Способ и система для формирования опорной конструкции - RU2605211C2
Код документа: RU2605211C2
Чертежи






Описание
ПРИОРИТЕТНЫЕ ДОКУМЕНТЫ
[0001] Настоящая заявка заявляет приоритет по предварительной патентной заявке Австралии №2011901350, поименованной "Способ и система для формирования опорной конструкции", поданной 11 апреля 2011, содержание которой полностью включено в настоящую заявку посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к формированию пустотелой опорной конструкции.
В частности, настоящее изобретение относится к формированию пустотелой опорной конструкции, изготовленной из бетона, для использования в качестве столба, применяемого для светофоров и уличного освещения, дорожных указателей и линий электропередачи.
УРОВЕНЬ ТЕХНИКИ
[0003] Известны цилиндрические пустотелые бетонные столбы, имеющие длину до 30 метров.
Способ изготовления указанных пустотелых столбов включает вращательный процесс, в котором используют центробежную силу для распространения влажной бетонной смеси по внутренней поверхности горизонтально расположенной формы.
Бетон подают в медленно вращающуюся форму, которая затем вращается с вытеснением избыточной воды и равномерным распределением уплотненного бетона по внутренней поверхности.
[0004] Несмотря на то, что этот способ формирования пустотелых бетонных столбов имеет преимущество, состоящее в том, что бетонная стенка столба получается плотной и прочной в результате действия центрифужного формования, указанный способ имеет серьезные недостатки.
Первый недостаток состоит в недостаточной однородности толщины стенки столба, которая может изменяться от одного столба к другому.
Процесс вращения, в первую очередь, задействует бетон, размещенный в форме до ее окончательного заполнения.
Поэтому оператор сам вынужден принимать точное решение о количестве бетона, размещенного в каждой конкретной части формы, что может привести к некоторой степени неравномерности.
[0005] В области сужения столба, наличие которой является необходимым во многих случаях стандартного применения, таких как столбы для линий связи или линий электропередачи, при вращении формы бетон не всегда перемещается равномерно вокруг и вдоль формы.
В указанных обстоятельствах бетон в результате действия центробежной силы будет большей частью распределен вдоль сужающегося профиля к месту наименьшего сопротивления на более толстом конце формы.
В результате может быть изготовлен столб, который не имеет однородной стойкости к изгибу из-за изменения толщины стенки.
В случаях, когда вращательный способ используют в комбинации с предварительным напряжением, изменение в толщине также может вызвать непосредственное деформирование предварительно напряженного столба после его удаления из формы.
[0006] Дополнительная и значительная проблема, связанная с столбом, изготовленным вращательным способом, состоит в том, что на внутренней поверхности конечного продукта появляется толстый слой цементного молока.
Этот слой является высокоабсорбирующим и может вызывать продвижение почвенных вод вдоль внутренней поверхности столба и в бетон.
Если указанные почвенные воды содержат какую-либо соль, то pH-фактор бетона будет уменьшен, таким образом вызывая коррозию любого элемента конструкции столба.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] Согласно первому аспекту настоящего изобретения предложен способ формирования продолговатой опорной конструкции, имеющей центральную пустотелую часть, содержащий этапы, на которых:
размещают по существу продолговатый сердечник, так что он проходит по существу горизонтально и имеет размер и форму, соответствующие центральной пустотелой части продолговатой опорной конструкции,
формируют узел сердечника путем размещения на первом конце продолговатого сердечника первого натягивающего устройства, причем указанное первое натягивающее устройство содержит множество натяжных элементов, проходящих от первого конца сердечника вдоль наружной стороны сердечника в направлении к второму натягивающему устройству, расположенному на втором конце сердечника,
прикрепляют узел наружной формы к узлу сердечника между первым и вторым натягивающими устройствами для формирования комбинированного узла формы и сердечника, причем указанный узел наружной формы имеет размер и форму, позволяющие сформировать полость, проходящую вокруг и вдоль центрального сердечника, сквозь которую проходит указанное множество натяжных элементов,
натягивают указанное множество натяжных элементов между первым и вторым натягивающими устройствами,
размещают комбинированный узел формы и сердечника по существу в вертикальной ориентации и
вводят бетон в полость, сформированную между продолговатым сердечником и узлом наружной формы для формирования продолговатой опорной конструкции.
[0008] Согласно одному варианту реализации прикрепление узла наружной формы включает, в первую очередь, увеличение расстояния между первым и вторым натягивающими устройствами относительно друг друга путем приложения раздвигающего усилия для образования пространства между первым и вторым натягивающими устройствами для прикрепления узла наружной формы.
[0009] Согласно другому варианту реализации приложение раздвигающего усилия также вызывает выпрямление натяжных элементов между первым и вторым натягивающими устройствами.
[0010] Согласно другому варианту реализации бетон вводят со стороны нижней части комбинированного узла формы и сердечника.
[0011] Согласно другому варианту реализации натяжение множества натяжных элементов включает натяжение относительно первого натягивающего устройства, действующего в качестве жестко закрепленного конца относительно подвижного конца, соответствующего месту расположения второго натягивающего устройства.
[0012] Согласно другому варианту реализации узел наружной формы несет сжимающую нагрузку, вызванную натяжением множества натяжных элементов.
[0013] Согласно другому варианту реализации этап формирования узла сердечника включает этап, на котором навивают усиливающую каркасную конструкцию на продолговатый сердечник, расположенный между первым и вторым натягивающими устройствами.
[0014] Согласно другому варианту реализации натяжные элементы проходят вдоль продолговатого сердечника с наружной стороны усиливающей каркасной конструкции.
[0015] Согласно другому варианту реализации усиливающая каркасная конструкция содержит по меньшей мере одну проушину для создания точек крепления на сформированной продолговатой опорной конструкции.
[0016] Согласно другому варианту реализации способ дополнительно включает этап, на котором размещают усиливающий элемент вдоль продолговатого сердечника.
[0017] Согласно другому варианту реализации усиливающий элемент представляет собой спиральную проволоку, которая проходит вдоль продолговатого сердечника.
