Способ и установка для формования керамических плиток или панелей - RU2354550C2
Код документа: RU2354550C2
Чертежи

Описание
Изобретение относится к способу и установке для формования керамических плиток и панелей.
Уровень техники.
Исследования в сфере производства керамических изделий в настоящее время нацелены на получение изделий, имитирующих природный камень, такой как, например, мрамор и гранит. Такие изделия отличаются наличием расположенных случайным образом (бессистемно) непрерывных прожилок, проходящих по всей толщине панели.
Такие керамические плитки или панели изготавливают посредством прессования, с помощью гидравлических прессов, с использованием полусухих размолотых, измельченных или гранулированных порошков, смешанных в различных соотношениях заданным или случайным образом. В частности, порошковые смеси с помощью соответствующих устройств помещают в формовочные полости твердых стальных форм, которыми оснащены прессы, и затем прессуют для получения изделия.
Заявителем по данной заявке уже разработан способ формования, в котором выполняют следующие стадии:
- подготавливают накопитель, содержащий выходную горловину, размеры которой, по крайней мере, равны размерам, по крайней мере, одной полости формы формовочного пресса как в направлении перемещения расположенной ниже тележки с загрузочным лотком, так и в перпендикулярном ему направлении,
- в накопитель заданным или случайным образом помещают смесь порошков, обладающих различными свойствами, таким образом, чтобы создать в нем порошковую массу, имеющую прожилки, проходящие в пределах этой массы различным образом,
- последовательно отделяют (высыпают) из вышеупомянутой порошковой массы порции, имеющие в направлении перемещения тележки размер, равный части размера горловины накопителя, и размер, равный размеру горловины накопителя в перпендикулярном направлении, чтобы извлечь цельный слой порошков из вышеуказанной массы,
- последовательно помещают вышеупомянутый слой вовнутрь, по крайней мере, одной полости с помощью тележки и прессуют порошки.
Вышеописанный способ осуществляют с помощью установки, содержащей зафиксированный накопитель для размещения в нем смеси порошков, образующих объемную структуру с прожилками, имитирующую природный камень. С нижней горловиной накопителя, которая имеет такие же горизонтальные размеры, как и полость формовочного пресса, соединено устройство, выполненное с возможностью перемещения, предназначенное для последовательного помещения в полость порций порошка, высыпающегося из накопителя, до тех пор, пока полость не будет полностью наполнена.
Несмотря на то, что описанная установка хорошо функционирует, она не позволяет существенно изменять формат изделия, хотя это является важной характеристикой современного оборудования. В связи с этим развитие технологии все в большей степени нацелено на получение керамических панелей или плиток, имеющих размеры, которые можно менять в соответствии с требованиями рынка. Следовательно, существует потребность в более универсальной установке, которая позволяет быстро изменить формат плитки или панели без продолжительных перерывов в производстве.
Цель данного изобретения состоит в том, чтобы удовлетворить вышеуказанные требования посредством простого и рационального решения.
Описание изобретения.
Данное изобретение достигает вышеуказанную цель посредством совокупности признаков, приведенных в формуле изобретения.
В частности, данное изобретение представляет собой способ формования керамических плиток или панелей в прессовочном устройстве непрерывного действия, предназначенном для формования панели любой длины, в котором выполняют следующие стадии:
- размещают накопитель над подвижной конвейерной лентой,
- в накопитель заданным или случайным образом помещают смесь порошков, обладающих различными свойствами, таким образом, чтобы создать в накопителе порошковую массу, имеющую прожилки, свойственные куску природного камня,
- последовательно высыпают из вышеупомянутой порошковой массы порции, имеющие в направлении продвижения ленты размер, равный части размера накопителя в том же направлении, и такой же размер в перпендикулярном направлении, как и размер горловины накопителя, для того, чтобы извлечь цельный слой вышеуказанной массы,
- под действием силы тяжести помещают вышеупомянутый слой на ленту, и
- прессуют порошки с помощью прессовочного устройства непрерывного действия.
В соответствии с изобретением вышеуказанные порции высыпают посредством перемещения накопителя, совершающего в направлении продвижения ленты возвратно-поступательное движение над соответствующим устройством для распределения.
