Усовершенствованные структуры из полимеров, полученных с применением катализаторов с одним активнымцентром - RU2248885C2
Код документа: RU2248885C2
Чертежи




Описание
Предпосылки создания изобретения
Полимерные материалы широко применяются в упаковочных структурах. Их используют в виде пленок, листов, пластиковых крышек, мешочков, труб и мешков. Эти полимерные материалы могут использоваться в структуре в виде единственного слоя или в виде одного или нескольких слоев. К сожалению, доступным является бесчисленное количество полимерных материалов. Более того, поставщики полимеров часто претендуют на значительно большее число применений продукта по сравнению с количеством применений, для которых в действительности этот продукт является подходящим. Кроме того, ввиду того, что, несмотря на притязания поставщиков, имеются специальные применения и технологические проблемы, и поэтому специалисты в данной области не могут предсказать, будет ли конкретная смола подходящей для соответствующего применения, если ее не подвергнуть испытаниям. Однако в силу различных причин, при применении многих из таких полимерных материалов обычно встречаются различные препятствия. Так, например, сополимер этилена и винилового спирта, который применяется для упаковки пищевых продуктов, является превосходным барьерным материалом для кислорода. Однако на этот полимерный материал может оказывать влияние влага, присутствующая в среде упакованного продукта. В результате часто обнаруживается, что некоторые полимерные материалы больше подходят для определенных применений по сравнению с другими материалами.
Одной из областей, в которых имеется потребность в подходящих полимерах для изготовления пленок, является область термоусадочных пленок. Термоусадочные полимерные пленки применяются обычно при упаковке мяса, в особенности кусков свежего сырого мяса и других больших кусков мяса. Хотя это описание будет в основном подробно описано в отношении употребления пленок для упаковки мяса и мясных продуктов, следует понимать, что эти пленки являются также подходящими для упаковки бесчисленного количества других продуктов, включающих непищевые продукты, например зубные пасты, косметические изделия и лекарственные препараты.
Некоторые из пленок, включенных в настоящее изобретение, предназначены для их применения упаковщиками мяса в форме термоусадочных мешочков с одним открытым концом, которые после помещения в них мяса закрывают и уплотняют. После помещения продукта в их упаковки обычно откачивают воздух и закрывают открытый конец мешочка. Подходящие способы закрытия мешочков включают сварку, применение металлических зажимов, клеящих веществ и т.д. Для инициирования усадки мешочка вокруг мяса сразу же после завершения уплотнения к мешочку прикладывают тепло.
При последующей обработке мяса мешочек можно открыть, вытащить из него мясо и нарезать его на куски, например на куски, подходящие для розничной продажи или для установленного применения.
Подходящие термоусадочные мешки должны удовлетворять ряду критериев. Многие пользователи подобных мешков стремятся найти такие мешки, которые способны выдерживать длительный процесс наполнения, откачки воздуха, уплотнения и термоусадки. Так, например, во время процесса усадки большое напряжение на пленку будут оказывать острые края костей, имеющиеся в мясе. Мешок должен иметь также достаточную прочность для того, чтобы выдержать движение больших кусков мяса вдоль системы распределения, которые могут весить сотни фунтов или более. Вследствие того что многие пищевые продукты, включая мясо, портятся в присутствии кислорода и/или воды, желательно, чтобы мешки имели барьер, предотвращающий проникновение вредных газов и/или потерю или попадание влаги.
Общепринятую упаковку для многих продуктов часто изготавливают из многослойных пленок, имеющих, по меньшей мере, три слоя. Такие многослойные пленки обычно снабжены, по меньшей мере, одним центральным слоем, состоящим из барьерного материала для кислорода, такого как сополимер винилиденхлорида, сополимер этилена и винилового спирта, найлон или металлическая фольга, предпочтительно алюминиевая. Так, например, для изготовления термоусадочных мешков для мяса обычно используют сополимеры винилиденхлорида. Сополимер винилиденхлорида может быть, например, сополимером с винилхлоридом или метилакрилатом. При изготовлении сжимаемых раздаточных контейнеров в форме труб могут быть использованы один или несколько слоев фольги или слои фольги могут не применяться. Слои фольги снабжают раздаточную трубу не только барьером для кислорода, а также обеспечивают ее неразглаживающейся (“мертвой”) складкой, т.е. свойство сжимаемой раздаточной трубы оставаться при сжатии в сжатом положении без возврата в прежнее положение. Сжимаемые раздаточные трубы, в которых применен слой фольги, раскрыты в патентах США №№3172571 и 3347419, описания которых включены в это описание в качестве ссылки. Однако для сжимаемых раздаточных труб слой фольги не является необходимым. Для их изготовления можно применять один или несколько слоев термопластичных или полимерных материалов. Примеры таких труб раскрыты в патентах США №4418841 и 4986053, описания которых включены в это описание в качестве ссылки. Способы изготовления сжимаемых раздаточных труб хорошо известны и раскрыты в вышеуказанных и других патентах США. Обычно пластиковые трубы, не имеющие слоя фольги, имеют стенку корпуса, которая может представлять собой пластиковый лист, состоящий из одного слоя, или пленку, которая может быть экструдирована в виде трубы и разрезана на отрезки желательной длины. Многослойный пластиковый лист и пленка могут быть изготовлены ламинированием, включающим нанесение слоев методом совместной экструзии, или способами совместной экструзии, такими как совместная экструзия пленки через щелевую головку или совместной экструзии через трубчатую головку. Однослойный и многослойный лист или пленку, которые были отлиты или ламинированы, обычно формуют с применением цилиндрического сердечника и герметически заделывают вдоль бокового шва с образованием трубчатого тела. Однослойный и многослойный лист или пленка, которые соответственно экструдируют или соэкструдируют через трубчатую головку, могут быть экструдированы с получением почти окончательных размеров и проклеены в вакууме для получения необходимых окончательных размеров. Однослойный и многослойный лист и пленку можно получать совместной экструзией и раздувом в форме большой трубы, которая может быть разрезана вдоль и формована в трубу, которая будут представлять собой плоский лист или пленку. Формованную стенку трубчатого тела соединяют с головкой, имеющей обычно горловину с раздаточным отверстием и выступом. Один конец трубчатого тела соединен с выступом головки. Головка может быть предварительно формована прямым прессованием или листовым формованием. Обычно для того, чтобы головка и трубчатое тело были сплавлены или связаны вместе, трубчатое тело вставляют в мундштук экструдера и головку подвергают литьевому формованию на конце трубчатого тела. Образующий головку мундштук может быть таким, который формуется с образованием головки, имеющей цельный колпачок с цельно образованным гибким шарнирным соединением. Обычно головку трубы закрывают колпачком, осуществляют наполнение трубы через нижний открытый конец трубы, который затем герметически заделывают. Хотя сжимаемые раздаточные трубы обычно изготавливают вышеуказанным способом, некоторые сжимаемые раздаточные трубы и некоторые контейнеры изготавливают посредством пневмоформования с экструзией заготовки, при котором экструдируют однослойную или многослойную заготовку или предварительно отформованную заготовку и затем раздувают в форме с получением желательных форм конечной емкости, например, такой, которая имеет выполненные в виде целого стенку тела, выступ, горловину и закрытое дно. Некоторые контейнеры, включающие сжимаемые раздаточные трубы, изготавливают литьевым формованием с тем, чтобы они имели выполненные в виде целого стенку тела, выступ и горловину, которая может иметь образованные в виде единого целого гибкое шарнирное соединение и колпачок, и открытое дно.
Наружные слои пленок и стенок корпуса контейнеров, применяемых в упаковке пищевых продуктов, могут быть любым подходящим полимерным материалом, таким как линейный полиэтилен высокого давления, полиэтилен высокого давления, смеси этих полиэтиленов и иономеры, включающие иономеры натрия и цинка. Такие иономеры включают Surlyn, сополимер этилена и винилацетата и т.д. В обычно применяемых термоусадочных мешках наружные слои обычно являются полиэтиленом высокого давления или его смесями. Подходящие наружные слои для мешков, предназначенных для упаковки мяса, описаны в патенте США №4457960 Newsome, который включен в это описание в качестве ссылки.
Хотя общепринятые пленки были подходящими для многих применений, было обнаружено, что имеется потребность в пленках, которые являются, например, более прочными и более легко подвергаются обработке, чем традиционно применяемые пленки. При изготовлении мешков для упаковки мяса возникает потребность в пленках и мешках, которые обладают высокой ударопрочностью и способностью к герметической заделке, а также способностью подвергаться сшиванию без чрезмерного ухудшения качества и разрушения. Поэтому цель настоящего изобретения предусматривает усовершенствованные структуры, включающие однослойные и многослойные пленки, листы, пластиковые крышки и контейнеры, например мешочки, трубы и мешки. В особенности имеется потребность в структурах, применяемых в усадочных мешках, способных выдерживать производственные напряжения и процесс усадки.
Было также обнаружено, что имеется потребность в контейнерах, например сжимаемых раздаточных контейнерах или трубах, обладающих высокой прочностью сцепления между слоем или компонентом, являющимся пропиленовым полимером, и компонентом, являющимся этиленовым полимером. Таким образом, другая цель этого изобретения предусматривает усовершенствованные полимерные структуры с усовершенствованными адгезионными свойствами. Так, например, известно, что в промышленности по производству упаковок было трудно связать структуру, такую как головка или слой сжимаемой раздаточной трубы или просто слой, изготовленный из пропиленового полимера, такого как полипропилен или сополимер пропилена и этилена, непосредственно со структурой, например со слоем, изготовленным из этиленового полимера, например полиэтилена высокого давления (“LDPE”). Хотя добавление этиленового полимера к структуре пропиленового полимера для повышения адгезии к структуре этиленового полимера является известным, однако до сих пор для достаточного повышения адгезии было необходимо добавлять значительное количество этиленового полимера. Это является нежелательным. При добавлении значительного количества желательные свойства пропиленового полимера значительно ухудшаются. Так, например, головки сжимаемой раздаточной трубы, имеющие цельный поворачивающийся колпачок, соединенный в виде одного целого с головкой посредством шарнирного соединения, изготавливают обычно из пропиленового полимера, например полипропилена, или сополимера пропилена и этилена, вследствие того что свойства полипропилена позволяют шарнирному соединению неоднократно сгибаться без растрескивания или разрыва. Добавление значительного количества полиэтилена к пропиленовому полимеру, применяемому для образования головки трубы, позволяет получить удовлетворительную адгезию к слою стенки полиэтиленового корпуса и приводит к уменьшенной эластичности гибкого шарнирного соединения и/или преждевременному разрушению шарнирного соединения. Кроме того, поскольку головки труб, изготовленные из пропиленового полимера, до сих пор не могли быть надежно непосредственно связаны со слоем стенки корпуса сжимаемой раздаточной трубы, изготовленным из полиэтилена, промышленность по производству упаковок ограничивалась типами головок и материалами для головок, которые могли быть использованы, а также типами материалов для слоя стенки корпуса, которые можно было связать с пропиленовыми головками. Поэтому главная цель этого изобретения предусматривает прежнюю связь структуры, например головки сжимаемой раздаточной трубы или слоя, состоящего из пропиленового полимера, со структурой, например со слоем стенки корпуса трубы, состоящим из этиленового полимера.
Другая цель этого изобретения предусматривает упаковочную структуру или пленку, имеющую слой из пропиленового полимера, который может быть надежно связан или который связан с прилегающим слоем этиленового полимера.
Другая цель изобретения предусматривает контейнер, например сжимаемый раздаточный контейнер или головку сжимаемой раздаточной трубы, включающую пропиленовый полимер, соединенную или которая может быть соединена с высокой прочностью сцепления непосредственно со структурой, например со слоем или с стенкой корпуса или слоем боковой стенки контейнера или трубы, где слой включает полиэтилен.
Другая цель этого изобретения предусматривает вышеуказанный сжимаемый раздаточный контейнер или трубу, которая не дает трещины, вследствие напряжения, между слоем стенки корпуса, состоящим из первого этиленового полимера, и головкой из пропиленового полимера, после подвержения раздаточного контейнера или трубы агентам, вызывающим образование трещин вследствие напряжения.
Другая цель изобретения предусматривает сжимаемый раздаточный контейнер или трубу, которая упоминалась выше, чья головка имеет цельный колпачок, непосредственно связанный с головкой в виде единого целого гибким шарнирным соединением, которое может подвергаться 10000 циклам изгиба без трещин, возникающих вследствие напряжения, или разрывов.
Еще одна цель этого изобретения предусматривает способ повышения адгезии между вышеуказанными структурами без применения клеящего вещества.
