Способ и устройство для изготовления бетонных полых элементов - RU2718743C2
Код документа: RU2718743C2
Чертежи
Описание
Изобретение касается способа и устройства для изготовления бетонных полых элементов, в частности для изготовления деталей сборных элементов, таких как потолки или стены.
Из DE 10 2013 214 058 A1 и DE 71 39 155 U известны потолочные плиты из бетона, которые имеют по существу симметрично сформированные, часто цилиндрические пустоты, распространяющиеся вдоль через потолочную плиту, а также армирующие элементы, предварительно напряженные и слабоармированные. Обычно такие потолки из полых элементов производятся бесконечно, например, способом непрерывного литья, при котором либо шнеки экструдера формообразующим образом обжимают бетон в производственной линии и при этом создают полые контуры, либо бетонирующий комбайн обжимает бетон в производственной линии над стержневыми элементами, которые создают контуры пустот из негативных форм. Потолки из полых элементов производятся в непрерывном процессе, при этом получаемая способом непрерывного литья непрерывная заготовка чаще всего с помощью пилы пилится на сегменты, имеющие заданную длину. Недостаток способа сплошного непрерывного литья заключается в том, что получается значительное количество отхода, совсем не могут или могут только при больших издержках изготавливаться поперечные арматуры, выемки, закладные детали или соединительные элементы в поперечном направлении, а также выдающиеся за бетонную часть арматуры.
Исходя из этого, задачей настоящего изобретения является предоставить способ и устройство, с помощью которых, в частности, избегая вышеприведенных недостатков, можно эффективно изготавливать преднапряженные бетонные полые элементы.
Эта задача решается с помощью способа с признаками п.1 формулы изобретения. При этом изобретение основывается на той идее, что полые элементы изготавливаются методом циркуляции, в частности аналогично бетонным сборным цельным элементам. При этом на проходящем через разные станции поддоне, имеющем элементы опалубки, задается пространство, которое соответствует наружному контуру изготавливаемого бетонного полого элемента и в которое затем заливается бетон. Выемки могут легко реализовываться путем ввода элементов опалубки. Напрягающие проволоки могут выдаваться из элемента сбоку. Закладные детали, а также другие соединительные элементы, помимо выступающих напрягающих проволок, могут бетонироваться в элементы. Тем самым облегчается монтаж с силовым замыканием на стройплощадке, так как проволоки или соединительные элементы могут использоваться для соединения полого элемента с примыкающими потолочными элементами и стенами. Кроме того, возможны армирования в поперечном и продольном направлении. При этом предпочитается, чтобы стальной поддон был выполнен таким образом, чтобы были установлены или жестко зафиксированы продольные элементы опалубки и на двух концах поддона поперечные элементы опалубки. Обычно элементы опалубки ставятся на поддон так, чтобы два или больше полых элементов могли изготавливаться на поддоне рядом друг с другом.
Предлагаемый изобретением способ изготовления бетонных полых элементов, в частности методом циркуляции, имеет, например, следующие этапы: предоставление поддона, установка элементов опалубки на поддон, затем транспортировка поддона в станцию армирования, в которой в пространство, заданное поддоном и элементами опалубки, закладываются напрягающие проволоки и предварительно натягиваются, затем транспортировка поддона в станцию бетонирования, в которой в пространство, заданное поддоном и элементами опалубки, заливается по меньшей мере один первый слой бетона, ввод стержневых элементов в пространство, заданное поддоном и элементами опалубки, до, во время или после ввода бетона, затем транспортировка поддона в станцию твердения или камеру твердения, в которой бетон затвердевает, и затем транспортировка поддона в станцию раскрепления, в которой раскрепляются напрягающие проволоки. Оказалось, что предпочтительно, если сначала заливается первый слой бетона, напр., примерно до положения нижней кромки изготавливаемых пустот, после этого в пространство, заданное поддоном и элементами опалубки, вводятся стержневые элементы для образования пустот, и затем в пространство, заданное поддоном и элементами опалубки, заливается по меньшей мере один другой слой бетона.
При этом напрягающие проволоки могут проводиться через отверстия по меньшей мере в двух находящихся друг напротив друга элементах опалубки и на стороне, обращенной от пространства, заданного поддоном и элементами опалубки, фиксироваться в натяжном и/или удерживающем устройстве. Дополнительно или альтернативно напрягающие проволоки могут крепиться в натяжном упоре, который для создания предварительного напряжения движется относительно поддона в первом направлении, указывающем от изготавливаемого бетонного полого элемента.
