Шнековый питатель для бетонной смеси и способ изготовления шнекового питателя - RU2660974C2
Код документа: RU2660974C2
Чертежи
Описание
Изобретение относится к шнековому питателю для бетонной смеси и к способу изготовления шнекового питателя. В частности, изобретение относится к шнековому питателю согласно преамбуле независимого пункта изобретения, относящегося к шнековому питателю, и к способу согласно независимому пункту формулы изобретения, относящегося к способу.
Как известно из уровня техники, в процессе изготовления бетонных изделий способом экструзии используется подача бетонной массы из бункера экструдера наверх шнековых питателей, которые транспортируют бетонную массу под давлением в пространство с ограниченным поперечным сечением, определяемое формой для заливки с боковыми стенками, проходящими вдоль разливочной машины, и с заглаживающим брусом, образующим верхнюю поверхность отливаемого изделия, т.е. в литьевую форму экструдера. Литьевая форма экструдера определяет форму поперечного сечения отливаемого изделия. Бетонная смесь подается под давлением в литьевую форму экструдера, уплотняется, например, за счет заглаживающего и/или возвратно-поступательного движения боковых стенок и заглаживающего бруса, а также возвратно-поступательного движения шнекового питателя дополнительно к вращательному движению шнекового питателя, ответственному за подачу массы. При литье многопустотных бетонных изделий способом экструзии за шнековыми питателями устанавливают элементы, образующие пустоты или пустотообразователи. В процессе экструзии экструдер перемещается вдоль литьевой формы под действием силы реакции, возникающей в результате подачи бетонной массы шнековыми питателями, при этом указанное перемещение экструдера может быть ускорено или замедлено по мере необходимости приводным двигателем экструдера. В процессе перемещения экструдера отлитое изделие остается в литьевой форме для отверждения и созревания перед тем, как его можно будет разрезать на блоки определенной длины и транспортировать на склад.
Шнековые питатели могут быть также использованы в экструдерах для других целей, например для увеличения подачи бетонной смеси на определенном этапе подачи.
В настоящее время шнековые питатели обычно присоединяют при помощи фланцев, прикрепленных к валу, вращающему шнековый питатель, и к шнековым питателям. Такие фланцы прикрепляют друг к другу при помощи винтов, которые проходят через нерезьбовые отверстия, предусмотренные во фланцах. На практике при использовании таких соединений головки винтов прочно приваривают к фланцу, чтобы получить долговечное соединение применяемого шнекового питателя.
В патентной публикации ЕР 2239118 В1 (соответствующей патентной публикации FI 121656 В) раскрыт шнековый питатель для бетонной смеси, содержащий спиральный сегмент, а также вставку, которая установлена на входном конце шнекового питателя, изготовлена из более мягкого материала, чем материал, используемый для спирального сегмента шнекового питателя, и содержит устройство для крепления шнекового питателя к литьевой машине, при этом указанный шнековый питатель содержит заливочную часть, которая по меньшей мере частично покрывает вставку. Выходной конец этого известного шнекового питателя изготовлен в виде продолжения спирального сегмента шнекового питателя из того же самого материала, обычно - из белого чугуна, который имеет хорошую жесткость и стойкость к истиранию, но является твердым и хрупким, и поэтому сложным для обработки резанием, что делает изготовление шнекового питателя медленным и дорогостоящим, поскольку на этом выходном конце шнекового питателя требуется наличие подшипникового узла, который работает в условиях высокого абразивного истирания и, следовательно, должен обладать очень высокой жесткостью и стойкостью к истиранию.
В патентной публикации FI 50587 С раскрыт шнековый питатель, на выходном конце которого установлены вставки.
Одной из целей настоящего изобретения является создание шнекового питателя, в котором будут устранены или по меньшей мере минимизированы недостатки и проблемы шнековых питателей, известных из уровня техники.
Другая цель изобретения заключается в том, чтобы разработать способ изготовления усовершенствованного шнекового питателя для подачи бетонной смеси.
Для достижения указанных целей обеспечен шнековый питатель, который отличается признаками, раскрытыми в отличительной части независимого пункта 1 формулы изобретения, и способ изготовления шнекового питателя, который отличается признаками, раскрытыми в отличительной части независимого пункта формулы изобретения, относящегося к способу. Предпочтительные варианты осуществления и признаки раскрыты в зависимых пунктах формулы изобретения.