Сущность изобретения
Структуры настоящего изобретения могут быть однослойными или многослойными пленками, листами, пластиковыми крышками, мешочками, контейнерами, трубами и мешками, где, по меньшей мере, один слой содержит полимер, обычно сополимер, образованный реакцией полимеризации в присутствии катализатора с одними активным центром, такого как металлоцен. Примерами такого полимера являются этиленовый и пропиленовый полимеры и их сополимеры. Одним предпочтительным сополимером является сополимер этилена и альфа-олефина, где такой альфа-олефин имеет длину углеродной цепи С3-С20. Структуры настоящего изобретения могут также включать смеси полимеров и сополимеров у образованных реакцией полимеризации в присутствии катализаторов с одним активным центром, или смеси полимера и сополимера, образованного реакцией полимеризации в присутствии катализатора с одним активным центром, и другой полимерный материал. Примеры подходящих полимеров для смешивания включают: полиэтилен низкого и среднего давления (HDPE, MDPE), линейный полиэтилен высокого давления (LLDPE), полиэтилен высокого давления (LDPE), сополимер этилена и винилацетата (EVA), полиэтилен сверхвысокого давления (ULDPE или VLDPE), полипропилен (РР) и иономеры, такие как Surlyn.
Настоящее изобретение может также представлять собой многослойную структуру, состоящую, по меньшей мере, из двух слоев или, по меньшей мере, из трех слоев, где центральный слой является барьерным слоем. В одном варианте настоящего изобретения может быть первый наружный слой из этиленового или пропиленового полимера или сополимера, образованного реакцией полимеризации в присутствии катализатора с одним активным центром, барьерный слой и второй наружный слой из полимерного материала. Второй наружный слой может быть этиленовым или пропиленовым полимером или сополимером, образованным реакцией полимеризации в присутствии катализатора с одним активным центром, или слоем из другого полимерного материала, такого как полиэтилен низкого давления, полиэтилен среднего давления, линейный полиэтилен высокого давления, полиэтилен сверхвысокого давления, полиэтилен высокого давления, сополимер этилена и винилацетата, иономер или их смеси. Первый наружный слой может быть также смесью этиленового сополимера с другим подходящим полимерным материалом, например, таким, который описан выше. Предпочтительный полимер, образованный катализатором с одним активным центром, является сополимером этилена и альфа-олефина, такого как бутен-1 или октен-1. В структуре между одним или обоими наружным слоями или на верхней поверхности одного или обоих наружных слоев могут находиться дополнительные слои, такие как клеевые прослойки или другие полимерные слои. Структуру настоящего изобретения можно сделать одноосно-ориентированной или двуосно-ориентированной и сшить с помощью подходящих средств, таких как облучение или химическое сшивание.
Настоящее изобретение включает структуру в форме сжимаемого раздаточного контейнера, который может быть в форме трубы, состоящей из слоя полимера или из полимера, обычно сополимера, полученного реакцией полимеризации в присутствии системы металлоценового катализатора или в присутствии катализатора с одним активным центром, например металлоцена. Полимер может быть этиленовым или пропиленовым полимером. Слой может быть смесью вышеуказанного этиленового полимера или сополимера с полиолефином. Этиленовый полимер может быть сополимером или интерполимером этилена и С3-С20-альфа-олефина. Этиленовый полимер предпочтительно является сополимером этилена и бутена-1, предпочтительно сополимером линейного этилена и бутена-1. Полиолефин смеси может быть пропиленовым полимером, который может быть полипропиленом, сополимером пропилена, например сополимером пропилена и этилена, или терполимером пропилена, например эластомерным терполимером, полученным из этилена и пропилена. Пропиленовый полимер смеси может составлять значительное количество, предпочтительно от около 70 до 90 мас.% от массы смеси, и этиленовый полимер смеси может составлять незначительное количество, предпочтительно от около 10 до 30 мас.% от массы смеси. В предпочтительной смеси пропиленовый полимер, например эластомерный терполимер пропилена и этилена, может составлять от около 85 до 90 мас.% от массы смеси, и этиленовый полимер, например сополимер этилена и альфа-олефина, может составлять от около 10 до около 15 мас.% от массы смеси. Предпочтительный пропиленовый полимер смеси может включать сополимер, содержащий около 75 мас.% полипропилена и около 25 мас.% полиэтилена в расчете на массу сополимера. Пропиленовый сополимер может иметь плотность около 0,899 до около 0,903 г/см3, скорость потока расплава около 2 г/10 мин и температуру плавления в соответствии с DSC (дифференциальной сканирующей калориметрией) около 161°С. Сополимер этилена и альфа-олефина, предпочтительно сополимер линейного этилена и бутена-1, может иметь индекс расплава от около 3,5 до около 4,5 дг/мин, плотность от около 0,900 до 0,905 г/см3 и пик температуры плавления в соответствии с DSC от около 92 до около 98°С.
Сжимаемый раздаточный контейнер или труба изобретения может иметь стенку корпуса, которая представляет собой или включает слой, состоящий из этиленового полимера, иногда называемого в этом описании первым этиленовым полимером, и прилегающий слой, состоящий из смеси пропиленового полимера и этиленового полимера, иногда называемого в этом описании вторым этиленовым полимером.
Сжимаемый раздаточный контейнер или труба может состоять из головки, имеющей раздаточное отверстие и выступ, и слоя стенки тела, непосредственно связанного с головкой, причем слой состоит из первого этиленового полимера, и головка состоит из смеси пропиленового полимера и второго этиленового полимера. В этих контейнерах второй этиленовый полимер смеси образован реакцией полимеризации в присутствии системы металлоценового катализатора или в присутствии катализатора с одним активным центром, например металлоцена. Контейнеры изобретения могут иметь слой пленки корпуса, состоящий из смеси, содержащей от около 85 до около 90 мас.% терполимера пропилена и от около 10 до около 15 мас.% сополимера этилена и бутена-1. В смеси контейнера или головки трубы пропиленовый полимер может быть сополимером, содержащим около 75 мас.% полипропилена и около 25 мас.% полиэтилена в расчете на массу сополимера, и может составлять от около 70 до около 80 мас.% от массы смеси, и второй этиленовый полимер может быть сополимером этилена и альфа-олефина и может составлять от около 20 до 30 мас.% от массы смеси.
Настоящее изобретение включает способ повышения адгезии между первым слоем, включающим первый этиленовый полимер, и прилегающим вторым слоем, включающим пропиленовый полимер, или способ повышения адгезии между сжимаемым раздаточным контейнером или головкой трубы, состоящей из пропиленового полимера, и слоем стенки корпуса сжимаемой раздаточной трубы, состоящим из первого этиленового полимера, где способ может включать смешивание с пропиленовым полимером, образующим второй слой головки трубы, второго этиленового полимера, образованного реакцией полимеризации в присутствии системы металлоценового катализатора или катализатора с одним активным центром, которым может быть металлоцен. Способ может также включать смешивание с первым этиленовым полимером, образующим первый слой, пропиленового полимера, иногда называемого в этом описании вторым пропиленовым полимером, образованным реакцией полимеризации в присутствии системы металлоценового катализатора или в присутствии катализатора с одним активным центром, которым может быть металлоцен. Предпочтительный способ включает смешивание второго этиленового полимера с пропиленовым полимером, образующим второй слой или головку трубы.
В структурах контейнеров и способах настоящего изобретения головка трубы может иметь цельный колпачок, который в виде одного целого связан с головкой гибким шарнирным соединением.
Краткое описание чертежей
Фиг.1 представляет собой вид трехслойной структуры настоящего изобретения в вертикальном разрезе.
Фиг.2 представляет собой вид пятислойной пленки настоящего изобретения в вертикальном разрезе.
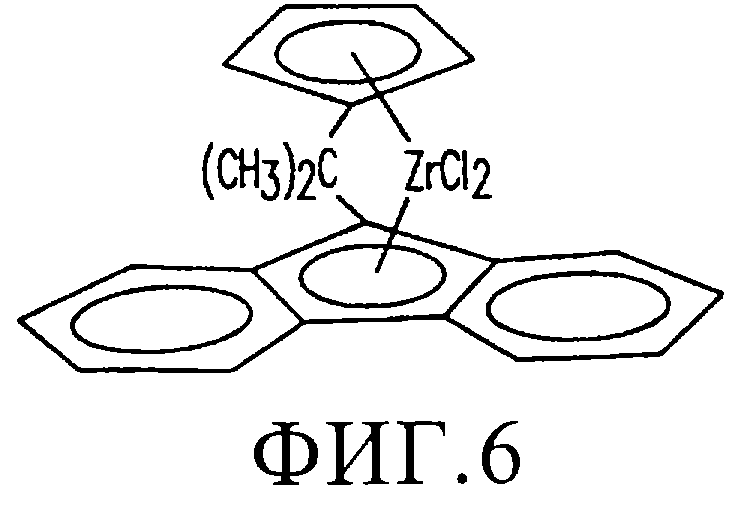
Фиг.3-6 являются примерами структуры металлоценовых катализаторов, применяемых при полимеризации полимера, используемого в структурах настоящего изобретения.
Фиг.7 представляет собой вид двухслойной пленки настоящего изобретения в вертикальном разрезе.
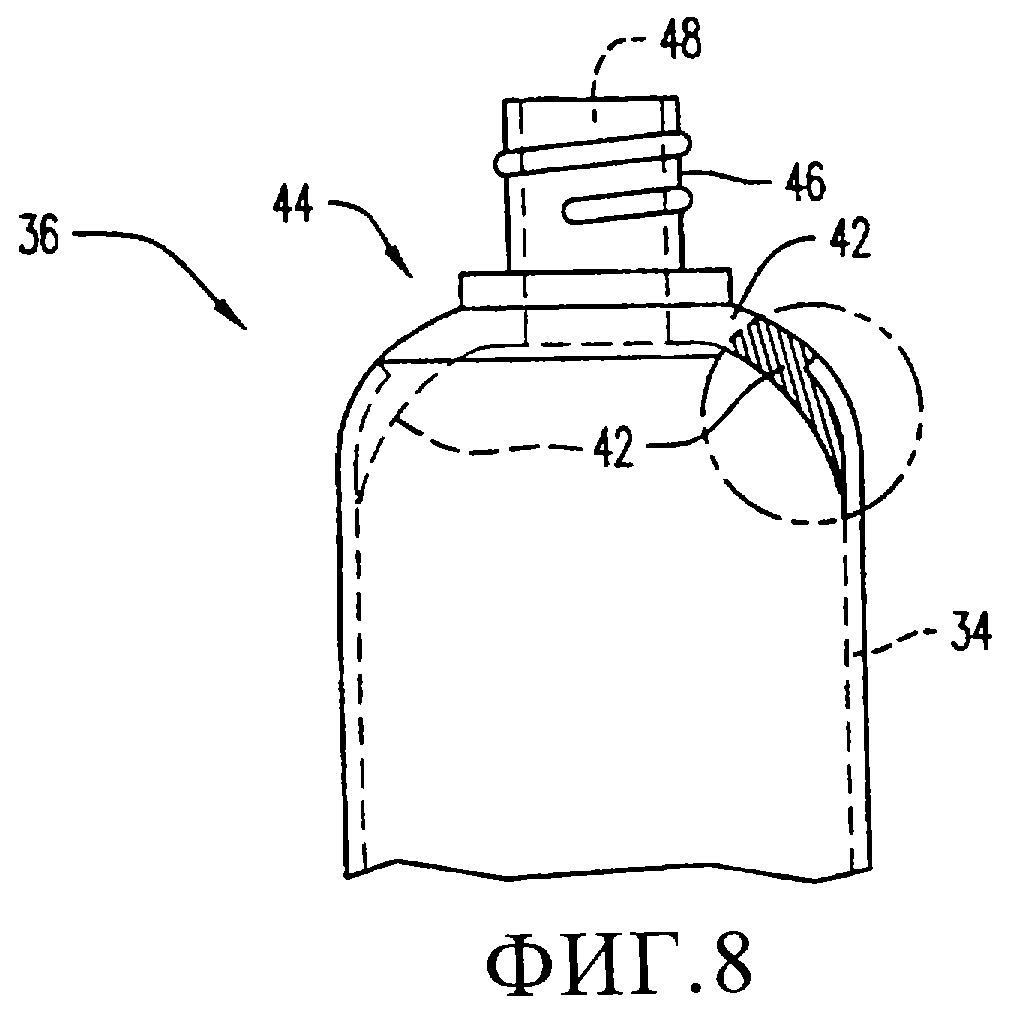
Фиг.8 представляет собой вид спереди сжимаемой раздаточной трубы изобретения с отдельными элементами, изображенными в вертикальном разрезе.
Фиг.9 представляет собой вид окруженной части головки и стенки корпуса сжимаемой раздаточной трубы фиг.8 в увеличенном масштабе.