[0018] Согласно другому варианту реализации указанная спиральная проволока проходит с наружной стороны натяжных элементов.
[0019] Согласно другому варианту реализации продолговатая опорная конструкция представляет собой цилиндрический столб, а центральная пустотелая часть является цилиндрической.
[0020] Согласно другому варианту реализации продолговатая опорная конструкция является клиновидной.
[0021] Согласно другому варианту реализации способ включает этап, на котором после введения бетона в полость продолговатый сердечник частично удаляют из комбинированного узла формы и сердечника.
[0022] Согласно второму аспекту настоящего изобретения предложена продолговатая опорная конструкция, сформированная при помощи способа согласно первому аспекту настоящего изобретения.
[0023] Согласно третьему аспекту настоящего изобретения соответственно предложен комбинированный узел формы и сердечника для формирования продолговатой опорной конструкции, имеющей центральную пустотелую часть, содержащий:
узел сердечника, содержащий продолговатый сердечник, имеющий размер и форму, соответствующие центральной пустотелой части продолговатой опорной конструкции, причем указанный узел сердечника дополнительно содержит первое натягивающее устройство, расположенное на одном конце продолговатого сердечника, множество натянутых элементов, проходящих от первого конца сердечника вдоль его внешней стороны ко второму натягивающему устройству, расположенному на втором конце сердечника; и
узел наружной формы, прикрепленный к узлу сердечника между первым и вторым натягивающими устройствами, причем указанный узел наружной формы имеет размер и форму, подходящие для формирования полости для введения бетона, проходящего вокруг и вдоль центрального сердечника, сквозь которую проходит множество натянутых элементов.
[0024] Согласно одному варианту реализации узел наружной формы несет сжимающую нагрузку, вызванную натяжением натянутых элементов.
[0025] Согласно другому варианту реализации комбинированный узел формы и сердечника дополнительно содержит усиливающий каркас, проходящий вдоль продолговатого сердечника.
[0026] Согласно другому варианту реализации комбинированный узел формы и сердечника дополнительно содержит усиливающий элемент в форме спиральной проволоки, проходящей вдоль продолговатого сердечника.
