Автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры - RU2693792C1
Код документа: RU2693792C1
Чертежи
Описание
Область техники
Настоящее изобретение относится к способу изготовления плиты рельсового пути в конструкции высокоскоростного железнодорожного пути; это представляет собой автоматизированная технология изготовления с поточной линией производства железнодорожных плит из двухстороннего предварительно напряженного бетона с натяжением арматуры на упоры, в особенности, заключается в преобразовании традиционной технологии изготовления натяжением арматуры на упоры в технологию автоматическую и информационную.
Уровень техники
В настоящее время известные плиты рельсового пути высокоскоростного железнодорожного пути имеют две конструкции с натяжением арматуры как на упоры, так и на бетон, поэтому существуют два способа изготовления, общей особенностью этих двух способов изготовления является режим с фиксированной позицией.
Так называемый режим с фиксированной позицией относится к тому, что форма не перемещается, и другие операции координируются с формами для выполнения поочередной работы; например, традиционная технология изготовления с натяжением арматуры на упоры заключается в том, что в первую очередь проектировано и построено несущее сооружение, один конец предварительно напряженной арматуры закрепляется на сооружении, другой конец натягивается до расчетного значения и затем сила натяжения фиксируется на сооружении вне формы, потом выполняют другие операции.
Когда прочность бетона превышает 75% от расчетной прочности, натяжная предварительно напряженная арматура ослабляется, в результате этого произведена упругая осадка напряженной арматуры и благодаря этому создано внутреннее напряжение сжатия в бетонной конструкции; типичный способ изготовления с натяжением арматуры на упоры распространен при изготовлении плит высокоскоростного железнодорожного пути CRTS II, гражданских пустотелых перекрытий, больших сборных мостов, все эти конструкции проектированы с использованием способа изготовления односторонним натяжением на упоры, и притом принцип изготовления используют на основе режима с фиксированной позицией, предварительно напряженная арматура представляет собой сквозную структуру, между конструкциями отсоединяется предварительная напряженная арматура вырезкой.
В 2012 году Китайская академия железнодорожных наук (CHINA ACADEMY OF RAILWAY SCIENCES) разработала плиты рельсового пути из двухстороннего предварительно напряженного бетона с натяжением арматуры на упоры, предварительно напряженная арматура не является традиционной сквозной арматурой, а размеры проектированы специально в зависимости от продольной и поперечной длины плиты рельсового пути, на обеих концах имеются резьбы, и на конце резьбы навинчена анкерная доска, после изготовления предварительно напряженная арматура не выходит за поверхность бетона, в отношении к этому, на основе традиционной технологии изготовления натяжением арматуры на упоры разработан способ изготовления матрицы с фиксированной формой, так называемый способ изготовления матрицы относится к тому, что сначала построена одна прямоугольная железобетонная яма натяжения, предназначенная для выдерживания растягивающего напряжения предварительно напряженной арматуры, 8 комплектов форм вложены в яму натяжения, затем предварительно напряженные арматуры соединены в различных формах через соединительные стержни и формированы в проход, затем натянуты, последующие технологические процессы одинаковы с режимом фиксированной позиции; технология изготовления режимом фиксированной позиции характеризуется человеко-машинным сотрудничеством, низкой степенью автоматизации, большой трудоемкостью, производственным циклом 20-22 ч, низкой эффективностью, большой занятой площадью под яму натяжения, а также после завершения изготовления продуктов невозможностью переместить яму натяжения, что образуют напрасные расходы; качество продукции зависит от технологических условий, колеблется в высокой степени, контроль за качеством осуществляется случайным проверкам, поэтому существуют большие упущения.
Раскрытие сущности изобретения
Данное изобретение направлено на преодоление вышеуказанных дефектов и обеспечение высокоэффективной автоматизированной технологии изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры с возможностью обще автоматического управления и производства без необходимости фиксирования рабочих мест натяжения и других временных зданий.
В настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, особенности которой заключаются в том: обеспечен по меньшей мере один рельсовый путь поточной линии и по меньшей мере одна форма; в фактическом производственном процессе, чтобы повысить эффективность производства, в соответствии с фактическими потребностями предусмотрены несколько форм или несколько параллельных или перекрещивающихся рельсовых путей.
Данная модель представляет собой именно форму для изготовления плиты рельсового пути, данная модель может быть задана и настроена для разных форм по различным размерам и формовкам целевой плиты рельсового пути.
На вышеуказанном рельсовом пути поточной линии установлено несколько рабочих позиций; данная рабочая позиция осуществляет настройку операционной позиции с разными функциями в соответствии с потребностями технологии производства плит рельсового пути.
Под действием механизма перемещения форм вышеупомянутая форма согласно ритму времени перемещается между рабочими позициями на рельсовом пути поточной линии;
Основываясь на собственных характеристиках модели для производства плиты рельсового пути, в настоящем изобретении механизм перемещения форм обычно используется в перемещении большого оборудования в качестве сцепного механизма.