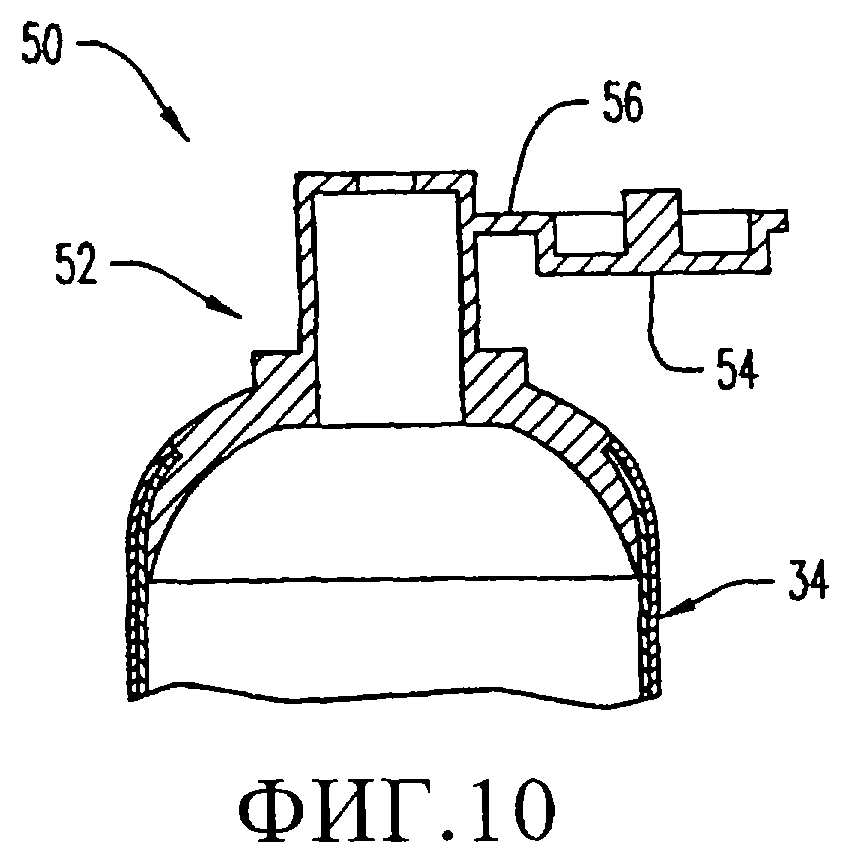
Фиг.10 представляет собой вид альтернативной сжимаемой трубы изобретения с отдельно изображенными элементами в вертикальном разрезе.
Подробное описание изобретения
Структуры настоящего изобретения включают пленки, листы, пластиковые крышки, мешочки, контейнеры, трубы и мешки. Эти структуры могут быть однослойными или многослойными. Структуры состоят из полимеров, которые были получены полимеризацией в присутствии катализатора с одним активным центром, которым может быть металлоцен. Металлоцен является комплексной металлоорганической молекулой, обычно содержащей цирконий или титан и пару циклических алкильных молекул. Более конкретно, металлоценовые катализаторы обычно представляют собой соединения с двумя циклопентадиеновыми кольцами, химически связанными с металлом. Эти катализаторы обычно используют с алюмоксанами в качестве сокатализатора или активатора. Один подходящий алюмоксан является металюмоксаном. Кроме титана и циркония в качестве металла, с которым связан циклопентадиен, может быть также использован гафний. Альтернативные металлоцены могут включать переходные металлы IVA, VA и VIA групп с двумя циклопентадиеновыми кольцами. Вместо двух циклопентадиенов в металлоцене могут альтернативно находиться также моноциклопентадиеновые кольца или сибиламиды. Другие металлы, к которым может быть присоединен циклопентадиен, включают металлы ряда лантаноидов. Фиг.3, 4, 5 и 6 показывают типичные металлоцены, которые являются подходящими катализаторами с одним активным центром.
Хотя механизм реакции понятен неполностью, предполагается, что металлоцен, являющийся катализатором с одним активным центром, ограничивает реакцию полимеризации до одного активного центра на полимере, регулируя тем самым размещение сомономера, длину боковой цепи и разветвление. Образованные в присутствии металлоценовых катализаторов с одним активным центром сополимеры являются высокостереорегулярными продуктами с узким молекулярно-массовым распределением. Металлоцены могут быть использованы для полимеризации этилена, пропилена, этиленовых и ацетиленовых мономеров, диенов и монооксида углерода. Сомономеры, применяемые с этиленом и пропиленом, включают стирол, замещенный стирол, винил, акрилонитрил, метилакрилат, метилметакрилат и 1,4-гексадиен. Металлоценовые катализаторы с одним активным центром способны давать изотактические полимеры и синдиотактические полимеры, т.е. полимеры, в которых кристаллические ответвления регулярно чередуются на обеих сторонах главной цепи полимера. Имеется два основных типа катализаторов с одним активным центром. Первый тип катализаторов представляют нестереоселективные катализаторы, которые были созданы фирмой Exxon and Dow и которые используют для получения полимеров Exxon’s Exact и полимеров Dow’s CGCT. См. фиг.3 и 4. Второй тип катализаторов представляет стереоселективные катализаторы, созданные Hoechst and Fina для стереоспецифической полимеризации, в частности, полипропилена и других олефинов, таких как бутен-1 и 4-метилпентен-1 (см. фиг.5 и 6).
Этилен и альфа-олефины, полимеризуемые с помощью катализатора с одним активным центром, имеют низкую кристалличность и плотность в диапазоне от 0,854 до 0,97 г/см3. Хотя такой диапазон плотности подобен диапазону плотности традиционных этиленовых полимеров, т.е. LDPE, LLDPE и ULDPE, полимеры в структурах настоящего изобретения имеют узкое молекулярно-массовое распределение и однородное разветвление. Молекулярно-массовое распределение предпочтительных полимеров может быть представлено формулой:
ММР Mw/Mn=<2,5
Предпочтительные полимеры могут иметь ММР от около 1,97, более предпочтительно от около 2,0 до 2,2.
Кроме того, обрабатываемость расплава этих полимеров (I10/I2) находится в диапазоне от около 5,5 до около 12, тогда как обычные гомогенные полимеры имеют обычно показатели обрабатываемости расплава менее 6,5 при ММР, равном 2. Натяжение расплава этих полимеров находится в диапазоне от около 1,5 до 3 граммов.
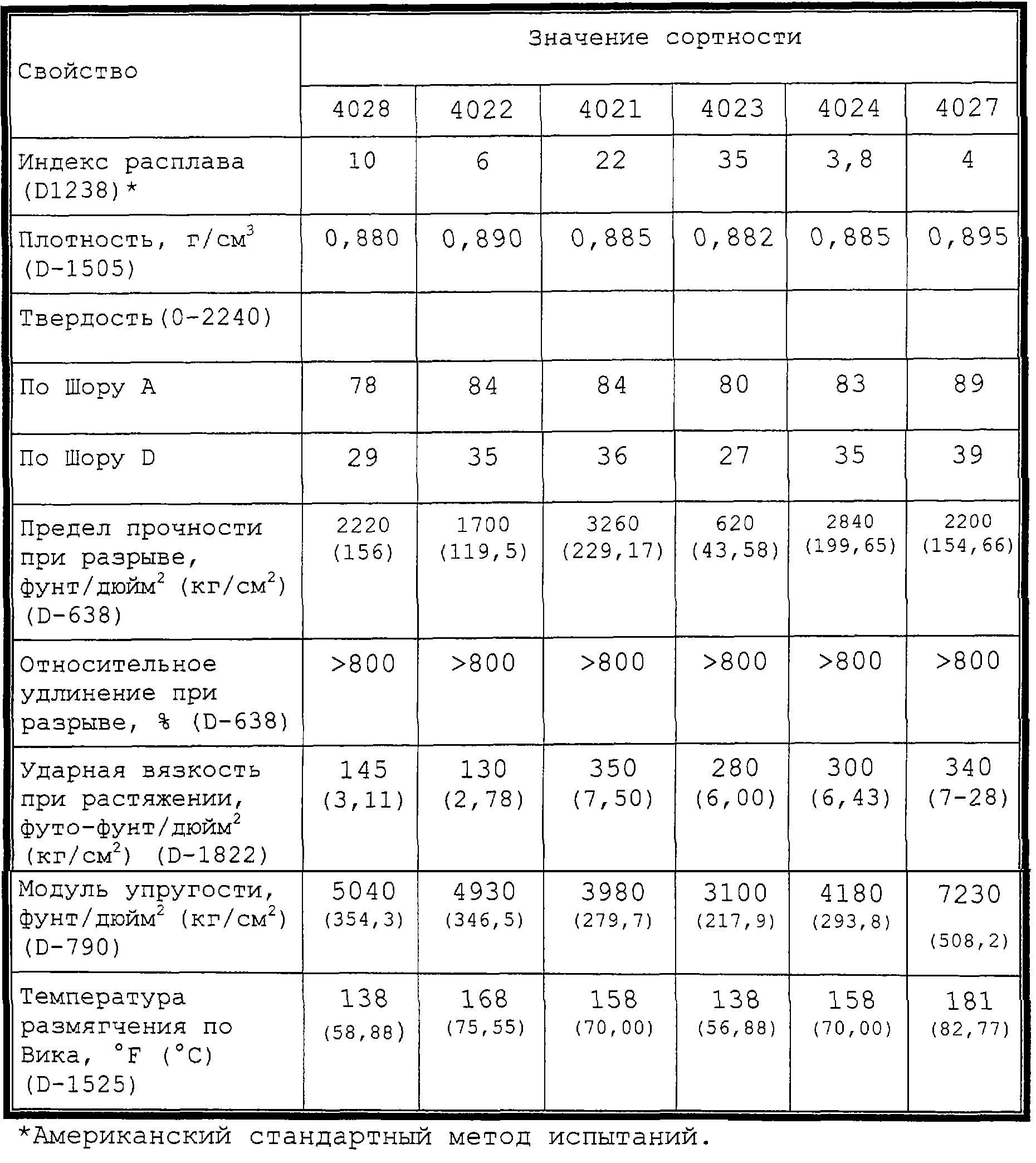
ММР этих полимеров может быть определено с применением Waters 150 GPC (гель проникающей хроматографии при 140°С с линейными колонками (1036 А-106 А0) от Polymer Labs и дифференциального рефрактометрического детектора. Сравнение ММР 1MI, полимера CGCT с плотностью 0,920, с таковым 1MI обычного LLDPE с плотностью 0, 920 показывает очень узкое ММР полимеров CGCT, которые обычно имеют Mw/Mn, равное примерно 2, по сравнению с Мw/Мn LLDPE, равным 3 или более. Предпочтительный этиленовый сополимер является сополимером этилена и С1-С20-альфа-олефина. Предпочтительным сополимером является сополимер этилена и октена с низким модулем, продаваемый фирмой Dow. Этот сополимер образован с помощью технологии, разработанной фирмой Dow, в которой используется катализатор с ограниченной конфигурацией и одним активным центром, такой как комплексы циклопентадиенилтитана. Для лучшего понимания, катализаторы с ограниченной конфигурацией фирмы Dow основаны на переходных металлах XV группы, которые ковалентно связаны с моноциклопентадиениальной группой, соединенной мостиковой связью с гетероатомом. Угол связи между моноциклопентадиениальной группой, центром титана и гетероатомом составляет менее 115°. Когда альфа-олефин присутствует в сополимере в диапазоне от около 10 до 20% по массе такие сополимеры относят к пластомерам. Когда содержание альфа-олефина составляет более 20%, такие сополимеры называют эластомерами. Предпочтительный сополимер этилена и октена имеет сомономер октена, присутствующий в количестве менее 25%. Примеры сополимера этилена и октена фирмы Dow имеют следующие физические свойства.