По одному из вариантов осуществления изобретения на одной стороне поддона могут крепиться напрягающие проволоки, напр., на поперечных элементах опалубки или на торцевых сторонах поддона. Напрягающие проволоки могут лежать на вертикальном расстоянии, обычно 0-50 мм, выше поддона, и устанавливаются в натяжных колодках, которые зафиксированы на поддоне рядом с поперечными элементами опалубки, на этом вертикальном расстоянии. Тогда вне натяжных колодок на напрягающие проволоки могут насаживаться зажимные втулки. Например, гидравлические натяжные цилиндры с помощью зажимных втулок натягивают напрягающие проволоки и создают в напрягающих проволоках предварительное натяжение. Таким образом, предварительное натяжение придается напрягающим проволокам снаружи. На каждый полый элемент вводятся обычно 10-20 напрягающих проволок, которые нагружаются силой предварительного натяжения прибл. до 120 кН на каждую напрягающую проволоку. Общая сила предварительного натяжения на каждый полый элемент имеет значения обычно в пределах 1000-2000 кН.
Эти силы, напр., через натяжные колодки передаются на поддон. Поэтому предпочитается, чтобы поддон был выполнен очень жестким. Идея заключается в том, чтобы для этого повышать его жесткость с помощью больших стальных балок или заливать бетоном.
В частности, новым в настоящем изобретении является как заливка поддонов повышающим жесткость бетоном, так и постнапряжение поддона во время текущего производственного процесса с помощью уравновешивающих проволок, как описывается ниже. Таким образом воспринимаются изгибающие моменты, передаваемые поддону силами преднапряжения изготавливаемого бетонного элемента, поддон остается плоским. Предпочтительно уравновешивающие проволоки или напрягающие пряди могут избирательно подтягиваться и ослабляться, чтобы по меньшей мере частично воспринимать и/или компенсировать деформирующие моменты, передаваемые поддону силами преднапряжения изготавливаемой бетонной части.
До, во время или после создания предварительного натяжения в напрягающих проволоках между натяжным упором и поддоном может вводиться по меньшей мере одна удерживающая консоль и/или по меньшей мере один гидравлический пуансон, чтобы поддерживать преднапряжение во время последующих этапов изготовления. При этом оказалось целесообразным, если указанная по меньшей мере одна удерживающая консоль и/или указанный по меньшей мере один гидравлический пуансон при движении подъема во втором направлении, по меньшей мере по существу перпендикулярном к плоскости поддона, вводится между натяжным упором и поддоном. Целесообразным образом между натяжным упором и поддоном предусматриваются по меньшей мере два распорных элемента, т.е. удерживающие консоли и/или гидравлический пуансон, чтобы воспринимать силы, не создавая существенных моментов в упоре.
Один из конкретных вариантов осуществления изобретения для создания предварительного напряжения заключается, например, в том, чтобы сбоку на поддонах крепить натяжной/ослабляющий упор. В упоре предусмотрены сверления, через которые проводятся напрягающие проволоки. Эти сверления выполнены в натяжном упоре, напр., в два или несколько рядов друг над другом. Через верхний ряд сверлений могут проходить напрягающие проволоки, которые проходят над поддоном. Тогда через нижний ряд сверлений могут проходить уравновешивающие напрягающие проволоки, которые закреплены на поддоне снаружи. Силы натяжения, которые проходят через уравновешивающие проволоки, создают при процессе натяжения равновесие относительно напрягающих проволок на поддоне. Уравновешивающие проволоки могут альтернативно заменяться другим решением, которое при натяжении в продольном направлении упруго деформируется или компенсирует путь деформации. Натяжной/ослабляющий упор устанавливается, например, с помощью направляющих дорнов в продольном направлении.
В принципе, есть две разные возможности натягивать проволоки:
1) Одновременное натяжение всех проволок с помощью натяжного/ослабляющего упора (групповое натяжение).
На одной стороне проволоки, которые должны натягиваться, крепятся к поддону (пассивная сторона, без натяжного/ослабляющего упора).
