Способ и установка для формования керамических панелей или плиток заданной толщины - RU2397065C2
Код документа: RU2397065C2
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится, в основном, к способу изготовления керамических панелей или плиток и, в частности, относится к способу предварительного формования таких плиток, и к соответствующей установке (устройству) для осуществления этого способа.
УРОВЕНЬ ТЕХНИКИ
Известны способы формования керамических плиток, в которых выполняют следующие стадии:
размещают непрерывный слой порошка на гибкой ленте, снабженной стенками для удерживания порошка с боков, при этом верхняя часть ленты осуществляет скольжение по плоскому элементу,
перемещают указанную ленту через блок непрерывного действия, в котором выполняют предварительное прессование, при этом блок, в основном, состоит из, по крайней мере, одного ролика (или уплотняющей ленты), который(ая) выполняет первое прессование порошка на гибкой ленте для получения цельного изделия из порошка, прошедшего уплотнение,
подвергают изделие повторному окончательному прессованию.
Указанный способ, а также соответствующее устройство для его осуществления полностью описаны в международной заявке на выдачу патента WO 98/23424, на материалы которой сделана ссылка с целью получения дополнительной информации об изобретении.
Последующие усовершенствования указанного способа позволили устранить определенные недостатки, касающиеся получения правильного уплотнения при предварительном прессовании.
Такие усовершенствования описаны в заявке на выдачу патента RE 2002 A 000035, на имя того же лица, которое является заявителем в данной заявке.
Несмотря на то, что применение способа, приведенного в упомянутых выше заявках на выдачу патента, показало превосходные результаты, указанный способ не позволяет осуществлять непрерывный контроль за толщиной изделия, прошедшего предварительное уплотнение, и получаемой в конечном итоге плитки, что необходимо для того, чтобы получить изделие с постоянной толщиной.
В связи с этим было отмечено, что толщина панели или плитки может варьироваться в течение дня.
Виной этому факторы, отличные друг от друга, но которые, если рассматривать их в совокупности, могут оказать значительное влияние на качество конечного продукта.
Если давление, оказываемое в процессе выполнения предварительного уплотнения и окончательного прессования, является неизменным (постоянным), вариации в толщине продукта возникают из-за различного содержания влаги в уплотняемом порошке, что зависит от распределения размера частиц, а также от износа отверстий для подачи порошка, которые становятся более широкими вследствие увеличения количества порошка и, соответственно, толщины слоя порошка, который предназначен для предварительного уплотнения и окончательного прессования.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Целью данного изобретения является преодоление указанных недостатков предшествующего уровня техники посредством простого и рационального решения.
Цель изобретения достигают посредством создания способа формования керамических панелей или плиток, в котором осуществляют контроль за количеством порошка и, косвенно, за толщиной порошка, который затем будут подвергать уплотнению, на основании толщины прошедшего уплотнение изделия.
В случае использования устройств непрерывного действия, в которых порошок подается на ленту, например, таких, которые описаны в заявке на выдачу патента RE 2002 A 000035, цель изобретения достигают посредством осуществления контроля за высотой, на которой находится та сторона отверстия для подачи порошка на ленту, которая действует в качестве скребка в отношении слоя порошка, для того, чтобы осуществлять контроль за толщиной слоя порошка, который перемещают посредством ленты.
Такой контроль осуществляют на основе измеренной толщины изделия, прошедшего предварительное уплотнение.
Если описывать способ по данному изобретению более подробно, то в нем выполняют следующие стадии:
размещают непрерывный слой порошка на конвейерной ленте посредством приспособления, расположенного на изменяемом расстоянии от ленты, для того, чтобы посредством соскребания получить слой желаемой толщины,
перемещают ленту через блок непрерывного действия для выполнения первого прессования таким образом, чтобы в процессе перемещения ленты выполнить уплотнение порошка для того, чтобы получить цельное изделие из порошка, прошедшего предварительное уплотнение при определенном постоянном давлении,
измеряют толщину слоя порошка после выполнения уплотнения,
непрерывно осуществляют контроль за тем, на каком расстоянии от ленты расположена та сторона отверстия для подачи порошка, которая действует в качестве скребка в отношении слоя порошка, для того, чтобы, таким образом, осуществить контроль за толщиной порошка, который затем будут перемещать посредством ленты.
