Термопластичный препрег, содержащий непрерывные и длинные волокна - RU2573674C2
Код документа: RU2573674C2
Чертежи









Описание
Родственные заявки
Настоящая заявка испрашивает приоритет предварительной патентной заявки США № 61/357301, поданной 22 июня 2010 г., полное содержание которой включено в настоящий документ посредством данной ссылки.
Уровень техники, к которой относится изобретение
Армированные композитные материалы (или «препреги») традиционно изготавливали из волокон (используя, например, углеродные или стеклянные волокна), которые пропитывали полимерной матрицей. Термореактивные полимеры (например, ненасыщенный сложный полиэфир, эпоксид, или полиимид) часто использовали в качестве матрицы, в частности, в приложениях, где требуется высокий уровень прочности. Одна проблема препрегов, изготавливаемых из термоотверждающихся полимеров, однако, заключается в том, что они, в основном, являются хрупкими и обладают неудовлетворительной ударопрочностью. Кроме того, часто хранение препрегов оказывается затруднительным вследствие непродолжительного срока хранения полимера. В попытке решения этих проблем в последнее время предпринимаются усилия в целях разработки термопластичных препрегов. Один такой препрег изготавливают из термопластичного полимера и однонаправленно выровненных непрерывных волокон. Такой препрег имеет превосходные характеристики в отношении модуля упругости и прочности в направлении оси волокна. Однако поскольку такие препреги обладают анизотропными механическими свойствами, для использования препрега требуется множество слоев, которые ориентированы в различных направлениях. Это неизбежно приводит к увеличению стоимости и толщины изготавливаемого в результате изделия. Другие попытки решения проблемы, связанной с термоотверждающимися препрегами, включают использование термопластичного полимера и штапелированных волокон, изготавливаемых нарезкой однонаправленно выровненных нитей. Хотя такие препреги проявляют улучшенные изотропные прочностные свойства, максимальная объемная доля армирующего волокна является, в основном, низкой, что приводит к относительно неудовлетворительным значениям модуля упругости и прочности. Кроме того, трудно регулировать механические свойства препрега посредством изменения объема таких штапелированных волокон.
Таким образом, в настоящее время существует потребность в способе изготовления термопластичных препрегов, который обеспечивает селективное регулирование их механических свойств в зависимости от конкретного приложения. Существует также потребность в термопластичных препрегах, которые обладают изотропными механическими свойствами.
Сущность изобретения
В соответствии с одним вариантом осуществления настоящего изобретения описан термопластичный препрег, включающий множество непрерывных волокон, которые, в основном, ориентированы в продольном направлении, и множество статистически распределенных длинных волокон, причем, по меньшей мере, некоторые из них ориентированы под углом относительно продольного направления. Непрерывные волокна составляют от приблизительно 10 мас.% до приблизительно 80 мас.% препрега, и длинные волокна составляют от приблизительно 2 мас.% до приблизительно 35 мас.% препрега. Препрег также включает полимерную матрицу, которая содержит один или более термопластичных полимеров, и в которую внедрены непрерывные волокна и длинные волокна, причем термопластичные полимеры составляют от приблизительно 10 мас.% до приблизительно 80 мас.% препрега. Соотношение максимального напряжения при растяжении препрега в продольном направлении и максимального напряжения при растяжении препрега в поперечном направлении составляет от приблизительно 1 до приблизительно 40.