Согласно изобретению шнековый питатель для бетонной смеси содержит спиральный сегмент и по меньшей мере одну вставку, которая изготовлена из более мягкого материала, чем материал, используемый для спирального сегмента шнекового питателя, и которая установлена на выходном конце шнекового питателя. Это позволяет ускорить изготовление шнекового питателя по сравнению с уровнем техники и одновременно снизить производственные расходы.
Согласно предпочтительному варианту осуществления шнековый питатель содержит две вставки, одна из которых установлена на входном конце шнекового питателя, а другая - на выходном конце шнекового питателя. Такая конструкция делает изготовление шнекового питателя еще более эффективным и экономичным.
Согласно изобретению вставка шнекового питателя является кольцевой и содержит зазор, прорезающий кольцевую конфигурацию в поперечном направлении, при этом предусмотрен щиток, который закрывает по меньшей мере часть наружной поверхности периферии вставки в области зазора. Указанный щиток, предпочтительно, проходит по меньшей мере частично по области зазора. Согласно предпочтительному варианту осуществления ширина зазора составляет 1,5-2,5 мм, таким образом, обеспечивается возможность усадки отливки спирального сегмента/шнекового питателя при литье, и можно предотвратить возникновение трещин в литом изделии.
Согласно предпочтительному варианту осуществления вставка содержит по меньшей мере одну стопорную канавку, которая предотвращает перемещение вставки во время литья. Указанная стопорная канавка, предпочтительно, расположена на наружной периферии вставки.
Согласно предпочтительному варианту осуществления шнековый питатель содержит заливочную часть, по меньшей мере частично закрывающую вставку.
Согласно предпочтительному варианту осуществления вставка, устанавливаемая на выходном конце шнекового питателя, изготовлена из мягкого материала, и ее твердость по шкале Роквелла предпочтительно составляет 40-60 HRC (единиц по шкале С Роквелла). Таким образом, вставка имеет очень хорошую твердость и стойкость к истиранию.
Согласно предпочтительному варианту осуществления спиральная часть шнекового питателя имеет твердость более 60 HRC, предпочтительно - более 80 HRC.
Согласно изобретению способ изготовления шнекового питателя содержит изготовление спирального сегмента шнекового питателя, а также изготовление по меньшей мере одной вставки из более мягкого материала, чем материал, используемый для спирального сегмента шнекового питателя, при этом указанная вставка подлежит установке на выходном конце шнекового питателя при отливке спирального сегмента шнекового питателя.
Согласно изобретению указанную по меньшей мере одну вставку устанавливают в литьевую форму шнекового питателя до отливки спиральной части шнекового питателя.
Шнековый питатель согласно изобретению и его предпочтительные признаки обеспечивают множество преимуществ, например, изготовление шнекового питателя упрощается, а спиральная часть, наиболее подверженная износу, может быть изготовлена из еще более твердого материала, чем материал, используемый в технических решениях, известных из уровня техники.