В том числе, вышеуказанный ритм времени является временем работы для каждой рабочей позиции; данный ритм времени может быть индивидуально настроен для каждой рабочей позиции или распределен в едином порядке центральной системы управления.
Более того, в настоящем изобретении предложена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что на каждой вышеуказанной рабочей позиции установлен датчик;
Вышеуказанный датчик передает сигналы по состоянию завершения и качеству завершения соответствующей работы на каждой рабочей позиции в центральную систему управления;
Вышеуказанная центральная система управления контролирует временный ритм работы всей системы в соответствии с вышесказанными сигналами; данная центральная система управления обычно рассчитывает сигналы завершения на каждой рабочей позиции или назначенных нескольких позициях, а затем передает команду перемещения формы на всех рабочих позициях или назначенной рабочей позиции на следующую программу;
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что вышеуказанный механизм перемещения форм включает в себя прицепную систему, путевой выключатель, контроллер преобразования сигналов, систему управления;
Вышеупомянутые прицепная система, путевой выключатель, контроллер преобразования сигналов и система управления электрически соединены между собой. Данный механизм перемещения форм по команде перемещения от центральной системы управления с использованием тягового агрегата и другого оборудования выполняет перемещение форм на рельсовом пути поточной линии. Конкретное движение для данного перемещения или нужно ли до положения назначенной рабочей позиции контролировано путевым выключателем.
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что вышеуказанная рабочая позиция включает в себя рабочую позицию для снятия растягивающего усилия, рабочую позицию для снятия форм, рабочую позицию для очистки форм и разбрызгивания смазки для снятия форм и сушки, рабочую позицию для установки закладных деталей, рабочую позицию для закладки арматурного каркаса в форму, рабочую позицию для соединения предварительно напряженной арматуры, рабочую позицию для контроля изоляции, рабочую позицию для натяжения предварительно напряженной арматуры, рабочую позицию для контроля по деформации формы, рабочую позицию для распределения бетонного сырья и вибрации, рабочую позицию для очистки поверхности форм, рабочую позицию для перевоза форм I, рабочую позицию для опрыскивания и ухода за бетоном, рабочую позицию для повышения температуры, рабочую позицию для поддержания постоянной температуры, рабочую позицию для снижения температуры, рабочую позицию для перевоза форм II, расположенные по очереди по направлению движения форы; Каждая рабочая позиция имеет соответствующее рабочее оборудование или вспомогательное оборудования для выполнения указанных действий на данной рабочей позиции, рабочие параметры соответствуют требованиям, установленным на поточной линии производства, а норма качества достигает технических требований по плите рельсового пути из предварительно напряженного бетона с натяжением арматуры на упоры.
В том числе, количество каждой из указанных рабочих позиций, установленных на рельсовом пути поточной линии, составляет 1 или более;
Вышеуказанный рельсовый путь поточной линии образует кольцевую структуру; Вышеуказанная каждая рабочая позиция последовательно расположена на рельсовом пути поточной линии по направлению движения формы.
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что после того, как форма перемещается на рабочую позицию натяжения предварительно напряженной арматуры, форма предназначена для выдерживания растягивающего напряжения предварительно напряженной арматуры.
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что после того, как форма перемещается на рабочую позицию натяжения предварительно напряженной арматуры, снимается растягивающее напряжение посредством электрического крутящего момента.
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что центральная система управления состоит из устройства, включающего датчик, контроллер преобразования сигналов, программное обеспечение и модуль системы управления данными (DCS); она используется при мониторинге, сборе и анализе рабочего состояния каждой рабочей позиции и отдает рабочую команду каждой рабочей позиции.
На вышеуказанной рабочей позиции для снятия растягивающего усилия установлены узлы устройства для снятия растягивающего усилия;
Вышеуказанные узлы устройства для снятия растягивающего усилия включают в себя храповую зажимную головку, блок передаточных шестерен, сервомотор, сдвигомер, канавку скольжения, домкрат, контроллер преобразования сигналов; благодаря электрическому крутящему моменту комбинированная шестерня приводит соединительные стержни несколько предварительно напряженных арматур в движение и вместе выполняют обратное вращение для снятия растягивающего напряжения, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
На вышеуказанной рабочей позиции для снятия форм установлены узлы устройства для снятия форм;
Вышеуказанные узлы устройства для снятия форм включают в себя домкрат, сдвигомер, контроллер преобразования сигналов; они используются при снятии плиты рельсового пути после завершения изготовления из формы, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
На вышеуказанных рабочих позициях очистки форм, разбрызгивания смазки для снятия форм и сушки установлены узлы устройства для очистки форм, узлы устройства для разбрызгивания смазки для снятия форм и узлы устройства для сушки;
Вышеуказанные узлы устройства для очистки форм включают в себя электрическую щетку, канавку скольжения, пылесос, путевой выключатель, контроллер преобразования сигналов; они используются при проведении работы по очистке остатка пустой формы после снятия формы, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
Вышеуказанные узлы устройства для разбрызгивания смазки для снятия форм включают в себя опрыскиватель, канавку скольжения, путевой выключатель, контроллер преобразования сигналов; они используются при проведении работы по разбрызгиванию смазки для снятия форм после завершения очистки формы, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
Вышеуказанные узлы устройства для сушки включают в себя калорифер, форсунку, канавку скольжения, путевой выключатель, контроллер преобразования сигналов; они используются при проведении окончательной стадии сушки формы после завершения разбрызгивания смазки для снятия форм, и таким образом выполнены подготовительные работы для изготовления следующей плиты рельсового пути, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
На вышеуказанной рабочей позиции для закладки арматурного каркаса в форму установлены узлы устройства для закладки арматурного каркаса в форму;
Вышеуказанные узлы устройства для закладки арматурного каркаса в форму включают в себя мостовой кран, подъемные инструменты; они используются при установке арматурного каркаса в форму путем подъема, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
На вышеуказанной рабочей позиции для соединения предварительно напряженной арматуры установлены узлы устройства соединения;
Вышеуказанные узлы устройства соединения включают в себя зажимное приспособление, пневматический динамометрический ключ, контроллер преобразования сигналов; вышеуказанные узлы электрически соединены между собой.