Вышеуказанный способ осуществляют с помощью установки для формования плитки, содержащей конвейерную ленту, над которой расположен накопитель, выполненный с возможностью перемещения с совершением возвратно-поступательного движения в направлении оси ленты и содержащий смесь порошков, образующих объемную структуру с прожилками, имитирующую природный камень. С накопителем соединено устройство для распределения порошка, расположенное таким образом, чтобы порции порошка могли падать на ленту под действием силы тяжести с тем, чтобы создать непрерывную полосу порошка, которую вышеупомянутая лента подает к прессовочному устройству непрерывного действия.
Накопитель приводят в действие с помощью известных обычно используемых устройств.
Устройство для распределения порошка содержит зафиксированную пластину, снабженную по центру прорезью, которая расположена перпендикулярно направлению продвижения ленты, причем пластина имеет размер в направлении продвижения ленты, равный, по крайней мере, двойному соответствующему размеру нижней (выходной) горловины накопителя, и размер в направлении, перпендикулярном направлению продвижения ленты, равный соответствующему размеру нижней горловины накопителя.
Прорезь, которой снабжена пластина, имеет в направлении продвижения ленты размер, который зависит от графического решения, которое должно быть получено на готовой плитке. Значение размера прорези в направлении продвижения ленты находится в пределах от 10 мм до 50 мм, предпочтительно от 20 мм до 40 мм.