В соответствии с еще одним вариантом осуществления настоящего изобретения описан способ изготовления термопластичного препрега. Данный способ включает направление непрерывных волокон и длинных волокон в экструзионное устройство и направление термопластичного исходного материала в экструзионное устройство, где исходный материал включает, по меньшей мере, один термопластичный полимер. Непрерывные волокна, длинные волокна и термопластичный полимер экструдируют через пропиточную фильеру, получая экструдат, в котором непрерывные волокна перемешаны с длинными волокнами и внедрены в матрицу из термопластичного полимера.
В соответствии с еще одним вариантом осуществления настоящего изобретения описан способ изготовления термопластичного препрега. Данный способ включает направление непрерывных волокон и термопластичного исходного материала в экструзионное устройство, где исходный материал включает, по меньшей мере, один термопластичный полимер. Непрерывные волокна и исходный материал экструдируют через пропиточную фильеру, получая экструдат, в котором непрерывные волокна внедрены в матрицу термопластичного полимера. После этого длинные волокна вводят к экструдат, получая композит.
Другие отличительные особенности и аспекты настоящего изобретения представлены ниже более подробно.
Краткое описание чертежей
Полное и достаточное для воспроизведения раскрытие настоящего изобретения, включающее наилучший способ его осуществления для специалиста в данной области техники представлено более конкретно в остальной части описания, включая ссылки на сопроводительные чертежи, в числе которых:
фиг. 1 представляет схематичную иллюстрацию одного варианта осуществления пропиточной системы для использования в настоящем изобретении;
фиг. 2A представляет вид поперечного сечения пропиточной фильеры, показанной на фиг. 1;
фиг. 2B представляет покомпонентный вид одного варианта осуществления коллектора в сборе и запорный канал для пропиточной фильеры, которую можно использовать в настоящем изобретении;
фиг. 2C представляет перспективный вид одного варианта осуществления пластины, по меньшей мере, частично определяющей пропиточную зону, которую можно использовать в настоящем изобретении;
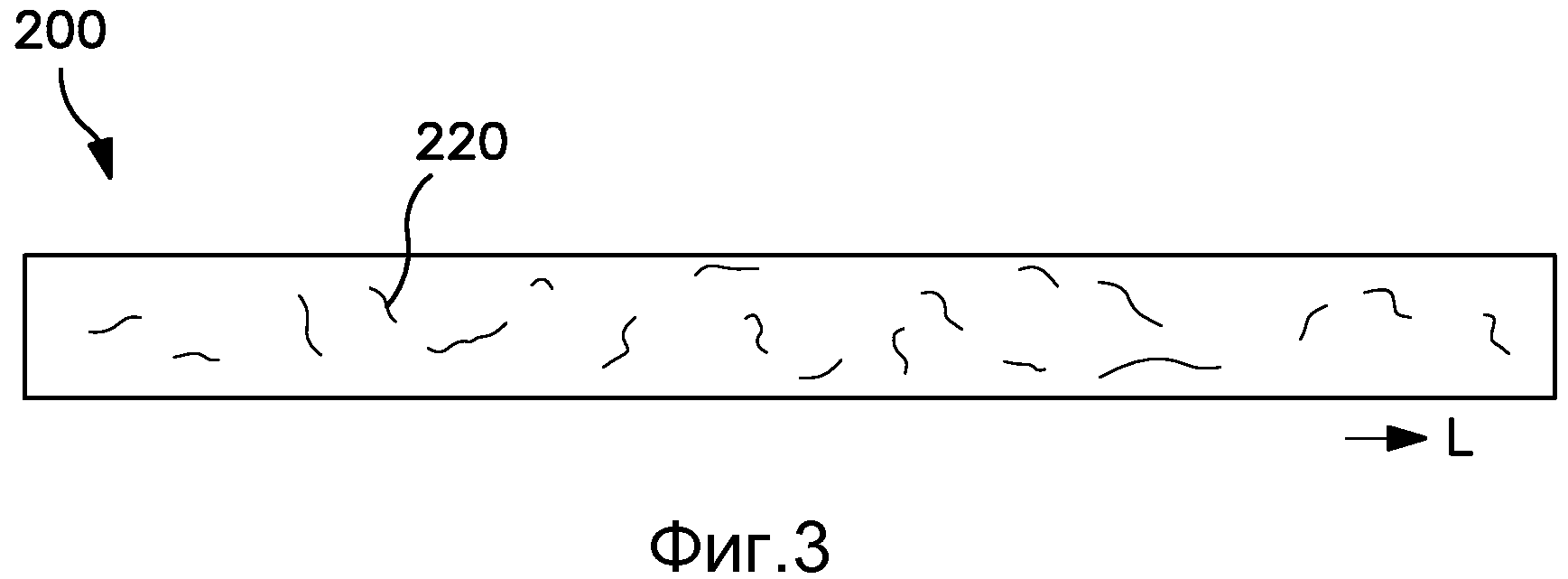
фиг. 3 представляет поперечный вид поперечного сечения одного варианта осуществления препрега, изготовленного с помощью системы на фиг. 1;
фиг. 4 представляет вид продольного сечения препрега, изображенного на фиг. 3;
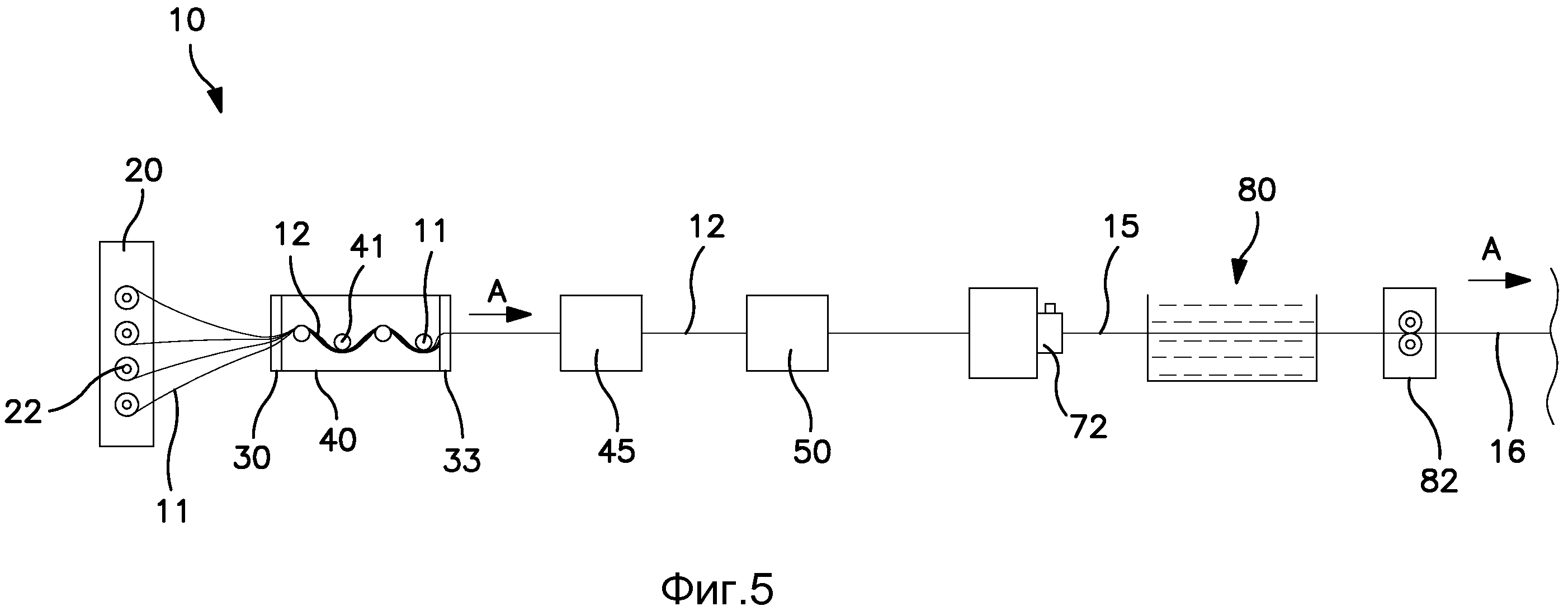
фиг. 5 представляет схематичную иллюстрацию одного варианта осуществления пултрузионной системы, которую можно использовать для изготовления профиля из препрега согласно настоящему изобретению;
фиг. 6 представляет поперечный вид поперечного сечения еще одного варианта осуществления препрега, изготовленного согласно настоящему изобретению;
фиг. 7 представляет вид продольного сечения препрега, изображенного на фиг. 6;
фиг. 8 представляет схематичную иллюстрацию еще одного варианта осуществления пропиточной системы для использования в изготовлении препрега согласно настоящему изобретению;
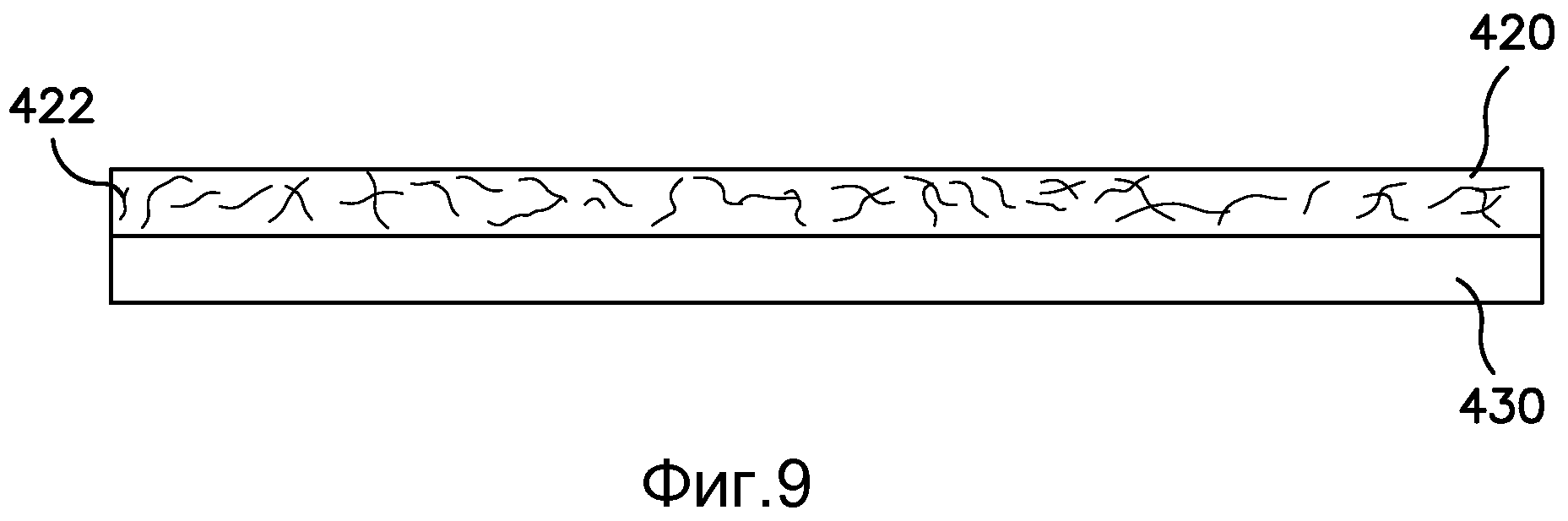
фиг. 9 представляет поперечный вид поперечного сечения одного варианта осуществления препрега, изготовленного с помощью системы на фиг. 8;
фиг. 10 представляет вид продольного сечения препрега, изображенного на фиг. 9; и
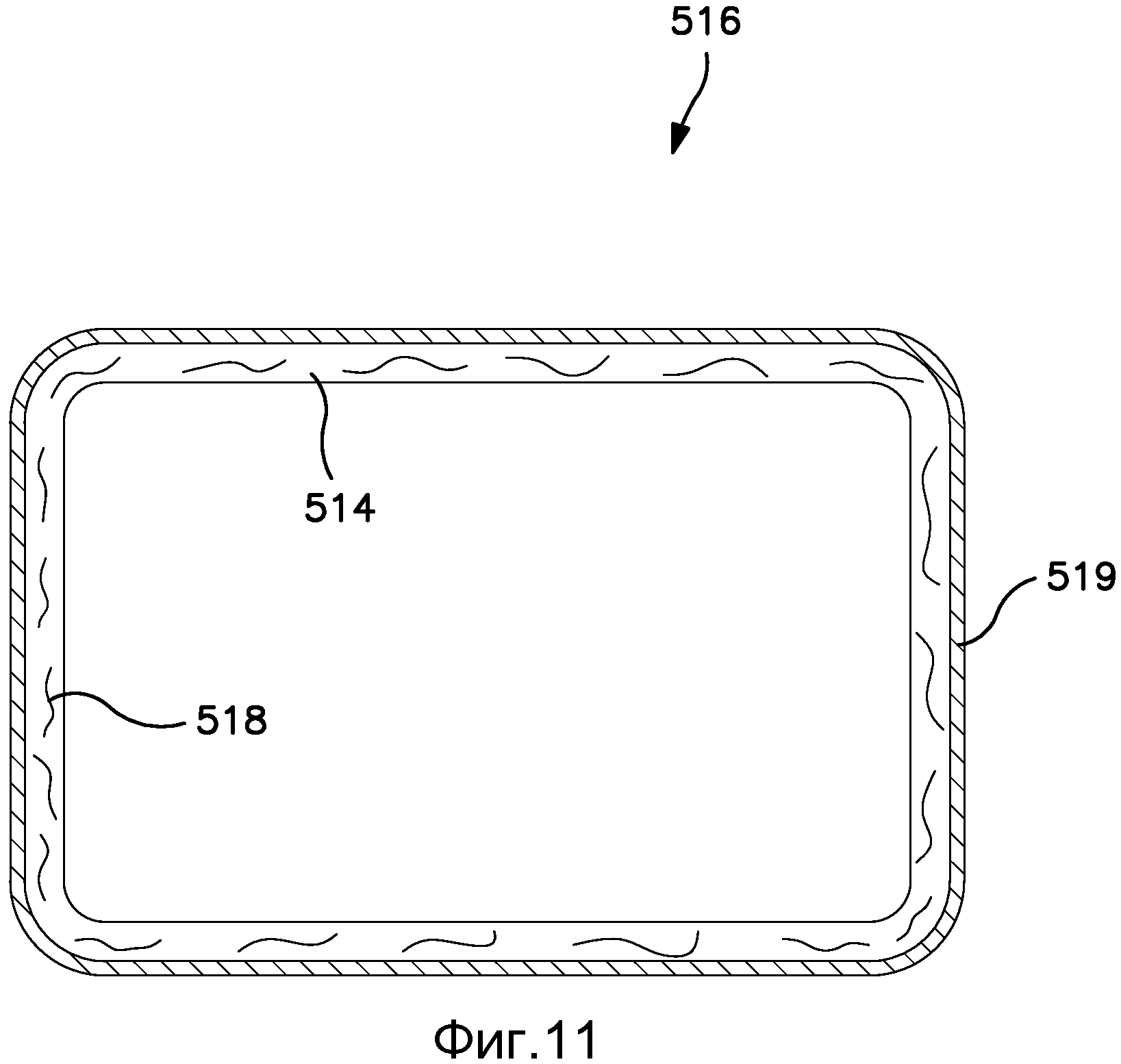
фиг. 11 представляет вид поперечного сечения одного варианта осуществления профиля, который можно изготавливать в соответствии с настоящим изобретением.