На вышеуказанной рабочей позиции натяжения предварительно напряженной арматуры установлены узлы устройства натяжения;
Вышеуказанные узлы устройства натяжения включают в себя домкрат для подъема/опускания, позиционирования, U-образный захват, домкрат, динамометрический датчик, датчик перемещения, масляной насос, систему управления и клиновой блок, пневматический цилиндр, контроллер преобразования сигналов; они используются при выполнении натяжных работ для каждой предварительно напряженной арматуры, данный способ натяжения представляет собой способ натяжения, состоящий из много штучных домкратов, в том числе, каждый домкрат контролирует одну предварительно напряженную арматуру, рабочие шаги домкратов контролируемы системой, состоящей из датчика напряжений и компьютера, а форма и домкрат противодействуют друг другу с использованием одностороннего натяжения, и фиксируется после достижения расчетного значения, и до этого оборудование системы натяжения завершило свои работы, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
На вышеуказанных рабочих позициях распределения бетонного сырья и вибрации установлены узлы устройства вибрации, узлы устройства для распределения бетонного сырья и узлы устройства для подачи сырья;
Вышеуказанные узлы устройства вибрации включают в себя двухсекционный жесткий кронштейн, вибрационный электродвигатель и контроллер, из которых состоит устройство вибрации; они используются при выполнении операции вибрации бетона; вышеуказанные узлы электрически соединены между собой.
Вышеуказанные узлы устройства для распределения сырья включают в себя бункер, нижнюю гидравлическую открывающую и закрывающую дверцу, прикрепленный вибрационный электродвигатель, канавку скольжения, путевой выключатель, контроллер преобразования сигналов. Вышеуказанные узлы электрически соединены между собой.
Вышеуказанные узлы устройства для подачи сырья включают в себя бетонный узел, бункер, направляющий рельс, электрическую платформу, контроллер преобразования сигналов, которые использованы для транспортировки бетона в форму, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
Вышеуказанная рабочая позиция для опрыскивания и ухода за бетоном включает в себя узлы устройства для ухода;
Вышеуказанные узлы устройства для ухода включают в себя защитный кожух, опрыскиватель, термометр, гигрометр, котел, делитель напряжения, секущий клапан или воздушную завесу, контроллер преобразования сигналов; они используются при проведении ухода за формой, прошедшей бетонирование, затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
На вышеуказанной рабочей позиции для контроля изоляции и рабочей позиции для контроля по деформации форм установлены узлы устройства для контроля; затем сигнал по состоянию завершения передается в центральную систему управления; вышеуказанные узлы электрически соединены между собой.
Вышеуказанные узлы устройства для контроля включают в себя лазерный сканер, канавку скольжения, путевой выключатель, трехмерную систему фотографирования, систему обнаружения и преобразования информации, одноплатный компьютер и соответствующее программное обеспечение, которые используются для осуществления потребности контроля на каждом этапе; причем вышеуказанные узлы электрически соединены между собой.
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что на вышеуказанном рельсовом пути поточной линии еще установлена рабочая позиция для распознавания, которая использована при распознавании типа, размеров и других параметров плиты рельсового пути в форме;
Он также включает в себя рабочую позицию для переворачивания готовых изделий, рабочую позицию для анкерного крепления готовых изделий и рабочую позицию для проверки готовой плиты, которые установлены по очереди;
После завершения снятия форм плиты рельсового пути вышеуказанную плиту рельсового пути последовательно перемещают между рабочей позицией для переворачивания готовых изделий, рабочей позицией для анкерного крепления готовых изделий и рабочей позицией для проверки готовой плиты.