В соответствии с первым вариантом выполнения изобретения прессовочное устройство непрерывного действия предназначено для прессования полосы порошка, созданной на ленте, под давлением, достаточным для получения сплошного плотного изделия, предназначенного для прохождения второго окончательного прессования после разделения на заготовки заранее заданных размеров посредством стандартного устройства для резки перед подачей этих заготовок на обжиг.
В указанном первом случае давление, оказываемое на полосу порошка, достигает значения, не превышающего 100 бар.
В альтернативном варианте прессовочное устройство непрерывного действия прессует полосу порошка при максимальном давлении, составляющем около 250-300 бар. Изделие, полученное посредством такого прессования, не требует последующего второго прессования и поэтому может быть разделено на заготовки при помощи стандартного устройства для резки для непосредственной подачи на обжиг. В обоих вариантах выполнения установка может быть снабжена зачищающими устройствами для удаления тонкого слоя порошков для того, чтобы проявить (выделить) прожилки, содержащиеся в полосе, а также дополнительными устройствами, предназначенными для контролируемого нанесения дополнительных декоративных порошков на полосу.
Принцип действия способа по данному изобретению и конструктивные особенности и свойства соответствующих устройств, предназначенных для его осуществления, станут более понятны из нижеследующего описания, данного со ссылками на сопровождающие чертежи, на которых в качестве примера, не ограничивающего рамки данного изобретения, приведен особенно предпочтительный вариант выполнения изобретения и некоторые его конструктивные варианты.