[0027] Согласно четвертому аспекту настоящего изобретения предложен способ изготовления пустотелого бетонного столба, имеющего уменьшенное количество цементного молока, включающий этапы, на которых:
формируют комбинированный узел формы и сердечника, содержащий сердечник, соответствующий пустотелой части бетонного столба, и наружную форму, образующую область отливки, окружающую сердечник, соответствующую стенке бетонного столба,
ориентируют комбинированный узел формы и сердечника вертикально и вводят бетон в область отливки.
[0028] Согласно одному варианту реализации комбинированный узел формы и сердечника ориентирован вертикально.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0029] Ниже будут описаны иллюстративные варианты реализации настоящего изобретения со ссылкой на сопроводительные чертежи, на которых:
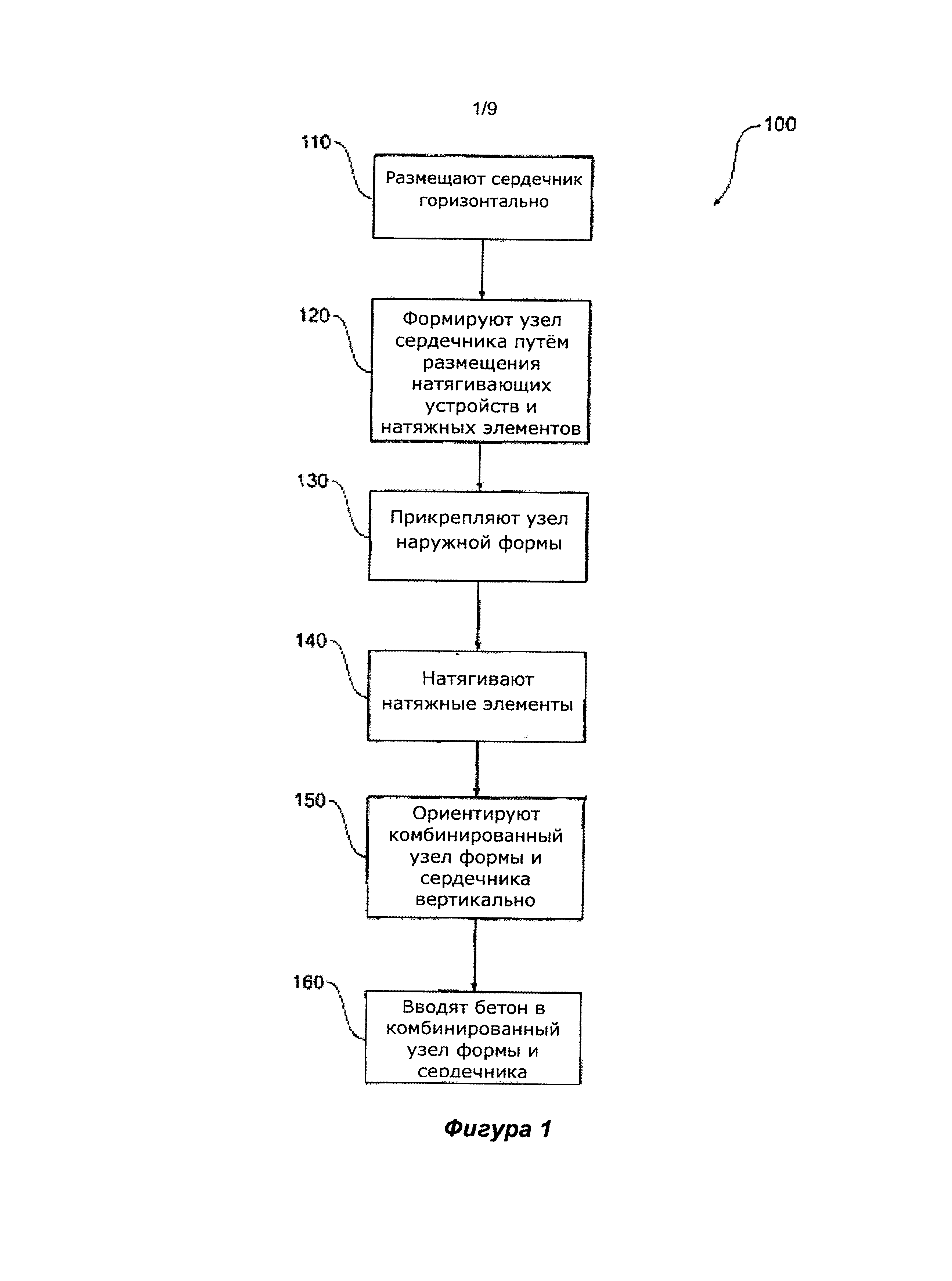
[0030] На фиг.1 показана блок-схема способа формирования продолговатой опорной конструкции согласно иллюстративному варианту реализации настоящего изобретения;
[0031] На фиг.2 показан вид сбоку продолговатого сердечника, используемого в способе формирования продолговатой опорной конструкции, показанном на фиг.1;
[0032] На фиг.3 показан вид сбоку продолговатого сердечника, показанного на фиг.2, с первым натягивающим устройством, прикрепленным на одном конце;
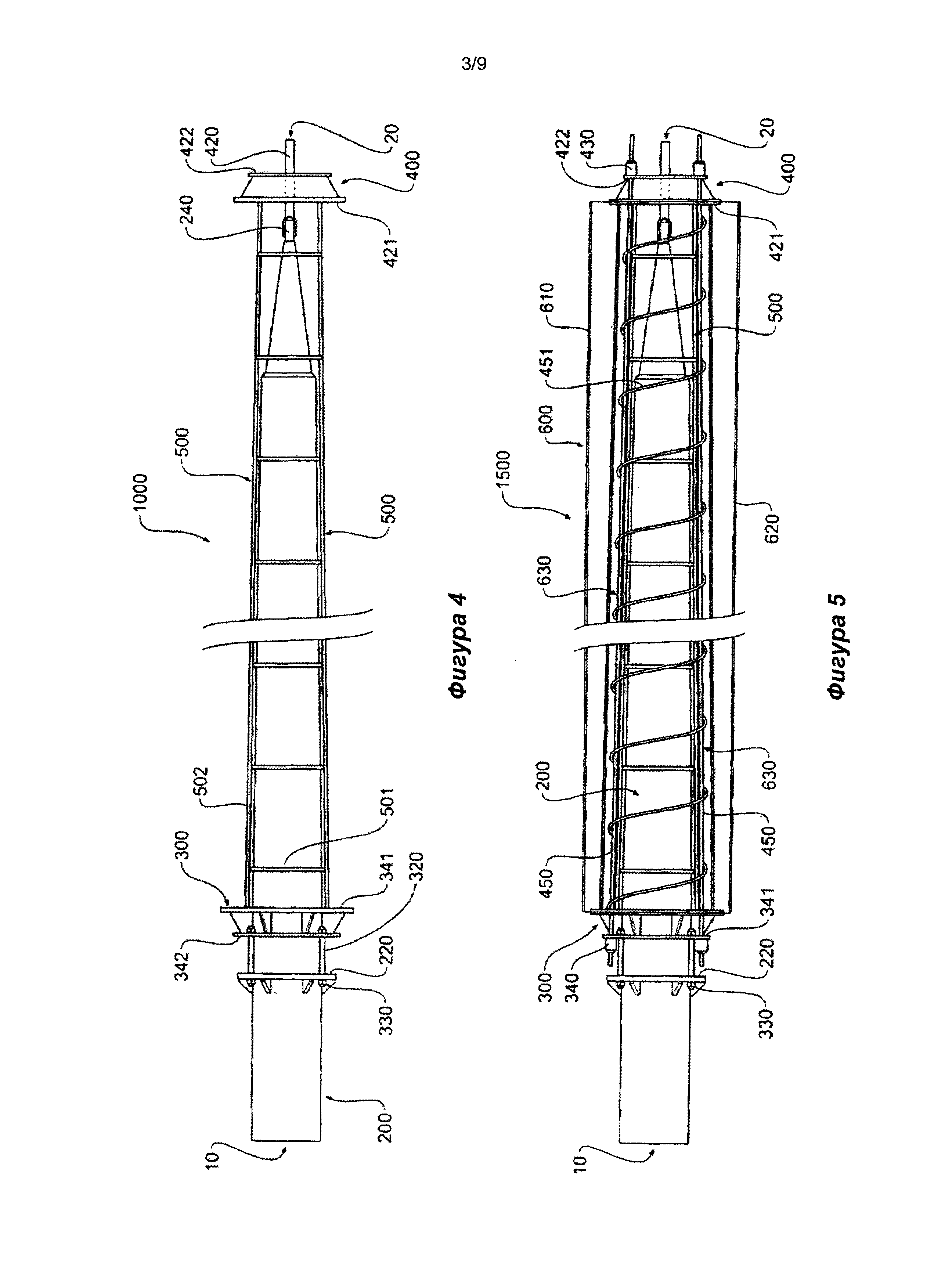
[0033] На фиг.4 показан вид сбоку узла сердечника, состоящего из продолговатого сердечника, показанного на фиг.3, со вторым натягивающим устройством, прикрепленным на противоположном конце, и натяжными элементами, проходящими между первым и вторым натягивающими устройствами, и дополнительной каркасной конструкции, окружающей натяжные элементы;
[0034] На фиг.5 показан вид сбоку узла сердечника, показанного на фиг.4, в комбинации с узлом наружной формы для формирования комбинированного узла сердечника и формы;
[0035] На фиг.6 показан перспективный вид узла сердечника, показывающий натяжные элементы, проходящие вдоль сердечника, и каркасную конструкцию, окружающую сердечник и натяжные элементы;
[0036] На фиг.7 показан перспективный вид спереди верхней части формы, образующей верхнюю половину узла наружной формы, показанной на фиг.5;