Ниже приведено подробное описание изобретения со ссылками на прилагаемые чертежи, на которых показаны:
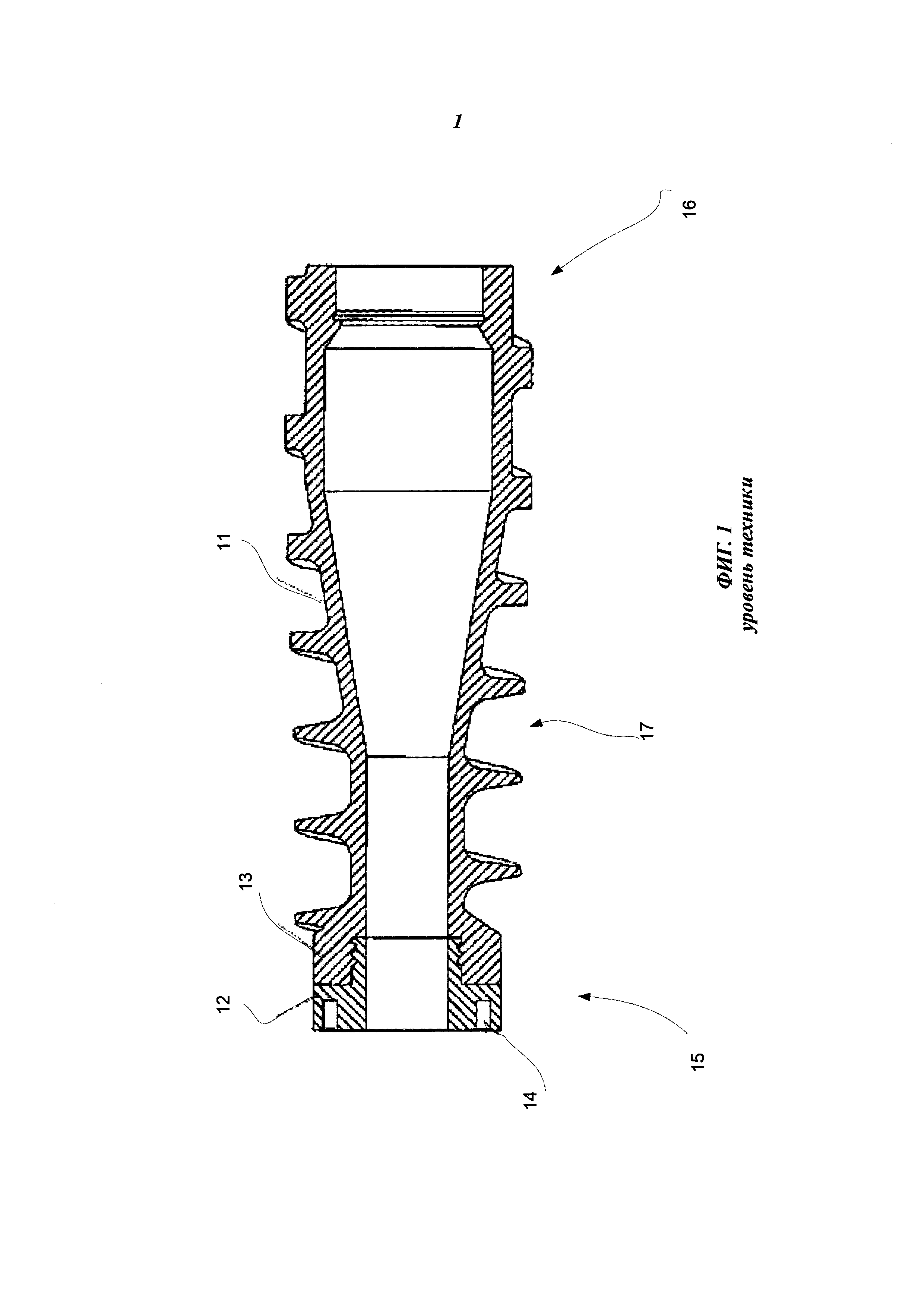
фиг. 1 - схематический вид примера осуществления шнекового питателя, известного из уровня техники,
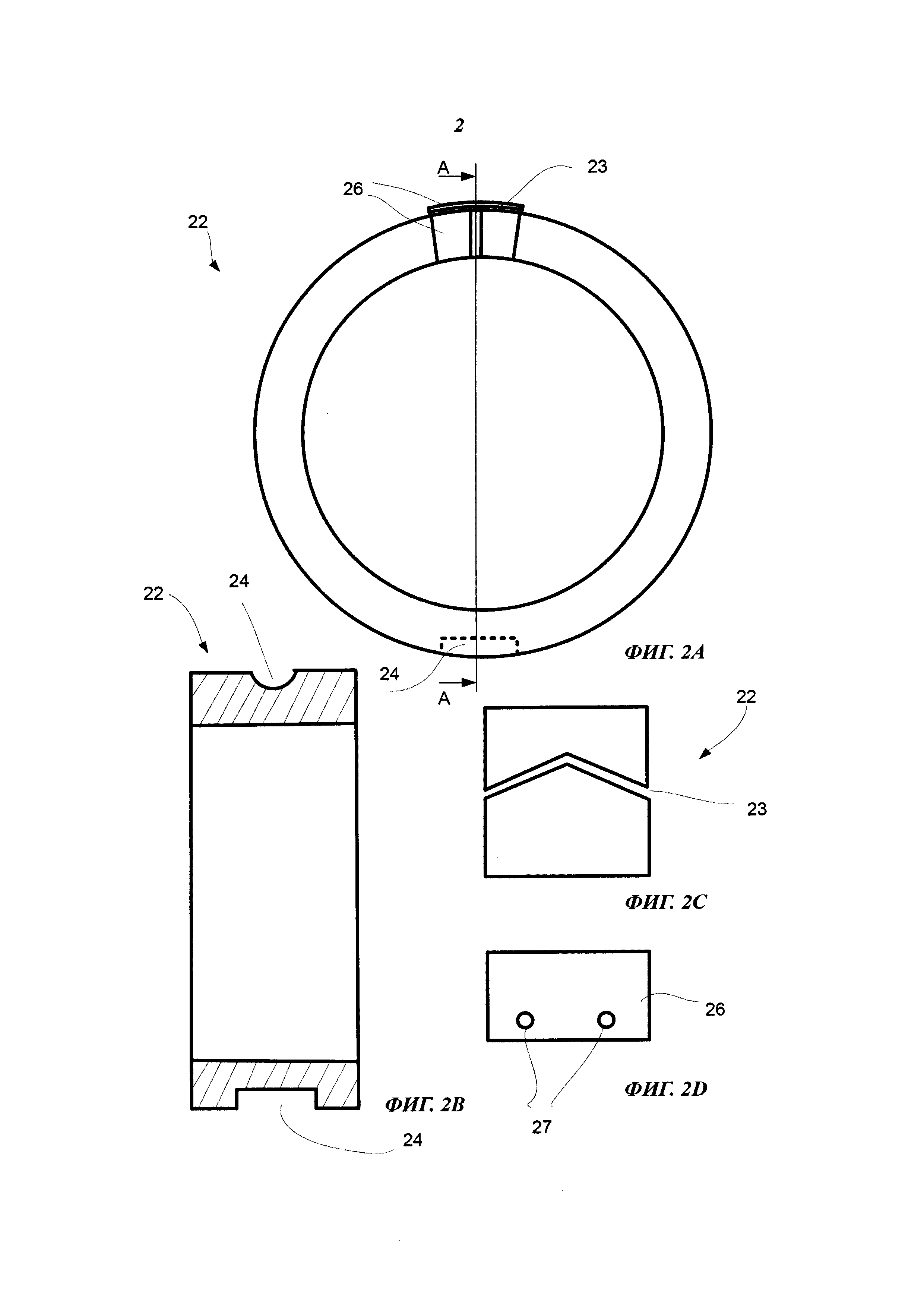
фиг. 2А-2D - схематический вид предпочтительного примера осуществления вставки согласно изобретению,
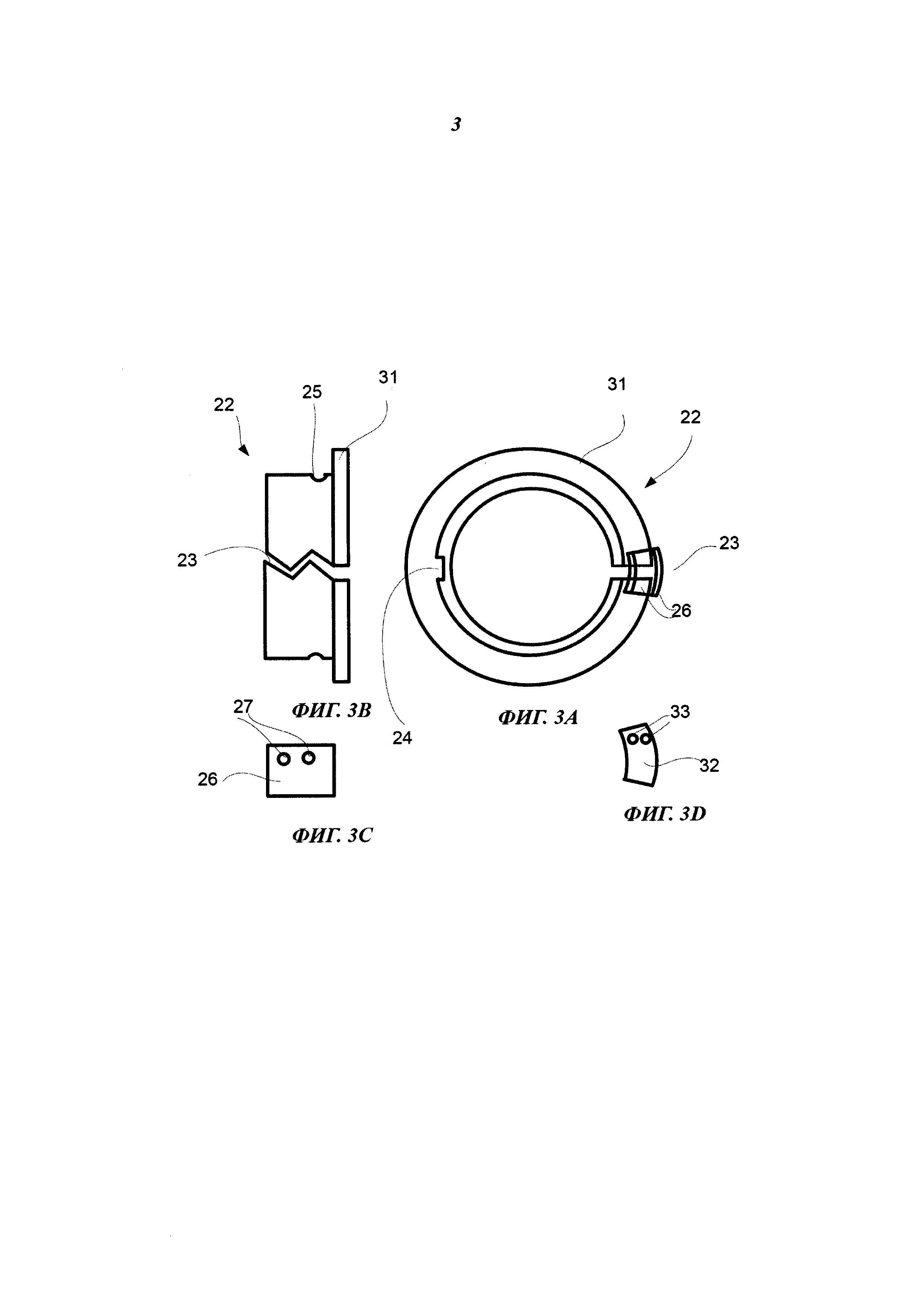
фиг. 3А-3D - схематический вид другого предпочтительного примера осуществления вставки согласно изобретению,
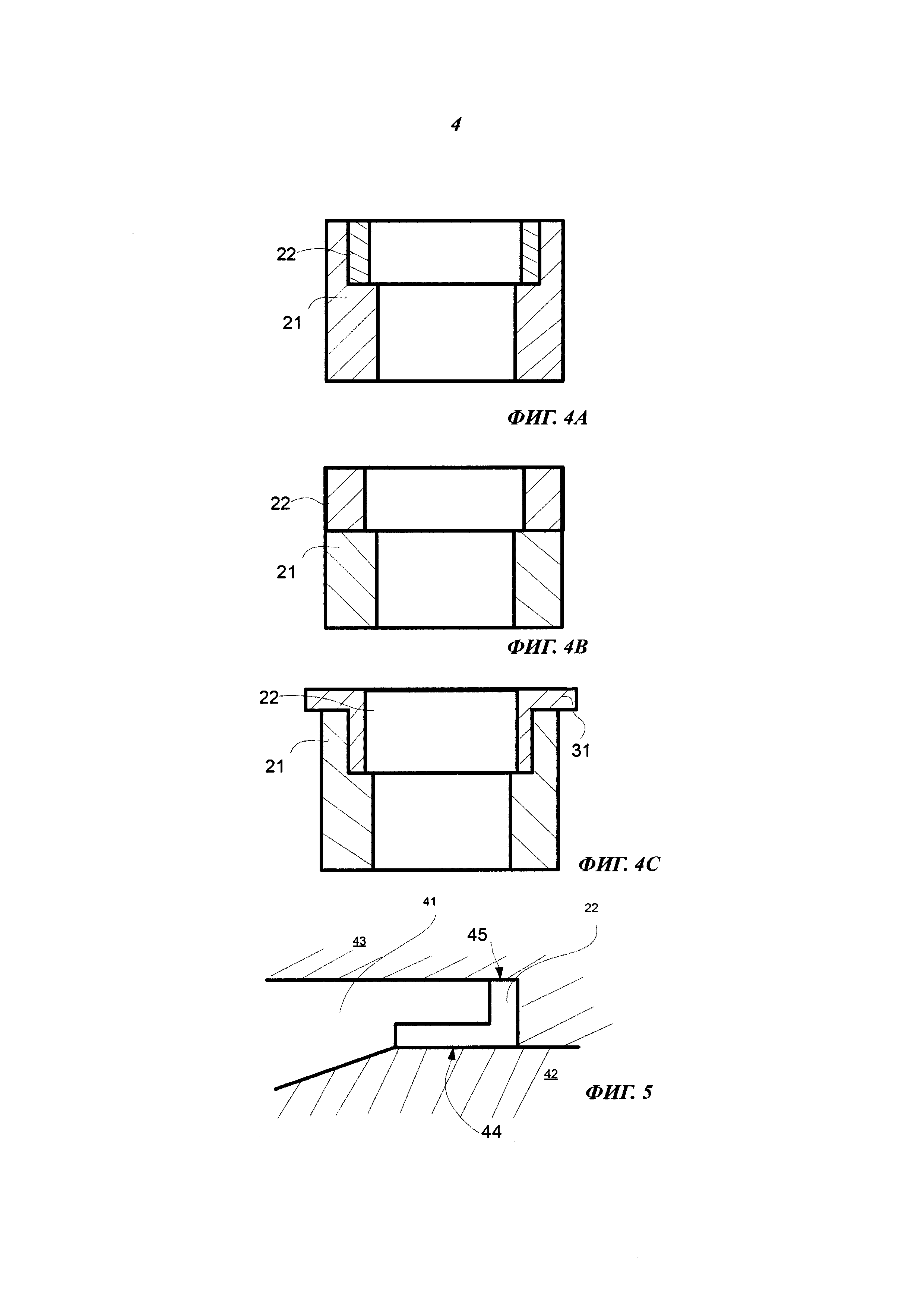
фиг. 4А-4С - схематический вид предпочтительных примеров соединения с концом шнекового питателя, и
фиг. 5 - схематический вид предпочтительного примера осуществления литья шнекового питателя.