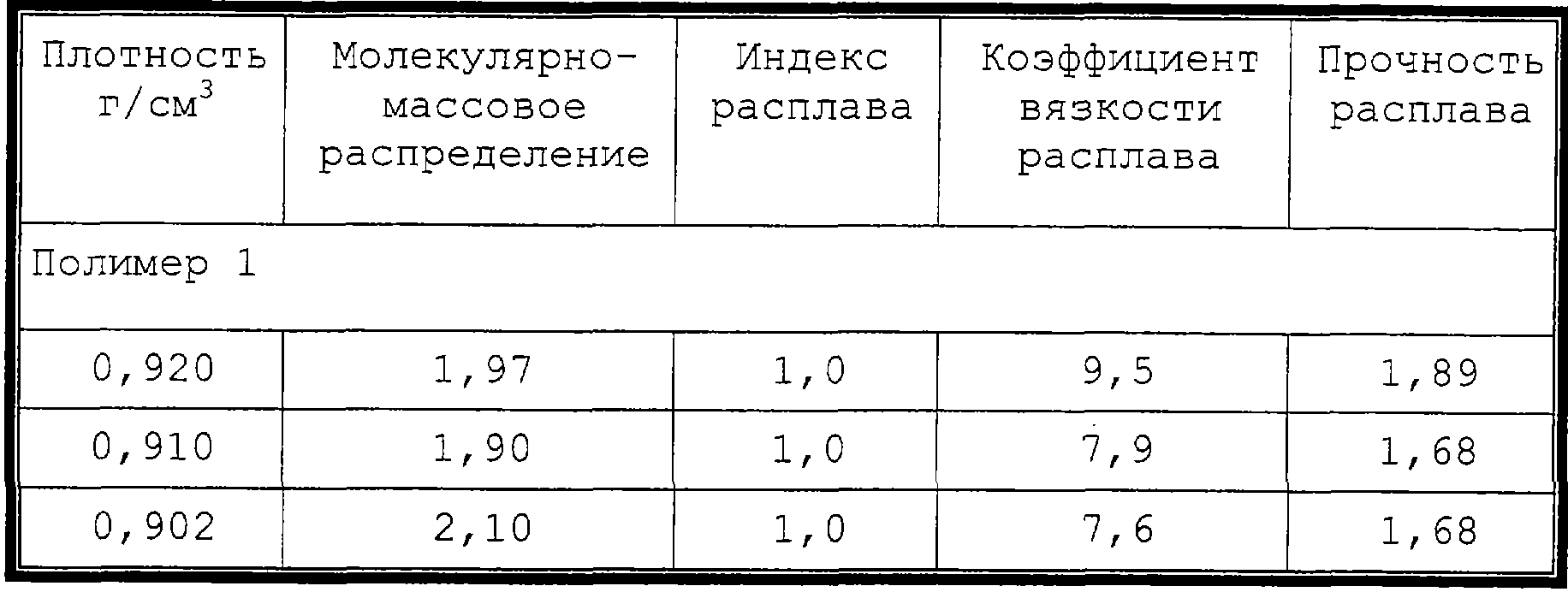
Молекулярно-массовое распределение определено как отношение средневесовой молекулярной массы к среднечисленной молекулярной массе. Чем ниже цифра, тем уже молекулярно-массовое распределение. Коэффициент вязкости расплава определен как отношение индекса расплава, который определяется при нагрузке 10 кг, к индексу расплава, определяемому при нагрузке 2 кг. Чем выше коэффициент, тем больше обрабатываемость материала. Коэффициент вязкости расплава определен в виде поверхностного натяжения расплава, измеренного в граммах. Чем выше значение, тем больше прочность расплава. Другие подходящие полимеры представляют полимеры Exact, продаваемые фирмой Еххоn. Некоторые из этих полимеров имеют следующие свойства:
Типичные свойства полиэтиленов Exact сорта, приемлемого в медицине
Структура настоящего изобретения состоит из этиленового, пропиленового или стиролового полимера или сополимера, образованного реакцией полимеризации в присутствии катализатора с одним активным центром, предпочтительно металлоцена. (Образованный таким образом полимер или сополимер иногда указан в этом описании как второй полимер, например как второй этиленовый полимер или как второй пропиленовый полимер, чтобы его можно было отличить от этиленового или пропиленового полимера или сополимера, который не образован таким способом, последний иногда указан как первый этиленовый полимер или первый пропиленовый полимер). Этилен может быть сополимеризован с любым подходящим мономером, таким как С3-С20 -альфа-олефин, включающий пропилен, бутен-1, 1-пентен, 4-метилпентен-1, гексен-1 и октен-1. Предпочтительным сомономером является октен-1. Другим предпочтительным сомономером является бутен-1. Предпочтительный сополимер этилена и альфа-олефина настоящего изобретения имеет плотность в диапазоне от 0,880 г/см3 до около 0,920 г/см3, более предпочтительно в диапазоне от 0, 890 г/см3 до около 0,915 г/см3 и наиболее предпочтительно от около 0,900 г/см3 до около 0,912 г/см3.
Фиг.1 показывает поперечное сечение трехслойной совместно экструдированной структуры. Слой 14 является центральным слоем, который может быть барьерным слоем, уменьшающим пропускание кислорода в структуру. Предпочтительными барьерными материалами являются поливинилиденхлоридные сополимеры, такие как сополимеры винилиденхлорида и винилхлорида или алкилакрилата, например метилакрилата. Другие предпочтительные барьерные материалы включают этиленвиниловый спирт, найлон или металлическую фольгу, такую как алюминиевая. Слой 14 может быть также сополимером этилена и стирола, образованным в реакции полимеризации с применением катализатора с одним активным центром. Сополимер винилиденхлорида может быть также полимеризован реакцией полимеризации в присутствии катализатора с одним активным центром. Кроме того, слой 14 может быть также полистиролом, образованным реакцией полимеризации в присутствии катализатора с одним активным центром. Одним таким полистиролом является кристаллический синдиотактический полистирол, продаваемый фирмой Idemitsu Petro-Chemical Co., Токио, Япония.
На сторонах, расположенных напротив центрального слоя 14 фиг.1, находятся слои 12 и 16. По меньшей мере, одним из слоев 12 является полимер, образованный реакцией полимеризации в присутствии катализатора с одним активным центром. Оставшийся слой 16 может быть любым подходящим полимерным материалом, таким как сложный полиэфир, сложный сополиэфир, полиамид, поликарбонат, полипропилен, сополимер пропилена и этилена, сополимер этилена и пропилена, комбинации полипропилена и сополимер этилена и винилацетата, полиэтилен сверхвысокого давления, полиэтилен высокого давления, полиэтилен среднего давления, полиэтилен низкого давления, сополимеры линейного полиэтилена высокого давления, сополимер линейного полиэтилена среднего давления, сополимер линейного полиэтилена низкого давления, иономер, сополимер этилена и акриловой кислоты, сополимер этилена и этилакрилата, сополимер этилена и метилакрилата или сополимер этилена и метакриловой кислоты.
В альтернативном варианте слой 12 может быть смесью полимера, образованного реакцией полимеризации в присутствии катализатора с одним активным центром, и соответствующего полимерного материала, например, такого, который указан при описании вышеуказанного слоя 16.
Как видно из фиг.2, структура может также включать варианты, которые имеют на первом слое 22 четвертый слой 28 и на третьем слое 26 пятый полимерный слой 30. Состав четвертого слоя 28 может быть выбран из той же самой группы материалов, из которой выбран состав первого слоя 12 или третьего слоя 16, и пятый слой 30 может также иметь такой же состав, который имеет первый слой 22 или третий слой 26.
В альтернативном варианте фиг.2 пятислойная структура может иметь первый слой 28, подобный по составу слою 12 фиг.1, т.е. пленка может иметь первый слой из полимера, образованного реакцией полимеризации в присутствии катализатора с одним активным центром, или его смесей с другим подходящим полимерным материалом. Один или оба из второго 22 и четвертого 26 слоев может(гут) быть клеевой(ыми) прослойкой(ами).
Состав клеевых прослоек 22 и 26 выбирают в зависимости от их способности связывать центральный или барьерный слой 24 с поверхностными слоями 28 и 30. К центральному или барьерному слою 24 хорошо прилипает множество хорошо известных экструдируемых клеящих полимеров. Таким образом, если, например, слой 30 является полипропиленом, для слоя 26 желательно выбрать клеящий полимер на основе полипропилена. Примерами таких клеящих веществ являются экструдируемые полимеры, доступные под торговыми марками Admer QF-500, QF-550 или QF-551 от фирмы Mitsui Petrochemical Company, или Exxon 5610 А2.
Если слой 28 или 30 состоит из полимера или сополимера на основе этилена, для слоя 22 предпочтительно выбирают клеящий полимер на основе этилена, включая при этом гомополимеры и сополимеры этилена. Таким предпочтительным клеящим составом является состав на основе сополимера этилена и винилацетата, содержащего от 25% до 30% по массе винилацетата. Другие гомополимеры и сополимеры на основе этилена, модифицированные для усиления клеящих свойств, хорошо известны, например, под торговыми названиями Bynel и Plexar. Типичными основными полимерами для таких экструдируемых клеящих веществ являются полиэтилен и сополимеры этилена и винилацетата. Такие клеящие полимеры, включающие полимеры на основе полипропилена, обычно модифицируют карбоксильными группами, такими как ангидридные. В качестве клеящих веществ являются также приемлемые сополимеры этилена и метилакрилата (ЕМА).
В структурах настоящего изобретения могут также присутствовать дополнительные слои. Так, например, настоящее изобретение предполагает в пленке настоящего изобретения наличие 4, 6, 7, 8 и большего числа слоев, и могут также присутствовать различные комбинации слоистых структур. Так, например, может присутствовать более одного барьерного слоя, т.е. два слоя поливинилиденхлоридных сополимеров, два слоя фольги или два слоя EVOH или найлона. Альтернативно может присутствовать слой EVOH или найлона. Альтернативно может присутствовать слой EVOH и слой поливинилиденхлоридного сополимера или полиамида или полистирола и другие комбинации из материалов центрального слоя. Дополнительные слои структур настоящего изобретения также включают более одного полимера, образованного реакцией полимеризации в присутствии катализатора с одним активным центром. Полимеры могут быть в слое по отдельности или в форме смеси. Полимеры, подходящие для смешивания с этиленовым полимером, образованным в реакции полимеризации, проводимой в присутствии катализатора с одним активным центром, включают другие этиленовые полимеры, образованные в реакции полимеризации в присутствии катализатора с одним активным центром, LDPE, LLDPE, ULDPE, EVA, иономеры, сополимеры этилена, сополимеры этилена и метилакрилата (ЕМА), сополимеры этилена и акриловой кислоты (ЕАА), этилметилакриловую кислоту (ЕМАА), пропиленовые полимеры, например полипропилен (РР), сополимеры этилена и нормального бутилакрилата (ENBA) и сополимеры этилена и пропилена (РРЕ). Полимеры, подходящие для смешивания с пропиленовыми полимерами, образованными в реакции полимеризации в присутствии катализатора с одним активным центром, включают сополимеры этилена и пропилена.
Предпочтительными смесями, в которых применяются EVA’s, являются такие, которые имеют пониженное содержание VA, т.к. они имеют склонность давать слои EVA, имеющие более высокое сопротивление при нагревании. EVA’s, имеющие повышенное содержание VA, имеют склонность давать слои EVA, имеющие, например, повышенную адгезию к слою сополимера винилиденхлорида. EVA’s, имеющие фактически любое количество VA, будут иметь более высокую адгезию к слою сополимера винилиденхлорида, чем к гомополимеру этилена. Однако поскольку в изобретении считается желательной высокая межслойная адгезия, поэтому для повышения адгезии обычно осуществляют стадии, не оказывающие неприемлемого отрицательного действия. Таким образом, предпочтительным является повышенное содержание VA, а именно в диапазоне от 6% до 12% винилацетата, предпочтительным также является индекс расплава менее 1. Хотя количества компонентов смеси показаны в описании в мас.%, содержание VA приведено в мол.%. В особенности предпочтительные EVA имеют содержание VA от 7% до 9% и индекс расплава от 0,2 до 0,8. Для составления компонента EVA слоев 16 и 18 приемлемыми являются смеси EVA’s.
Структура настоящего изобретения может быть образована посредством любого подходящего способа. Эти способы включают экструзию, совместную экструзию, нанесение покрытия методом экструзии, изготовление слоистых материалов экструдированием, изготовление слоистых материалов с применением клеящих веществ и подобные способы и комбинации таких способов. Специальный способ или способы изготовления данной пленки, являющейся неориентированнной и несшитой, могут быть выбраны средним специалистом в данной области сразу же после определения желательной структуры и состава.
Когда структура настоящего изобретения является пленкой, пленка может быть также ориентирована или одноосно или двуосно. Ориентация может быть осуществлена любым способом, общепринятым для образования многослойных пленок. Предпочтительный способ включает стадии совместной экструзии подлежащих ориентации слоев, последующей ориентации в одном из обычных процессов, например, таких, как ориентация пленки раздувом с барботажем или ориентация вытяжкой, в форме сплошного листа, причем в обоих процессах происходит молекулярная ориентация. Способ двойного барботажа, раскрытый в патенте США №3456044 Pahike, является подходящим для применения при изготовлении пленки этого изобретения. Пленки могут быть также формованы способом закалки в воде барботажем. В этом способе пленка может быть экструдирована вниз в виде трубы, образованной с помощью головки экструдера с кольцеобразным соплом, и затем перенесена в емкость для закалки в воде, обычно с применением каскада воды на наружную поверхность, обеспечивающей первоначальное охлаждение. Плоскую ленту удаляют из закалочной ванны, повторно нагревают (обычно во второй водяной бане) до температуры ее ориентации, вытягивают в направлении машины между двумя рядами валков, которые вращаются таким образом, чтобы между ними установился линейный дифференциал скорости и одновременно происходила ориентация в поперечном направлении, когда наполненные воздухом пузырьки улавливаются между зазорами валков. В соответствии с общепринятой практикой пленку обычно охлаждают воздухом в зоне ориентации.