Повторное использование условных обозначений в настоящем описании и чертежах предназначено для представления одинаковых или аналогичных деталей или элементов настоящего изобретения.
Подробное описание представительных вариантов осуществления
Обычный специалист в данной области техники должен понимать, что настоящее обсуждение представляет собой лишь описание примерных вариантов осуществления и не предназначено в качестве ограничения более широких аспектов настоящего изобретения.
Вообще говоря, настоящее изобретение относится к препрегу, который содержит множество однонаправленно выровненных непрерывных волокон, внедренных в термопластичную полимерную матрицу. В дополнение к непрерывным волокнам, препрег также содержит множество длинных волокон, которые соединены с непрерывными волокнами таким образом, что они статистически распределяются в термопластичной матрице. В результате, по меньшей мере, некоторые длинные волокна оказываются ориентированными под углом (например, под прямым углом) относительно направления непрерывных волокон.
Несмотря на такую ориентацию, длинные волокна могут, как правило, улучшать механические свойства препрега в поперечном направлении (например, прочность), и, таким образом, получается более изотропный материал. Хотя уникальные изотропные препреги представляют собой один аспект настоящего изобретения, следует понимать, что данное требование не является обязательным. По существу, одна отличительная особенность настоящего изобретения представляет собой возможность изменения механических свойства препрега в зависимости от целевого применения путем селективного регулирования определенных технологических параметров, таких как тип используемых длинных волокон, тип используемых непрерывных волокон, концентрация длинных волокон, концентрация непрерывных волокон, используемый термопластичный полимер (полимеры) и т.д.
Далее разнообразные варианты осуществления настоящего изобретения будут описаны более подробно.
I. Непрерывные волокна
Термин «непрерывные волокна», как правило, означает волокна, нити, пряжу или пучки (например, пучки волокон), имеющие длину, которая, в основном, ограничена только длиной изделия. Например, такие волокна могут иметь длину, составляющую более чем приблизительно 25 мм, в некоторых вариантах осуществления приблизительно 50 мм или более и в некоторых вариантах осуществления, приблизительно 100 мм или более. Непрерывные волокна можно изготавливать из любого традиционного материала, известного в технике, такой как металлические волокна; стеклянные волокна (например, стекло E, стекло A, стекло C, стекло D, стекло AR, стекло R, стекло S1, стекло S2), углеродные волокна (например, графит), борные волокна, керамические волокна (например, из оксида алюминия или диоксида кремния), арамидные волокна (например, Kevlar®, который продает фирма E. I. duPont de Nemours (Вилмингтон, штат Делавэр)), синтетические органические волокна (например, полиамид, полиэтилен, парафенилен, терефталамид, полиэтилентерефталат и полифениленсульфид) и другие разнообразные натуральные или синтетические неорганические или органические волокнистые материалы, известные для армирования термопластичных композиций. Стеклянные волокна и углеродные волокна являются наиболее желательными для использования в непрерывных волокнах. Такие волокна часто имеют номинальный диаметр, составляющий от приблизительно 4 до приблизительно 35 мкм и в некоторых вариантах осуществления от приблизительно 9 до приблизительно 35 мкм. Волокна могут быть скрученными или прямыми. Если это желательно, волокна могут находиться в форме пучков (например, пучков волокон), которые содержат волокна одного типа или волокна различных типов.
Отдельные пучки могут содержать различные волокна, или, в качестве альтернативы, каждый пучок может содержать волокна определенного типа. Например, в одном варианте осуществления определенные пучки могут содержать непрерывные углеродные волокна, в то время как другие пучки могут содержать стеклянные волокна. Число волокон, содержащихся в каждом пучке, может быть постоянным или изменяться при переходе от одного пучка к другому. Как правило, пучок может содержать от приблизительно 1000 волокон до приблизительно 50000 отдельных волокон и в некоторых вариантах осуществления от приблизительно 2000 до приблизительно 40000 волокон.
II. Длинные волокна
При использовании в настоящем документе термин «длинные волокна», как правило, означает волокна, нити, пряжу или пучки, которые не являются непрерывными и, как правило, имеют длину, составляющую от приблизительно 0,5 до приблизительно 25 мм, в некоторых вариантах осуществления от приблизительно 0,8 до приблизительно 15 мм и в некоторых вариантах осуществления от приблизительно 1 до приблизительно 12 мм. Длинные волокна можно изготавливать из любого материала, придавая им любую форму и/или размер, как описано выше по отношению к непрерывным волокнам. Стеклянные волокна и углеродные волокна являются наиболее желательными для использования в качестве длинных волокон.
III. Термопластичная матрица
Можно использовать любой из разнообразных термопластичных полимеров для изготовления термопластичных матриц, в которые внедрены непрерывные и длинные волокна. Подходящие термопластичные полимеры для использования в настоящем изобретении могут включать, например, полиолефины (например, полипропилен, сополимеры пропилена и этилена и т.д.), сложные полиэфиры (например, полибутилентерефталат (PBT)), поликарбонаты, полиамиды (например, Nylon™), простые полиэфиркетоны (например, простой полиэфирэфиркетон (PEEK)), простые полиэфиримиды, полиариленкетоны (например, полифенилендикетон (PPDK)), жидкокристаллические полимеры, полиариленсульфиды (например, полифениленсульфид (PPS)), фторсодержащие полимеры (например, сополимер политетрафторэтилена и перфторметилвинилэфира, перфторалкоксиалкановый полимер, тетрафторэтиленовый полимер, сополимер этилена и тетрафторэтилена и т.д.), полиацетали, полиуретаны, поликарбонаты, стирольные полимеры (например, сополимер акрилонитрила бутадиена и стирола (ABS)) и т.д. ABS представляет собой наиболее подходящий термопластичный полимер.
В препреге можно использовать одну или множество термопластичных матриц. Например, в одном варианте осуществления, длинные волокна сначала предварительно пропитывают первой термопластичной матрицей, например, таким образом, как будет описано ниже, и после этого охлаждают и штапелируют, получая гранулы, у которых длина составляет приблизительно 25 мм или менее. Эти гранулы можно затем соединять с непрерывными волокнами, когда их пропитывают второй термопластичной матрицей. Таким образом, в данном варианте осуществления длинные волокна фактически внедряются в две термопластичные матрицы. Первая термопластичная матрица, используемая для длинных волокон, может быть такой же или отличной от второй термопластичной матрицы. В качестве альтернативы, первая термопластичная полимерная матрица, используемая для предварительного пропитывания длинных волокон, может представлять собой единственную термопластичную матрицу, присутствующую в препреге. В еще одном варианте осуществления длинные волокна не подвергают предварительному пропитыванию и просто соединяют с непрерывными волокнами, при этом они одновременно пропитываются термопластичной матрицей.
