Устройство для распалубки в линии для изготовления железобетонных изделий - SU1201136A1
Код документа: SU1201136A1
Чертежи



Описание
00
а Изобретение относится к строител ной индустрии, в частности к устрой ствам для распалубки в технологичес ких линиях для изготовления железобетоиных изделий со сложным профиле торцовых поверхностей и наличием выпусков арматуры. Цель изобретения - уменьшение усилия и повьшение надежности распа лубки и осуществление распалубки различных и в том числе отодвижных бортов нескольких или всех за один прием. На фиг.1 изображено устройство, вид сверху; на фиг.2 - узел 1 на фиг.1; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез В-Б на фиг.2; на фиг.5 - принципиальная схема распалубки и сборки формы с двумя раздвижньми торцовыми бортами; иа фиг.6 - то же, с двумя торцо выми и одним продольным раздвижными бортами; на фиг.7 - то же, с .одним торцовым и двумя продольными раздвижными бортами; на фиг. 8 то же, со всеми раздвижными наружными бортами. Технологическая линия для изготовления железобетонных изделий содержит линию формования 1 и пост термообработки 2, где на основании 3 установлены жестко рельсовые пути 4, на которых подвижно размещены формы-вагонетки 5. По торцам линии формования 1 и поста термообработки 2 расположены рельсовые пути 6, где подвижно установлены передаточные тележки 7, обеспечивающие передачу форм-вагонеток 5 с линии формования 1 в термокамеры 2 и обратно. В качестве конкретного примера рассмотрен конвейер, где перемещение форм-вагонеток 5 по рельсовым путям 4 по принципу форма в форму осуществляется толкателем 8, установлеиньм на передаточных тележках а каждая форма-вагонетка 5 представ ляет собой установленный на колесах 9 поддон 10, на зеркале 11 кото рого размещены раздвижные торцовые :12 и продольный 13, а также откидной 14 борта, при этом раздвижные борта 12 и 13 кинематически связан между собой двумя распалубочиыми приспособлениями 15, щарнирно уста новленными в опорах 16 поддона 10, кроме этого, на каждом раздвижном борту жестко установлены колонки 62 17, которые подвиж1 о размещены в направляющих втулках 18 поддона 10. Каждое распалубочное приспособление 15 состоит из двух пар двуплечих рычагов 19 и 20 с роликами 21 на свободных концах, шарнирно связанных между собой непосредственно (фиг. и в) или промежуточной тягой 22 (фиг.7), при этом двуплечий рычаг 19 является кинематически ве-г дущим, который роликом 21 рычага 23 шарнирно взаимодействует с копиром 24, а рычагом 25 также шарнирно связан с колонкой 17. Двуплечий рычаг 20 рычагом. 26 шарнирно связан с двуплечим рычагом 19, а рычагом 27 - с колонкой 17. Колонки 17 продольного раздвижного борта 13 (фиг.6,7 и,в) Связаны с распалубоч- ными приспособлениями 15 через продольный паз 28, который позволяет момент сдвигания продольного борта 13 при распалубке формы осуществлять с некоторым запозданием относительно сдвига торцовых бортов 12, что значительно снижает потребное проталкивающее усилие толкателя 8. Копир 24 неподвижно установлен на основании 3 в начале линии формования 1 и состоит из двух зер кально расположенных желобчатых направляющих ветвей 29 и 30, размещенных по длине вдоль рельсового пути 4 и имеющих расходящий 31 и сходящий 32 участки между собой, плавно переходящие друг в друга,при этом расстояния d между ветвями 29 и 30 в начале и в конце копира 24 равны, что соответствует минимальному схождению ветвей, а ось симметрии П-И