Пленка настоящего изобретения может быть также ориентирована и/или поперечно сшита. Первая стадия является стадией формования многослойной пленки. Формование многослойной пленки обычно наиболее легко осуществляют совместной экструзией желательных слоев. Другие способы формования являются приемлемыми до тех пор, пока полученная при завершении процесса изготовления ориентированная пленка представляет собой единую целостную структуру.
Вторая стадия представляет собой стадию ориентации многослойной пленки. Один способ завершения ориентации состоит в нагреве пленки до температуры, соответствующей молекулярной ориентации и ее молекулярному ориентированию. Затем пленка может быть необязательно нагрета путем выдержки ее при повышенной температуре при одновременном сохранении размеров пленки. Стадию ориентации предпочтительно осуществляют на одной линии с первой стадией, которая представляет собой стадию формования пленки.
Третья стадия представляет собой стадию подвержения образованной и ориентированной многослойной пленки облучению электронным пучком.
Дозу облучения электронным пучком устанавливают в зависимости от состава подвергаемой обработке конкретной пленки и от требований к конечному применению. Хотя в действительности любая доза облучения будет вызывать некоторое сшивание, для достижения желательных уровней повышения прочности пленки при нагревании и для расширения диапазона температуры, при которой могут быть образованы удовлетворительные сварные швы, обычно предпочитают минимальный уровень дозы, равный, по меньшей мере, 1,0 мегараду. Хотя может быть допущена обработка дозой примерно до 50 мегарад, однако обычно нет необходимости применять дозу более 10 мегарад, поэтому такая доза является предпочтительным верхним пределом дозы при обработке, причем наиболее предпочтительной дозой является доза от 2 до 5 мегарад.
Третью стадию способа, состоящую в подвержении пленки облучению электронным пучком, осуществляют только после образования многослойной пленки и после молекулярной ориентации, в тех вариантах, где пленку молекулярно ориентируют. Следует отметить, что на стадии облучения все из слоев пленки одновременно подвергаются действию источников облучения, с тем, чтобы облучение всех слоев пленки протекало одновременно.
В одном варианте способа вторую стадию, являющуюся стадией ориентации, можно не осуществлять и для получения сшитой неориентированной многослойной пленки неориентированная многослойная пленка может быть сшита посредством обработки облучением.
ПРИМЕРЫ
В соответствии с настоящим изобретением могут быть получены многослойные пленки. Двуосно вытянутые трехслойные пленки могут быть получены способом “двойного барботажа”, подобным тому, который раскрыт в патенте США №3456044, включающим совместную экструзию следующих составов через многослойную головку, двуосное вытягивание совместно экструдированной исходной трубы. В случае необходимости пленки могут быть облучены.
Пример 1
Слой 1. Сополимер этилена и α -олефина, такого как гексен-1 или октен-1, образованный реакцией полимеризации в присутствии катализатора с одним активным центром или металлоцена (далее СЕО).
Слой 2. Сополимер винилиденхлорида и метилакрилата (VDC-MA).
Слой 3. Полиолефин. Эта пленка может быть подвергнута двуосному ориентированию и, если необходимо, облучению.
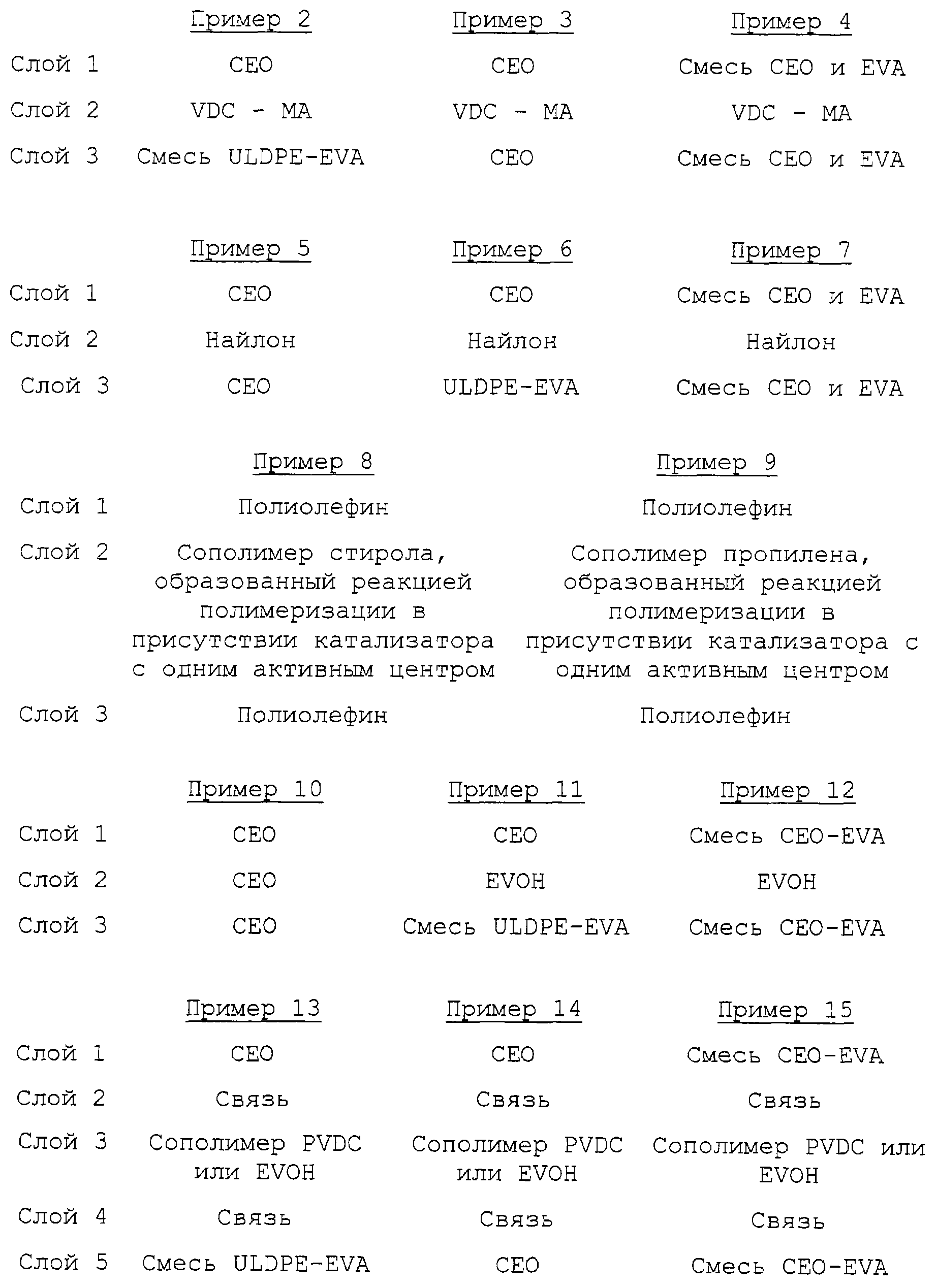
Пример 16
Слой 1. EVA-ULDPE.
Слой 2. ULDPE или CED.
Слой 3. Сополимер PVDC или EVOH.
Слой 4. EVA.
Слой 5. CEO или смесь CEO и EVA.
В соответствии с настоящим изобретением могут быть также получены следующие примеры:
Пример 17
Пленка для мяса - пленка, образующая складки, образованная способом TWQ (закалка в воде барботированием)
СЕН является сополимером этилена и гексена-1, образованным реакцией полимеризации в присутствии катализатора с одним активным центром или металлоцена. С этиленом могут быть также полимеризованы другие α-олефины.
Примеры 18-20
Двухслойные пленки - эти пленки могут быть образованы или на линии получения пленки экструзией с раздувкой или с применением закалки в воде барботированием
Примеры 21 и 22
Пленка для мяса, не образующая складки на поверхности
Эта пленка может быть образована клеевым наслаиванием пленки, образованной из сополимера этилена и α-олефина, на PET пленку, покрытую PVDC.
Эта пленка может быть образована наслоением экструзией пленки PET, покрытой PVDC или LDPE.
Пример 23

Пример 24

Пленки примера 23 и 24 могут представлять собой однослойные пленки или многослойные пленки, когда на слое 1 присутствуют дополнительные слои.
Фиг.7 показывает поперечное сечение предпочтительной структуры, имеющей два слоя и обозначенной позицией 32. Структура может быть стенкой корпуса 34 контейнера или включать такую стенку контейнера, например сжимаемого раздаточного контейнера, показанного в форме трубы 36 на фиг.8. Структура 32 состоит из структуры слоя 38, включающей(его) первый этиленовый полимер, и прилегающей структуры или слоя 40, включающей(его) пропиленовый полимер, смешанный со вторым этиленовым полимером, полученным полимеризацией с применением металлоценовой каталитической системы или катализатора, имеющего один активный центр, предпочтительно металлоцена. Пропиленовый полимер слоя 40 может включать гомополимеры и сополимеры пропилена, такие как полипропилен, сополимеры пропилена и этилена (включая сополимеры этилена и пропилена) и терполимеры пропилена, например эластомерные терполимеры, полученные из или производные ненасыщенных мономеров, включающих пропилен и этилен. Пропиленовый полимер может также включать смеси этих полимеров. Слой 4 фиг.7 является примером слоя 1 примера 24.
Второй этиленовый полимер смеси слоя 40 предпочтительно включает сополимер или интерполимер этилена. Этиленовый полимер предпочтительно является сополимером или интерполимером этилена или альфа-олефина, в частности С3-С20-альфа-олефина. Предпочтительные сополимеры этилена и альфа-олефинов представляют собой сополимеры этилена и бутена-1, в частности линейные сополимеры этилена и бутена-1.
Первый этиленовый полимер слоя 38 может включать полиэтилен высокого давления, линейный полиэтилен высокого давления, полиэтилен очень высокого или сверхвысокого давления, полиэтилен среднего давления, полиэтилен низкого давления, иономер или любую подходящую смесь или комбинацию этих этиленовых полимеров.
Структура 32 может также состоять из первого слоя первого пропиленового полимера, являющегося пропиленовым полимером описанного выше типа в отношении смеси пропиленового полимера и второго этиленового полимера, и второго слоя, состоящего из этиленового полимера, описанного выше в отношении первого этиленового полимера, смешанного со вторым пропиленовым полимером, образованным реакцией полимеризации в присутствии металлоценовой каталитической системы или катализатора, имеющего один активный центр, предпочтительно металлоцена. Второй пропиленовый полимер может включать интерполимер или сополимер пропилена и альфа-олефина, предпочтительно С3-С20-альфа-олефина.
Хотя структуры или элементы, такие как слой, образованный из первого полиэтилена, и структуры или элементы, такие как слой или головка сжимаемого раздаточного контейнера, образованная из полипропилена, обычно плохо прилипают друг к другу, что будет объяснено в дальнейшем, однако структура 32, образованная из слоя 38, включающего этиленовый полимер, и слоя 40, состоящего из смеси пропиленового полимера и второго этиленового полимера, имеет высокую межслойную адгезию.
Фиг.8 показывает сжимаемую раздаточную трубу 36, состоящую из стенки трубчатого корпуса 34, непосредственно соединенной своим верхним концом с выступом 42 головки, обозначенной позицией 44, имеющей горловину 46 с раздаточным отверстием 48. Нижний конец (не показан) стенки корпуса 34 может быть герметизирован, например, известным способом с применением нагрева и давления. Головка 44 предпочтительно состоит из смеси пропиленового полимера и второго этиленового полимера, который может быть таким, как описано выше для слоя 40 фиг.7. Хотя стенка корпуса 34 сжимаемой раздаточной трубы 36 может быть выполнена в виде единственного слоя, состоящего из первого этиленового полимера, такого, который описан выше для слоя 38, показанного на фиг.9, однако стенка корпуса 34 представляет собой двухслойную структуру, такую, которая показана на фиг.1, где слой 38, состоящий из первого этиленового полимера, является внутренним слоем, сплавленным или непосредственно соединенным с головкой 42. Слой 40, состоящий из смеси пропиленового полимера и второго этиленового полимера, является наружным слоем. Как будет объяснено далее, между внутренним слоем 38 и выступом 42 головки 44 достигается высокая адгезия.
Фиг.10 показывает альтернативный вариант сжимаемой раздаточной трубы изобретения, обозначенной позицией 50, имеющей головку 52, имеющую, в свою очередь, цельный колпачок, соединенный в виде единого целого или прикрепленный к головке 52 посредством цельного гибкого шарнирного соединения 56. Головка 52 может состоять из того же самого полимерного материала, из которого состоит головка 44 фиг.8. и стенка корпуса 34 может состоять из тех же самых слоев и материалов для слоев, которые описаны для фиг.8 и 9.