IV. Изготовление препрега
Как указано выше, препрег изготавливают, как правило, таким образом, чтобы можно было статистически распределять длинные волокна. Это можно осуществлять разнообразными способами. В одном конкретном варианте осуществления, например, длинноволокнистые термопластичные гранулы можно загружать в бункер экструзионного устройства и после этого смешивать в расплаве с непрерывными волокнами. Давление и сила процесса экструзии обеспечивает желательную статистическую ориентацию длинных волокон в изготавливаемом в результате препреге. Рассмотрим фиг. 1, представляющую один вариант осуществления экструзионного устройства, которое можно использовать для пропитывания волокон термопластичным полимером. Более конкретно, данное устройство включает экструдер 120, содержащий ходовой винт 124, установленный внутри барабана 122. Нагреватель 130 (например, электрический резистивный нагреватель) установлен снаружи барабана 122. Во время использования термопластичный полимерный исходный материал 127 поступает в экструдер 120 через бункер 126. В данном конкретном варианте осуществления исходный материал 127 также содержит длинные волокна. Длинные волокна могут, например, составлять от приблизительно 5 мас.% до приблизительно 60 мас.%, в некоторых вариантах осуществления от приблизительно 10 мас.% до приблизительно 50 мас.% и в некоторых вариантах осуществления от приблизительно 20 мас.% до приблизительно 40 мас.% исходного материала. В качестве альтернативы, исходный материал 127 может не содержать длинных волокон, и такие волокна можно загружать в другом месте (не показано на чертеже), например, после бункера 126 и/или через другие загрузочные отверстия.
Независимо, термопластичный исходный материал 127 направляется внутрь барабана 122 ходовым винтом 124 и нагревается силами трения внутри барабана 122 и нагревателем 130. После нагревания исходный материал 127 выходит из барабана 122 через фланец 128 барабана и поступает на фланец 132 пропиточной фильеры 150. Непрерывный волоконный пучок 142 или множество непрерывных волоконных пучков 142 поступают с бобины или бобин 144 в фильеру 150. Пучки 142 перед пропитыванием, как правило, остаются разделенными определенным расстоянием, составляющим, например, по меньшей мере, приблизительно 4 мм и в некоторых вариантах осуществления, по меньшей мере, приблизительно 5 мм. Исходный материал 127 можно дополнительно нагревать внутри фильеры, используя нагреватели 133, установленные внутри или вокруг фильеры 150. Фильера, как правило, работает при температурах, которые являются достаточными, чтобы обеспечивать плавление термопластичного полимера и соответствующее пропитывание. Как правило, рабочие температуры фильеры превышают температуру плавления термопластичного полимера, представляя собой, например, температуры от приблизительно 200°C до приблизительно 450°C. При обработке таким способом непрерывные волоконные пучки 142 оказываются внедренными в полимерную матрицу, которая может представлять собой полимер 214 (фиг. 2A), полученный переработкой исходного материала 127. Смесь затем экструдируют из пропиточной фильеры 150, получая экструдат 152.
Датчик давления 137 (фиг.1) измеряет давление около пропиточной фильеры 150, позволяя регулировать скорость экструзии путем изменения скорости вращения ходового винта 124 или скорости поступления материала из подающего устройства. То есть датчик давления 137 расположен около пропиточной фильеры 150 таким образом, что экструдер 120 может в процессе работы направлять правильное количество полимера 214 для взаимодействия с волоконными пучками 142. После выхода из пропиточной фильеры 150, экструдат 152 или пропитанные волоконные пучки 142 могут поступать в необязательную предварительно формирующую или направляющую секцию (не показана на чертеже) перед поступлением в зажим, образованный между двумя прилегающими роликами 190. Хотя это не является обязательным, ролики 190 могут способствовать соединению экструдата 152 с образованием ленты (или пленки), а также улучшать пропитывание волокон и устранять любые избыточные поры. В дополнение к роликам 190, можно также использовать другие формовочные устройства, такие как фильерная система. Полученную в результате соединенную ленту 156 протягивают, используя конвейеры 162 и 164, установленные на ролики. Конвейеры 162 и 164 протягивают экструдат 152 из пропиточной фильеры 150 и через ролики 190. Если это желательно, соединенную ленту 156 можно сворачивать в секции 171. Вообще говоря, ленты являются относительно тонкими и, как правило, имеют толщину, составляющую от приблизительно 0,05 до приблизительно 1 мм, в некоторых вариантах осуществления от приблизительно 0,1 до приблизительно 0,8 мм и в некоторых вариантах осуществления от приблизительно 0,2 до приблизительно 0,4 мм.
Внутри пропиточной фильеры, как правило, желательно, чтобы пучки 142 проходили через пропиточную зону 250 для пропитывания пучков полимерной смолой 214. В пропиточной зоне 250 полимерную смолу можно продавливать, в основном, в поперечном направлении через пучки, используя усилие сдвига и давление, создаваемое в пропиточной зоне 250, что значительно повышает степень пропитывания. Это является особенно полезным для изготовления композита из лент с высоким содержанием волокон (Wf), например, составляющим приблизительно 35 мас.% или более и в некоторых вариантах осуществления приблизительно 40 мас.% или более. Как правило, фильера 150 содержит множество контактных поверхностей 252, в том числе, например, по меньшей мере, 2, по меньшей мере, 3, от 4 до 7, от 2 до 20, от 2 до 30, от 2 до 40, от 2 до 50 или большее число контактных поверхностей 252, чтобы обеспечивать достаточную степень проникновения и давления на пучки 142. Хотя их конкретная форма может изменяться, контактные поверхности 252, как правило, имеют криволинейную форму, такую как дуга, изогнутая ветвь и т.д. Кроме того, контактные поверхности 252, как правило, изготавливают из металлического материала.
Фиг. 2A представляет вид поперечного сечения пропиточной фильеры 150. Как показано на чертеже, пропиточная фильера 150 включает коллектор в сборе 220, запорный канал 270 и пропиточную зону 250. Коллектор в сборе 220 предназначен для прохождения через него полимерной смолы 214. Например, коллектор в сборе 220 может включать канал 222 или множество каналов 222. Полимер 214, вводимый в пропиточную фильеру 150, может проходить через каналы 222.
Как представлено на фиг. 2B, некоторые части каналов 222 могут быть криволинейными, и в примерных вариантах осуществления каналы 222 имеют симметричную ориентацию относительно центральной оси 224. Кроме того, в некоторых вариантах осуществления каналы могут представлять собой множество разветвленных литников 222, которые могут включать первую разветвленную литниковую группу 232, вторую группу 234, третью группу 236, а также, если это желательно, большее число разветвленных литниковых групп. Каждая группа могут включать 2, 3, 4 или большее число литников 222, ответвляющихся от литников 222 в предшествующей группе или от исходного канала 222.
Разветвленные литники 222 и их симметричная ориентация, как правило, способствуют равномерному распределению полимера 214, таким образом, что поток полимера 214, который выходит из коллектора в сборе 220 и покрывает пучки 142, в основном, равномерно распределяется по пучкам 142. Это, как правило, обеспечивает желательное равномерное пропитывание пучков 142.
Кроме того, коллектор в сборе 220 может в некоторых вариантах осуществления определять выпускную область 242, которая, как правило, соединяет, по меньшей мере, расположенную ниже по потоку часть каналов или литников 222, из которых выходит полимер 214. В некоторых вариантах осуществления, по меньшей мере, часть каналов или литников 222, расположенных в выпускной области 242, имеют увеличивающуюся площадь в направлении потока 244 полимера 214. Увеличение площади способствует диффузии и дальнейшему распределению полимера 214 по мере протекания полимера 214 через коллектор в сборе 220, что, в свою очередь, обеспечивает, в основном, равномерное распределение полимера 214 по пучкам 142.
