют торцевые кромки центральных и боковых стенок, обе верхнюю или переднюю и нижнюю или заднюю, и образуют торцевые кромки панели, обеспечивая двухосно находящийся под нагрузкой элемент армирования между боковыми стенками и торцевыми стенками, после чего раствор вводится через регулируемое пространство, обеспечиваемое в одной из центральных, боковых и/или торцевых стенках.
В одном варианте осуществления центральные стенки имеют криволинейную конфигурацию, по меньшей мере, в одном из их измерений, боковые стенки являются прямоугольными и по существу плоскими, тогда как торцевые стенки являются плоскими и имеют дугообразную, предпочтительно кольцеобразную конфигурацию.
Дополнительно параллельные центральные стенки, боковые стенки и торцевые стенки могут иметь тефлоновое покрытие на их формовочной лицевой стороне.
В другом случае применения криволинейных панелей и плит находящиеся под нагрузкой элементы армирования между боковыми стенками следуют неровным параллельным траекториям, образующим вершины, расположенные на воображаемой дуге и поддерживаемые на поддерживающих элементах, вставленных перпендикулярно в выпуклой лицевой стороне центральной стенки, имеющей меньшую степень кривизны.
Предпочтительно, центральная стенка, имеющая меньшую степень кривизны, имеет на своей вогнутой лицевой стороне перпендикулярно ей расположенные поперечные средства армирования для того, чтобы выдерживать нагрузки, вызванные элементами армирования неровной траектории, по причине их нагружения, наряду с этим поперечные средства армирования, которые располагаются параллельно друг другу в центральной стенке, имеющей меньшую кривизну, соединяются посредством перпендикулярных ей распорных стержней.
Другие признаки, которые составляют подробные детали изобретения, будут раскрыты в продолжении его описания, которое будет изложено ниже.
Для того чтобы облегчить понимание вышеупомянутых идей, далее описывается способ для изготовления сборных армированных цементных панелей и плит, использующий предпочтительные средства для их получения, со ссылкой на иллюстративные чертежи, где:
на фиг.1 схематически представлен функциональный принцип формы для изготовления дугообразной панели с иллюстрацией двухосных предварительно нагруженных элементов армирования,
на фиг.2 представлен вид сверху центрального участка варианта осуществления формы, сделанной по схеме предыдущей фигуры,
на фиг.3 представлен вид в перспективе формы предыдущей фигуры, представленный с ее лицевой стороны, имеющей меньший радиус кривизны, в котором видны поперечные средства армирования,
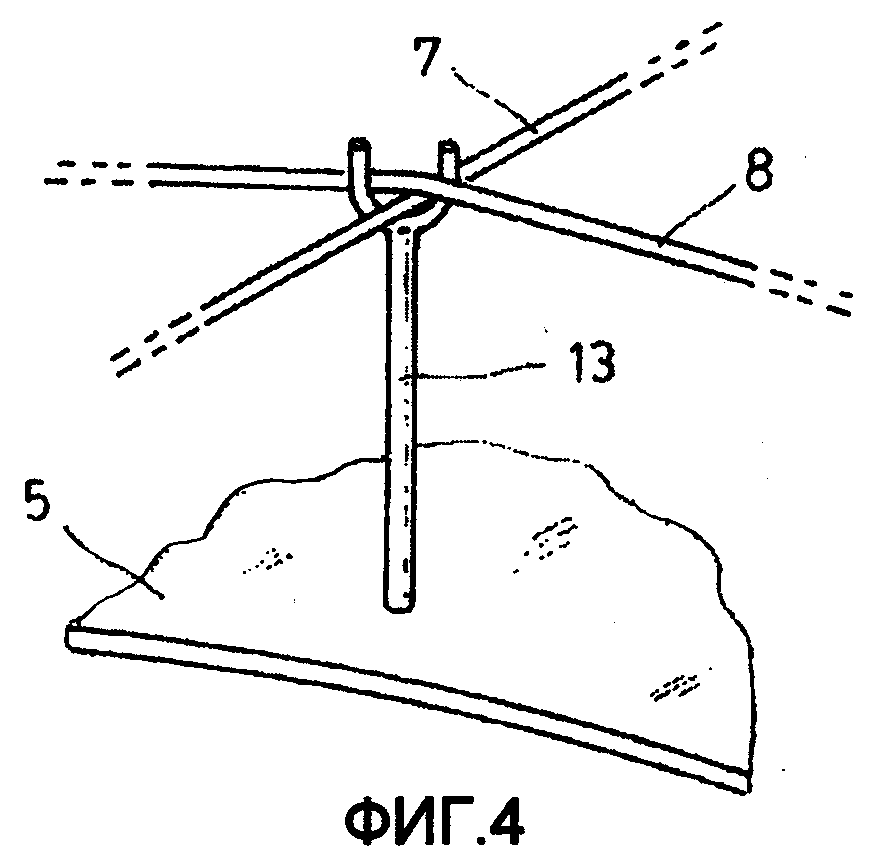
на фиг.4 представлен вид в перспективе варианта осуществления поддерживающего элемента для точки пересечения элементов армирования,
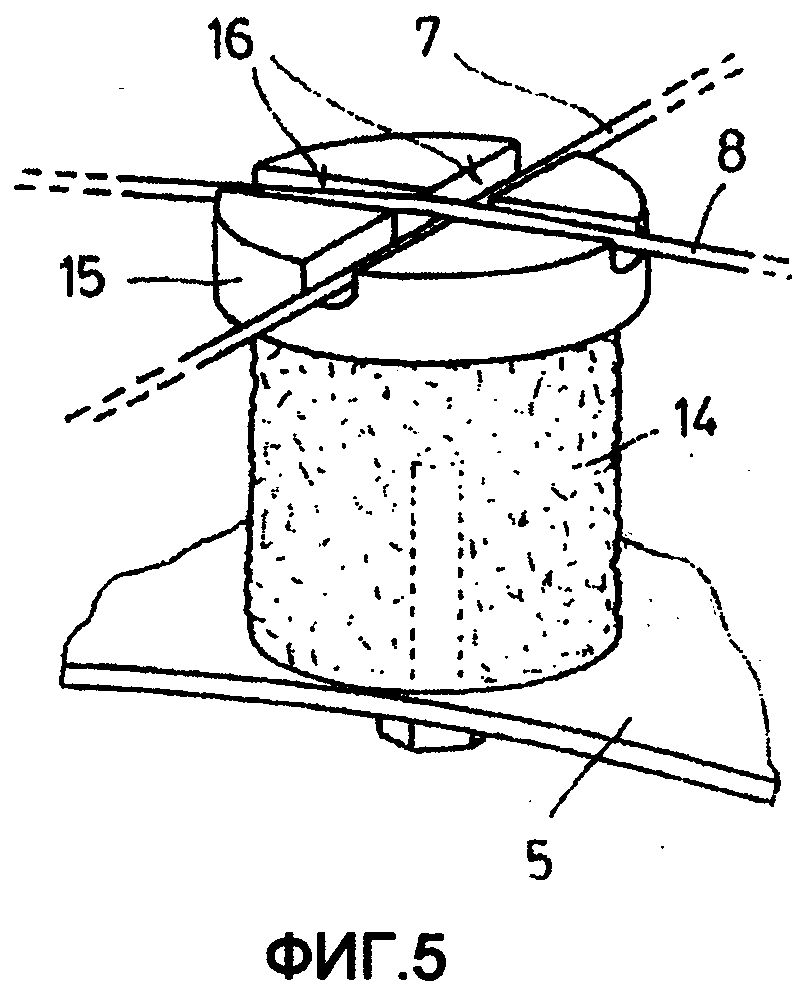
на фиг.5 представлен вид в перспективе другого варианта осуществления поддерживающего элемента для точки пересечения элементов армирования, который функционально равнозначен тому, что на предыдущей фигуре,
на фиг.6 представлен вид в перспективе варианта осуществления поддерживающего элемента предыдущей фигуры,
на фиг.7 представлен вид сверху, частично в поперечном сечении, возможного варианта осуществления регулируемых закрывающих средств, которые соединяют центральные стенки с боковыми стенками во время операции формования.
На фиг.1 показан функциональный принцип изобретения применимо к случаю, в котором способ изобретения состоит в получении криволинейной панели или плиты.
Таким образом, показана вогнутая лицевая сторона 1 главной центральной стенки 2 формы 3 для криволинейных панелей, которая параллельна выпуклой лицевой стороне 4 второстепенной центральной стенки 5, в которой установлены поддерживающие элементы 6 для продольных 7 и поперечных 8 предварительно нагруженных элементов армирования.
Пространство между этими центральными главной 2 и второстепенной 5 стенками, в котором встроены продольные 7 и поперченные 8 элементы армирования с их поддерживающими элементами 6, предназначено для приема массы раствора, подверженного формованию. Упомянутые продольные 7 и поперечные 8 элементы армирования будут заключены в упомянутую массу с их поддерживающими элементами 6, которые будут не прикрепленными к второстепенной центральной стенке 5.