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что на вышеуказанной рабочей позиции для переворачивания готовых изделий установлены узлы устройства для переворачивания готовых изделий;
Вышеуказанные узлы устройства для переворачивания готовых изделий включают в себя мостовой кран, подъемные инструменты; они выполняют работы по переворачиванию изделий путем подъема устройства и других процессов, вышеуказанные узлы электрически соединены между собой.
На вышеуказанной рабочей позиции для анкерного крепления готовых изделий установлены узлы устройства для анкерного крепления;
Вышеуказанные узлы устройства состоят из смесителя и наполнительного пресса; они используются при выполнении работы по анкерному креплению концов предварительно напряженной арматуры после снятия нагрузки каждого соединительного стержня, вышеуказанные узлы электрически соединены между собой.
На вышеуказанной рабочей позиции для проверки готовой плиты установлены узлы устройства для проверки готовой плиты;
Вышеуказанные узлы устройства для проверки готовой плиты включают в себя лазерный сканер, канавку скольжения, путевой выключатель, трехмерную систему фотографирования, систему обнаружения и преобразования информации, одноплатный компьютер и соответствующее программное обеспечение; вышеуказанные узлы электрически соединены между собой для осуществления проверки технических показателей изделий.
Более того, в настоящем изобретении представлена автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, характеризующаяся тем, что включает следующие технологические этапы:
этап 1: перемещение формы разных моделей при помощи механизма перемещения форм на рабочую позицию для снятия растягивающего усилия, где осуществляют работу по снятию растягивающего усилия изделия;
этап 2: поступление форм на рабочую позицию снятия форм, где осуществляют выталкивание изделия из формы;
этап 3: поступление форм на рабочую позицию для очистки форм, разбрызгивания смазки для снятия форм и сушки, где осуществляют очистку форм и опрыскивание изолирующим слоем;
этап 4: поступление форм на рабочую позицию для установки закладных деталей, где осуществляют установку закладных деталей изделия;
этап 5: поступление форм на рабочую позицию для закладки арматурного каркаса в форму, где в форму закладывают арматурный каркас;
этап 6: поступление форм на рабочую позицию для соединения предварительно напряженной арматуры, где предварительно напряженную арматуру соединяют при помощи соединительных стержней;
этап 7: поступление форм на рабочую позицию для проверки изоляции, где осуществляют проверку состояния изоляции арматурного каркаса;
этап 8: поступление форм на рабочую позицию натяжения предварительно напряженной арматуры, при помощи оборудования натяжения осуществляют натяжение предварительно напряженной арматуры;
этап 9: поступление форм на рабочую позицию для контроля по деформации, при помощи трехмерного лазерного сканера осуществляют проверка размеров форм;
этап 10: поступление форм на рабочую позицию для распределения бетонного сырья и вибрации, где осуществляют заливку бетона и вибрирование;
этап 11: поступление форм на рабочую позицию для очистки поверхности, где осуществляют очистка поверхности форм;
этап 12: поступление форм на рабочую позицию для перевоза формы I, где при помощи перемещающего оборудования формы перевозят в участок ухода за бетоном;
этап 13: поступление форм на рабочую позицию для опрыскивания и ухода за бетоном, при помощи разбрызгивания тонкораспыленной водой контролируют температуру и влажность бетона;
этап 14: поступление форм на рабочую позицию для повышения температуры, где производят повышение температуры согласно требованиям технических условий;
этап 15: поступление форм на рабочую позицию для поддержания постоянной температуры, где поддерживают постоянную температуру согласно требованиям технических условий;
этап 16: поступление форм на рабочую позицию для снижения температуры, где температуру снижают согласно требованиям технических условий;
этап 17: поступление форм на рабочую позицию для перевоза II, где при помощи перемещающего оборудования формы с изделием перемещают на позицию снятия растягивающего усилия.
Функция и эффект настоящего изобретения:
Характерной особенностью автоматизированной технологии изготовления с поточной линией производства железнодорожных плит из двухстороннего предварительно напряженного бетона с натяжением арматуры на упоры, указанной в настоящем изобретении, является перемещение формы, которая несет растягивающее напряжение при натяжении, все рабочие позиции растягиваются в цепочку на поточной линии и одновременно работают вместе, они могут достичь цели изготовления 1 плиты рельсового пути за каждые 7-10 минут; по сравнению со способом изготовления матрицы не требуется временное здание, такое как участок натяжения; обращаемость формы увеличивается на 50%, площадь заводского корпуса снижается более чем на 30%, а количество рабочих сокращается более чем на 50%; в производственном процессе осуществляются полностью автоматическое управление, информационная передача ключевых данных, дистанционный мониторинг, перемещение и быстрый монтаж всех устройств согласно требованиям проекта.
Из вышесказанного видно, автоматизированная технология изготовления с поточной линией производства железнодорожных плит из двухстороннего предварительно напряженного бетона с натяжением арматуры на упоры, предложенная в настоящем изобретении, создает новую полезную ценность, стоимость качества и информационную ценность, также формирует новую промышленную цепочку.