На фиг.1 показан схематичный вид сбоку установки по данному изобретению.
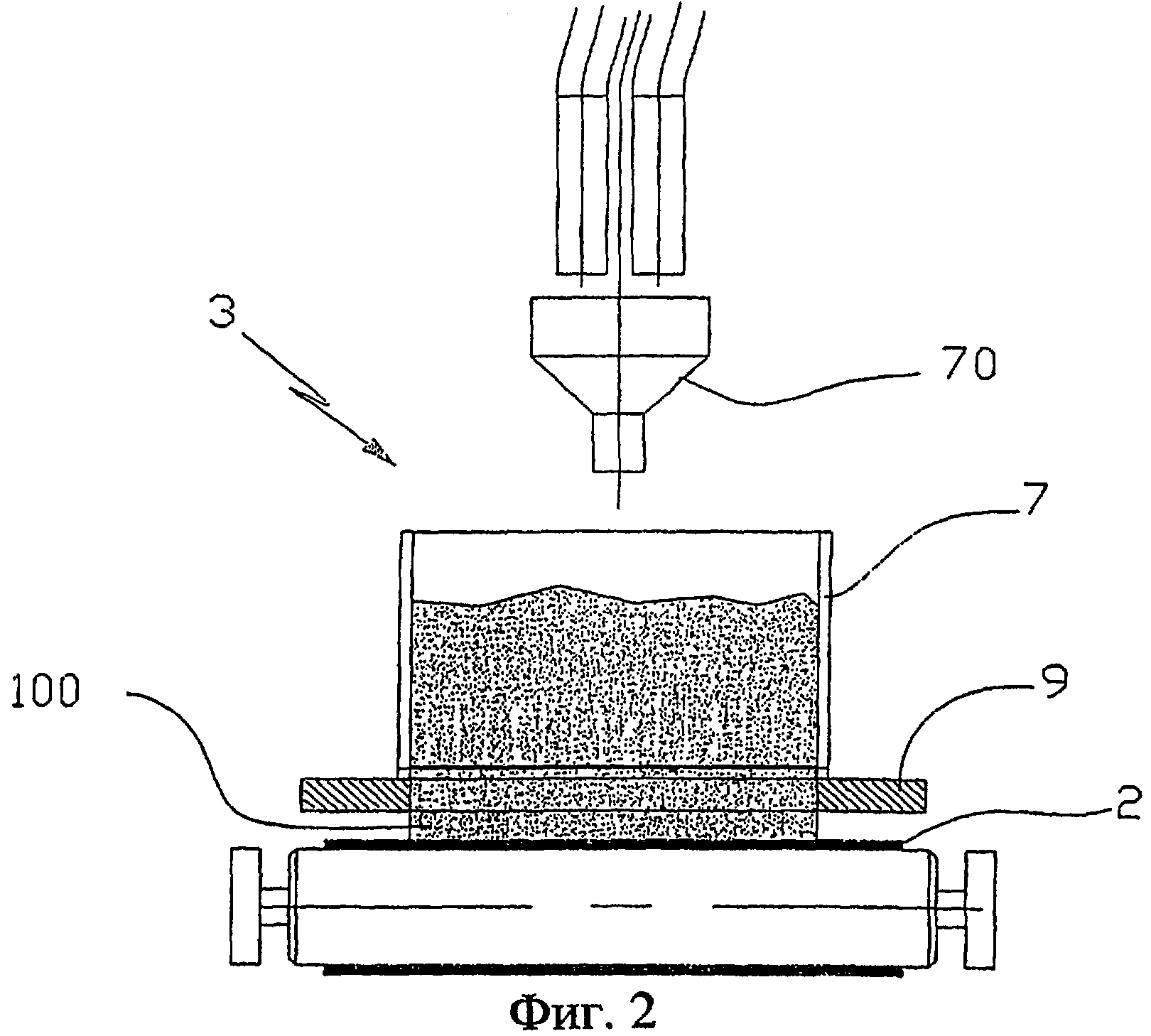
На фиг.2 с увеличением показано сечение, выполненное по линии II-II, показанной на фиг.1.
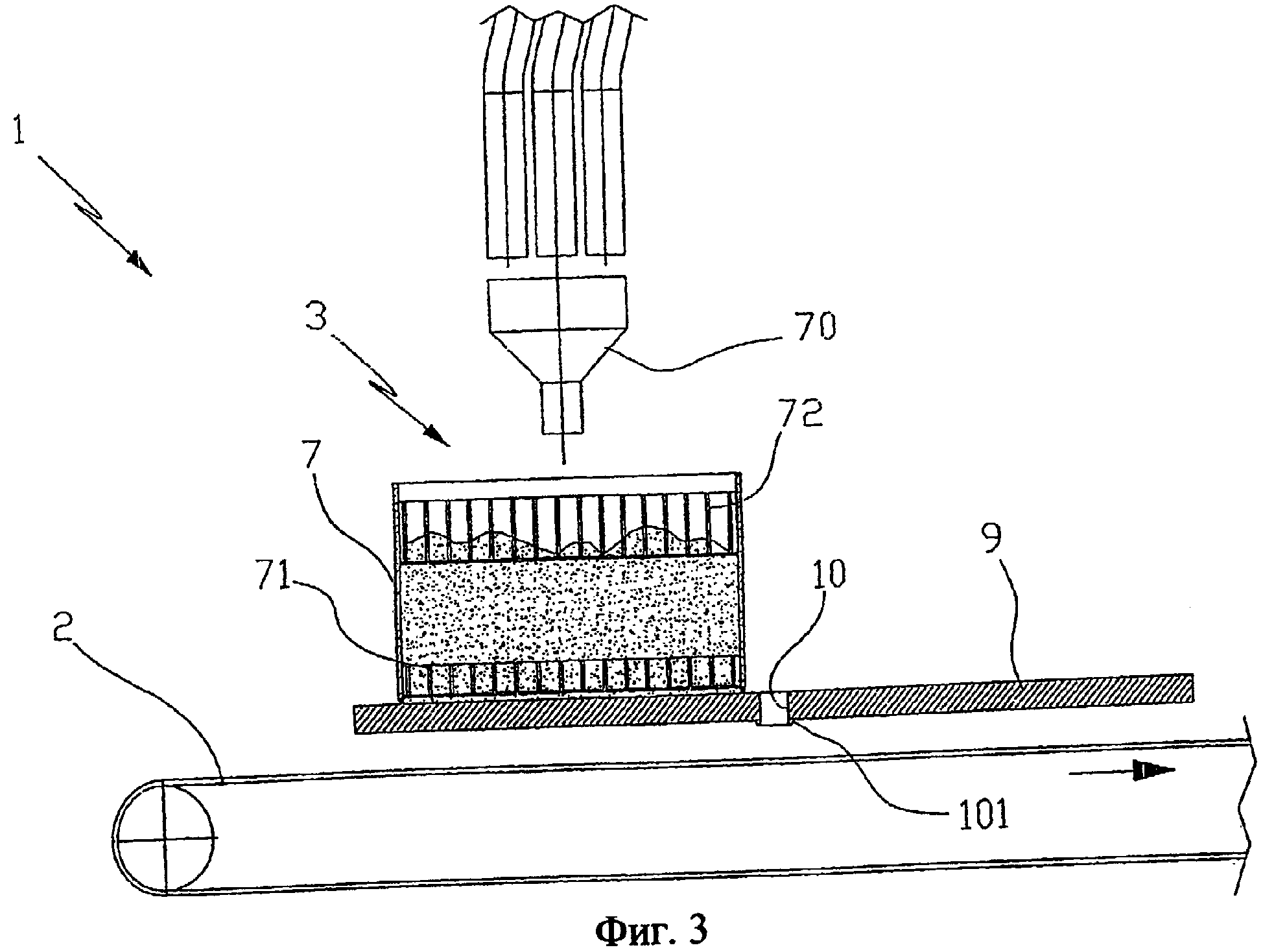
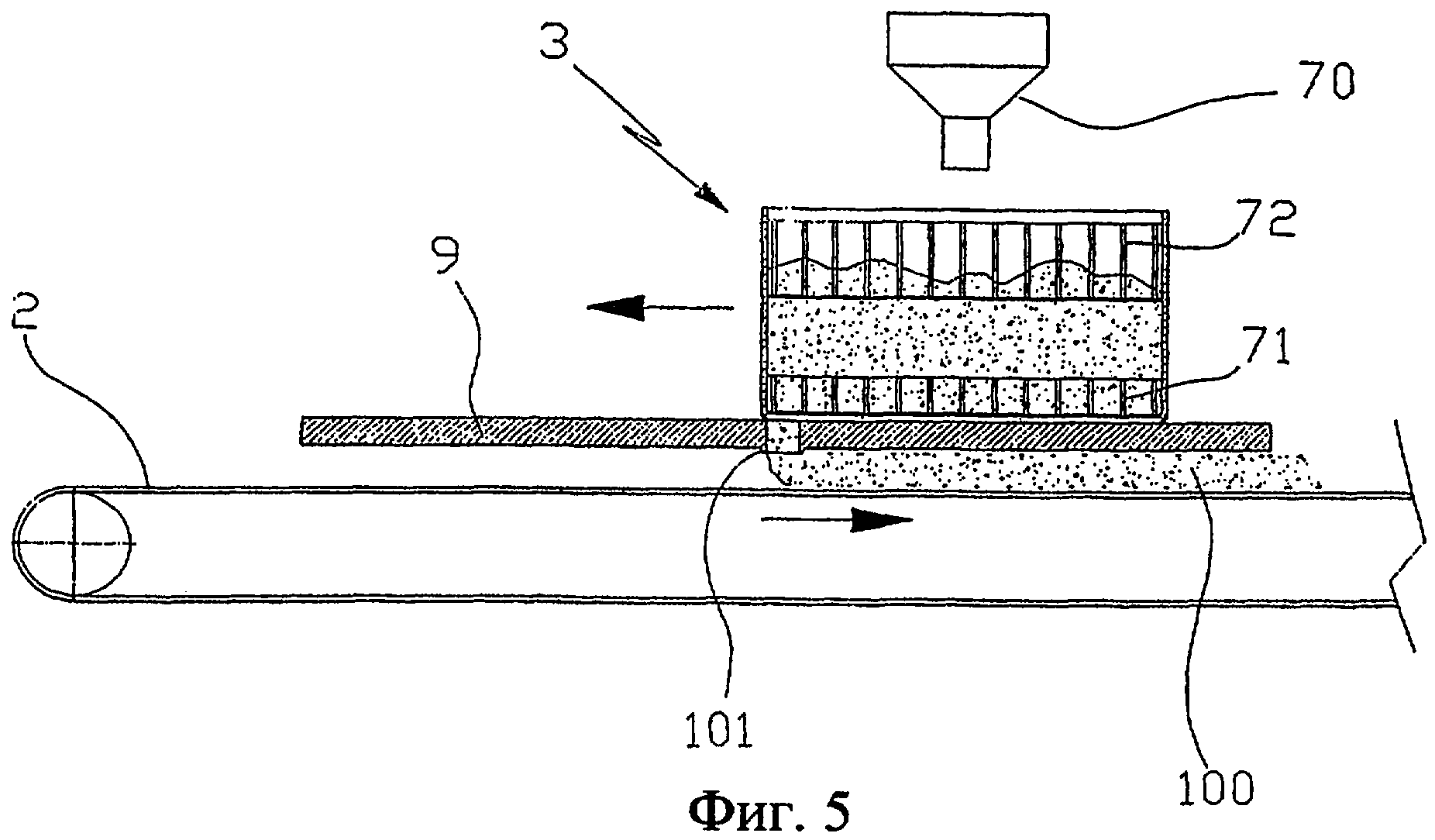
На фиг.3 и 4 схематично показан принцип действия данного изобретения.
На чертежах показана установка 1, которая содержит конвейерную ленту 2, над которой расположено устройство 3 для создания непрерывной полосы 100 порошка на ленте 2, всасывающая зачищающая система 4, прессовочное устройство 5 непрерывного действия и устройство для резки 6.
Устройство для создания непрерывной полосы 100 порошка содержит накопитель 7, совершающий возвратно-поступательное движение, в который помещают порошки с помощью расположенного выше загрузочного устройства 70, выполненного с возможностью перемещения в двух взаимно перпендикулярных направлениях в плоскости, параллельной плоскости ленты 2, с помощью известных устройств, которые не показаны на чертежах, позволяющих устройству плавно перемещаться над верхней горловиной накопителя 7.