Настоящее изобретение включает усовершенствованные структуры, в особенности упаковочные структуры, состоящие из первой структуры компонента или элемента, предпочтительно смежно связанного со второй структурой, где одна из структур, элементов или компонентов состоит из этиленового полимера (иногда указанного в этом описании как первый этиленовый полимер) и вторая из структур, компонентов или элементов состоит из пропиленового полимера и где полимер каждой структуры смешан или является смесью полимера образованного реакцией полимеризации с применением металлоценовой каталитической системы или катализатора с одним активным центром, предпочтительно металлоцена. Образованный таким образом полимер может быть этиленовым полимером (иногда в этом описании он указан как второй этиленовый полимер), который смешан с пропиленовым полимером одной из структур, и/или он может быть пропиленовым полимером (иногда в этом описании он указан как второй пропиленовый полимер), который смешан с первым этиленовым полимером другой структуры. Изобретение в особенности касается таких усовершенствованных структур, главным образом, упаковочных структур, где образованный таким образом полимер является вторым этиленовым полимером, и при этом он смешан с пропиленовым полимером структуры пропиленового полимера. Таким образом, настоящее изобретение включает усовершенствованные упаковочные структуры, где одна из первой или второй структур, компонентов или элементов состоит из первого этиленового полимера, а другая - из смеси пропиленового полимера и второго этиленового полимера. Усовершенствованные упаковочные структуры имеют высокую прочность сцепления и не имеют растрескивания, вследствие напряжения между структурой слоя корпуса из первого этиленового полимера и структурой контейнера или головки трубы из пропиленового полимера, после того, как контейнер или труба подвергается действию агентов, вызывающих растрескивание вследствие напряжения. Кроме того, желательные свойства, придаваемые пропиленовым полимером его структуре, например придание гибкости цельному гибкому шарнирному соединению, которое в виде единого целого соединяет колпачок с головкой трубы, состоящей из смеси пропиленового полимера и второго этиленового полимера, не ухудшаются по сравнению с головкой трубы, состоящей из пропиленового полимера, но без второго этиленового полимера.
Структуры изобретения, имеющие усовершенствованную прочность сцепления, включают любую первую структуру, состоящую из первого этиленового полимера, и любую вторую структуру, состоящую из смеси пропиленового полимера и второго этиленового полимера. Структура может быть только двухслойной. Предпочтительная структура представляет собой упаковочную структуру, которая может быть контейнером, таким как сжимаемый раздаточный контейнер, или трубой или стенкой, или головкой ее корпуса, или комбинацией таких или других элементов. Поэтому структура может состоять из боковой стенки или стенки корпуса, выполненной из двухслойной пленки, в которой один слой состоит из первого этиленового полимера, а другой слой состоит из смеси пропиленового полимера и второго этиленового полимера. Структура может также состоять из такого двухслойного корпуса или боковой стенки или однослойного корпуса или боковой стенки, состоящей из первого этиленового полимера, где слой первого этиленового полимера однослойной, двухслойной или многослойной стенки корпуса соединен с компонентом упаковки, такой как сжимаемый раздаточный контейнер, или головкой трубы, состоящей из смеси пропиленового полимера и второго этиленового полимера.
Первый этиленовый полимер может быть гомополимером, сополимером, терполимером или другим интерполимером этилена или может быть смесью любого из таких полимеров. Первый этиленовый полимер может быть этиленовым полимером, например, таким, который описан выше в отношении слоя 38 фиг.7 или 9. Также первые этиленовые полимеры хорошо известны и их часто используют в промышленности по производству упаковок. Сжимаемые раздаточные контейнеры или трубы имеют внутренние и наружные поверхностные слои, один или оба из которых могут быть связаны с головкой грубы. Обычно внутренний слой связан с головкой трубы и состоит из LDPE, LLDPE или их смеси. Первые этиленовые полимеры, подходящие для экструзии пластиковой трубы, нанесения защитных покрытий методом наслоения или экструзии, для применения в качестве наружного поверхностного слоя сжимаемых раздаточных контейнеров и труб, хорошо известны в данной области. Материалы, подходящие для таких применений, включают LDPE’s, имеющие индекс расплава от около 0,10 до около 15,0 г/10 мин и плотность от около 0,910 до около 0,940 г/см3. Предпочтительный LDPE в обычной практике доступен от Equistar, преемника Millenium Petrochemicals, Inc., под торговым названием Petrothene® NA-980-000 и имеет индекс расплава около 0,25 г/10 мин и плотность около 0,920 г/см3. Подходящие для таких применений LLDPE’s могут иметь подобные индекс расплава и плотность, которые были указаны выше для LDPE’s. Подходящий первый этиленовый полимер может быть смесью примерно 75 мас.% вышеуказанного LDPE и примерно 25 мас.% такого LLDPE.
Пропиленовые полимеры, которые могут быть использованы со вторыми этиленовыми полимерами в смесях или структурах изобретения, т.е. такие пропиленовые полимеры, которые не образованы реакцией полимеризации с применением системы металлоценового катализатора или катализатора с одним активным центром, включают такие пропиленовые полимеры, которые были указаны в отношении слоя 40 фиг.7 и 9. Подходящие пропиленовые полимеры известны в данной области. Обычно подходящие полипропилены могут иметь индекс расплава от около 0,10 до около 15,0 г/10 мин и плотность от около 0,870 до около 0,915 г/см3. Пропиленовый полимер, в частности, когда он является терполимером пропилена или сополимером пропилена и этилена, предпочтительно имеет скорость течения расплава от около 0,7 до около 6 г/10 мин, плотность от около 0,870 до около 0,910 г/см3 и температуру плавления в соответствии с DSC около 161°С.
Пропиленовые полимеры, подходящие для применения в виде однослойной структуры или в виде слоя совместно экструдированной двухслойной или многослойной структуры, такой как упаковочная пленка, или корпуса, или боковой стенки сжимаемого раздаточного контейнера или трубы, включают эластомерные терполимеры пропилена, полученные из пропилена и этилена, имеющие высокую ударную вязкость и свойства, подходящие для экструзии. Терполимеры могут быть получены из мономеров, включающих, например, высшие олефины и диены, способные придавать терполимеру эластомерные свойства, такие как повышенная ударная вязкость. Мономеры и эластомерные терполимеры пропилена известны в данной области. Предпочтительные терполимеры пропилена включают терполимеры пропилена, этилена и мономера, способного придавать терполимеру эластомерные свойства. Примером предпочтительного эластомерного терполимера пропилена, имеющего высокую ударную вязкость и свойства, подходящие для экструзии, является терполимер, доступный от фирмы Himont Incorporated под торговой маркой Montel KS-021P. Типичными свойствами терполимера являются: скорость течения расплава около 0,9 дг/мин (ASTM D-1238), плотность около 0,88 г/см3 (D792B), первоначальная твердость (по Шору) 48 (D2240) и через 75 сек около 38, предел прочности при растяжении (50 мм/мин) около 1,4 К фунт/дюйм2 (98,42 кг/см2) (D638), процент удлинения при разрыве (50 мм/мин) около 40% (D638), модуль упругости (50 мм/мин) около 55 К фунт/дюйм2 (3866 кг/см2) (D790B), ударная прочность по Изоду с надрезом “неразорванного гибкого шнура” при 73°F (22,78°C) и при -40°F (-40°C) и 76°F (-60°C) 1,1 и деформационная теплостойкость при 66 фунт/дюйм2 (4,639 кг/см2) 120°F (48,89° С). Предпочтительным пропиленовым полимером, подходящим для формирования головки трубы, в особенности головки трубы с гибким шарнирным соединением, показанным на фиг.10, является Pro-fax-8623, представляющий собой полипропиленовую смолу с высокой ударной вязкостью и свойствами, подходящими для экструзии или литья под давлением. Pro-fax-8623 является сополимером около 75 мас.% полипропилена и около 25 мас.% полиэтилена. Pro-fax-8623 доступен от фирмы Himont Incorporated и является торговым названием. Pro-fax-8623 обычно имеет скорость течения расплава около 2 дг/мин (D1238), плотность около 0,9 г/см3(D792A-2), твердость по Роквеллу (шкала R) 66 (D785A), предел прочности при растяжении около 3000 фунт/дюйм2 (210,93 кг/см2) (D638), процент удлинения при разрыве около 12% (D638), модуль упругости около 140000 фунт/дюйм2 (9842 кг/см2) (D790B), ударную прочность, определенную с помощью падающего груза при -20°F (-28, 88°C) 44 футо-фунта (6,0852 кгм) (метод Himont), ударную прочность по Изоду с надрезом при 73°F (22,78°С) около 12 футо-фунтов/дюйм (0,653 кгм/см) и деформационную теплостойкость при 66 фунт/дюйм2 (4,639 кг/см2) около 162°F (72, 22°C) (D648). Примеры пропиленовых полимеров, которые могут быть подходящими для применения со вторыми этиленовыми полимерами в смесях и структурах изобретения, включают полипропиленовые составы, содержащие от около 60 до около 90 частей по массе полипропилена и от около 10 до около 40 частей по массе полимерной смеси, состоящей из этилена и бутена-1, например такие, которые описаны в патенте США №4734459.
Этиленовый полимер, который смешивают с пропиленовым полимером, т.е. второй этиленовый полимер, включает этиленовые полимеры, указанные выше в отношении слоя 40 фиг.7 и 9. Второй этиленовый полимер образуется полимеризацией с применением металлоценовой каталитической системы или катализатора с одним активным центром, например металлоцена. Второй этиленовый полимер может быть линейным или по существу линейным. Он может быть сополимером этилена, предпочтительно сополимером этилена и альфа-олефина, например С3-С20 -альфа-олефина, предпочтительно бутена-1. Более предпочтительно второй этиленовый полимер является линейным сополимером этилена и бутена-1. Применяемый в этом описании термин “линейные” полимеры означает, что полимеры не имеют обнаруженного разветвления углеродной цепи. “По существу линейные” полимеры описаны в патентной литературе, где этот термин означает, что главная цепь макромолекулы полимера является или незамещенный или замещенной 3 разветвлениями/ 1000 атомов углерода. В этом описании это означает, что такие полимеры имеют некоторое разветвление углеродной цепи. Второй этиленовый полимер может иметь индекс расплава от около 0,10 до около 15,0 дг/мин, предпочтительно от около 3,5 до около 4,5 дг/мин, плотность от около 0,880 до около 0,920 г/см3, более предпочтительно от около 0,890 до около 0,915 г/см3 и наиболее предпочтительно от около 0,900 до около 0,912 г/см3, и предпочтительный пик температуры плавления, определенный DSC от около 92 до около 98°С. Предпочтительные линейные сополимеры этилена и бутена-1 являются доступными от Еххоn Chemical под торговыми марками Exact™ 3024 и Exact™ 3027. Exact является фабричной маркой Еххоn Chemical. Вторые этиленовые полимеры получают с применением технологии EXXPOL фирмы Еххоn Chemical.