Для того чтобы упростить осуществление способа изобретения на практике, необходимо иметь форму 3, способную размещаться в вертикальном или горизонтальном положении, которая образуется двумя центральными главной 2 и второстепенной 5 стенками, которые, будучи параллельными, образуют главные лицевые стороны панели, и двумя боковыми стенками 9, которые соединяют стороны центральных главной 2 и второстепенной 5 стенок и образуют боковые кромки панели. Форма 3 также образуется двумя торцевыми стенками, не показанными на чертежах, как и предполагалось, которые являются верхней или передней и нижней или задней согласно расположению формы. Эти две торцевые стенки соединяют торцевые кромки центральных стенок 2 и 5 и боковых стенок 9, которые являются верхней или передней и нижней или задней, и образуют торцевые кромки панели. Наконец, продольные 7 и поперечные 8 элементы армирования располагаются двухосно, находясь под нагрузкой между боковыми стенками 9 и торцевыми стенками, после чего раствор заливается через регулируемое пространство, обеспечиваемое в одной из центральных стенок 2, 5, боковых стенок 9 и/или торцевых стенок, из которых ни одна не была показана, как и в предыдущем случае.
Изобретение рассматривает случаи, рассматриваемые в настоящее время, в которых упомянутые параллельные центральные главная 2 и второстепенная 5 стенки имеют криволинейную конфигурацию только в одном из измерений, боковые стенки 9 являются прямоугольными и плоскими, а торцевые стенки являются плоскими с дугообразной конфигурацией.
На фиг.1, 2 и 3 видно, что продольные 7 и поперечные 8 элементы армирования, находящиеся под нагрузкой между боковыми стенками 9 и торцевыми стенками, лежат на поверхностях, параллельных центральным главной 2 и второстепенной 5 стенкам, и образуют две ортогональные группы, в каждой из которых элементы 7, 8 армирования следуют прямолинейным траекториям, параллельным друг другу, в случае, когда упомянутые центральные стенки являются плоскими, тогда как продольные 7 и поперечные 8 элементы армирования, находящиеся под нагрузкой между боковыми стенками 9, следуют неровным параллельным траекториям, образующим вершины, расположенные в воображаемой дуге и поддерживаемые на поддерживающих элементах 6, вставляемых перпендикулярно в выпуклой лицевой стороне 4 второстепенной центральной стенки 5.
На фиг.2 и 3 видно, что второстепенная центральная стенка 5 имеет в ее вогнутой поверхности и перпендикулярно ей расположенные поперечно средства 10 армирования для того, чтобы выдерживать нагрузки, вызванные элементами армирования неровной траектории по причине их нагружения. Эти поперечные средства 10 армирования располагаются параллельно друг Другу во второстепенной центральной стенке 5 и соединяются посредством перпендикулярных ей распорных стержней 11.
С другой стороны, как показано на фиг.7, боковые стенки 9, а также торцевые стенки, пример этого не показан, присоединяются к центральным главной 2 и второстепенной 5 стенкам регулируемыми закрывающими средствами 12.
На фиг.4 показан вариант поддерживающего элемента 6, который образуется посредством вилкообразного шатуна 13.
Другие варианты осуществления поддерживающих элементов 6 содержат, на фиг.5, корпус 14 с головкой 15, обеспечиваемой двумя ортогональными пазами 16 для направления и размещения точек пересечения находящихся под нагрузкой продольных 7 и поперечных 8 элементов армирования, а на фиг.6 они содержат корпус 17, обеспечиваемый двумя сквозными диаметральными отверстиями 18, расположенными ортогонально в двух близлежащих параллельных плоскостях в близлежащей области головки 19, через которую проходят продольные 7 и поперечные 8 элементы армирования.
Во всех случаях предполагается, что форма 3, в ее криволинейном варианте, может содержать, по меньшей мере, в ее центральных главной 2 и второстепенной 5 стенках оболочку для циркуляции подогреваемой жидкости.
Реферат
Способ относится к области строительства, а именно к способам изготовления армированных цементных панелей и плит. Изобретение позволит предотвратить нежелательное испарение воды из раствора в процессе схватывания. Способ изготовления сборных армированных цементных панелей и плит включает формование плит в металлических формах, имеющих средства сопротивления для выдерживания напряжения двухосных элементов армирования, в котором обеспечивают форму, способную принимать вертикальное или горизонтальное положение, образованную двумя параллельными центральными стенками, образующими главные лицевые стороны панели, двумя боковыми стенками, соединяющими стороны центральных стенок и образующих боковые кромки панели, и двумя верхней или передней и нижней или задней торцевыми стенками, соединяющими торцевые кромки центральных стенок и боковых стенок. Параллельные центральные стенки выполнены с криволинейной конфигурацией только в одном из своих измерений. Боковые стенки выполнены прямоугольными и плоскими. Торцевые стенки являются плоскими с дугообразной конфигурацией. Между боковыми стенками и между торцевыми стенками расположены соответственно поперечные элементы армирования, находящиеся под нагрузкой, и продольные элементы армирования, находящиеся под нагрузкой. Поперечные элементы армирования, находящиеся под нагрузкой между боковыми стенками, следуют неровным параллельным траекториям, образующим вершины, размещенные на воображаемой дуге, поддерживаемые на поддерживающих элементах, вставляемых перпендикулярно в выпуклой лицевой стороне центральной стенки меньшей степени кривизны. Затем в
Комментарии