Назначением загрузочного устройства 70 является помещение под действием силы тяжести, по крайней мере, двух порошков, обладающих различными свойствами, в накопитель 7 так, чтобы они вместе сформировали массу, имеющую различно расположенные прожилки, похожие на те, которыми обладает природный камень. Другими словами, можно сказать, что с помощью такой массы воспроизводят кусок природного камня, который затем разделяют на слои, которые помещают на ленту 2 с помощью устройства 8 для распределения, соединенного с накопителем и описанного ниже.
На показанном на чертежах варианте выполнения для того, чтобы ограничить высыпание порошка в период его разгрузки на ленту 2, внутреннее пространство накопителя 7 разделено перегородками 71 (Фиг.3), расположенными у выходной горловины накопителя. Вторая группа перегородок 72 соединена с верхней горловиной накопителя и предназначена для смешивания порошков, поступающих в накопитель 7, с тем, чтобы создать в случайном порядке, насколько это возможно, прожилки и художественные эффекты, имитирующие прожилки в куске природного камня.
Другие варианты выполнения изобретения могут быть снабжены либо только перегородками 71, либо только перегородками 72, или, в качестве альтернативы, вообще могут быть выполнены без перегородок.
Накопитель 7 соединен с приводной системой, не показанной на чертежах, которая позволяет перемещать его с совершением возвратно-поступательного движения над устройством 8 для распределения порошка.
В показанном на чертежах варианте выполнения устройство 8 для распределения соединено с нижней горловиной накопителя 7 и содержит зафиксированную пластину 9, снабженную прорезью 10, которая расположена перпендикулярно направлению перемещения пластины 9.