[0037] На фиг.8 показан перспективный вид "жестко закрепленного конца" комбинированного узла сердечника и формы, показанного на фиг.5;
[0038] На фиг.9 показан разрез вида, показанного на фиг.8;
[0039] На фиг.10 показан перспективный вид "подвижного конца" комбинированного узла сердечника и формы, показанного на фиг.5;
[0040] На фиг.11 показан разрез вида, показанного на фиг.10;
[0041] На фиг.11а показан разрез втульчатого корпуса домкрата, прикрепленного к втульчатому корпусу оправки;
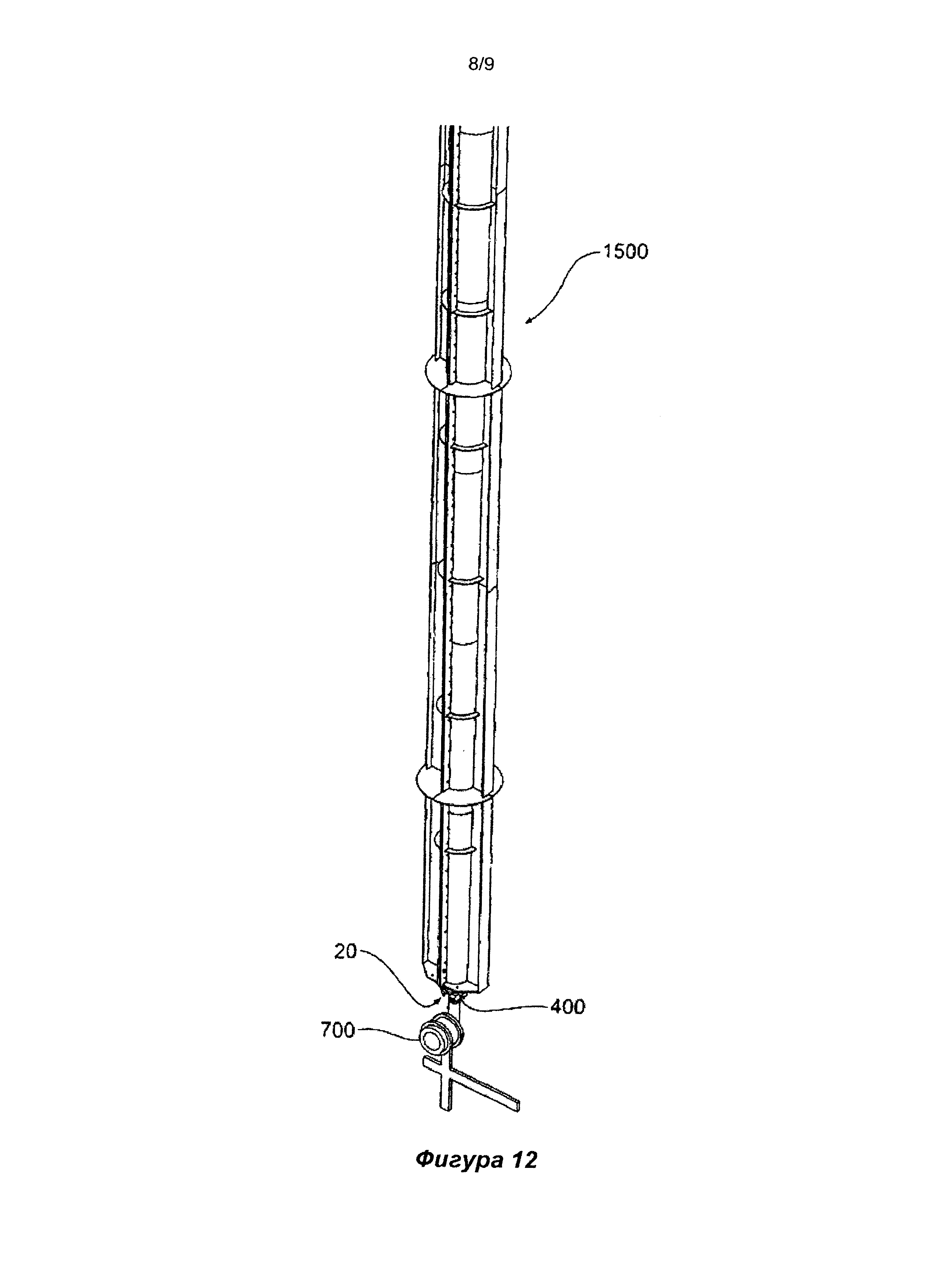
[0042] На фиг.12 показан перспективный вид спереди комбинированного сердечника и узла формы в вертикальном положении перед введением бетона;
[0043] На фиг.13 показан перспективный вид спереди продолговатого сердечника, извлеченного из комбинированного узла сердечника и формы;
[0044] На фиг.14 показан перспективный вид спереди сформированного бетонного столба, лежащего в нижней части формы, с натяжными элементами, показанными в стенке столба.
[0045] В приведенном ниже описании подобные ссылочные номера обозначают подобные или соответствующие элементы на всех чертежах.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0046] На фиг.1 показана блок-схема способа 100 формирования продолговатой опорной конструкции, имеющей центральную полую часть согласно показанному на чертежах варианту реализации настоящего изобретения.
Согласно данному варианту реализации предложенный способ направлен на формирование клиновидного в целом цилиндрического бетонного столба, подходящего для поддерживания электрических кабелей или кабелей связи, и включает этапы 110-160.
[0047] Как показано на фиг.2, на этапе 110 продолговатый сердечник 200, имеющий размер и форму, соответствующие центральной пустотелой части сформированного бетонного столба 2000 (см. фиг.14), расположен таким образом, что проходит в целом в горизонтальном направлении.
Согласно данному варианту реализации продолговатый сердечник 200 выполнен из стали и имеет корпус 210, имеющий в целом цилиндрическую конструкцию, включающую расположенный на первом конце монтажный фланец 220 и расположенную на противоположном конце первую клиновидную область 230, в конечном счете завершающуюся заостренным наконечником или монтажной втулкой 240.