На другой стороне (активная сторона) проволоки, которые должны натягиваться, как описано выше, крепятся в натяжном/ослабляющем упоре, причем этот натяжной/ослабляющий упор, по возможности при полностью втянутых натяжных цилиндрах, находится по возможности близко к краю поддона. После крепления всех проволок которые должны натягиваться, на натяжном/ослабляющем упоре один или несколько гидравлических цилиндров давит на натяжной упор в направлении натяжения от поддона и так одновременно натягивает все проволоки.
По окончании процесса натяжения между натяжным/ослабляющим упором и краем поддона могут вставляться удерживающие консоли. Функция удерживающих консолей заключается в том, чтобы опирать на поддон силы натяжения, созданные натяжным устройством. После вставления удерживающих консолей возможно удаление натяжного устройства. Идея заключается в том, чтобы гидравлически передвигать натяжные или же ослабляющие цилиндры вниз и вверх, так чтобы они могли вдвигаться в область действия между поддоном и натяжным/ослабляющим упором или выдвигаться из нее.
2) Отдельное натяжение всех проволок (отдельное натяжение).
На одной стороне проволоки, которые должны натягиваться, крепятся к поддону (пассивная сторона, без натяжного/ослабляющего упора).
На другой стороне проволоки, которые должны натягиваться, как описано выше, крепятся в натяжном/ослабляющем упоре, при этом натяжной/ослабляющий упор уже удален от поддона по меньшей мере на путь ослабления и конструктивную ширину втянутого ослабляющего цилиндра, и натяжной/ослабляющий упор предохранен удерживающими пластинами от смещения в направлении натяжения к поддону.
Затем все проволоки натягиваются по отдельности, например, с помощью обычных имеющихся в продаже натяжных домкратов.
Ослабление напрягающих проволок может, например, осуществляться за счет того, что сначала указанный по меньшей мере один гидравлический пуансон отжимает натяжной/ослабляющий упор от поддона в направлении натяжения настолько, чтобы могли освобождаться и удаляться удерживающие консоли между натяжным/ослабляющим упором. После этого удерживающее давление гидравлического цилиндра постепенно уменьшается; сил натяжения, которые действуют на натяжной/ослабляющий упор, медленно вдавливают гидравлический цилиндр в направлении натяжения. Как только гидравлический цилиндр вдавлен достаточно далеко, силы натяжения больше не действуют на крепления напрягающих проволок на натяжном/ослабляющем упоре, так что крепления проволок могут разъединяться, и преднапряженная бетонная часть сниматься с поддона.
Вышеназванная задача решается также посредством устройства для изготовления бетонных полых элементов методом циркуляции поддонов. Это устройство имеет, напр., по меньшей мере одну станцию очистки, по меньшей мере одну станцию опалубки, по меньшей мере одну станцию армирования, по меньшей мере одну станцию бетонирования, по меньшей мере одну станцию твердения и по меньшей мере одну станцию расформовки, а также транспортировочное устройство для перемещения поддонов между отдельными станциями. В циркуляционное устройство могут быть интегрированы другие станции, например, по меньшей мере одна плоттерная станция, в которой на поддон наносятся маркировки, по меньшей мере одна станция обжатия для обжатия бетона, по меньшей мере одна разравнивающая станция для обработки поверхности и/или по меньшей мере одна накопительная станция для промежуточного складирования поддонов. Предпочтительно это устройство автоматизировано так, что поддоны, управляемые компьютером, транспортируются к отдельным станциям, и рабочие этапы, которые должны выполняться на отдельных станциях, осуществляются механически и/или с компьютерным управлением. В соответствии с изобретением станция армирования и/или дополнительная станция натяжения может иметь устройство для закладывания напрягающих проволок. Также станция армирования и/или дополнительная станция натяжения может иметь средства для создания предварительного натяжения напрягающих проволок. Станция расформовки и/или дополнительная станция раскрепления может, кроме того, иметь средства для раскрепления напрягающих проволок.
Средства для создания предварительного напряжения напрягающих проволок имеют, напр., по меньшей мере один, в частности разъемно соединяемый с поддонами гидравлический натяжной цилиндр, который с помощью зажимных втулок может соединяться с напрягающими проволоками. Альтернативно или дополнительно средства для создания предварительного напряжения напрягающих проволок могут иметь по меньшей мере один соединяемый с напрягающими проволоками натяжной упор, который дополнительно соединен с уравновешивающими напрягающими проволоками для создания предварительного напряжения напрягающих проволок.