Краткое описание чертежей
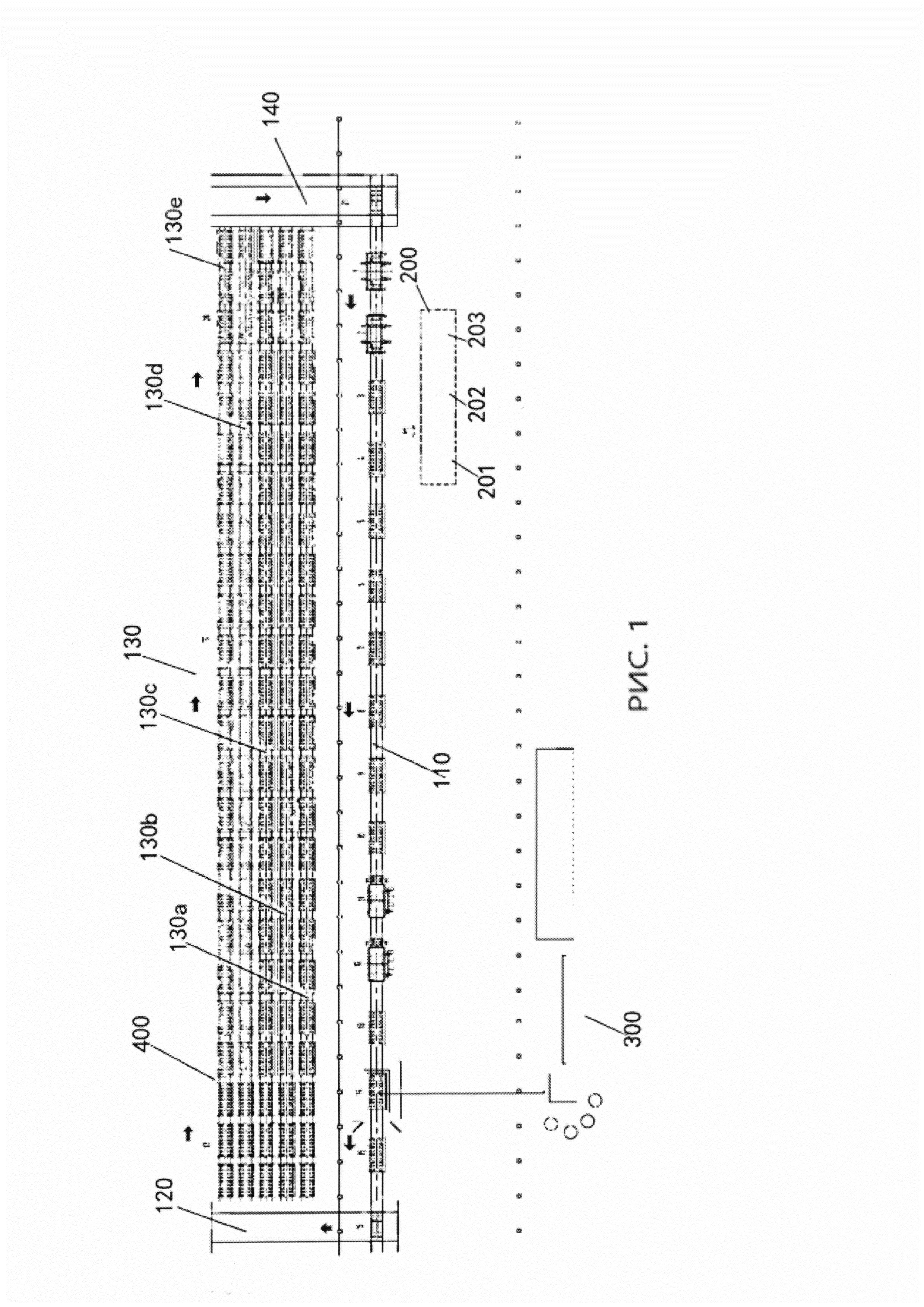
Фигура 1: Схема системы автоматизированной технологии изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, указанной в настоящем примере осуществления;
В том числе, 1, 2 – рабочая позиция для снятия растягивающего усилия; 3, 4 – рабочая позиция для снятия форм; 5 – рабочая позиция для очистки формы; 6 – рабочая позиция для установки закладных деталей и проверки; 7 – рабочая позиция для закладки арматурного каркаса в форму; 8, 9 – рабочая позиция для соединения предварительно напряженной арматуры; 10 – рабочая позиция для проверки изоляции; 11, 12 – рабочая позиция синхронного натяжения; 13 – рабочая позиция для проверки формы; 14 – рабочая позиция для распределения бетонного сырья и вибрации; 15 – рабочая позиция для очистки формы; 16 – рабочая позиция для буксирования и перевоза I; 17 – рабочая позиция для участка ухода за бетоном; 18 – рабочая позиция для повышения температуры; 19 – рабочая позиция для поддержания постоянной температуры; 20 – рабочая позиция для снижения температуры; 21 – рабочая позиция для буксирования и перевоза II.