Согласно данному иллюстративному варианту реализации сформированный бетонный столб 2000 имеет длину 14 м, причем наконечник имеет длину 240 мм и конусность 15 мм/1000 мм.
[0048] Специалистам в данной области техники будет понятно, что в зависимости от необходимой геометрии и конструкции результирующей опорной конструкции могут быть использованы сердечники, имеющие другую конструкцию.
Несмотря на то, что согласно данному варианту реализации геометрия сердечника и столба в целом является цилиндрической, в равной мере наружная конструкция может отличаться от конструкции пустотелой части.
В качестве неограничивающего примера, внутренняя пустотелая часть может иметь в целом эллиптическое поперечное сечение, в то время как наружное поперечное сечение столба может иметь в целом восьмиугольное поперечное сечение.
[0049] Как показано на фиг.3 и 4, на этапе 120 узел 1000 сердечника формируют следующим образом.
Первое натягивающее устройство в форме барабанной муфты 300 надето на продолговатый сердечник 200 с противоположного конца и затем прикреплено к монтажному фланцу 220.
Барабанная муфта 300 имеет в целом открытую цилиндрическую конструкцию и содержит первый внутренний опорный фланец 341 и промежуточный фланец 342, от которого четыре стержневых элемента 320 проходят в направлении к монтажному фланцу 220 продолговатого сердечника 200 для прикрепления к указанному фланцу 220 посредством болтового соединения 330.
Согласно данному варианту реализации барабанная муфта или первый конец 10 сердечника 200 являются жестко закрепленным концом устройства для напряжения или предварительного натяжения.
[0050] Для дополнительного усиления сформированного бетонного столба 2000 согласно данному варианту реализации поверх сердечника 200 расположена кольцевая профилированная каркасная конструкция 500, выполненная из стали и нержавеющей стали (см. также фиг.6).
Каркасная конструкция 500 содержит обручи 501, расположенные на некотором расстоянии друг от друга вдоль продолговатого сердечника 200, и продольные арматурные стержни 502, приваренные к обручам 501 для формирования каркасной конструкции 500.
Каркасная конструкция 500 также имеет дополнительные проушины для использования в качестве точек крепления (не показаны) арматуры при установке столба.
[0051] Указанная арматура содержит заземляющие электроды, расположенные в столбе, для заземления оборудования, расположенного на столбе, и дополнительные вставки для ввинчивания ступенек для обеспечения возможности взбираться на столб.
Каркасная конструкция 500 также способствует удерживанию сердечника 200 в центральном положении во время процесса заливки.
Как показано на фиг.6, каркасная конструкция 500 может быть расположена поверх удлиненного сердечника 200 с использованием подъемного механизма, такого как козловой кран или тому подобного.
[0052] Для согласования второго натягивающего устройства 400 первая оправка 420 соединена с наконечником или монтажной втулкой 240 сердечника 200 и таким образом увеличивает длину сердечника 200.
Оправка 420 предназначена для удерживания второго натягивающего устройства, выполненного в форме втульчатого корпуса 400 оправки, в центральном положении относительно сердечника 200 во время процесса сборки.
Корпус оправки 400 содержит внутренний опорный фланец 421, который при сборке сближен с наружным узлом 600 формы, и наружный фланец 422, который действует в качестве монтажной пластины для фиксирующих втулок 430, в которых размещены натяжные элементы 450.
Оправка 420 выполнена с возможностью последующего удаления, а оставшуюся полость используют в качестве входного отверстия для введения бетона.
[0053] Дополнительный элемент для удлинения оправки (не показан) также первоначально соединен с концом оправки 420 и обеспечивает временное удлинение сердечника 200 для облегчения сборки.
Один конец резьбового элемента для удлинения оправки входит в зацепление с оправкой 420 и имеет конец, форма которого способствует поддерживанию втульчатого корпуса 400 оправки.
Согласно данному варианту реализации дополнительную связывающую навивку 451, выполненную из непрерывной проволоки диаметром 5 мм, размещают поверх оправки 420 перед размещением втульчатого корпуса 400 оправки.
Связывающая навивка 451 имеет форму сужающейся спиральной проволочной обмотки, которая после ее размещения на месте действует в качестве дополнительного усиливающего бетон элемента, обеспечивая таким образом сопротивление разрыву во время сжатия при изгибе столба 2000.
[0054] Затем втульчатый корпус 400 оправки надевают на элемент расширения оправки и таким образом формируют подвижный конец 20 натягивающего устройства, который согласно данному варианту реализации выполнен с возможностью перемещения относительно жестко закрепленного конца 10, представленного барабанной муфтой 300.
Затем каждый из натяжных элементов или тяг 450 пропускают сквозь соответствующую фиксирующую втулку 430, расположенную на наружном фланце 422, затем сквозь соответствующее отверстие 423 во внутреннем опорном фланце 421 втульчатого корпуса 400 оправки и затем дополнительно сквозь связывающую навивку 451, так что связывающая навивка 451 является наружной по отношению к натяжным элементам 450.
[0055] Натяжные элементы 450 дополнительно проходят вдоль сердечника 200 с наружной стороны каркасной конструкции 500 и затем проходят сквозь противоположные соответствующие отверстия 343, 344 во внутреннем опорном фланце 341 и промежуточном фланце 342 соответственно барабанной муфты 300, расположенной в противоположном конце продолговатого сердечника 200 (как показано на фиг.8).
Согласно данному варианту реализации вокруг продолговатого сердечника 200 протянуты шесть натяжных элементов 450.
[0056] Как показано на фиг.11а, втульчатый корпус 400 оправки установлен поверх оправки 420, после чего элемент для удлинения оправки может быть удален.
Затем гидравлический домкрат 425 привинчивают к втульчатому корпусу 428 домкрата, который прикреплен к втульчатому корпусу 400 оправки, как показано на фиг.11а.