Также станция армирования и/или дополнительная станция натяжения может иметь устройство для ввода по меньшей мере одной удерживающей консоли и/или по меньшей мере одного гидравлического пуансона между поддоном и соединенным с напрягающими проволоками элементом, в частности натяжным упором.
Для выполнения пустот в бетонном полом элементе станция бетонирования и/или какая-либо другая станция устройства может иметь средства для ввода стержневых элементов в пространство, заданное поддоном и элементами опалубки. Например, в поперечных элементах опалубки, которые могут быть выполнены цельными или из двух частей, могут содержаться, напр., круглые или четырехугольные отверстия, через которые могут двигаться (стержневые) трубы или профили, создающие пустоты в бетонном элементе. Стержневые элементы, т.е. трубы или прочие профили, могут, например, двигаться справа и слева через сверления поперечных элементов опалубки с помощью машины для протягивания труб. Другое решение заключается в том, чтобы просто двигать профили вручную или с иной технической поддержкой через сверления поперечных элементов опалубки, или закладывать сверху. Трубы или, соответственно, профили предпочтительно опираются в сверлениях поперечных элементов опалубки. Также для создания пустот могут использоваться шланги, наполненные жидкостью или газом.
Продольные элементы опалубки могут иметь работающую на сдвиг систему зубьев для создания соответствующих элементов формы в бетонных элементах, с помощью которой может создаваться особенно прочное соединение бетона, в частности для сейсмических зон, при введении монолитного бетона.
Ниже изобретение поясняется подробнее на одном из примеров осуществления и со ссылкой на чертеж. При этом все описанные и/или графически изображенные признаки сами по себе составляют предмет изобретения, независимо от их краткой формулировки в пунктах формулы изобретения или ссылок на них.
Схематично показано:
фиг.1: принципиальный эскиз предлагаемого изобретением устройства;
фиг.2: на виде в перспективе поддон с бетонными полыми элементами;
фиг.3: на виде в сечении фрагмент станции натяжения;
фиг.4: на виде в перспективе другой фрагмент станции натяжения, и
фиг.5: на виде в сечении другой фрагмент станции натяжения.
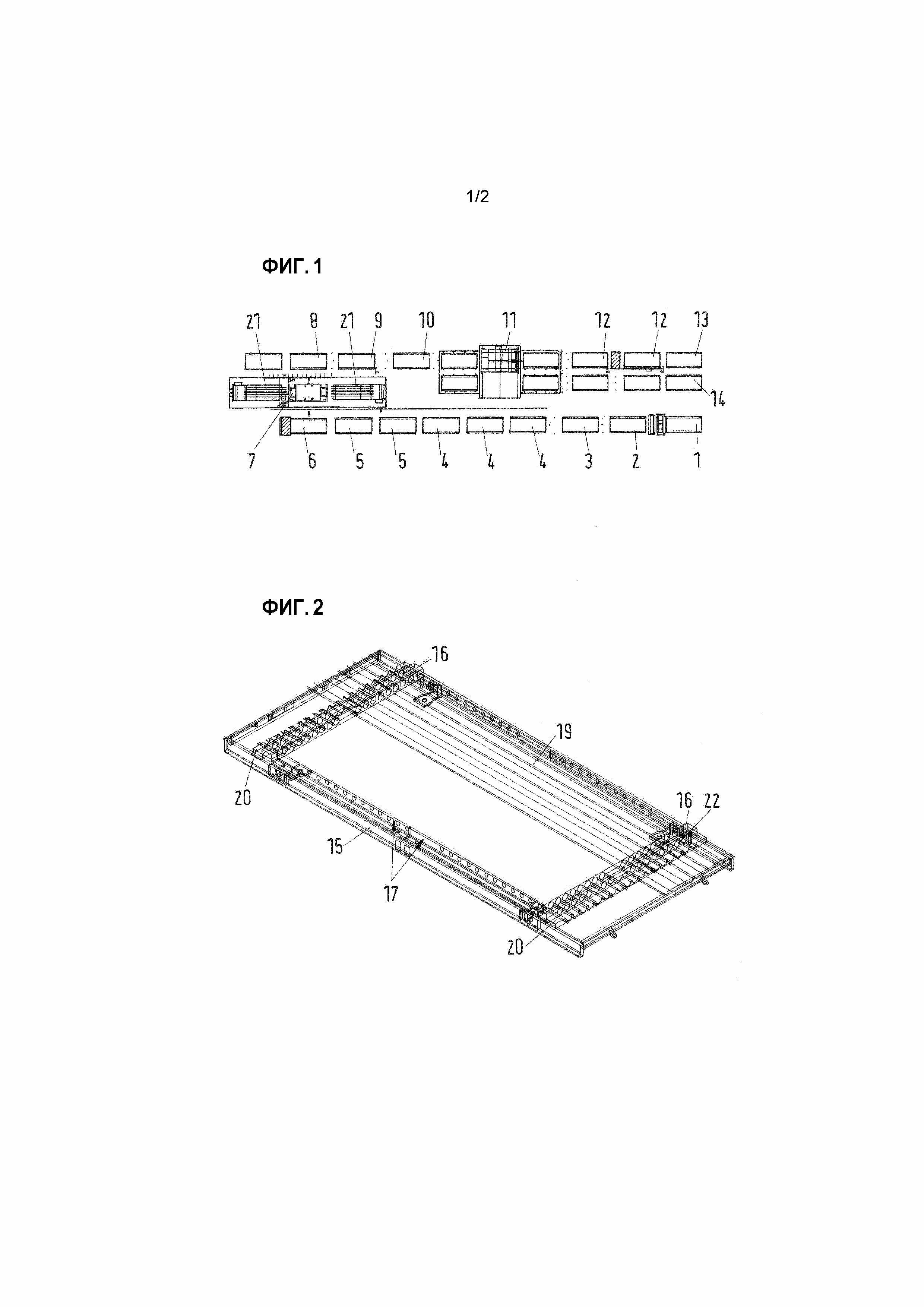