Осуществление изобретения
Как показано на рис. 1, в систему автоматизированной технологии изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры, указанную в настоящем примере осуществления, входят рельсовый путь автоматической поточной линии и несколько форм;
Данный рельсовый путь автоматической поточной линии является прямоугольным строением и включает в себя путь 110 для главной операции изготовления плит рельсового пути, доставочный путь для перевоза 120, путь участка ухода с использованием тумана или влажной мешковины 130, обратный путь для перевоза 140.
В пути 110 для главной операции изготовления плит рельсового пути предусмотрено несколько рабочих позиций, по порядку изготовления плит рельсового пути расположены: рабочая позиция 1 и 2 для снятия растягивающего усилия; рабочая позиция 3 и 4 для снятия форм ; рабочая позиция 5 для очистки форм ; рабочая позиция 6 для установки закладных деталей и проверки; рабочая позиция 7 для закладки арматурного каркаса в форму; рабочая позиция 8 и 9 для соединения предварительно напряженной арматуры; рабочая позиция 10 для проверки изоляции; рабочая позиция 11 и 12 для синхронного натяжения; рабочая позиция 13 для проверки формы ; рабочая позиция 14 для заливки бетона и вибрации; рабочая позиция 15 для очистки формы; в том числе, на рабочей позиции 1 и 2 для снятия растягивающего усилия прочно установлены узлы устройства для снятия растягивающего усилия, состоящие из храповой зажимной головки, блока передаточных шестерен, сервомотора, сдвигомера, канавки скольжения, домкрата, контроллера преобразования сигналов; данный способ натяжения представляет собой способ электрического скручивания; когда форма с готовыми изделиями перемещаются на данную рабочую позицию, комбинированная шестерня приводит несколько соединительных стержней предварительно напряженной арматуры в движение и вместе выполняют обратное вращение для снятия растягивающего напряжения; на данной рабочей позиции еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных операций сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
На данной рабочей позиции 3 и 4 для снятия форм предусмотрены узлы устройства для снятия форм, состоящие из домкрата, сдвигомера, контроллера преобразования сигналов; форма после снятия растягивающего усилия поступает на данную позицию, где при помощи домкрата и другого оборудования выталкиваются готовые изделия из операции для снятия форм; на данной рабочей позиции еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных операций сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
Кроме того, готовое изделие после завершения снятия формы поступают в участок 200 для последующей обработки готового изделия; в данном участке 200 для последующей обработки готового изделия установлен путь автоматической поточной линии, связанный с путем 110 для главной операции изготовления плит рельсового пути. На данном рельсовом пути предусмотрены последовательно рабочая позиция для переворачивания готовых изделий, рабочая позиция для анкерного крепления готовых изделий, рабочая позиция для проверки готовой плиты; готовая плита рельсового пути после снятия форм перемещается в участок 200 для последующей обработки с помощью автоматического оборудования для перевоза, затем после проведения соответствующей технологической обработки последовательно на трех вышеуказанных рабочих позициях перевозятся готовые плиты рельсового пути из бетона на склад для дальнейшего использования.
В том числе, на рабочей позиции для переворачивания готовых изделий установлены узлы устройства для переворачивания готовых изделий, состоящие из мостового крана, подъемных инструментов и другого оборудования; когда готовая плита перемещается на данную рабочую позицию после завершения снятия форм, готовая плита переворачивается с помощью крана и других инструментов; на данной рабочей позиции еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных операций, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
На рабочей позиции для анкерного крепления готовых изделий установлены узлы устройства для анкерного крепления, которые состоят из смесителя и наполнительного пресса и другого оборудовании; когда готовая плита после завершения переворачивания перемещается на данную рабочую позицию, при помощи наполнительного пресса и другого оборудования концы предварительно напряженной арматуры заполнены бетонами после завершения смешивания и другими наполнителями для достижения эффекта анкерного крепления; на данной рабочей позиции еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных операций, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
На рабочей позиции для проверки готовой плиты установлены узлы устройства для проверки готовой плиты, которые состоят из лазерного сканера, канавки скольжения, путевого выключателя, трехмерной системы фотографирования, системы обнаружения и преобразования информации, одноплатного компьютера и соответствующего программного обеспечения; после завершения всех вышеуказанных операций путем окончательной операции для проверки осуществляется проверка готовой плиты в соответствии с нормами качества и технологии; после получения положительного результата по проверке перевозят на склад для будущего использования.