Как далее проиллюстрировано на фиг. 2A и 2B, после протекания через коллектор в сборе 220 полимер 214 может проходить через запорный канал 270. Запорный канал 270 находится между коллектором в сборе 220 и пропиточной зоной 250 и предназначен для протекания полимера 214 из коллектора в сборе 220 таким образом, что полимер 214 покрывает пучки 142. Таким образом, полимер 214, выходящий из коллектора в сборе 220, например, через выпускную область 242, может поступать в запорный канал 270 и протекать через него, как показано на чертеже.
После выхода из коллектора в сборе 220 и запорного канала 270 фильеры 150, как представлено на фиг. 2A, полимер 214 вступает в контакт с пучками 142, которые проходят через фильеру 150. Как обсуждалось выше, полимер 214 может, как правило, равномерно покрывать пучки 142 вследствие распределения полимера 214 в коллекторе в сборе 220 и запорном канале 270. Кроме того, в некоторых вариантах осуществления полимер 214 может попадать на верхнюю поверхность каждого из пучков 142 или на нижнюю поверхность каждого из пучков 142, или одновременно на верхнюю и нижнюю поверхности каждого из пучков 142. Первоначальное попадание на пучки 142 обеспечивает дальнейшее пропитывание пучков 142 полимером 214.
Как представлено на фиг. 2A, покрытые пучки 142 проходят в поточном направлении 282 через пропиточную зону 250, которая предназначена для пропитывания пучков 142 полимером 214. Например, как представлено на фиг. 2A и 2C, пучки 142 проходят над контактными поверхностями 252 в пропиточной зоне. Попадание пучков 142 на контактную поверхность 252 создает усилие сдвига и давление в достаточной степени, чтобы пропитывать пучки 142 полимером 214, который покрывает пучки 142.
В некоторых вариантах осуществления, как представлено на фиг. 2A, пропиточная зона 250 определена между двумя отделенными друг от друга противоположными пластинами 256 и 258. Первая пластина 256 определяет первую внутреннюю поверхность 257, в то время как вторая пластина 258 определяет вторую внутреннюю поверхность 259. Контактные поверхности 252 можно определять на площади или за пределами обеих (первой и второй) внутренних поверхностей 257 и 259 или только на одной из первой и второй внутренних поверхностей 257 и 259. Фиг. 2C иллюстрирует вторую пластину 258 и разнообразные контактные поверхности на ней, которые образуют, по меньшей мере, часть пропиточной зоны 250 согласно этим вариантам осуществления. В примерных вариантах осуществления, как представлено на фиг. 2A, контактные поверхности 252 можно определять поочередно на первой и второй поверхностях 257 и 259 таким образом, что пучки поочередно попадают на контактные поверхности 252 на первой и второй поверхностях 257 и 259. Таким образом, пучки 142 могут проходить контактные поверхности 252 по пути волнообразного, извилистого или синусоидального типа, что увеличивает усилие сдвига.
Угол 254, под которым пучки 142 проходят через контактные поверхности 252, может быть, как правило, достаточно высоким, чтобы увеличивать усилие сдвига, но не настолько высоким, чтобы вызывать чрезмерные силы, которые приведут к разрушению волокон. Таким образом, например, угол 254, может находиться в интервале от приблизительно 1° до приблизительно 30° и в некоторых вариантах осуществления от приблизительно 5° до приблизительно 25°.
В альтернативных вариантах осуществления пропиточная зона 250 может включать множество стержней (не показаны на чертежах), причем каждый стержень имеет контактную поверхность 252. Стержни могут быть неподвижными, свободно вращающимися или приводимыми во вращательное движение. В следующих альтернативных вариантах осуществления контактные поверхности 252 и пропиточная зона 250 могут представлять собой любые подходящие формы и/или структуры для пропитывания пучков 142 полимером 214, насколько это является желательным или необходимым.
Чтобы дополнительно способствовать пропитыванию пучков 142, их можно также содержать под натяжением во время их пребывания в пропиточной фильере. Это натяжение может составлять, например, от приблизительно 5 до приблизительно 300 Н, в некоторых вариантах осуществления от приблизительно 50 до приблизительно 250 Н и в некоторых вариантах осуществления от приблизительно 100 до приблизительно 200 Н на пучок 142 или жгут из волокон.
Как представлено на фиг. 2A, в некоторых вариантах осуществления, направляющая зона 280 может быть расположена после пропиточной зоны 250 в направлении движения 282 пучков 142. Пучки 142 могут проходить через направляющую зону 280 перед выходом из фильеры 150. Как дополнительно представлено на фиг. 2A, в некоторых вариантах осуществления, передняя пластина 290 может примыкать к пропиточной зоне 250. Передняя пластина 290 предназначена, как правило, для отделения избыточного полимера 214 из пучков 142. Таким образом, отверстия в передней пластине 290, через которые проходят пучки 142, могут иметь такой размер, чтобы при прохождении через отверстия пучков 142 размер отверстий приводил к отделению избытка полимера 214 из пучков 142.
Пропиточная фильера, представленная и описанная выше, представляет собой лишь одну из разнообразных возможных конфигураций, которые можно использовать в настоящем изобретении. В альтернативных вариантах осуществления, например, волокна можно вводить в поперечную фильеру, которая расположена под углом относительно направления потока расплава полимера. Когда волокна проходят через поперечную фильеру и достигают точки, в которой полимер выходит из барабана экструдера, полимер приводят в контакт с волокнами. Кроме того, следует понимать, что можно также использовать экструдер любой другой конструкции, такой как двухвинтовой экструдер. Более того, можно также необязательно использовать другие компоненты, чтобы способствовать пропитыванию волокон. Например, устройство типа «газовая струя» можно использовать в определенных вариантах осуществления, чтобы способствовать равномерному распределению отдельных волокон в пучке или жгуте, каждый из которых может содержать вплоть до 24000 волокон, по всей ширине соединенного жгута. Это способствует достижению равномерного распределения прочностных свойств в ленте. Такое устройство может включать подачу сжатого воздуха или другого газа, который попадает, как правило, в перпендикулярном направлении на движущиеся волоконные жгуты, которые проходят через выходные отверстия. Распределенные волоконные пучки можно затем вводить в фильеру для пропитывания таким способом, как описано выше.
Независимо от используемого способа, по меньшей мере, некоторые длинные волокна в препреге ориентированы под углом относительно продольного направления, в котором ориентированы непрерывные волокна (машинное направление «A» системы на фиг. 1). Например, приблизительно 10% или более, в некоторых вариантах осуществления приблизительно 20% или более и в некоторых вариантах осуществления приблизительно 30% или более волокон могут быть ориентированы под углом относительно продольного направления непрерывных волокон. Этот угол может составлять, например, от приблизительно 10° до приблизительно 120°, в некоторых вариантах осуществления от приблизительно 20° до приблизительно 110°C и в одном варианте осуществления приблизительно 90°. Например, рассмотрим фиг. 3-4, где представлен один вариант осуществления препрега 200, который содержит множество длинных волокон 220, ориентированных под разнообразными углами относительно продольного направления «L», в котором ориентированы непрерывные волокна 240. Помимо прочего, угол ориентации способствует регулированию поперечной прочности препрега.
Кроме того, относительное процентное содержание длинных волокон и непрерывных волокон в препреге также способствует регулированию прочностных свойств. Для достижения хорошего баланса между прочностью на растяжение и поперечной прочностью, соотношение массы непрерывных волокон и массы длинных волокон, как правило, регулируют в интервале от приблизительно 0,2 до приблизительно 10, в некоторых вариантах осуществления от приблизительно 0,4 до приблизительно 5 и в некоторых вариантах осуществления от приблизительно 0,5 до приблизительно 5. Например, непрерывные волокна могут составлять от приблизительно 10 мас.% до приблизительно 80 мас.%, в некоторых вариантах осуществления от приблизительно 20 мас.% до приблизительно 70 мас.% и в некоторых вариантах осуществления от приблизительно 40 мас.% до приблизительно 60 мас.% препрега. Аналогичным образом, длинные волокна могут составлять от приблизительно 2 мас.% до приблизительно 35 мас.%, в некоторых вариантах осуществления от приблизительно 5 мас.% до приблизительно 30 мас.% и в некоторых вариантах осуществления от приблизительно 10 мас.% до приблизительно 25 мас.% препрега. Содержание термопластичного полимера (полимеров) может составлять от приблизительно 10 мас.% до приблизительно 80 мас.%, в некоторых вариантах осуществления от приблизительно 20 мас.% до приблизительно 70 мас.% и в некоторых вариантах осуществления от приблизительно 40 мас.% до приблизительно 60 мас.% препрега.