На фиг.1 показан принципиальный эскиз устройства для изготовления бетонных полых элементов методом циркуляции поддонов. В последовательности производственного процесса это устройство имеет накопитель 1, станцию 2 очистки, плоттерную станцию 3, несколько станций 4 опалубки, станции 5 армирования, станцию 6 натяжения, станцию 7 бетонирования, накопитель 8, станцию 9 контроля, станцию 10 распалубки, станцию 11 твердения, имеющую несколько стеллажей, другие станции 12 распалубки, станцию 13 раскрепления и станцию 14 разгрузки. Отдельные станции соединены между собой транспортным устройством таким образом, что поддоны 15, в частности автоматически, могут транспортироваться к станциям. Например, поддоны 15, имеющие фрикционные приводы, транспортируются, циркулируя между станциями.
В отличие от изображенного варианта осуществления, имеющего отдельную станцию 6 натяжения и отдельную станцию 13 раскрепления, эти станции могут быть также интегрированы в другие обрабатывающие станции.
При этом изготовление бетонных полых элементов осуществляется по существу в следующей последовательности.
Из накопителя 1 пустой поддон 15 перемещается в станцию 2 очистки. Там поддон 15 очищается и при необх. смазывается маслом. После этого поддон 15 перемещается в плоттерную станцию 3 и там опционально размечается, напр., в случае введения вручную закладных деталей как дополнения к опалубке.
Затем поддон 15 проходит через одну или несколько станций 4 опалубки, в которых на поддон 15 устанавливаются элементы 16, 17 опалубки и фиксируются там. При опалубке продольные элементы 17 опалубки ставятся на поддон вдоль (в направлении x), чтобы ограничивать изготавливаемый полый элемент 18 по бокам. В поперечном направлении (направлении y) полый элемент 18 ограничивается поперечными элементами 16 опалубки.
Затем подготовленный таким образом поддон 15 (перемещается) в одну из станций 5 армирования, в которых вводятся арматуры и/или напрягающие проволоки 19. Как только напрягающие проволоки введены, поддон 15 перемещается в станцию 6 натяжения. Там напрягающие проволоки 19, которые обычно проходят вдоль поддона через поперечные элементы 16 опалубки и через натяжные колодки 20, предварительно натягиваются более подробно описанным ниже образом. После этого по меньшей мере в одной рабочей станции (станции 7 бетонирования) осуществляется бетонирование. Бетонирование осуществляется, напр., с помощью бетонораспределителя, осуществляющего послойное бетонирование. При этом сначала на поддоне 15 распределяется тонкий слой бетона, затем стержневые элементы 21, напр., трубы, которые создают пустоты, вдвигаются через поперечные элементы 16 опалубки снаружи, и после этого бетонируется второй и при необх. другой слой, пока не будет заполнена пустота внутри элементов 16, 17 опалубки. Затем наполненный поддон 15 обжимается, напр., с помощью отдельной вибрационно-встряхивающей станции (не изображено) или непосредственно в станции 7 бетонирования. Качество процесса бетонирования и обжатия может контролироваться в отдельной станции 9 контроля.