Кроме того, как показано на рис. 1, на рабочей позиции 5 для очистки форм установлены узлы устройства для очистки формы, узлы устройства для разбрызгивания смазки для снятия форм и узлы устройства для сушки;
Данные узлы устройства для очистки формы состоят из электрической щетки, канавки скольжения, пылесоса, путевого выключателя, контроллера преобразования сигналов и другого оборудования; данные узлы устройства для разбрызгивания смазки для снятия форм состоят из опрыскивателя, канавки скольжения, путевого выключателя, контроллера преобразования сигналов и другого оборудования; данные узлы устройства для сушки состоят из калорифера, форсунки, канавки скольжения, путевого выключателя, контроллера преобразования сигналов и другого оборудования; после снятия изделий из формы на рабочей позиции 5 для очистки формы выполнены операции по очистке формы, разбрызгивания смазки для снятия форм и сушке для дальнейшего использования при изготовлении следующей плиты рельсового пути. на данной рабочей позиции еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных операций, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После этого, на рабочих позициях 6 для установки закладных деталей и для проверки сначала монтированы закладные изделия, после завершения вышеуказанных операций, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После этого, на рабочей позиции 7 для закладки арматурного каркаса в форму установлены узлы устройства для закладки арматурного каркаса в форму, состоящие из мостового крана, подъемных инструментов и другого оборудования, с помощью крана и других инструментов установлена арматурный каркас в форму; на данной рабочей позиции еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных операций, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
Потом на рабочих позициях 8 и 9 для соединения предварительно напряженной арматуры установлены узлы устройства соединения, состоящие из зажимного приспособления, пневматического динамометрического ключа, контроллера преобразования сигналов; после завершения закладки арматурного каркаса в форму путем пневматического поворачивания осуществлено соединение соединительных стержней с каждой предварительно напряженной арматурой; на данной рабочей позиции, на соответствующем положении каждой предварительно напряженной арматуры еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных операций, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После этого, на рабочей позиции 10 для контроля изоляции установлено устройство для контроля, после проведения контроля состояния изоляции арматурного каркаса с помощью прибора сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После этого, на рабочей позиции 11 и 12 для синхронного натяжения установленызлы устройства натяжения, состоящие из домкрата для подъема/опускания, позиционирования, U-образного захвата, домкрата, динамометрического датчика, датчика перемещения, масляного насоса, системы управления и клинового блока, пневматического цилиндра, контроллера преобразования сигналов; в настоящем примере осуществления данный способ натяжения представляет собой способ натяжения из нескольких домкратов, в частности, каждый домкрат контролирует одну предварительно напряженную арматуру, рабочие шаги домкрата контролируются системой, состоящей из датчика напряжений и компьютера. а форма и домкрат противодействуют друг другу с использованием одностороннего натяжения, и фиксированы после достижения расчетного значения, и до этого система натяжения завершила свои работы, после завершения вышеуказанных действий сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После этого, на рабочей позиции 13 для проверки форм установлено устройство для проверки; при помощи трехмерного лазерного сканера производится проверка размеров форм, в случае соответствия норме сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После этого, на рабочей позиции 14 для заливки бетона и вибрации установлены узлы устройства для вибрации, распределения сырья и подачи сырья 300; данные узлы устройства вибрации включают в себя двухсекционный жесткий кронштейн, вибрационный электродвигатель и контроллер, из которых состоит устройство вибрации; данные узлы устройства для распределения бетонного сырья включают в себя бункер, нижнюю гидравлическую открывающую и закрывающую дверцу, прикрепленный вибрационный электродвигатель, канавку скольжения, путевой выключатель и контроллер преобразования сигналов; данные узлы устройства для подачи сырья включают в себя бетонный узел, бункер, направляющий рельс, электрическую платформу, контроллер преобразования сигналов; при помощи вышеуказанных устройств выполнены операции для заливки бетона и проведения вибрации, после завершения вышеуказанных действий сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После этого, на рабочей позиции 15 для очистки формы установлено устройство для очистки, при помощи которого проводится очистка формы после завершения заливки бетона; на данной рабочей позиции еще установлен датчик и другое индуктивное оборудование, после завершения вышеуказанных действии, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После завершения вышеуказанных предварительных операций изготовления формы перемещены на доставочный путь 120 для перевоза путем рабочей позиции 16 для буксирования и перевоза, установленной на данном пути 120, осуществляется цель перемещения на участок ухода с использованием тумана или влажной мешковины 400.
На участке ухода с использованием тумана или влажной мешковины 400 по местной площади и требованиям к фактической эффективности изготовления могут быть предусмотрены несколько путей 130 для участка ухода с использованием тумана или влажной мешковины; в настоящем примере осуществления предусмотрены пять групп комбинированных путей 130a, 130b, 130c, 130d и 130e для завершения процесса ухода с использованием тумана или влажной мешковины плит рельсового пути.
Среди них, на каждом рельсового пути по функциям последовательно представлены несколько рабочих позиций 17 для ухода за бетоном, рабочих позиций 18 для повышения температуры, рабочих позиций 19 для поддержания постоянной температуры, рабочих позиций 20 для снижения температуры; в вышеизложенных несколько рабочих позициях установлены устройства для ухода с использованием тумана или влажной мешковины, состоящих из термометра и резервуара и другого оборудования; на каждой рабочей позиции установлены счетчик времени, датчик и другое оборудование; после завершения операций на определенном этапе, сигнал о завершении и качестве передается в центральную систему управления для ожидания команды от следующего шага.