Согласно изобретению указанный блок для выполнения первого прессования может либо представлять собой блок для выполнения первого прессования, в котором только создают цельный слой порошка, который затем подвергают повторному и окончательному прессованию, или может состоять только из блока для выполнения прессования и уплотнения.
В первом случае давление, которое используют для уплотнения материала в блоке для выполнения первого прессования в предпочтительном варианте должно постепенно достигать максимального значения, которое находится в диапазоне от 20 кг/см2 до 100 кг/см2 и, предпочтительно, находится в диапазоне от 30 кг/см2 до 70 кг/см2.
Во втором случае давление, которое прикладывают к материалу, должно в предпочтительном варианте достигать максимального значения, которое находится в диапазоне от 300 кг/см2 до 450 кг/см2.
Изобретение также представляет собой установку для осуществления описанного выше способа.
Установка содержит конвейерную ленту, на которой размещают непрерывный слой порошкообразного материала, приспособления для удерживания материала с боков на ленте, приспособления непрерывного действия для выполнения прессования, имеющие форму ленты, которые позволяют выполнять уплотнение размещенного на ленте слоя порошка при заранее определенном постоянном давлении для того, чтобы получить из прошедшего предварительное уплотнение порошка цельное изделие, и приспособления для измерения толщины изделия по окончании выполнения указанного первого прессования.
Упомянутые приспособления для измерения толщины изделия предпочтительно связаны с процессором, который осуществляет контроль за расстоянием, на котором соскребающее приспособление (скребок) расположено от ленты.
Приспособления для измерения толщины изделия по окончании выполнения первого прессования могут содержать обычные измерительные датчики или любое другое устройство, подходящее для выполнения этой операции. Напротив, приспособления для осуществления контроля за расстоянием от ленты, на котором расположена та сторона отверстия для подачи порошка, которая действует в качестве скребка, представляют собой обычные механические приспособления для выполнения микро-регулировки, например винтовой разъем ниппельно-муфтового типа (male-female), приводимый в действие посредством двигателя с управляемым (контролируемым) режимом движения.
Дополнительные признаки изобретения приведены в пунктах Формулы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для того чтобы лучше понять способ по данному изобретению и конструкционные характеристики и преимущества соответствующих приспособлений для его осуществления, ниже приведены ссылки на сопровождающие чертежи, на которых в качестве примера приведен особенно предпочтительный вариант выполнения устройства для осуществления описанного выше способа.