Опционально поверхность бетонных элементов 18 разравнивается с помощью выравнивающего устройства (не изображено). Поддон 15 перемещается дальше и с помощью устройства для обслуживания стеллажей движется в камеру 11 твердения. Элементы 16, 17 опалубки могут удаляться до и/или после камеры твердения. В камере 11 твердения бетонные элементы 18 затвердевают на поддонах 15. Из камеры 11 твердения поддон 15 выводится с помощью устройства для обслуживания стеллажей. В последующей рабочей станции 13 напрягающие проволоки 19 раскрепляются. При этом предпочитается, чтобы все напрягающие проволоки 19 раскреплялись одновременно, чтобы в бетонном элементе 18 не возникали трещины.
В станции 14 разгрузки бетонные элементы 18 сгружаются с поддонов 15 и оттуда подводятся к месту складирования. Поддоны 15 либо через промежуточный накопитель 1, либо непосредственно попадают в станцию 2 очистки.
На фиг.2 изображен поддон 15, на котором предусмотрен бетонный элемент 18. На фиг.2 можно видеть, что в левом/нижнем на фигуре бетонном элементе 18 выполнены проходящие в продольном направлении пустоты. Они создаются, когда до, во время или после процесса бетонирования стержневые элементы 21, например, трубы, вдвигаются через соответствующие отверстия 22 в поперечные элементы 16 опалубки.
Также можно видеть, что в левом/нижнем на фигуре бетонном элементе 18 предусмотрены проходящие в продольном направлении напрягающие проволоки 19, которые в изображенном примере проходят под пустотами. Напрягающие проволоки 19 проходят через отверстия в поперечных элементах 16 опалубки и направляются снаружи поперечных элементов 16 опалубки через натяжные колодки 20. Снаружи натяжных колодок 20 на напрягающие проволоки 19 ставятся зажимные втулки, с помощью которых гидравлические натяжные цилиндры (не изображено) натягивают напрягающие проволоки и создают в напрягающих проволоках предварительное натяжение.
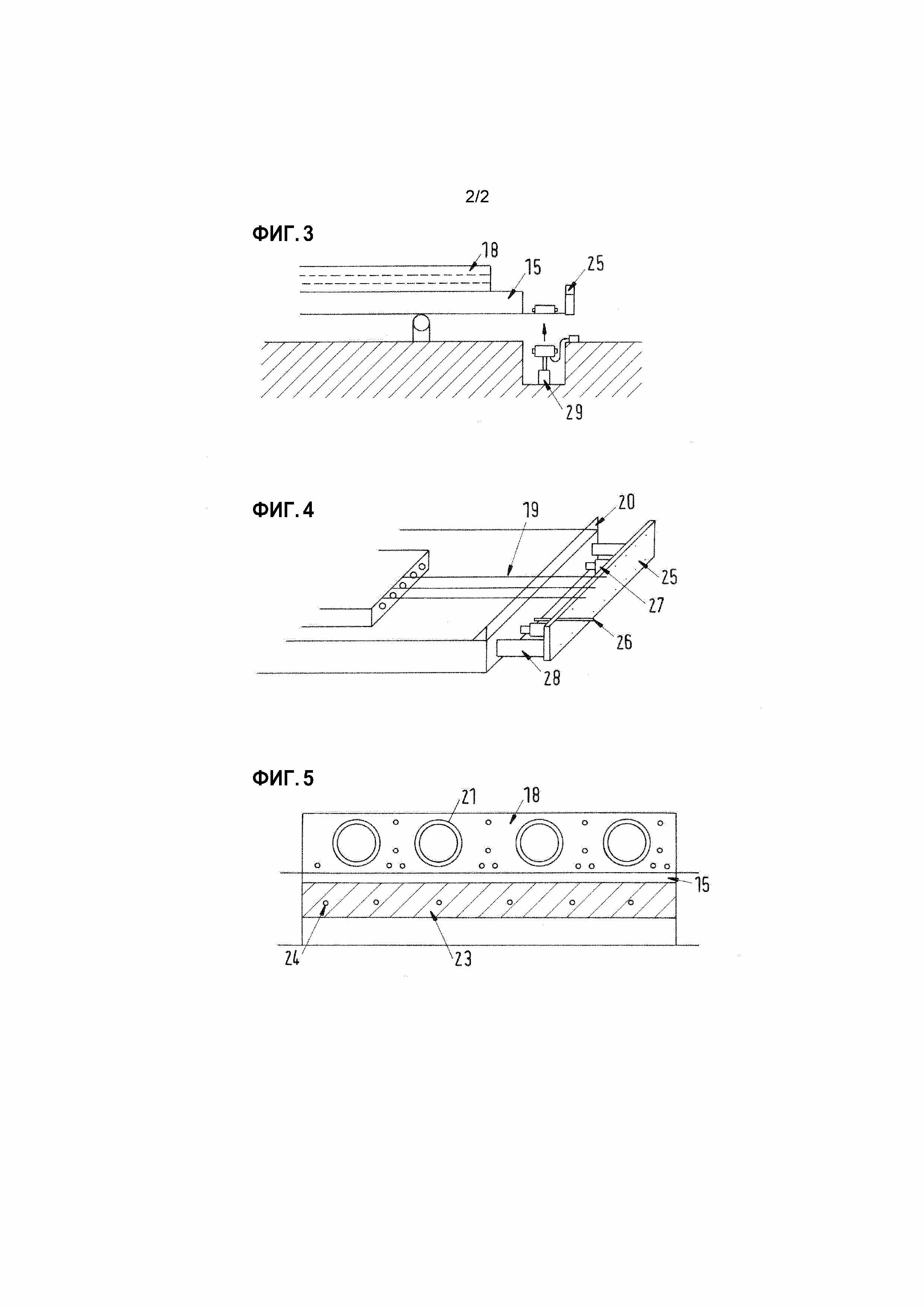