После завершения вышеуказанной операции для ухода за бетоном форма перемещается на обратный путь 140 для перевоза путем рабочей позиции 21 для буксирования и перевоза, установленной на данном пути 140, осуществляется цель возврата формы на рельсовый путь 110 для главной операции изготовления плит рельсового пути от участка ухода с использованием тумана или влажной мешковины 400.
В настоящем примере осуществления перемещение форм между рабочими позициями осуществляется путем тягового устройства для перемещения формы. Данное устройство состоит из прицепной системы, путевого выключателя, контроллера преобразования сигналов, системы управления и другого оборудования.
В этом примере осуществления центральная система управления состоит из устройства, включающего датчик, контроллер преобразования сигналов, программное обеспечение и модуль системы управления данными (DCS); данная центральная система управления контролирует рабочий ритм всех рабочих позиций на всем рельсовом пути (то есть, перемещать ли на следующую рабочую позицию, когда будет перемещать на следующую рабочую позицию, на сколько времени будет работать на каждой рабочей позиции и т.д.), центральная система управления после получения информации о завершении работы от каждой рабочей позиции контролирует всю рабочую систему для осуществления операции по перемещению между рабочими позициями.
Конкретный технологический процесс, используемый в настоящем изобретении, заключается в следующем:
этап 1: перемещение форм разных моделей при помощи тягового устройства на рабочую позицию 1 или 2 для снятия растягивающего усилия, где осуществляют работу по снятию растягивающего усилия изделия;
этап 2: поступление форм поступают на рабочую позицию 3 или 4 для снятия форм, где осуществляют выталкивание изделия из формы;
этап 3: поступление форм на рабочую позицию 5 для очистки форм, где осуществляют очистку форм и опрыскивание изолирующим слоем;
этап 4: поступление форм на рабочую позицию 6, где сначала осуществляют установку закладных деталей изделия;
этап 5: поступление формы на рабочую позицию 7, где в форму закладывают арматурный каркас;
этап 6: поступление форм на рабочую позицию 8 или 9, где предварительно напряженная арматура соединяют при помощи соединительных стержней;
этап 7: поступление форм на рабочую позицию 10, где осуществляют проверку состояния изоляции арматурного каркаса с помощью прибора;
этап 8: поступление форм на рабочую позицию 11 или 12, где при помощи оборудования натяжения осуществляют натяжение предварительно напряженной арматуры;
этап 9: поступление форм на рабочую позицию 13, где при помощи трехмерного лазерного сканера осущетсвляют проверку размеров форм;
этап 10: поступление форм на рабочую позицию 14, где осуществляют заливку бетона и вибрирование;
этап 11: поступление форм на рабочую позицию 15, где осуществляют очистку поверхности форм;
этап 12: поступление форм на рабочую позицию 16, где при помощи перемещающего оборудования формы перевозят в участок ухода за бетоном;
этап 13: поступление форм на рабочую позицию 17, где путем разбрызгивания тонкораспыленной водой контролируют температуру и влажность бетона;
этап 14: поступление форм на рабочую позицию 18, где осуществляют повышение температуры согласно требованиям технических условий;
этап 15: поступление форм на рабочую позицию 19, где поддерживают постоянную температуру согласно требованиям технических условий;
этап 16: поступление форм на рабочую позицию 20, где температуру понижают согласно требованиям технических условий;
этап 17: поступление форм на рабочую позицию 21, где при помощи перемещающего оборудования изделия перемещают на позицию для снятия растягивающего усилия.
Благодаря такой циркуляции выполнено автоматическое управление производством поточной лини.
Пример модификации настоящего примера осуществления I:
Для разных технологических процессов можно использовать различные типы оборудования для получения одинакового метода производства поточной линии из различных методов сочетаний.
Пример модификации настоящего примера осуществления II:
Для разных технологических процессов одинаковый метод производства поточной линии может быть получен путем добавления или вычитания технологической последовательности.
Реферат
Автоматизированная технология изготовления с поточной линией производства железнодорожных плит из предварительно напряженного бетона с натяжением арматуры на упоры включает по меньшей мере один путь поточной линии и по меньшей мере одну форму; на рельсовом пути поточной линии предусмотрено несколько рабочих позиций; под действием механизма перемещения формы согласно ритму времени форма перемещается между рабочими позициями на рельсовом пути поточной линии; на каждой рабочей позиции установлен датчик, который передает сигналы о состоянии завершения соответствующей работы и качестве завершения на каждой рабочей позиции в центральную систему управления, которая контролирует временный ритм работы всей системы в соответствии с вышеизложенными сигналами; в производственном процессе осуществлены автоматическое управление, информационная передача ключевых данных, благодаря которым повышается эффективность производства. 8 з.п. ф-лы, 1 ил.
Комментарии