Пример, приведенный в описании, относится к устройству для выполнения предварительного уплотнения, однако он в равной степени может быть отнесен к устройству для выполнения окончательного уплотнения.
На Фиг.1 в схематичном виде показан вид сбоку в разрезе устройства по данному изобретению.
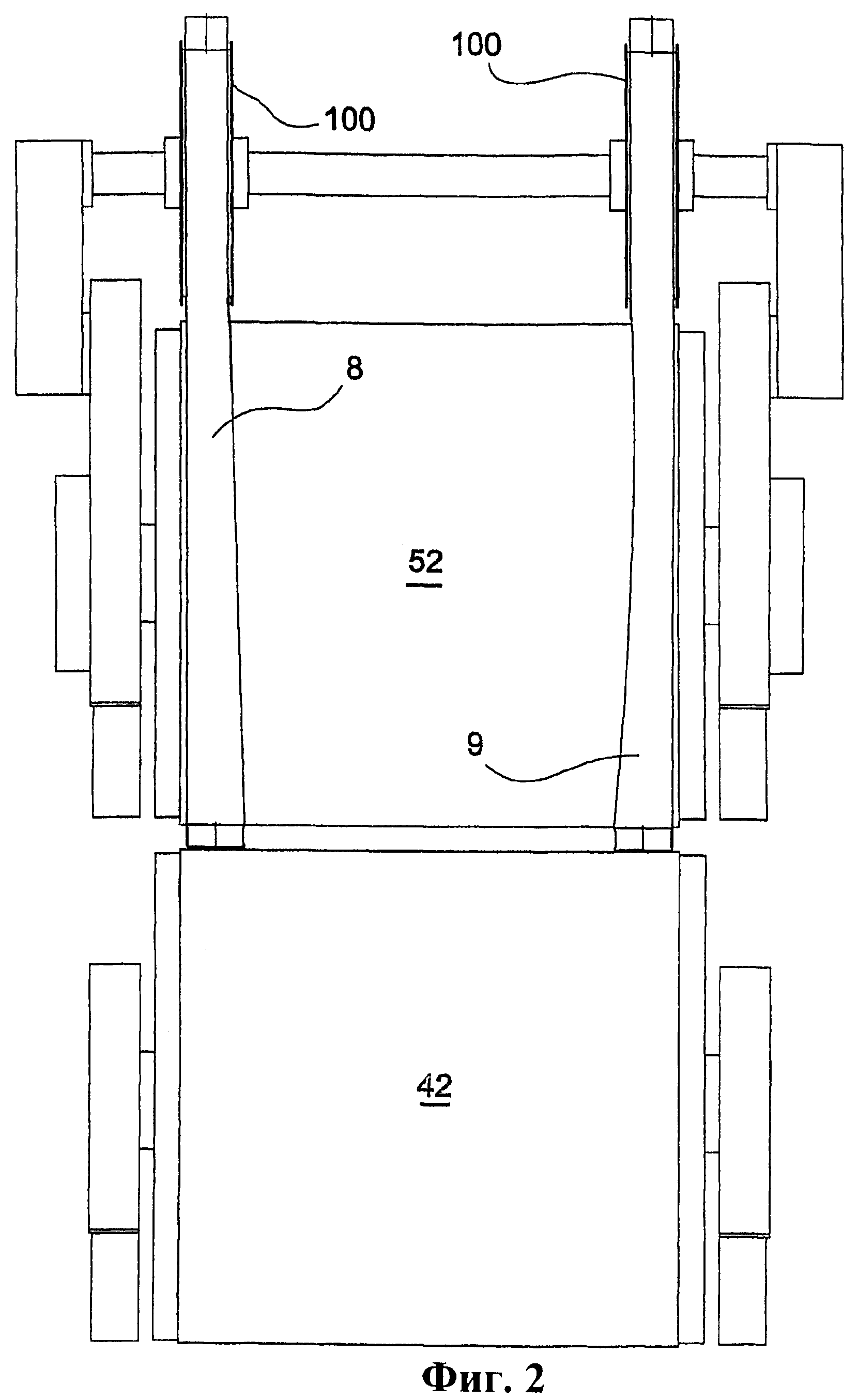
На Фиг.2 представлено сечение, выполненное вдоль направления II, показанного на Фиг.1.
На Фиг.3 в увеличении показано поперечное сечение части устройства по данному изобретению.
На Фиг.4 показана блок-диаграмма, иллюстрирующая данное изобретение.
НАИЛУЧШИЙ ВАРИАНТ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ.
Как показано на чертежах, для подачи порошка, предназначенного для уплотнения, воронку 200 размещают над лентой 201, на которую высыпают порошок.
Перемещение ленты осуществляют при помощи обычных средств, которые не показаны на чертежах.
Сторона отверстия для подачи воронки 200, которая (сторона) расположена в направлении перемещения ленты, задана стенкой 202, выполненной с возможностью перемещения в вертикальном направлении, которая действует в качестве скребка в отношении слоя высыпанного на ленту порошка.
Стенка 202 присоединена (в выступе 203, в котором расположен снабженный резьбой муфтовый элемент) посредством винта 204, при помощи которого регулируют расстояние, на которое нижний край стенки 202 отстоит от ленты 201.
Снабженный резьбой муфтовый элемент, выполненный в выступе 203, соединен (входит в контакт) с винтом 204, в головке которого расположено зубчатое колесо 205.
Зубчатое колесо 205 входит в контакт с шестерней 206 (Фиг.4), прикрепленной к валу 207 двигателя 208 с управляемым режимом движения. Управление двигателем 208 осуществляют посредством обычной контрольной цепи, соединенной с процессором 209, таким образом, чтобы заставлять двигатель выполнять вращение в обоих направлениях.
Конвейерная лента 201 перемещает материал на приводимую в движение посредством двигателя конвейерную ленту 2, которая проходит через блок 3, который в показанном на чертежах варианте выполнения представляет собой блок для выполнения предварительного уплотнения или блок для выполнения первого прессования, который предназначен для выполнения уплотнения слоя порошка для получения прошедшего предварительное уплотнение изделия из цельного материала, при этом поперечное сечение изделия имеет форму прямоугольника.