В приведенном ниже описании одинаковые номера и символы используются для обозначения одинаковых элементов на различных чертежах, иллюстрирующих изобретение.
На фиг. 1 схематически показан пример шнекового питателя, известного из уровня техники, при этом шнековый питатель 11, показанный на чертеже, содержит вставку 12 и заливочную часть 13, покрывающую по меньшей мере часть вставки. Вставка 12 присоединена к входному концу 15 имеющегося шнекового питателя 11, т.е. спирального сегмента 17 шнекового питателя, посредством которого входной конец шнекового питателя присоединен к разливочной машине. Вставка 12 содержит резьбовые крепежные отверстия 14. Шнековый питатель прикрепляют винтами к фланцу, неподвижно прикрепленному к приводному валу шнека, при этом головки указанных винтов остаются на стороне соединительного фланца. В области соединения между вставкой 12 и шнековым питателем 11, по меньшей мере частично поверх вставки 12, предпочтительно, добавлена заливочная часть 13, которая механически закрепляет вставку на месте, а также защищает вставку 12 вместе с другими компонентами заливочной машины от истирающего действия бетонной смеси. Заливочную часть 13, предпочтительно, выполняют одновременно с изготовлением литьем шнекового питателя 21 и из того же материала, что и шнековый питатель. Выходной конец 16 шнекового питателя 11 представляет собой единое целое со спиральным сегментом 17 шнекового питателя 11 и изготовлен из одного материала с ним, обычно - из белого чугуна.
На фиг. 2А - 2D показан пример осуществления вставки 22 шнекового питателя. Вставка 22 имеет кольцевую конфигурацию с зазором 23, который допускает усадку литого спирального сегмента/шнекового питателя во время литья и позволяет исключить образование трещин в отлитом изделии. Зазор 23 проходит через вставку 22, прорезая кольцевую конфигурацию. Показанный на чертеже зазор 23 имеет V-образную конфигурацию, однако, другие криволинейные или прямолинейные конфигурации также могут быть использованы. Ширина зазора, предпочтительно, составляет 1,5-2,5 мм. Вставка 22 содержит также по меньшей мере одну стопорную канавку 24, которая предотвращает перемещение вставки 22 во время литья. Форма стопорной канавки 24 может быть постоянной или может изменяться по периферии вставки 22. Для закрытия наружной поверхности периферии вставки 22 в области зазора 23 во время литья предусмотрен щиток 26 с крепежными отверстиями 27. Щиток 26 по меньшей мере частично проходит в области зазора.