Согласно данному варианту реализации втульчатый корпус 400 оправки содержит фланец 424 и разделенное (на две половинки) стопорное кольцо 426, которое расположено как поверх фланца 424, так и поверх корпуса 428, причем две половинки стопорного кольца 426 удерживаются вместе предохранительным кольцом 427.
Затем выдвигают гидравлический домкрат 425 с использованием гидравлического насоса для взаимодействия с концом оправки 420 для создания раздвигающего усилия между барабанной муфтой 300 и втульчатым корпусом 400 оправки.
Соответственно, гидравлический домкрат действует для увеличения расстояния между втульчатым корпусом 400 и барабанной муфтой 300 для установлений размера, который больше, чем длина наружного узла 600 формы для обеспечения возможности его крепления.
[0057] При указанных относительных положениях барабанной муфты 300 и втульчатого корпуса 400 оправки, зафиксированных гидравлическим домкратом 425, шесть преднапрягающих цанговых узлов 430 (муфт и клиньев) могут быть соединены с натяжными элементами 450.
Затем к натяжным элементам 450 при помощи гидравлического домкрата 425 прикладывают легкую нагрузку примерно 1 т.
Эта легкая нагрузка обеспечивает достаточно выпрямленное положение натяжных элементов 450 относительно сердечника 200.
Перед отключением гидравлической линии от домкрата 425 входной клапан домкрата 425 закрывают для сохранения давления, поддерживающего раздвигающую силу, и, следовательно, увеличенного расстояния между втульчатым корпусом 400 оправки и барабанной муфтой 300, т.е. между первым и вторым натягивающими устройствами.
[0058] В данном случае связывающая проволока 451 может быть протянута поверх натяжных элементов 450 от втульчатого корпуса 400 оправки к барабанной муфте 300 с формированием спирали, равномерно распределенной вдоль сердечника 200 (как показано на фиг.5), для создания дополнительной арматуры в бетоне для противодействия разрывающим нагрузкам во время изгиба, как описано выше.
Согласно другим вариантам реализации связывающая проволока 451 может быть намотана с уменьшенным разделяющим расстоянием между витками в областях столба, в которых могут ожидаться увеличенные нагрузки.
Согласно другому варианту реализации в случае необходимости в областях с различными поперечными сечениями столба может быть использована отдельная связывающая проволока 451 различного сортамента.
Расположение натяжных элементов 450, проходящих вдоль сердечника 200 с наружной стороны каркасной конструкции 500, но с внутренней стороны связывающей навивки 451, лучше всего показано на фиг.5 и 6.
[0059] Связывающая проволока 451 закреплена в каждом конце каркасной конструкции 500.
К каркасной конструкции 500 приварены штыри (не показаны в чертежах), расположенные с интервалом вдоль ее длины и на некотором расстоянии друг от друга вокруг ее окружности для поддерживания узла 1000 сердечника в центральном положении в узле 600 наружный формы.
Согласно данному варианту реализации каждый штырь представляет собой короткий стержень, который проходит в радиальном наружном направлении на расстояние, обеспечивающее возможность поддерживания узла 1000 сердечника в концентрическом положении в узле 600 формы.
[0060] Как показано на фиг.5, на этапе 130 наружный узел 600 формы прикрепляют к узлу 1000 сердечника между первым и вторым натягивающими устройствами, выполненными в форме барабанной муфты 200 и втульчатого корпуса 400 оправки, для формирования комбинированного узла 1500 формы и сердечника.
Согласно данному варианту реализации узел 600 наружной формы содержит верхнюю часть 610 формы и нижнюю часть 620 формы, которые прикреплены вместе и которые имеют размер и форму, обеспечивающие возможность формирования полости 630, проходящей вокруг и вдоль центрального сердечника 200, сквозь которую проходят натяжные элементы 450.
[0061] Согласно данному варианту реализации в первую очередь узел 1000 сердечника размещают в нижней или принимающей части 620 формы, в которой он поддерживается штырями для обеспечения правильного разделяющего расстояния между сердечником 200 и нижней частью 620 формы.
Верхнюю или накрывающую часть 610 формы (как показано на фиг.7) размещают на нижней части 620 формы, а для выравнивания частей 610, 620 формы используют установочные штифты.
Затем части формы соединяют вдоль двух продольных соединений 640 с использованием болтов, разнесенных на расстояние 400 мм по центрам согласно данному варианту реализации, для формирования комбинированного узла 1500 формы и сердечника.
Специалисту в данной области техники будет понятно, что расположение соединительных элементов при соединении частей 610, 620 формы может быть изменено в соответствии с предполагаемой массой и объемом сформированного столба.
[0062] Согласно одному варианту реализации части 610, 620 формы могут содержать проушины, которые должны быть встроены в сформированный бетонный столб 2000, причем указанные проушины первоначально зафиксированы в отверстиях, выполненных в форме, и после заливки могут быть отделены от части формы и оставлены в бетонном столбе 2000.
[0063] Для облегчения процесса изготовления на различные компоненты комбинированного узла 1500 формы и сердечника, такие как продолговатый сердечник 200 и узел 600 наружной формы, наносят распылением соответствующий промышленным стандартам антиадгезионный агент, облегчающий освобождение бетонного столба, а также улучшающий качество поверхности продукта.
[0064] Домкрат 425, который до этого этапа поддерживал усилие для сохранения разделяющего расстояния между оправкой 420 и барабанной муфтой 300, на этом этапе может быть выключен.
Это обеспечивает возможность перемещения втульчатого корпуса 400 оправки и барабанной муфты 300 и сближения противоположных концов узла 600 наружной формы.
После прикрепления узла наружной формы к узлу сердечника для формирования комбинированного узла 1500 формы и сердечника домкрат 425, корпус 428 стопорного кольца, стопорное кольцо 426 и оправка 420 могут быть удалены от втульчатого корпуса 400 оправки и таким образом освобождают входное отверстие для введения бетона.
На данном этапе проверяют выравнивание втульчатого корпуса 400 оправки и барабанной муфты 300 относительно верхней и нижней частей 610, 620 формы.