Для восприятия силы предварительного натяжения, напр., примерно 100 кН на каждую напрягающую проволоку 19, жесткость поддона 15 может быть соответственно повышена. На фиг.5 в этой связи показан пример, в котором под верхним листом поддона 15 введен бетонный слой 23, в котором проходят оболочковые трубы для последующего напряжения. Оболочковые трубы 24 позволяют посредством прядей для постнапряжения придавать поддону 15 напряжение, которое способствует прохождению нейтральной фазы по возможности в плоскости верхнего листа. Другими словами, моменты, создаваемые предварительным натяжением напрягающих проволок 19 в поддоне 15, должны по меньшей мере частично компенсироваться целенаправленным созданием противоположного момента посредством прядей для постнапряжения.
На фиг.3 и 4, показано как приданное напрягающим проволокам 19 натяжение может поддерживаться во время изготовления бетонных полых элементов 18, т.е., в частности, во время обработки в станции 7 бетонирования, станции 9 контроля, станции 11 твердения и станциях 10, 12 распалубки. На фиг.3 и 4 напрягающие проволоки 19 в натянутом состоянии зафиксированы в упоре 25, который с помощью направляющих штифтов 26 установлен с возможностью смещения относительно поддона 15 параллельно плоскости поддона. При этом напрягающие проволоки 19 ведутся через натяжную колодку 20, зафиксированную на поддоне 15, и удерживаются в своем положении.
Между боковой кромкой поддона 15 и упором 25 в изображенном примере предусмотрены два гидравлических пуансона 27, а также две удерживающие консоли 28, при этом гидравлические пуансоны 27 обеспечивают возможность движения упора 25 относительно поддона 15 вдоль направляющих штифтов 26, напр., для заданного раскрепления напрягающих проволок 19 после удаления удерживающих консолей 28, в отличие от чего удерживающие консоли 28 опирают упор 25 на поддон 15. В отличие от изображенного варианта осуществления, упор 25 может также опираться только посредством удерживающих консолей 28 и для ослабления напрягающих проволок 19 определенным образом двигаться иначе, напр., с помощью воздействующих снаружи на упор 25 уравновешивающих напрягающих проволок (не изображено).