На фиг. 3А-3D показан пример осуществления вставки 22 шнекового питателя с фланцем 31. Вставка 22 имеет кольцевую конфигурацию с зазором 23, что допускает обеспечивает возможность усадки материала во время литья спирального сегмента/шнекового питателя и позволяет избежать возникновения трещин. Показанный на чертежах зазор 23 имеет остроугольную S-образную конфигурацию, однако, также могут быть использованы и другие конфигурации, в том числе криволинейные, прямолинейные или V-образные. Зазор 23 проходит во вставке 22, прорезая кольцевую конфигурацию. Ширина зазора, предпочтительно, составляет 1,5-2,5 мм. Вставка 22 содержит также по меньшей мере одну стопорную канавку 24, которая предотвращает перемещение вставки 22 во время литья. Форма стопорной канавки 24 может быть постоянной или может изменяться по периферии вставки 22. Для закрытия наружной поверхности периферии вставки 22 в области зазора 23 во время литья предусмотрен щиток 26 с крепежными отверстиями 27. Щиток 26 по меньшей мере частично проходит в области зазора. Для закрытия наружной поверхности периферии фланца 31 вставки 22 в области зазора 23 во время литья предусмотрена накладка 32 с крепежными отверстиями 33.
На фиг. 4А-4С показаны предпочтительные примеры присоединения вставки 22 к концу шнекового питателя 21. Вставка 22 присоединяется к выходному концу 16 шнекового питателя посредством винтового соединения (не показано). На фиг. 4А показан пример осуществления вставного соединения. На фиг. 4В показан пример осуществления стыкового соединения. На фиг. 4С показан пример осуществления вставного соединения вставки 22 с фланцем 31.
Как показано на фиг. 5, при изготовлении шнекового питателя вставка 22 устанавливается в литьевую форму 43 шнекового питателя до отливки других частей, например, спиральной части шнекового питателя, из расплава 41. При сборке также используется сердечник 42 для формирования внутренних частей шнекового питателя. Показанная на чертеже поверхность 44 и, если требуется - поверхность 45 после литья шнекового питателя подвергаются чистовой отделке механической обработкой.
Вставка 22 изготавливается из более мягкого материала, чем материал шнекового питателя 21. Более мягкий материал вставки 22 позволяет производить механическую обработку корпуса подшипника и соединительной поверхности со вставкой 22, необходимую для механической обработки узла, образованного шнековым питателем 21 и вставкой 22. Более мягкий материал вставки 22 позволяет также производить обработку и отделку поверхностей, необходимую для правильного расположения и присоединения шнекового питателя 21. Вставка 22, устанавливаемая на выходном конце шнекового питателя, предпочтительно изготавливается из мягкого материала, и ее твердость предпочтительно составляет 40-60 HRC. Спиральная часть шнекового питателя предпочтительно имеет твердость более 60 HRC, предпочтительно - более 80 HRC.
Ссылочные позиции, используемые на чертежах
Реферат
Группа изобретений относится к шнековому питателю для бетонной смеси и способу его изготовления. Шнековый питатель содержит спиральный сегмент. При этом указанный шнековый питатель содержит по меньшей мере одну вставку, которая изготовлена из более мягкого материала, чем материал, используемый для изготовления спирального сегмента шнекового питателя. Причем указанная по меньшей мере одна вставка установлена на выходном конце шнекового питателя, является кольцевой и содержит зазор, проходящий через эту вставку и прорезающий кольцевую конфигурацию в поперечном направлении. При этом предусмотрен щиток для закрытия по меньшей мере части наружной поверхности периферии вставки в области зазора. Причем этот щиток проходит, по меньшей мере частично, над областью зазора. Техническим результатом является и упрощение изготовления шнекового питателя. 2 н. и 4 з.п. ф-лы, 13 ил.
Комментарии