Пластина 9 в направлении, перпендикулярном направлению продвижения ленты, имеет больший размер, чем размер расположенного выше накопителя 7 в соответствующем направлении, и размер в направлении продвижения ленты, по крайней мере, вдвое больший размера накопителя 7 в соответствующем направлении. Прорезь 10 имеет размер в направлении, перпендикулярном направлению продвижения ленты, равный размеру нижней горловины накопителя 7 в соответствующем направлении, и размер в направлении продвижения ленты, который зависит от графического решения, которое должно быть получено на готовой плитке.
Прорезь 10 снабжена снизу контурным ограничителем 101, который ограничивает толщину полосы порошка, помещаемого на ленту 2, чтобы предотвратить сдвиг полосы по отношению к нижней поверхности пластины 9.
Значение высоты ограничителя 101 составляет в пределах от 1 мм до 300 мм, в зависимости от конкретного варианта выполнения изобретения.
После накопителя 7 расположено стандартное устройство 40 для зачистки верхней поверхности полосы 100 порошка. Устройство 40 соединено со всасывающей системой, которая не показана на чертежах, так как представляет собой устройство известного типа, позволяющей удалить тонкий поверхностный слой порошка полосы 100 для того, чтобы проявить рисунок и контраст между различно окрашенными порошками полосы 100.
По ленте 2 полосу порошка подают к прессовочному устройству 5 непрерывного действия, которое также представляет собой устройство известного типа, содержащему верхнюю прессовочную ленту 50, предназначенную для прессования полосы порошка на нижней ленте 2, с тем, чтобы получить непрерывное прессованное изделие.
Устройство для удерживания полосы порошка с боков на ленте 2 соединено с прессовочной лентой 50. Это устройство для удерживания с боков не показано на чертежах, так как известно специалистам в данной области техники.
В соответствии с представленным вариантом выполнения прессование, осуществляемое посредством прессовочной ленты 50, является достаточным для получения прессованного изделия, которое не требует дополнительного прессования. В этом случае максимальное давление прессования достигает значения, составляющего около 300 бар.
После прессования изделие разделяют на заготовки заданных размеров посредством стандартного устройства для резки 6. В показанном на чертежах варианте выполнения это устройство содержит вращающееся лезвие 60 для выполнения резки в направлении, перпендикулярном направлению продвижения ленты, и, по крайней мере, два дополнительные вращающиеся лезвия 61, только одно из которых можно видеть на чертежах, предназначенные для резки прессованного изделия в направлении продвижения ленты 2. Описанной установкой управляют с помощью процессора, не показанного на чертежах, который контролирует работу установки следующим образом.
Пока продвигают ленту 2 (Фиг.4), накопитель 7, совершающий возвратно-поступательные движения, перемещают по пластине 9 таким образом, чтобы поместить расположенные рядом друг с другом порции порошка на ленту 2, для того, чтобы создать на ней непрерывную полосу порошка, которую сначала зачищают с помощью системы 4 и затем прессуют в прессовочном устройстве 5. После прохождения прессовочного устройства посредством вращающихся лезвий 60 и 61 полосу режут на заготовки заданных размеров. Необходимо отметить, что когда накопитель передвигают в обратном направлении (Фиг.5), помещение порошков на ленту 2 происходит другим образом, что выгодно отражается на их случайном распределении, приводя к большей естественности образования прожилок разных цветов в полосе порошка.
Помимо перемещения расположенного выше загрузочного устройства 70, способ распределения порошков может быть дополнительно изменен посредством изменения скорости перемещения накопителя.
Реферат
Изобретение относится к области производства строительных материалов. Способ формования керамических плиток или панелей в прессовочном устройстве непрерывного действия, в котором выполняют следующие стадии: размещают накопитель, совершающий возвратно-поступательное движение, над конвейерной лентой, в накопитель заданным или случайным образом помещают смесь порошков, обладающих различными свойствами. Последовательно высыпают из вышеупомянутой порошковой массы порции, имеющие в направлении продвижения ленты размер, равный части размера накопителя в том же направлении, и такой же размер в перпендикулярном направлении, как и размер горловины накопителя. Установка для формования керамических плиток или панелей содержит конвейерную ленту, над которой расположен накопитель, содержащий смесь порошков, образующих объемную структуру с прожилками, имитирующую природный камень. Причем с накопителем соединено устройство для распределения порошка, предназначенное для того, чтобы подавать порошки на расположенную ниже конвейерную ленту. Технический результат заключается в увеличении производительности. 2 н. и 10 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Масса для изготовления декоративных облицовочных плит
Комментарии