Препрег также имеет очень низкую пористость, которая способствует улучшению механических свойств препрега. Например, пористость может составлять приблизительно 3% или менее, в некоторых вариантах осуществления приблизительно 2% или менее и в некоторых вариантах осуществления приблизительно 1% или менее. Пористость можно измерять, используя способы, хорошо известные специалистам в данной области техники. Например, пористость можно измерять, используя испытание полимера выжиганием, в котором образцы выдерживают в печи (например, при 600°C в течение 3 часов) для выжигания полимера. Затем можно измерять остаточную массу волокон для вычисления массовой и объемной доли. Такое испытание выжиганием можно осуществлять в соответствии со стандартом ASTM D 2584-08 для определения масс волокон и термопластичной матрицы, которые можно затем использовать для вычисления пористости на основании следующих уравнений:
Vf=100•(ρt-ρc)/ρt
где Vf представляет собой пористость в виде процентной доли;
ρc представляет собой плотность композита, которую измеряют, используя известные устройства, такие как жидкостной или газовый пикнометр (например, гелиевый пикнометр);
ρt представляет собой теоретическую плотность композита, которую определяют, используя следующее уравнение:
ρt=1/[Wf/ρf+Wm/ρm]
где ρm представляет собой плотность термопластичной матрицы (например, при соответствующей кристалличности);
ρf представляет собой плотность волокон;
Wf представляет собой массовую долю волокон; и
Wm представляет собой массовую долю термопластичной матрицы.
В качестве альтернативы, пористость можно определять путем химического растворения полимера в соответствии со стандартом ASTM D 3171-09. Способы выжигания и растворения являются наиболее подходящими для стеклянных волокон, которые, в основном, являются устойчивыми к плавлению и химическому растворению. Однако в других случаях пористость можно косвенно вычислять на основании плотностей термопластичного полимера, волокон и ленты в соответствии со стандартом ASTM D 2734-09 (способ A), причем плотности можно определять в соответствии со стандартом ASTM D792-08 (способ A). Разумеется, пористость можно также оценивать, используя традиционное микроскопическое оборудование.
Посредством тщательного регулирования разнообразных параметров, которые упомянуты выше, механические прочностные свойства можно изменять в зависимости от желательного применения. В определенных вариантах осуществления, например, желательно, чтобы препрег проявлял относительно изотропные прочностные свойства. Более конкретно, для таких изотропных препрегов соотношение максимального напряжения при растяжении (или предельного напряжения) в продольном направлении и максимального напряжения при растяжении в поперечном направлении составляет, как правило, от приблизительно 1 до приблизительно 40, в некоторых вариантах осуществления от приблизительно 2 до приблизительно 30 и в некоторых вариантах осуществления от приблизительно 4 до приблизительно 20. В определенных вариантах осуществления препрег согласно настоящему изобретению может проявлять максимальное напряжение при растяжении, составляющее в продольном направлении от приблизительно 250 до приблизительно 3000 МПа, в некоторых вариантах осуществления от приблизительно 400 до приблизительно 2500 МПа и в некоторых вариантах осуществления от приблизительно 600 до приблизительно 2000 МПа, и в поперечном направлении от приблизительно 0,5 до приблизительно 50 МПа, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 40 МПа и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 20 МПа.
В вариантах осуществления, которые описаны выше и представлены на фиг. 3-4, длинные волокна поступают в экструзионное устройство во время пропитывание и, таким образом, оказываются перемешанными с непрерывными волокнами и, как правило, распределенными во всем объеме препрега. Однако следует понимать, что такая конфигурация не является обязательной. В определенных вариантах осуществления, например, длинные волокна можно соединять с непрерывными волокнами таким образом, что они образуют отдельные слои. Слои могут быть «недискретными» в том смысле, что, по меньшей мере, некоторые длинные волокна проходят в слой из непрерывных волокон. Один вариант осуществления системы для изготовления такого препрега из недискретных слоев может включать дополнительное устройство (например, экструдер), которое используют для введения длинных волокон ниже по потоку относительно фильеры для пропитывания непрерывных волокон. Длинные волокна, введенные таким путем, оказываются по-прежнему статистически распределенными в объеме препрега, но образуют отдельный слой. Это проиллюстрировано более подробно на фиг. 6-7. Как показано на чертежах, образуется слой 260, который содержит длинные волокна 262, и образуется слой 270, который содержит непрерывные волокна 272. Отчасти вследствие способа их введения, часть 230 длинных волокон 262 может также проходить в слой непрерывных волокон 270.
Разумеется, слои могут быть также «дискретными» в том смысле, что, как правило, все из длинных волокон содержатся внутри слоя. Один вариант осуществления системы для изготовления такого препрега из дискретных слоев представлен на фиг. 8. В данном конкретном варианте осуществления, содержащий предварительно соединенные непрерывные волокна препрег 320 разматывают с бобины 330 и нагревают до уровня или выше температуры размягчения термопластичной матрицы, используя печь 340 (например, инфракрасную печь). После этого размягченный препрег 320 поступает в экструзионное устройство 350, где можно вводить длинные волокна (не показаны на чертежах). Полученный в результате слоистый препрег 360 можно затем направлять между двумя соединительными роликами 290, как описано выше. И в этом случае длинные волокна, введенные таким способом, по-прежнему оказываются статистически распределенными в объеме препрега, но образуют отдельный «дискретный» слой. Это проиллюстрировано более подробно на фиг. 9-10. Как показано на чертежах, образуется слой 420, который содержит длинные волокна 422, и образуется слой 430, который содержит непрерывные волокна 424.
V. Изделия, изготовленные из препрега
Препрег согласно настоящему изобретению можно, как правило, использовать в многочисленных разнообразных устройствах и изделиях. Например, из препрега можно изготавливать профиль, инжекционное формованное изделие, компрессионное формованное изделие и т.д. Термин «профиль» означает полое или сплошное одноосно ориентированное изделие, которое может иметь широкое разнообразие форм поперечного сечения, таких как квадратная, прямоугольная, круглая, эллиптическая, треугольная, I-образная, C-образная, U-образная, J-образная, L-образная, щелевая и т.д. В полых профилях, по меньшей мере, часть внутреннего объема профиля представляет собой свободное пространство. Свободное пространство может необязательно проходить по всей длине профиля. Профили могут быть также «линейными» в такой степени, что они имеют форму поперечного сечения, которая, в основном, является одинаковой по всей длине профиля, или они могут иметь переменную форму поперечного сечения, такую как изогнутая, скрученная и т.д.
Независимо, такие профили можно использовать в качестве конструктивных элементов для оконных перемычек, палубных досок, поручней, перил, кровельных панелей, досок обшивки, цокольных досок, труб, ограждений, столбов, осветительных мачт, дорожных знаков, придорожных направляющих столбиков и т.д.
Способ, с помощью которого можно изготавливать профиль из препрега, может изменяться, как хорошо известно специалистам в данной области техники. Можно использовать один или множество слоев препрега для изготовления профиля. Например, рассмотрим фиг. 5, представляющую один конкретный вариант осуществления системы, в которой множество препрегов 12 используют для изготовления профиля. В данном варианте осуществления препреги 12 находятся в свернутой упаковке на шпулярнике 20. Шпулярник 20 может представлять собой размоточный шпулярник, который включает раму, снабженную горизонтально вращающимися шпинделями 22, каждый из которых поддерживает упаковку. Можно также использовать смоточный шпулярник, в частности, если желательно обеспечить скручивание волокон. Следует также понимать, что ленты можно также изготавливать в процессе изготовления профиля. В одном варианте осуществления, например, экструдат 152, выходящий из пропиточной фильеры 150 на фиг. 1, можно непосредственно устанавливать в систему, используемую для изготовления профиля. Можно также использовать регулирующее натяжение устройство 40, чтобы способствовать регулированию степени натяжения лент 12. Устройство 40 может включать впускную пластину 30, которая находится в вертикальной плоскости параллельно вращающимся шпинделям 22 шпулярника 20. Регулирующее натяжение устройство 40 может содержать цилиндрические штанги 41, расположенные в шахматном порядке, таким образом, что ленты 12 проходят над и под этими штангами, определяющими волнообразную форму. Высоту штанг можно регулировать для изменения амплитуды волнообразной формы и регулирования натяжения.