расположения ветвей 29 и 30 параллельна оси Ш-Ш рельсового пути 4 (в рассматриваемой линии эти оси совпали). Устройство для распалубки в лиНИИ работает следующим образом. Форма-вагонетка 5 с пропаренным изделием 33 выталкивается из термокамеры 2 на передаточную тележку 7, которая транспортируется и устанавливается напротив линии формования 1, а затем толкателем 8 форма-вагонетка 5 сталкивается с передаточной тележки 7 на первый пост В этой линии, где раскрываются замки крепления . бортов . При установке формывагонетки 5 на этом посту ролики 21 распалубочных приспособлений 15
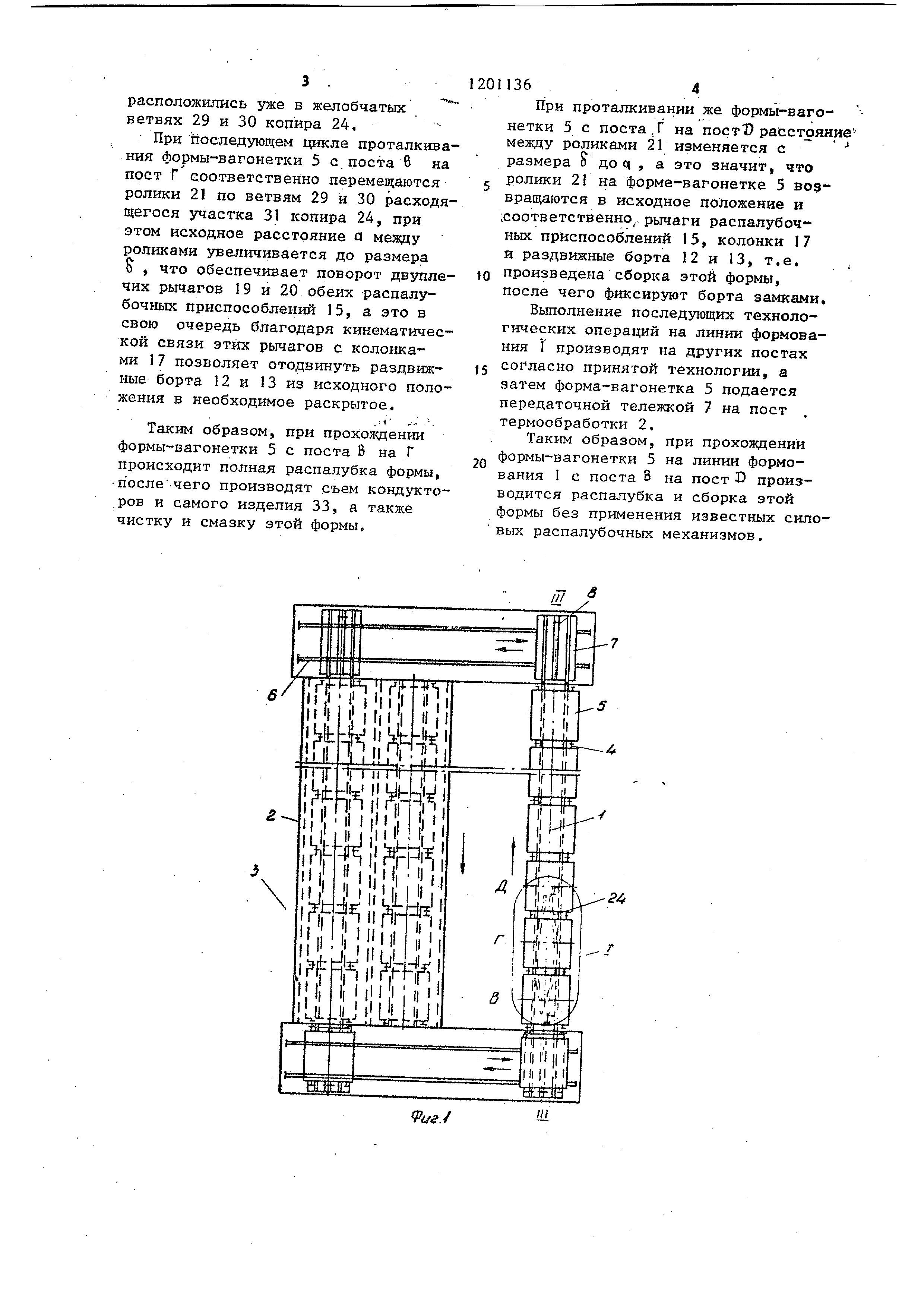
расположились уже в желобчатых ветвях 29 и 30 копира 24,
При йоследующем цикле проталкивания формы-вагонетки 5 с поста 8 на пост Г соответственно перемещаются ролики 21 по ветвям 29 и 30 расходящегося участка 31 копира 24, при этом исходное расстояние а между роликами увеличивается до размера & , что обеспечивает поворот двуплечих рычагов 19 и 20 обеих распалубочных приспособлений 15, а это в свою очередь благодаря кинематической связи этих рычагов с колонками 17 позволяет отодвинуть раздвижные борта 12 и 13 из исходного положения в необходимое раскрытое.
.; -- .
Таким образом, при прохождении формы-вагонетки 5 с поста В на Г происходит полная распалубка формы, после-чего производят .съем кондукторов и самого изделия 33, а также чистку и смазку этой формы.
2011364
При Проталкивании же формы-вагонетки 5 с поста,Г на пост)расстояние между роликами 21 изменяется с размера S до ч , а это значит, что г ролики 21 на форме-вагонетке 5 возвращаются в исходное положение и соответственно, рычаги распалубочных приспособлений 15, колонки 17 и раздвижные борта 12и 13, т.е. JQ произведена сборка этой формы,
после чего фиксируют борта замками, Вьшолнение последующих технологических операций на линии формования Г производят на других постах J5 согласно принятой технологии, а затем форма-вагонетка 5 подается передаточной тележкой 7 на пост , термообработки 2.
Таким образом, при прохождений формы-вагонетки 5 на линии формования I с поста 8 на пост О производится распалубка и сборка этой формы без применения известных силовых распалубочных механизмов.

Реферат
УСТРОЙСТВО ДЛЯ РАСПАЛУБКИ В ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащее установленный на основании копир из двух зеркально расположенных направляющих ветвей, симметричных относительно оси рельсового пути для перемещения форм-вагонеток, несущих каждая пару рычагов с роликами на свободных концах, контактирующих с- копиром, отличающееся тем, Что, с целью зпченьшения усилия и повышения надёжности распахгубки и осзпцествления распалубки различных, в том числе отодвижных, бортов - нескольких или всех за один прием, оно снабжено второй парой рычагов, все рьгчаги выполнены двуплечими, шарнирно закреплены на поддоне формы-вагонетки ниже его рабочей поверхности, симметрично ее продольной оси, причем одни плечи рычагов каждой пары, не имеющие ролики, шарнирно связаны с бортами , a другие - каждое шарнирно соединено плечом с роликом первой пары, расположенной со связанной с ней парой по одну сторону от продольной оси формы-вагонетки, при этом шарнирное соединение каяодого рычага с бортом выполнено с продольным пазом, П a направляющие ветви копира - в виде плавных кривых, расходящихся в его середине и сходящихся по концам копира на равном расстоянии и расположенных в горизонтальной плоскости.

Комментарии