Это достигается последовательно расположенными локальными втулками на частях 610, 620 формы для обеспечения выравнивания неподвижного и подвижного концов с обеих сторон узла 600 наружной формы.
[0065] На этапе 140 натягивают натяжные элементы между первым и вторым натягивающими устройствами при помощи гидравлического домкрата, который прикладывает нагрузку к каждому натяжному элементу 450 путем прогрессивного перемещения комбинированного узла 1500 формы и сердечника.
Согласно данному варианту реализации первое приложение силы должно нагрузить каждый натяжной элемент 450 до половины конечной нагрузки, после чего вторую часть нагрузки прикладывают тем же самым прогрессивным способом для увеличения натяжения до конечной преднапрягающей нагрузки.
Согласно данному варианту реализации конечная преднапрягающая нагрузка, приложенная к натяжным элементам 450, составляет 21 тонну.
Однако, специалистам понятно, что способ приложения и степень преднапрягающей нагрузки могут быть изменены в зависимости от конструкции и требований к грузоподъемности сформированного бетонного столба.
После достижения конечной преднапрягающей нагрузки, приложенной к натяжным элементам 450, запирают фиксирующие втулки 340 и 430 и отрезают лишние концы натяжных элементов 450.
[0066] Результирующее натяжение, приложенное натяжными элементами 450 к втульчатому корпусу 400 оправки и барабанной муфте 300, вызывает сближение этих компонентов и взаимодействие с противоположными концами верхней и нижней частей 610 и 620 формы, в результате чего на верхнюю и нижнюю части 610 и 620 формы узла 600 наружной формы действует сжимающая нагрузка, приложенная натянутыми натяжными элементами 450.
[0067] Согласно другому варианту реализации втульчатый корпус 400 оправки и барабанная муфта 300 могут поддерживаться независимо от верхней и нижней частей 610 и 620 в узле наружной формы, так что нагрузка не прикладывается к ним, когда к натягивающим устройствам 450 приложено натяжение.
[0068] На этапе 150, как показано на фиг.12, комбинированный узел 1500 формы и сердечника размещают по существу в вертикальной ориентации при использовании в данном случае подъемного крана.
Несмотря на то что согласно данному варианту реализации комбинированный узел 1500 формы и сердечника поднимают по существу в вертикальное положение, в случае необходимости в зависимости от конкретного случая применения указанный узел может быть расположен в целом под углом, который больше или равен примерно 30° относительно горизонтали.
[0069] На этапе 160 вводят бетон в полость 630, образованную между продолговатым сердечником 200 и узлом 600 наружной формы, для формирования бетонного столба.
Согласно данному варианту реализации с нижним или подвижным концом 20 комбинированного узла 1500 формы и сердечника соединяют виктолическую муфту, шиберный затвор насоса и колено 700.
Несмотря на то что бетон может быть удовлетворительным образом введен в любом месте вдоль комбинированного узла 1500 формы и сердечника, было выяснено, что имеются множественные значительные дополнительные преимущества при введении бетона в нижнюю часть узла при его вертикальной ориентации.
[0070] Вертикальная ориентация обеспечивает возможность выпуска в атмосферу вытесненного бетоном воздуха из верхней части узла в отличие от подачи бетона с противоположного верхнего конца формы, в результате чего захваченный воздух может образовать полости в поверхности бетона.
Напор нагнетания также способствует дополнительному сжатию бетона для уменьшения количества воздуха, захваченного вокруг соединений усиливающего каркаса 500.
[0071] Бетонная смесь, используемая согласно данному варианту реализации, состоит из каменного наполнителя, песка, цемента общего назначения, воды и добавок для усиления противокоррозийных свойств, удобоукладываемости и быстрого твердения при использовании способов ускорения твердения.
Комбинации материалов могут изменяться, исходя из наличия и требований к качеству.
[0072] Как показано на фиг.13, комбинированный узел 1500 формы и сердечника опускают в горизонтальное положение непосредственно после закачки смеси, 5-15 минут спустя или после первоначальной гидратации бетона, которая может занимать период времени примерно 60-120 минут.
Затем продолговатый сердечник 200 отсоединяют от барабанной муфты 300 путем демонтажа болтового соединения 330 и затем частично извлекают на расстояние примерно 300 мм из узла 1500 для уменьшения риска появления трещин в сформированном бетонном столбе 2000.
Гидравлические домкраты могут быть расположены между первым внутренним опорным фланцем 341 и промежуточным фланцем 342 и использованы для освобождения сердечника 200 из узла 1500 формы и сердечника.
[0073] В конце бетонного столба 2000 сквозь втульчатый корпус 400 оправки высверливают вентиляционное отверстие.
Бетон является относительно мягким на данном этапе, и, таким образом, отверстие может быть без усилий высверлено вручную.
Вентиляционное отверстие устраняет вакуум, который может возникнуть при удалении сердечника 200.
По истечении дополнительного интервала времени примерно 5-20 минут, который может быть изменен в соответствии с факторами, такими как температура окружающей среды и температура материалов, продолговатый сердечник 200 полностью удаляют для последующей очистки струей водой под высоким давлением.
Затем комбинированный узел 1500 формы и сердечника в данном случае без продолговатого сердечника 200 размещают в паровой камере на период примерно 2-3 часа для окончательной обработки.
[0074] После окончательной обработки натяжные элементы 450 могут быть отрезаны и зачищены с использованием подходящего оборудования, такого как шлифовальный круг, и таким образом растягивающее напряжение натяжных элементов 450 от первого и второго натягивающих устройств передается сформированному бетонному столбу 2000.
Затем барабанная муфта 300 и втульчатый корпус 400 оправки могут быть удалены из узла 600 наружной формы, а также может быть удален любой лишний материал, оставшийся от обрезанного натяжного элемента.
Как показано на фиг.14, узел 600 формы может быть открыт путем удаления верхней части 610 формы для доступа к сформированному бетонному столбу 2000, содержащему натяжные элементы 450, в данном случае залитые в его стенке.