Типичные составы полимеров и пленок* Exact 3024 и 3027
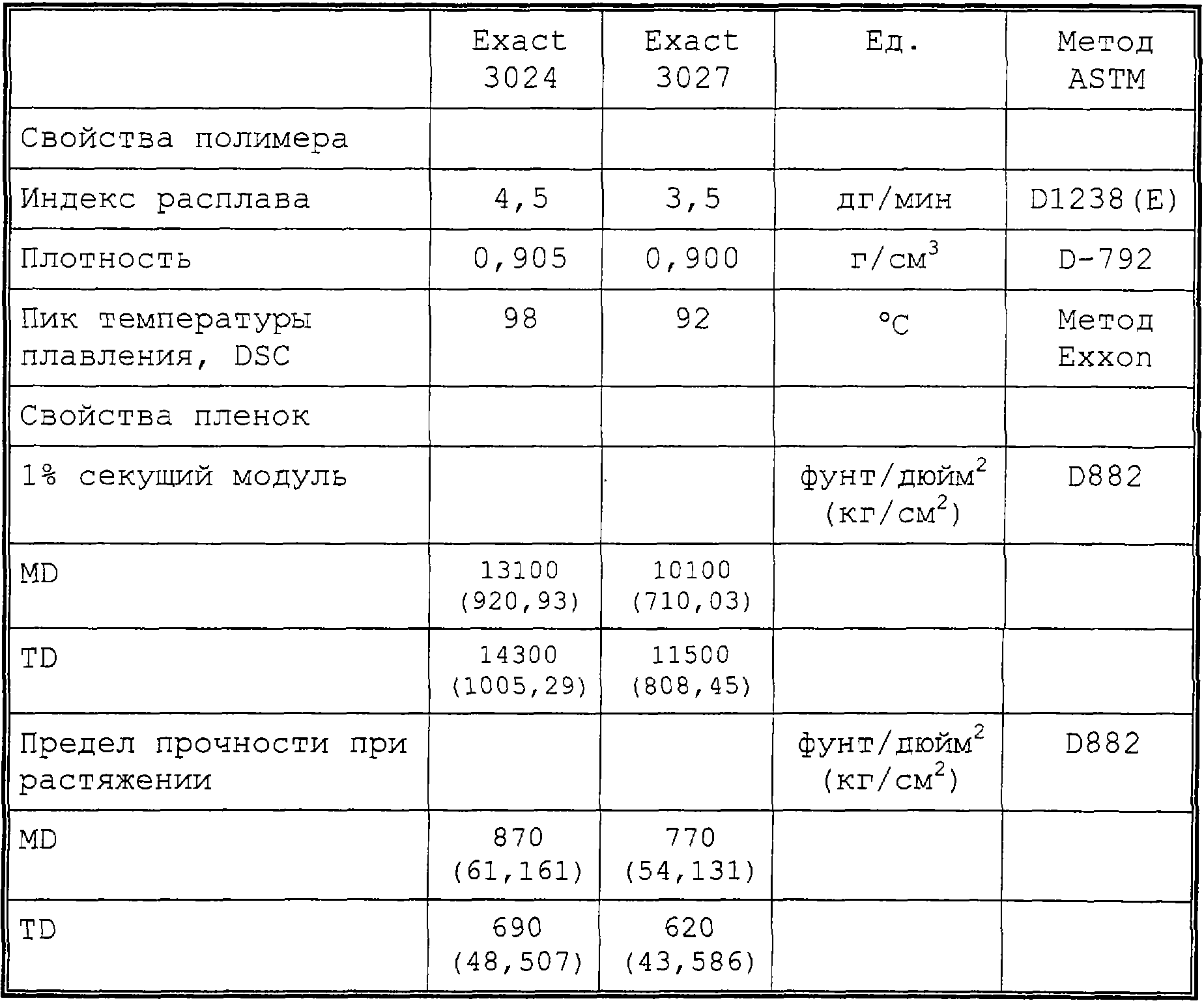

Смесь пропиленового полимера и второго этиленового полимера может включать подходящее небольшое количество второго этиленового полимера, например менее 50 мас.%, при этом остальным является пропиленовый полимер. Смесь предпочтительно включает от около 5 до около 49 мас.% второго этиленового полимера и от около 51 мас.% до около 95 мас.% пропиленового полимера, более предпочтительно от около 70 до около 90 мас.% пропиленового полимера и от около 70 до около 90 мас.% пропиленового полимера и от около 10 до около 30 мас.% второго этиленового полимера.
Для двухслойной пленки или стенки корпуса сжимаемой раздаточной трубы, состоящей из первого слоя, выполненного из первого этиленового полимера, предпочтительно LDPE Petrothene NA 980-000, прочно связанного со вторым слоем, выполненным из смеси пропиленового полимера и второго этиленового полимера, предпочтительно включающей терполимер пропилена Montel KS-021Р, смесь предпочтительно состоит из терполимера пропилена в количестве от около 85 до около 90 мас.% и второго этиленового полимера, предпочтительно линейного сополимера этилена и бутена Exact 3024, взятого в количестве от около 10 до около 15 мас.%. Изготавливали следующие двухслойные структуры для стенки корпуса, состоящие из этих материалов.
Пример 25

Двухслойные структуры имели толщину 0,018 дюймов (0,45 мм), при этом наружный слой смеси составлял примерно 30% и внутренний слой из LDPE - примерно 70% от общей толщины структуры. Двухслойные структуры формировали способом совместной экструзии с водной закалкой методом барботажа, во время которого в трубчатой вакуумной камере формованием калибровали сплошной трубчатый экструдат. Внутренний диаметр камеры составлял примерно 1,5 дюйма (3,81 см). Сплошной трубчатый экструдат разрезали на 10 (десять) трубчатых тел, каждое из которых имело длину 5 дюймов (12,7 см). Трубчатые тела имели внутренний диаметр, равный примерно 1,509 дюймов (3,832 см), наружный диаметр, равный примерно 1,545 дюймов (3,924 см) и толщину стенки, равную примерно 0,036 дюймов (0,091 см). Эти трубчатые тела были подходящими для применения в качестве стенки корпуса сжимаемой раздаточной трубы.
Испытание двухслойных структур на адгезионную прочность
Двухслойные структуры стенки трубчатого тела, показанные в виде структур А и В в примере 25, испытывали на адгезионную прочность или прочность сцепления. Из трубчатых тел вырезали полосы шириной 1/4 дюйма (0,635 см). Полосы механически закрепляли на одном конце, а на другом конце полос осуществляли попытку ручного отслаивания наружного слоя от внутреннего слоя. В то время как у контрольных полос, изготовленных из подобных отрезков полос, вырезанных из подобно изготовленных двухслойных трубчатых тел, полученных совместной экструзией и имеющих наружный слой, состоящий из 100 мас.% терполимера полимера Montel KS-012P, и внутренний слой, состоящий из 100 мас.% LDPE Petrothene® NA 980-000, произошло небольшое расслоение, полосы двухслойных структур А и В стенки трубчатого тела изобретения имели высокую прочность сцепления. Их слои вручную расслоить было невозможно.
Проводили дополнительные испытания полос двухслойных трубчатых тел, полученных совместной экструзией с водной закалкой, т.е. структур стенки тела (корпуса) изобретения, имеющих наружный слой, состоящий из смеси 20 мас.% пластомера этилена и бутена Exact 3024 и 80 мас.% терполимера пропилена Montel KS-012P, и прилегающий внутренний слой, состоящий из 100% LDPE Petrothene® NA 980-000. Их испытывали, как описано выше, и обнаруживали, что они имеют высокую прочность сцепления. Однако последние трубчатые тела были в целом менее желательными для таких применений, где необходимо ощущение гладкой наружной поверхности, поскольку наружная сторона последних испытуемых полос имела, как было определено при прикосновении к губам, гранулированную поверхность.
Подобные полосы, вырезанные их двухслойных трубчатых тел изобретения, полученных как описано выше, но смесь наружного слоя которых при этом содержала 30% по массе Exact 3024 и до баланса Montel KS-012P, испытывали и обнаруживали, что они имеют высокую прочность сцепления. При прикосновении к губам наружной поверхности возникало ощущение, что она была хуже наружной поверхности полос, имеющих 20% по массе Exact 3024.
Испытывали подобные полосы, полученные из подобно изготовленных трубчатых тел изобретения, имеющих наружный слой, состоящий из смеси примерно 10 мас.% второго этиленового полимера Exact 3024 и примерно 90 мас.% пропиленового полимера Montel KS-012P, прилегающий внутренний слой из LDPE Petrothene® NA 980-000 и отношение толщины наружного слоя к внутреннему слою 1:1, и обнаруживали, что они имеют высокую прочность сцепления и желательное при прикосновении к губам ощущение гладкости наружного слоя.
В результате этих испытаний было найдено, что двухслойные структуры изобретения, имеющие наружный слой, состоящий из смеси, содержащей от около 10 до около 30 мас.% второго сополимера этилена и альфа-олефина, полученного в реакции полимеризации с применением катализатора с одним активным центром, и от около 70 до около 90 мас.% пропиленового полимера, и имеющие прилегающий внутренний слой из первого этиленового полимера, имели повышенную адгезионную прочность по сравнению с полученной совместной экструзией двухслойной пленкой, имеющей наружный слой, состоящий из 100% сополимера пропилена и этилена, и внутренний слой, состоящий из первого этиленового полимера. Было также найдено, что двухслойные пленки изобретения, имеющие наружный слой, состоящий из сополимера этилена и бутена в количестве от около 10 до около менее 20 мас.%, полученного из металлоценового катализатора с одним активным центром и по меньшей мере 80-90 мас.% пропиленового полимера, и прилегающий внутренний слой, состоящий из первого этиленового полимера, имели наружный слой, который для некоторых применений имел более предпочтительное и более мягкое ощущение при прикосновении к губам, чем наружный слой подобных структур, имеющих от около 20 до около 30 мас.% сополимера этилена и бутена.
Прочность сцепления стенок трубчатого тела (корпуса) с головками труб
Для испытания адгезионной прочности или прочности сцепления стенки трубчатого корпуса, имеющей внутренний слой, состоящий из первого этиленового полимера, с головкой сжимаемой раздаточной трубы, изготовленной из смеси материалов изобретения, которые упоминаются как материалы, используемые для изготовления головки трубы, показанной на фиг.8, литьем под давлением изготавливали четыре серии таких головок сжимаемой раздаточной трубы и во время процесса сплавляли их описанным здесь общепринятым способом со стенками трубчатого корпуса. Незаполненные сжимаемые раздаточные трубы испытывали на целостность связи между стенкой корпуса и головкой. В первом испытании для формирования головок использовали четыре переменных смеси материалов. Переменные смеси 1-3 являются смесями материалов изобретения.
Первая серия переменных смесей материалов для головки трубы и испытаний
РР смесей был Pro-fax 8623, являющийся сополимером пропилена и этилена, содержащим около 75 мас.% РР и около 25 мас.% полиэтилена в расчете на вес сополимера. Свойства Pro-fax представлены выше. LDPE* смеси в смеси 1 представлял собой Exact 3027, и LDPE** в смесях 2 и 3 представлял собой Exact 3024, причем каждый полимерный материал Exact был линейным пластомером этилена и бутена, полученным полимеризацией с применением металлоценового катализатора с одним активным центром, свойства которого представлены выше. Применяемый для формирования головки в контрольном опыте LDPE (смесь 4) доступен под торговым названием Rexene 1011 от фирмы Huntsman, Corp. LDPE контрольной головки имеет скорость течения расплава около 1,0 г/10 мин (ASTM D 1238-Е) и плотность около 0,9205 г/см3 (ASTM-D792). Головки, которые испытывали на прочность сцепления и на изгиб, имели, как показано на фиг.8, горловину с нарезанной резьбой для вмещения имеющего нарезанную резьбу колпачка.
Из каждой смеси материалов формованием литьем под давлением получали пять образцов головок трубы. Изготавливали образцы труб. Каждой из образцов головок трубы связывали сплавлением с однослойной стенкой трубчатого корпуса диаметром 1 3/8 дюйма (3,492 см), изготовленной методом экструзии из LDPE Petrothene NA-980-000 или LDPE, имеющего индекс расплава около 1,2 г/10 мин и плотность около 0,920 г/см3, доступного под торговой маркой LDPE 2020Т от фирмы Е. I. DuPont de Nemours and Company.
Первое испытание целостности связи между стенкой корпуса (тела) и головкой
Каждую из труб, изготовленных из пяти образцов смесей материалов и материала контроля, испытывали на целостность связи между стенкой корпуса (тела) и головкой. Трубчатые корпуса связывали сплавлением с выступами головок путем помещения конца трубчатого корпуса в форму для литья под давлением и инжекции смеси пропиленового полимера и материала второго этиленового полимера в форму таким образом, чтобы конец внутреннего слоя стенки, изготовленного из смеси LDPE был сплавлен с выступом головки трубы. Стенки трубчатого корпуса разрезали трансаксиально на расстоянии 2 дюйма (5,08 см) от выступа. С открытого конца кромки трансаксиального среза стенки корпуса вырезали полосу стенки корпуса длиной 2 дюйма (5,08 см) и шириной 1/4 дюйма (6, 635 см), не включая выступ, где полоса оставалась связанной с выступом. Один дюйм полосы (2,54 см) закрепляли в верхнем зажиме и один дюйм корпуса трубы (2,54 см) закрепляли в нижнем зажиме динамометра марки “Инстрон”. Динамометрический датчик прибора показал 100 кг. У полосы, расположенной под углом примерно 90° к продольной оси трубы со скоростью 8 дюйм/мин (20,32 см/мин) освобождали зажимы до тех пор, пока полоса разрывалась или отделялась от головки. Ниже, в таблице 1, показаны значения пиков предела прочности на растяжение, определенные на динамометре марки “Инстрон”.
Результаты испытаний на динамометре марки “Инстрон”, приведенные в таблице 1, показывают высокую целостность стенки корпуса и головки, изготовленной из каждой смеси материалов и из контрольного материала. Все трубы испытывали при нагрузке более 1,2 кг, которая представляла минимальное приемлемое значение. Полученные из всех смесей материалов и из контрольного материала полосы разрывались только за счет конечного разрушения, за исключением полосы, изготовленной из смеси 2 (80% РР/20% LDPE), которая имела пониженные значения прочности связи и разрывалась за счет расслоения границы раздела до разрыва. Все значения предела прочности при растяжении, полученные при испытаниях на динамометре марки “Инстрон”, показанные в таблице 1, являются подходящими при нагрузке выше 1,2 кг и, как показано ниже, они являются более высокими по сравнению со значениями, достижимыми при попытке связать слой стенки корпуса, изготовленный из LDPE, с головкой трубы, изготовленной из сополимера 100% пропилена и этилена, где сцепление получить было невозможно.