После этого изделие может быть подвергнуто отделке (декорировано) и поделено на части подходящего размера, который зависит от размера конечного изделия, которое требуется получить.
Полученное изделие должно быть подвергнуто окончательному прессованию.
Блок для выполнения прессования 3 содержит два расположенные друг напротив друга приводимые в действие посредством двигателя устройства 4 и 5 для выполнения уплотнения, одно из которых расположено ниже ленты 2, а другое расположено на некотором расстоянии от ленты 2, при этом указанное расстояние можно изменять в зависимости от толщины слоя порошка, который будут уплотнять, и от давления, при котором будут выполнять первое прессование. Обычно значение такого давления находится в диапазоне от 20 кг/см2 до 100 кг/см2.
Каждое из устройств 4 и 5 для выполнения уплотнения содержит ролик, приводимый в действие посредством двигателя, и натяжной ролик, указанные элементы обозначены, соответственно, цифрами 40, 41 и 50, 51, поверх упомянутых роликов расположены соответствующие ленты 42 и 52. Между каждой парой роликов 40, 41 и 50, 51 расположены рольганги 43 и 53, состоящие из множества натяжных роликов 430 и 530. Рольганги 43 и 53 предназначены для поддержания лент 42 и 52 в прижатом к уплотняемому слою порошкообразного материала состоянии. Рольганг 53 может также быть наклонен в направлении перемещения ленты 2 для того, чтобы постепенно уплотнять порошок, составляющий слой.
Рольганги 43 и 53 задают зону уплотнения (или первого прессования) слоя порошка, за которой расположена зона декомпрессии 6, в которой слой порошка раскатывают под действием подходящих приспособлений в контролируемом режиме, для того, чтобы предотвратить образование трещин в прошедшем уплотнение изделии.
В показанном на чертежах варианте выполнения зона декомпрессии 6 содержит два расположенные друг напротив друга рольганга 44 и 54, размещенные, соответственно, за рольгангами 43 и 53.
Как показано на Фиг.1 и 3, рольганг 44 зафиксирован и расположен горизонтально, а рольганг 54 поддерживается посредством рамы 55 при помощи двух приводов 56 гидравлического типа, которые позволяют изменять уровень, на котором расположен рольганг, а также наклонять его по отношению к ленте 2 для того, чтобы масса прошедшего уплотнение порошка могла расширяться с требуемым градиентом деформации для того, чтобы поддерживать давление уплотнения постоянным и для измерения толщины получаемого на выходе уплотненного слоя.
Для осуществления вышесказанного стержень 561 привода 56 содержит на своей вершине выступ, на котором расположен датчик положения 560, который передает сигналы процессору 209.
Блок для выполнения предварительного уплотнения или первого прессования также содержит приспособления для удерживания порошка с боков, в показанном на чертежах варианте выполнения эти приспособления выполнены в форме двух деформируемых лент 8 и 9, связанных с устройством 5 для выполнения уплотнения.
Реферат
Изобретение относится к области изготовления строительных изделий. Способ формования керамических плиток или панелей, в котором выполняют следующие стадии: размещают непрерывный слой порошка на конвейерной ленте, перемещают ленту через блок непрерывного действия для выполнения первого прессования, содержащий приспособления для удерживания порошка с боков, для того, чтобы в процессе перемещения ленты выполнить прессование порошка и получить цельное изделие из порошка, прошедшего предварительное уплотнение. При этом в способе используют устройства для выполнения уплотнения, расстояние между которыми можно изменять в зависимости от толщины слоя порошка, предназначенного для уплотнения. Зона прессования охватывает существенную часть ленты, измеряют толщину плитки, состоящей из прошедшего уплотнение материала, по окончании прессования, и на основании измерения толщины плитки регулируют толщину непрерывного слоя порошка на ленте перед его прессованием. Установка для формования керамических плиток или панелей содержит конвейерную ленту, на которой размещают непрерывный слой порошкообразного материала, и приспособления непрерывного действия для выполнения прессования, которые позволяют выполнять прессование размещенного на ленте слоя порошка для того, чтобы получить из прошедшего предварительное уплотнение порошка цельное изделие. При этом установка содержит приспособления для измерения толщины слоя по окончании выполнения прессования, связанные с приспособлениями для регулирования количества порошка, образующего слой. Технический результат заключается в повышении качества изготавливаемы�
Комментарии