[0075] Бетонная опорная конструкция, изготовленная в соответствии с настоящим изобретением, обеспечивает различные существенные преимущества перед другими известными способами.
[0076] Узел формы и относящийся к ней способ использования, описанные в настоящей заявке, отличаются относительно низкими капитальными затратами, приемлемыми для предприятий среднего уровня. Форма также не требует высокой квалификации от изготовителя столбов и отличается относительно низкой трудоемкостью.
Узел формы отличается компактностью и, таким образом, может быть установлен рядом с местом использования столбов для минимизирования транспортных затрат.
[0077] Настоящее изобретение также имеет преимущества, связанные с улучшенной безопасностью, поскольку в узле формы отсутствуют движущиеся компоненты в отличие от случая отливки вращением, как описано выше.
[0078] Кроме того, процессы, описанные в настоящей заявке, исключают появление цементного молока, которое обычно появляется на внутренней поверхности столбов, изготовленных с использованием процесса отливки вращением.
[0079] Столбы, изготовленные способом, описанным в настоящей заявке, также имеют однородное внутреннее и наружное сжатие, что означает, что бетонная матрица является гомогенной и не проявляет тенденции к растрескиванию из-за неравномерной усадки.
Двустороннее сжатие обеспечивает превосходную связь между арматурной сталью и бетоном.
Однородный бетон также обеспечивает постоянное водоцементное отношение, так что изготовленный столб не проявляет тенденции к неравномерной усадке и растрескиванию.
Кроме того, использование внутреннего сердечника обеспечивает управляемую заливку бетоном арматуры, используемой в столбе, и в то же время однородную толщину стенки.
Процесс изготовления также обеспечивает изготовление однородных столбов, которые при испытании показывают хорошие результаты.
[0080] Подразумевается, что термин "содержать" и любая из его производных (например, содержит, содержащий), использованные в настоящем описании, должны рассматриваться в смысле включения отличительных особенностей, к которым они относятся, и не означают исключения любых дополнительных отличительных особенностей, если не указано или не подразумевается иное.
[0081] Ссылка на любой уровень техники в настоящем описании не рассматривается и не должна рассматриваться как подтверждение утверждения в любой форме, что указанный уровень техники является элементом общеизвестных общедоступных сведений.
[0082] Несмотря на то что в приведенном выше подробном описании изложены конкретные варианты реализации настоящего изобретения, подразумевается, что настоящее изобретение не ограничено описанным вариантом реализации, но допускает различные изменения, модификации и замены без отступления от объема защиты настоящего изобретения, определенного и ограниченного пунктами приложенной формулы.
Реферат
Группа изобретений относится к формированию пустотелой конструкции. Способ формирования продолговатой опорной конструкции, имеющей центральную пустотелую часть, содержащий этапы, на которых размещают продолговатый сердечник, так что он проходит по существу горизонтально и имеет размер и форму, соответствующие центральной пустотелой части продолговатой опорной конструкции. Формируют узел сердечника путем размещения на первом конце продолговатого сердечника первого натягивающего устройства, причем первое натягивающее устройство содержит множество натяжных элементов, проходящих от первого конца сердечника вдоль наружной стороны сердечника в направлении к второму натягивающему устройству, расположенному на втором конце сердечника. Прикрепляют узел наружной формы к узлу сердечника между первым и вторым натягивающими устройствами для формирования комбинированного узла формы и сердечника. Причем узел наружной формы имеет размер и форму, позволяющие сформировать полость, проходящую вокруг и вдоль центрального сердечника, сквозь которую проходит множество натяжных элементов. Натягивают множество натяжных элементов между первым и вторым натягивающими устройствами. Размещают комбинированную форму и узел и сердечника по существу в вертикальной ориентации. Вводят бетон в полость, сформированную между продолговатым сердечником и узлом наружной формы для формирования продолговатой опорной конструкции. Техническим результатом является повышение качества пустотелой конструкции. 3 н. и 18 з.п. ф-лы, 14 ил.
Формула
размещают продолговатый сердечник, так что он проходит по существу горизонтально и имеет размер и форму, соответствующий центральной пустотелой части продолговатой опорной конструкции,
формируют узел сердечника путем размещения на первом конце продолговатого сердечника первого натягивающего устройства, причем первое натягивающее устройство содержит множество натяжных элементов, проходящих от первого конца сердечника вдоль наружной стороны сердечника в направлении к второму натягивающему устройству, расположенному на втором конце сердечника,
прикрепляют узел наружной формы к узлу сердечника между первым и вторым натягивающими устройствами для формирования комбинированного узла формы и сердечника, причем узел наружной формы имеет размер и форму, позволяющие сформировать полость, проходящую вокруг и вдоль центрального сердечника, сквозь которую проходит множество натяжных элементов,
натягивают множество натяжных элементов между первым и вторым натягивающими устройствами,
размещают комбинированную форму и узел и сердечника по существу в вертикальной ориентации и
вводят бетон в полость, сформированную между продолговатым сердечником и узлом наружной формы для формирования продолговатой опорной конструкции.
узел сердечника, содержащий продолговатый сердечник, имеющий размер и форму, соответствующие центральной пустотелой части продолговатой опорной конструкции, причем узел сердечника дополнительно содержит первое натягивающее устройство, расположенное на одном конце продолговатого сердечника, и множество натянутых элементов, проходящих от первого конца сердечника вдоль его внутренней стороны ко второму натягивающему устройству, расположенному на втором конце сердечника; и
узел наружной формы, прикрепленный к узлу сердечника между первым и вторым натягивающими устройствами для формирования комбинированного узла формы и сердечника, причем узел наружной формы имеет размер и форму, подходящие для формирования полости, проходящей вокруг и вдоль центрального сердечника, сквозь которую проходит множество натянутых элементов, при этом комбинированный узел формы и сердечника размещается по существу в вертикальном положении для введения бетона в полость.
Документы, цитированные в отчёте о поиске
Усовершенствования машин для непрерывного изготовления деталей из преднапряженного бетона или железобетона
Комментарии