Если это желательно, препреги 12 можно нагревать в печи 45, имеющей любую из разнообразных известных конфигураций, такую как инфракрасная печь, конвекционная печь и т.д. Во время нагревания волокна однонаправленно ориентируют, чтобы оптимизировать воздействие тепла и обеспечивать равномерное нагревание всего профиля. Температура, до которой нагревают ленты 12, как правило, является достаточно высокой для размягчения термопластичного полимера до такой степени, чтобы ленты можно было соединять друг с другом. Однако эта температура не является настолько высокой, чтобы разрушать целостность материала. Данная температура может составлять, например, от приблизительно 100°C до приблизительно 300°C, в некоторых вариантах осуществления от приблизительно 110°C до приблизительно 275°C и в некоторых вариантах осуществления от приблизительно 120°C до приблизительно 250°C. В одном конкретном варианте осуществления, например, в качестве полимера используют сополимер акрилонитрила, бутадиена и стирола (ABS), и ленты нагревают до уровня или выше температуры плавления ABS, которая составляет приблизительно 105°C. В еще одном варианте осуществления в качестве полимера используют полибутилентерефталат (PBT), и ленты нагревают до уровня или выше температуры плавления PBT, которая составляет приблизительно 224°C.
После нагревания непрерывные волокнистые ленты 12 можно направлять в соединительную фильеру, чтобы осуществлять соединение различных ленточных слоев друг с другом, а также выравнивать и изготавливать первоначальную форму профиля. Хотя в настоящем документе описана одна фильера, следует понимать, что соединительная фильера 50 может в действительности состоять из множества отдельных фильер (например, фильер с передней пластиной). Соединительная фильера 50 может принимать препреги 12 таким образом, что они проходят через канал (не показан на чертежах) фильеры 50 в направлении «A». Можно изготавливать канал в любой из разнообразных ориентаций и конфигураций, чтобы обеспечить желательную схему армирования. Внутри фильеры 50 препреги, как правило, содержат при температуре на уровне или выше температуры плавления термопластичной матрицы, используемой в лентах, чтобы обеспечить достаточное соединение.
Если это желательно, можно также использовать пултрузионную фильеру 60, которая сжимает препреги, придавая профилю окончательную форму. Конфигурация фильеры 60 зависит от желательной формы и свойств получаемого в результате профиля. Для изготовления полых профилей внутри пултрузионной фильеры, как правило, содержится сердечник таким образом, что волокнистый материал проходит между внутренней поверхностью фильеры и внешней поверхностью сердечника, образуя желательную форму. Кроме того, хотя в настоящем документе описана одна фильера, следует понимать, что пултрузионная фильера 60 может состоять из множества отдельных фильер.
Можно использовать один или множество слоев для изготовления профиля. В одном варианте осуществления, например, используют множество слоев, и первоначально они отделены друг от друга в вертикальном направлении. Когда они проходят через соответствующие каналы соединительной фильеры 50, ширину слоев необязательно разделяют на ленты, чтобы способствовать предотвращению заклинивающего давления и сохранить непрерывные волокна в выровненном и нескрученном состоянии. Хотя это не показано конкретно, можно также предусмотреть сердечник внутри соединительной фильеры 50, чтобы способствовать приведению слоев в контакт друг с другом, по меньшей мере, на одной стороне профиля. Например, одна сторона слоя препрега слой и сторона другого слоя препрега могут образовывать угол таким образом, чтобы они вступали в контакт друг с другом и создавали сторону полого профиля. Однако другая сторона профиля, как правило, остается открытой внутри соединительной фильеры 50 таким образом, что длинноволокнистый материал можно затем помещать внутрь профиля в пултрузионной фильере. Когда слои препрега оказываются в желательном положении, их протягивают в пултрузионную фильеру 60, как описано выше.
Если это желательно, на полученный в результате профиль можно также наносить покровный слой для улучшения внешнего вида профиля и/или его защиты от воздействия окружающей среды. Например, рассмотрим фиг. 5, представляющую такой покровный слой, который можно наносить, используя экструдер, ориентированный под любым желательным углом, для введения термопластичного полимера в покровную фильеру 72. Полимер может содержать любой подходящий термопластичный полимер, известный в технике, который является, в основном, совместимым с термопластичным полимером, который используют для изготовления профиля. Подходящие покровные полимеры могут включать, например, акриловые полимеры, поливинилхлорид (PVC), полибутилентерефталат (PBT), ABS, полиолефины, сложный полиэфиры, полиацетали, полиамиды, полиуретаны и т.д. Хотя покровный полимер, как правило, не содержит волокон, он может, тем не менее, содержать другие добавки для улучшения конечных свойств профиля. Дополнительные материалы, используемые на данной стадии, могут включать материалы, которые не являются подходящими для внедрения в содержащие непрерывные волокна или длинные волокна слои. Например, может оказаться желательным добавление пигментов в композитную структуру для уменьшения трудоемкости конечной обработки формованных изделий, или может оказаться желательным добавление огнезащитных материалов в композитную структуру для улучшения характеристик огнестойкости формованных изделий. Поскольку многие дополнительные материалы являются термочувствительными, чрезмерное количество тепла может привести к их разложению и выделению летучих газов. Таким образом, если термочувствительный дополнительный материал подвергают экструзии с пропитывающим полимером в условиях высокой температуры, это может привести к полному разложению данного дополнительного материала. Дополнительные материалы могут включать, например, минеральные армирующие материалы, смазочные материалы, огнезащитные материалы, пороо6разователи, пенообразователи, устойчивые к ультрафиолетовому излучению материалы, термостабилизаторы, пигменты и их сочетания. Подходящие минеральные армирующие материалы могут включать, например, карбонат кальция, диоксид кремния, слюду, глины, тальк, силикат кальция, графит, тригидрат оксида алюминия, феррит бария и их сочетания.
Хотя это не представлено подробно в настоящем документе, покровная фильера 72 может включать разнообразные отличительные особенности, известные в технике, которые способствуют достижению желательного нанесения покровного слоя. Например, покровная фильера 72 может включать входное направляющее устройство, которое выравнивает поступающий профиль. Покровная фильера может также включать нагревательный механизм (например, нагретую пластину), которая предварительно нагревает профиль перед нанесением покровного слоя, чтобы способствовать обеспечению соответствующего соединения.
После необязательного покрытия формованное изделие 15 подвергают конечному охлаждению, используя охлаждающую систему 80, которая известна в технике. Охлаждающая система 80 может представлять собой, например, вакуумное калибровочное устройство, включающее один или более блоков (например, алюминиевых блоков), которые полностью окружают профиль, в то время как вакуум протягивает горячую форму относительно стенок в процессе ее охлаждения. В калибровочное устройство можно подавать охлаждающую среду, такую как воздух или вода, чтобы отверждать профиль в правильной форме.
Вакуумные калибровочные устройства, как правило, используют при изготовлении профиля. Однако даже если вакуумное калибровочное устройство не используют, как правило, желательно охлаждать профиль после его выхода из покровной фильеры (или соединительной или калибровочной фильеры, если не наносят покрытие). Охлаждение можно осуществлять, используя любую технологию, известную в технике, такую как вакуумный водяной резервуар, охлаждающий воздушный поток или воздушная струя, охлаждающая рубашка, внутренний охлаждающий канал, охлаждающие каналы с циркулирующей текучей средой и т.д. Независимо, температуру, при которой охлаждают материал, обычно регулируют для достижения оптимальных механических свойств, допустимых отклонений размеров изделий, хорошей технологичности и привлекательного внешнего вида композита. Например, если температура охлаждающего устройства является чрезмерно высокой, материал может набухать в данном устройстве и прерывать процесс. Для полукристаллических материалов чрезмерно низкая температура может аналогичным образом приводить к чрезмерно быстрому охлаждению материала и не обеспечивать полную кристаллизацию, в результате чего ухудшаются свойства механической и химической стойкости композита. Можно использовать множество охлаждаемых фильерных секций с независимым регулированием температуры для достижения оптимального баланса технологических и эксплуатационных характеристик. В одном конкретном варианте осуществления, например, используют вакуумный водяной резервуар, в котором поддерживают температуру, составляющую от приблизительно 10°C до приблизительно 50°C и в некоторых вариантах осуществления от приблизительно 15°C до приблизительно 35°C.