Гидравлические пуансоны 27 и/или удерживающие консоли 28 могут посредством подъемного привода 29, напр., какого-либо гидравлического устройства, приподниматься в промежуток между поддоном 15 и упором 25 или, соответственно, опускаться из него. Так, напр., в станции 6 натяжения может быть предусмотрен подъемный привод 29, чтобы располагать гидравлический пуансон 27 и/или удерживающие консоли 28 после натяжения напрягающих проволок 19 между упором 25 и поддоном 15, и в станции 13 раскрепления может быть предусмотрен другой подъемный привод 29, чтобы после раскрепления напрягающих проволок 19 удалять гидравлический пуансон 27 и/или удерживающие консоли 28 между упором 25 и поддоном 15.
Обобщенно, изобретение позволяет, предусмотрев устройство для натяжения напрягающих проволок 19, в частности отдельную станцию 6 натяжения, и устройство для заданного раскрепления напрягающих проволок 19, в частности отдельную станцию 13 раскрепления, с помощью способа или, соответственно, устройства методом циркуляции эффективно и технологически надежно изготавливать преднапряженные бетонные полые элементы 18. Преднапряженные бетонные полые элементы 18 отличаются тем, что в них вследствие натяжения напрягающих проволок 19 создается действующее на бетон сжимающее напряжение, которое при применении бетонных полых элементов 18 накладывается на действующую на них силу веса, а также внешние нагрузки, так что действующие на бетон растягивающие напряжения минимизируются или даже устраняются. Благодаря этому возможна реализация нагружаемых более высокой нагрузкой бетонных полых элементов 18 одинакового размера или, соответственно, при одинаковой нагрузке более гибких бетонных полых элементов 18.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Накопитель
2 Станция очистки
3 Плоттерная станция
4 Станция опалубки
5 Станция армирования
6 Станция натяжения
7 Станция бетонирования
8 Накопитель
9 Станция контроля
10 Станция распалубки
11 Станция твердения
12 Станция распалубки
13 Станция раскрепления
14 Станция разгрузки
15 Поддоны
16 Поперечный элемент опалубки
17 Продольный элемент опалубки
18 Бетонный полый элемент
19 Напрягающая проволока
20 Натяжная колодка
21 Стержневой элемент
22 Отверстие
23 Бетонный слой
24 Постнапрягающая прядь
25 Упор
26 Направляющий штифт
27 Гидравлический пуансон
28 Удерживающая консоль
29 Подъемный привод
Реферат
Изобретение касается способа и устройства для изготовления бетонных полых элементов, в частности для изготовления деталей сборных элементов, таких как потолки или стены. Способ включает предоставление поддона, установку элементов опалубки на поддон, транспортировку поддона в станцию армирования, в которой в пространство, заданное поддоном и элементами опалубки, закладываются и предварительно натягиваются напрягающие проволоки. Причем на этапе напрягающие проволоки крепят в натяжном упоре, который для создания предварительного натяжения движется относительно поддона в первом направлении, указывающем от изготавливаемого бетонного полого элемента. Причем после создания предварительного натяжения в напрягающих проволоках между натяжным упором и поддоном вводят по меньшей мере одну удерживающую консоль и/или по меньшей мере один гидравлический пуансон. Осуществляют транспортировку поддона в станцию бетонирования, в которой в пространство, заданное поддоном и элементами опалубки, заливается по меньшей мере один первый слой бетона. Осуществляют ввод стержневых элементов в пространство, заданное поддоном и элементами опалубки. Заливают по меньшей мере один другой слоя бетона в пространство, заданное поддоном и элементами опалубки. Транспортируют поддон в станцию твердения, в которой бетон затвердевает. Транспортируют поддон в станцию раскрепления, в которой напрягающие проволоки, в частности одновременно, раскрепляются. Устройство имеет по меньшей мере одну станцию очистки, по меньшей мере одну станцию опалубки, по меньшей мере одну станцию армирования, по меньшей мере одну станцию бетонирования, по меньшей мере одну станцию твердения или камеру твердения и по меньшей мере одну станцию расформовки. Кроме того, устройство также содержит транспортировочное устройство для перемещения поддонов между отдельными станциями. Техническим результатом является повышение эффективности изготовления деталей сборных элементов. 2 н. и 5 з.п. ф-лы, 5 ил.
Комментарии