Вторая серия различных материалов для головки трубы и испытаний
Для образования второй серии головок трубы использовали вторую серию смесей материалов, предназначенных для второго испытания, включающую пять переменных смесей материалов. В этом испытании переменные 6-8 представляли собой смеси материалов изобретения.
Для второго ряда переменных РР смесей был Pro-fax 8623 и LDPE* смесей был Exact 3027. Пропиленовым полимером (РР), применяемым для формирования контрольной головки, изготовленной из материала 5, был Pro-fax 8623. HDPE, применяемый для формирования контрольной головки, изготовленной из материала 9, представлял собой HDPE Alathon М 4612, доступный от Equistar Chemicals и имеющий индекс расплава около 1,2 г/см3 и плотность от около 0,944 до около 0,948 г/см3. Испытываемые на прочность сцепления головки имели выступ, горловину, колпачок и гибкое шарнирное соединение, которое, как показано на фиг.10, в виде единого целого связывало колпачок с горловиной.
Из каждой смеси материалов формованием литьем под давлением получали шесть образцов головок трубы. Изготавливали образцы труб. Каждый из образцов головок грубы связывали сплавлением с однослойной стенкой трубчатого корпуса диаметром 1 3/8 дюйма (3,492 см), изготовленный методом экструзии из LDPE Petrothene NA-980-000.
Второе испытание целостности связи между стенкой корпуса (тела) и головкой
Каждую из труб, изготовленных из шести образцов смесей материалов и материалов контролей, испытывали на целостность связи между стенкой корпуса (тела) и головкой. Трубчатые корпуса связывали сплавлением с выступами головок труб, как в первом испытании и применяли такую же методику испытания, как и в первом испытании. Ниже, в таблице 2, показаны значения пиков предела прочности на растяжение.
“N” показывает, что даже при попытках использовать при формировании литьем различные температуры и давления, связь не образовывалась.
Результаты испытаний на динамометре марки “Инстрон”, приведенные в таблице 2, показывают, что для переменной 5 (контрольная головка, 100% РР) и переменной 6 (головка из смеси 90% РР/10% LDPE*) сцепление между стенкой корпуса (тела) и головкой не достигалось, при этом для переменной 7 (головка из смеси 80% полипропилена (РР)/20% LDPE*) достигалось минимально приемлемое сцепление и для переменной 8 (головка из смеси 70% полипропилена (РР)/30% LDPE*) достигалось удовлетворительное сцепление. Среднее сцепление для переменной 8 было больше среднего сцепления для переменной 9 (головка из 100% HDPE).
Испытание головки на образование трещин
Пять сжимаемых раздаточных труб, взятых из множества труб, изготовленных из переменных смесей и контрольного материала и сначала испытанных, как описывалось выше, на прочность сцепления между стенкой корпуса и головкой, в одной серии испытаний, заполняли раствором, состоящим из 20% Nonox (ноноксинол-9 полиэтиленгликоль), доступного под торговой маркой Igepal СО-630 от GAF, и 80% этилового спирта, а в другой серии испытаний заполняли раствором, состоящим из 20% Igepal и 80% воды, для химического ускорения старения материалов головки трубы и стенки корпуса и генерирования, таким образом, трещин вследствие напряжения на связанной границе раздела внутреннего слоя стенки корпуса и выступа головки трубы. Нижние концы заполненных труб герметизировали с помощью зажимов, трубы помещали в печь и выдерживали при температуре 140°F (60°C) в течение различных периодов времени в диапазоне от 3 до 19 дней. Образованные вследствие напряжения трещины головки (HSC) и боковые трещины (SSC) показаны ниже, в таблице 3.
Таблица 3 показывает, что для любой из переменных или для контроля возникновение трещин вследствие напряжения не происходило. Хотя некоторые боковые трещины образовывались (трещины стенки трубчатого корпуса), они находились около уплотнения зажатого конца и были в значительной степени удалены от сцепления между стенкой корпуса и головкой. Предполагается, что образованные трещины являются результатом напряжений, обусловленных концевыми зажимами.
Испытание шарнирного соединения головки на усталостную прочность при многократных деформациях
Головки сжимаемой раздаточной трубы, имеющие, как показано на фиг.10, колпачок в виде единого целого, связанный с головкой с помощью шарнирного соединения или ленты, подвергали испытанию на усталостную прочность при многократных деформациях. Головки трубы, изготовленные с использованием материалов, которые применялись для переменных смесей и контрольных материалов, использованных в первом испытании на целостность связи между стенкой корпуса и головкой и в испытании головки на образование трещин вследствие напряжения, формовали литьем под давлением. Изготавливали пять головок труб из каждой переменной смеси материалов и контрольных материалов и колпачок каждой трубы механически без прерывания перемещали из открытого положения в закрытое и затем опять в открытое (1 цикл), при этом осуществляли 10000 циклов. Хотя два из пяти контрольных образцов показали частичный излом шарнирного соединения, шарнирные соединения, изготовленные из всех переменных смесей материалов головок, были вполне удовлетворительными. Они не показали признаков разрушения.
Вышеприведенные испытания показывают, что применение смеси второго этиленового полимера, предпочтительно сополимера этилена и альфа-олефина, полученного реакцией полимеризации с применением катализатора с одним активным центром с пропиленовым полимером, предпочтительно сополимером пропилена и этилена, предпочтительно смеси, содержащей от около 20 до около 30 мас.%, более предпочтительно от около 25 до около 30 мас.% второго этиленового полимера и от около 70 до около 80 мас.%, более предпочтительно от около 70 до около 75 мас.% пропиленового полимера, повышает прочность сцепления головки сжимаемой трубы с внутренним слоем стенки трубчатого корпуса, состоящим из первого этиленового полимера, например LDPE. Это достигается по сравнению с шарнирным соединением головки, изготовленной из 100% пропиленового полимера при сохранении или без уменьшения гибкости или выносливости при изгибах после 10000 циклов открытия-закрытия выполненного в виде единого целого с головкой шарнирного соединения. Поэтому слой стенки трубчатого корпуса (тела) или другой слой, пленка или структура, состоящая из первого этиленового полимера, может быть теперь надежно связана со слоем, головкой трубы или другой структурой, изготовленной из или включающей пропиленовый полимер, если пропиленовый полимер при этом смешан с небольшим количеством второго этиленового полимера, полученного реакцией полимеризации с системой металлоценового катализатора или с применением катализатора с одним активным центром, которым может быть металлоцен.
Настоящее изобретение включает способы повышения адгезии между двумя упаковочными структурами, например между первой структурой и слоем, включающим первый этиленовый полимер, и прилегающей второй структурой или слоем, включающим пропиленовый полимер, или повышения адгезии между сжимаемым раздаточным контейнером или головкой трубы, состоящей из пропиленового полимера, и слоем стенки корпуса сжимаемой раздаточной трубы, включающим первый этиленовый полимер, где слой включает смешивание с первым этиленовым полимером, образующим первую структуру или слой, и/или с пропиленовым полимером, образующим вторую структуру или слой или головку трубы, полимера, образованного полимеризацией с металлоценовой каталитической системой или с применением катализатора с одним активным центром, которым может быть металлоцен. В способе изобретения смешиваемый полимер может включать пропиленовый полимер, и пропиленовый полимер смешивают с первым этиленовым полимером. Смешиваемый полимер предпочтительно включает второй этиленовый полимер, и второй этиленовый полимер, предпочтительно его небольшое количество, смешивают с пропиленовым полимером, который образует второй слой или головку трубы. Количество образованного таким образом смешиваемого полимера, является любым подходящим количеством данных материалов для включенных структур. Подлежащие смешиванию количества указаны выше. Образованный таким образом полимер может быть смешан и экструдирован с помощью общепринятых средств и методов. Так, например, гранулы второго этиленового полимера, такого как Exact 3024, могут быть физически смешаны или перемешаны с гранулами пропиленового полимера и поданы в обычный экструдер, в котором смесь гранул перемешивают в расплаве и подвергают совместной экструзии через трубчатую головку экструдера, работающего при стандартных условиях изготовления труб, хорошо известных в данной области.
Реферат
Изобретение относится к упаковочной структуре в виде сжимаемого контейнера из полимерных материалов. Сжимаемый раздаточный контейнер в форме трубы содержит головку, имеющую раздаточное отверстие и выступ, и стенку корпуса, содержащую первый этиленовый полимер. Стенка корпуса и головка соединены слоем, содержащим первый этиленовый полимер, при этом головка содержит смесь пропиленового полимера и второго этиленового полимера, полученного полимеризацией с применением катализатора с одним активным центром, таким как металлоцен. Сжимаемый раздаточный контейнер по изобретению способен выдерживать значительные напряжения без образования трещин. Представлен также способ упрочнения связи между головкой и слоем стенки корпуса сжимаемого раздаточного контейнера. 2 н. и 8 з.п. ф-лы, 10 ил., 3 табл.
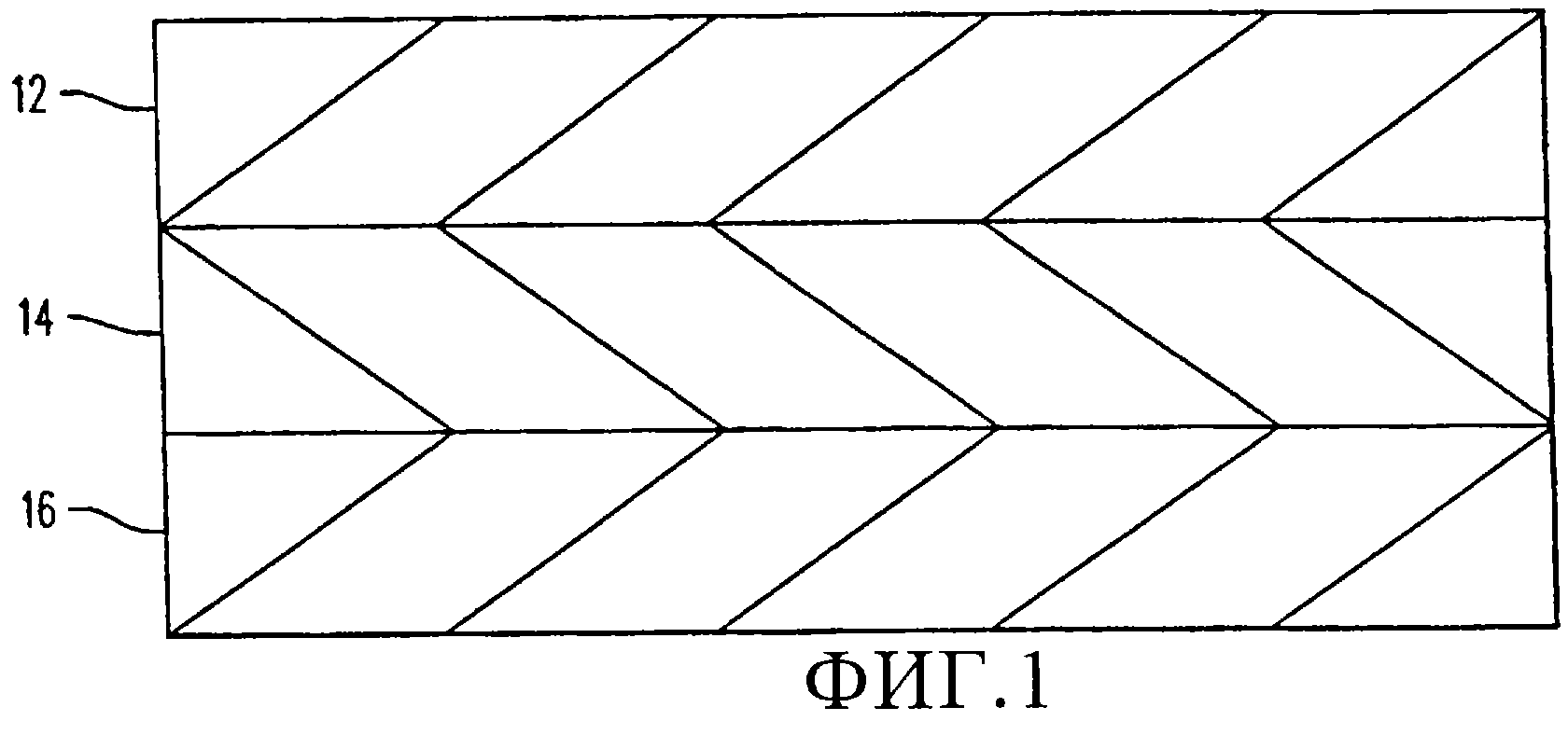
Формула
Документы, цитированные в отчёте о поиске
Упругий контейнер с заключенным в нем средством для чистки зубов
Патенты аналоги
Упругий контейнер с заключенным в нем средством для чистки зубов
Комментарии