Как будет понятно, температуру профиля во время его прохождения через любую секцию системы согласно настоящему изобретению можно регулировать, обеспечивая оптимальное производство и желательные свойства конечного композита. Любые или все секции устройства могут представлять собой имеющие терморегуляторы электрические патронные нагреватели, охлаждающие устройства с циркулирующей текучей средой и т.д., или любые другие регулирующие температуру устройства, известные специалистам в данной области техники.
Снова рассмотрим фиг. 5, представляющую протягивающее устройство 82, расположенное после охлаждающей системы 80, которое протягивает готовый профиль 16 через систему для конечного калибрования композита. Протягивающее устройство 82 может представлять собой любое устройство, которое способно протягивать профиль через технологическую систему при желательной скорости. Типичные протягивающие устройства включают, например, гусеничные протягивающие устройства и поршневые протягивающие устройства. Если это желательно, можно также использовать одну или более калибровочных фильер (не показаны на чертежах). Такие фильеры содержат отверстия, которые вырезаны точно по форме профиля и калиброваны, начиная с формы, превышающей номинальный размер, и заканчивая формой готового профиля. Когда профиль проходит через данное устройство, предотвращается любое возможное отклонение или оседание, и он возвращается обратно (периодически) к своей правильной форме. После калибрования профиль можно разрезать согласно желательной длине, используя режущее устройство (не показано на чертежах), такое как отрезная пила, способная осуществлять поперечные разрезы.
Один вариант осуществления профиля, изготовленного описанным выше способом, представлен более подробно на фиг. 11 как элемент 516. Согласно иллюстрации, профиль 516 имеет, как правило, прямоугольную форму и состоит из ленты 514, в которой распределено множество длинных волокон 518. Ленту 514 можно изготавливать из одного или более препрегов согласно настоящему изобретению. Покровный слой 519 также проходит вокруг периметра ленты 514 и определяет внешнюю поверхность профиля 516. Толщину ленты можно выбирать стратегически, чтобы способствовать достижению определенной прочности на растяжение и поперечной прочности (например, модуля изгиба) для профиля. Например, лента может иметь толщину, составляющую от приблизительно 1,0 до приблизительно 4,0 мм и в некоторых вариантах осуществления от приблизительно 2,0 до приблизительно 3,0 мм. Толщина покровного слоя 519 зависит от целевой функции изделия, но составляет, как правило, от приблизительно 0,1 до приблизительно 5 мм и в некоторых вариантах осуществления от приблизительно 0,2 до приблизительно 3 мм.
Как будет понятно, конкретный профиль согласно описанному выше варианту осуществления представляет собой просто пример из многочисленных конфигураций, которые становятся возможными в результате настоящего изобретения. В отношении разнообразных возможных конфигураций профиля, следует понимать, что дополнительные слои содержащего непрерывные и/или длинные волокна материала можно использовать в дополнение к тем, которые описаны выше.
В дополнение к пултрузии, другие системы можно также использовать для переработки препрегов в желательное изделие. Например, можно использовать систему инжекционного формования, которая включает форму, внутри которой можно помещать один или более препрегов. Время пребывания внутри инжектора можно регулировать и оптимизировать таким образом, чтобы термопластичный полимер не затвердевал преждевременно. Когда истекает время цикла, и барабан является полным для выгрузки, можно использовать поршень для введения материала в полость формы. Системы компрессионного формования можно также использовать в настоящем изобретении. Как и в случае инжекционного формования, формование препрега (препрегов) в желательное изделие также происходит внутри формы. Препрег (препреги) можно помещать в компрессионную форму, используя любой известный способ, такой как перемещение с помощью руки автоматического робота. Температуру формы можно поддерживать на уровне или выше температуры затвердевания термопластичного полимера в течение желательного периода времени, чтобы обеспечить затвердевание. Формованное изделие можно затем отверждать, помещая его в среду с температурой ниже его температуры плавления. Полученное в результате изделие можно подвергать повторному формованию. Продолжительность цикла для каждого процесса формования можно регулировать в зависимости от используемых полимеров, чтобы обеспечивать достаточное соединение и повышать общую производительность процесса.
Форма, используемая в системах, описанных выше, может представлять собой форму с одной полостью или множеством полостей. Число полостей можно определять в зависимости от используемого полимера, продолжительности цикла и желательной производительности. Форму полостей можно выбирать в зависимости от конкретного применения изготавливаемых изделий, таких как обшивочные панели, части ограды из штакетника, торцевые крышки, соединения, петли, декоративные доски для внутренней и внешней отделки, синтетические кровельные гонты, шифер, плитки или панели и т.д.
Эти и другие модификации и варианты настоящего изобретения могут практически осуществлять обычные специалисты в данной области техники, без отклонения от идеи и выхода за пределы объема настоящего изобретения. Кроме того, следует понимать, что аспекты разнообразных вариантов осуществления могут быть взаимозаменяемыми полностью или частично. Более того, обычные специалисты в данной области техники оценят, что приведенное выше описание представляет собой только пример и не предназначено для ограничения настоящего изобретения, которое дополнительно описано в прилагаемой формуле изобретения.
Реферат
Изобретение относится к термопластичному препрегу и способу его изготовления, линейному профилю, включающему препрег, формованному изделию, изготовленному из препрега. Препрег содержит множество однонаправленно выровненных непрерывных волокон, внедренных в термопластичную матрицу. В дополнение к непрерывным волокнам препрег также содержит множество длинных волокон таким образом, что они статистически распределены в термопластичной матрице. В результате, по меньшей мере, некоторые из длинных волокон становятся ориентированными под углом относительно направления непрерывных волокон. Длинные волокна могут улучшать механические свойства препрега, в основном в поперечном направлении. Изобретение обеспечивает повышение физико-механических показателей изделий. 6 н. и 28 з.п. ф-лы, 13 ил.
Формула
множество непрерывных волокон, которые, в основном, ориентированы в продольном направлении, при этом непрерывные волокна составляют от около 10 мас. % до около 80 мас. % препрега;
множество статистически распределенных длинных волокон, при этом по меньшей мере некоторые из этих длинных волокон ориентированы под углом относительно продольного направления и длинные волокна составляют от около 2 мас. % до около 35 мас. % препрега; и
смоляную матрицу, которая содержит один или более термопластичных полимеров и в которую внедрены непрерывные волокна и длинные волокна, при этом термопластичные полимеры составляют от около 10 мас. % до около 80 мас. % препрега;
в котором соотношение максимального напряжения при растяжении препрега в продольном направлении и максимального напряжения при растяжении препрега в поперечном направлении составляет от около 1 до около 40; и
в котором длинные волокна находятся в первом слое препрега, непрерывные волокна находятся во втором слое препрега и по меньшей мере некоторые длинные волокна проходят во второй слой препрега.
множество непрерывных волокон, которые, в основном, ориентированы в продольном направлении, при этом непрерывные волокна составляют от около 10 мас. % до около 80 мас. % препрега;
множество статистически распределенных длинных волокон, при этом по меньшей мере некоторые из длинных волокон ориентированы под углом относительно продольного направления и длинные волокна составляют от около 2 мас. % до около 35 мас. % препрега; и
смоляную матрицу, которая содержит один или более термопластичных полимеров и в которую внедрены непрерывные волокна и длинные волокна, при этом термопластичные полимеры составляют от около 10 мас. % до около 80 мас. % препрега;
в котором соотношение максимального напряжения при растяжении препрега в продольном направлении и максимального напряжения при растяжении препрега в поперечном направлении составляет от около 1 до около 40; и
в котором длинные волокна перемешаны с непрерывными волокнами.
направление непрерывных волокон в экструзионное устройство;
направление термопластичного исходного материала в экструзионное устройство, при этом исходный материал содержит по меньшей мере один термопластичный полимер; и
экструзию непрерывных волокон и термопластичного полимера через пропиточную фильеру для формирования экструдата, в котором непрерывные волокна внедрены в матрицу из термопластичного полимера;
внедрение длинных волокон в экструдат для формирования композита, в котором длинные волокна находятся в первом слое препрега, непрерывные волокна находятся во втором слое препрега и по меньшей мере некоторые длинные волокна проходят во второй слой препрега.
направление непрерывных волокон и длинных волокон в экструзионное устройство;
направление термопластичного исходного материала в экструзионное устройство, при этом исходный материал содержит по меньшей мере один термопластичный полимер; и
экструзию непрерывных волокон, длинных волокон и термопластичного полимера через пропиточную фильеру для формирования экструдата, в котором непрерывные волокна перемешаны с длинными волокнами и внедрены в матрицу термопластичного полимера.
Комментарии