Метод и установка для изготовления керамических изделий - RU2753305C1
Код документа: RU2753305C1
Чертежи


Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта патентная заявка испрашивает приоритет итальянской патентной заявки №102018000006678, поданной 26 июня 2018 г., полное раскрытие которой включено в настоящий документ в виде ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу и установке для производства керамических изделий, в частности керамических изделий, имеющих внутренние борозды или жилки.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
В последние годы большое распространение получили установки по производству керамических изделий, таких как, например, плиты или плитки, которые способны максимально точно воспроизводить характерные для природного камня узоры, например, мрамора и/или гранита. Как известно, природные камни имеют внутренние случайным образом распределенные по толщине борозды или жилки.
Характерно то, что керамические изделия описанного выше типа производятся установками, которые состоят из
- устройства подачи для подачи керамических порошков разных типов в зоне станции подачи; и
- конвейерного узла приспособленного для приема керамических порошков из устройства подачи, и приспособленного для подачи керамических порошков в форме полосы главным образом непрерывно вдоль обозначенного пути от станции подачи в направлении других рабочих станций и через станцию прессования в зону, в которой полоса керамических порошков во время работы прессуется для получения уплотненного слоя керамических порошков; конвейерный узел также приспособлен для подачи уплотненного слоя керамического порошка главным образом непрерывно к другим рабочим станциям.
Указанные установки также включают устройство прессования, приспособленное для уплотнения полосы керамических порошков во время ее перемещения вдоль обозначенного пути в зоне станции прессования.
Более подробно, устройство подачи расположено перед устройством прессования вдоль обозначенного пути и содержит два или более узла дозирования керамического порошка. Керамические порошки имеют взаимоотличающиеся характеристики и/или цвета для получения полосы керамических порошков, имеющей цветовые эффекты по всей толщине, воспроизводящие узоры натурального камня, которые видны как на поверхности, так и на кромках готовых керамических изделий. Пример машины непрерывного действия для прессования керамического порошка описан в международной заявке на патент под номером публикации WO 2005/068146 тем же заявителем, что и заявитель настоящей заявки.
Типовое устройство прессования состоит из нижней ленты пресса, расположенной ниже и контактирующей с узлом конвейера, и взаимодействующей с верхней лентой пресса для сухого прессования полосы керамического порошка и получения слоя уплотненного порошка.
Установка также снабжена блоком управления, подключенным к устройству печати и содержащим память, в которой хранится архив контрольных изображений, каждое из которых отражает комбинацию взаимоотличающихся цветовых эффектов (например, жилы и расслоения), случайным образом воспроизводимых на отдельных плитках уплотненного керамического порошка.
Однако ранее описанные установки имеют некоторые недостатки, включая тот факт, что порошки распределяются случайным образом и эталонное изображение, которое должно воспроизводиться на поверхностях плиток, аналогично выбирается случайным образом. Таким образом, очень часто формируемые в толщине керамических изделий цветовые эффекты, видимые со стороны кромок указанных изделий, не согласованы с цветовыми эффектами на поверхности, полученными с помощью цифровой печати. Отсутствие согласованности между полученными в толщине цветовыми эффектами и цветовыми эффектами на поверхности значительно ухудшает эстетику керамического изделия, обуславливая наличие более заметной относительной разницы по сравнению с изделием из натурального материала.
Таким образом, целью настоящего изобретения является создание способа и установки для производства керамических изделий, которые позволяют легко и экономично устранить известные в данной области техники недостатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предлагаемый настоящим изобретением способ и установка предоставлены в соответствии со следующими независимыми пунктами формулы изобретения и, преимущественно, в соответствии с любым из пунктов формулы изобретения, непосредственно или косвенно зависящим от независимых пунктов формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Описанное ниже изобретение ссылается на прилагаемые чертежи, которые демонстрируют некоторые не имеющие ограничительного характера варианты осуществления изобретения, на которых
Фиг. 1 представляет собой схематическое изображение в боковой проекции первого варианта осуществления установки для производства керамических изделий, изготовленных в соответствии с настоящим изобретением, с удаленными деталями для упрощения;
Фиг. 2 представляет собой горизонтальную проекцию части полосы керамических порошков, части уплотненного слоя керамических порошков, полученного в результате прессования полосы керамических порошков, и отдельной части, полученной путем поперечной резки уплотненного слоя керамических порошков; и
Фиг. 3 представляет собой схематическое изображение в боковой проекции еще одного варианта осуществления установки в соответствии с настоящим изобретением, с удаленными деталями для упрощения.
ПОДРОБНОЕ РАСКРЫТИЕ
Позиция 1 на Фиг. 1 обозначает в целом установку по производству керамических изделий 2, таких как, например, плитки или керамические плиты.
Установка 1 состоит из устройства 3 подачи, выполненного с возможностью подачи в зону станции подачи 4 по меньшей мере двух различных керамических порошков, в частности, имеющих характеристики и/или цвета, отличающиеся друг от друга.
Установка 1 также снабжена блоком управления 5, по меньшей мере подключенным к устройству 3 подачи и выполненным с возможностью управления подачей керамических порошков для получения полосы 6 керамических порошков, простирающейся в продольном направлении D1 и поперечном направлении D2, и имеющей по меньшей мере одну первую зону 7 и по меньшей мере одну вторую зону 8. В частности, полоса 6 имеет определенный поперечный размер (ширину).
Предпочтительно, но не обязательно, зона 7 и зона 8 имеют различное содержание вышеупомянутых керамических порошков, в частности, зона 7 имеет весовое соотношение двух керамических порошков, отличающееся от весового соотношения двух керамических порошков, присутствующих в зоне 8.
В частности, разница в содержании керамических порошков в зонах 7 и 8 позволяет получать полосу 6 с характеристиками, в частности, визуальными характеристиками, позволяющими определять борозды и/или зерна и/или жилы изделий 2, в частности, видимые на кромках изделий 2.
Согласно некоторым неограничивающим вариантам осуществления изобретения, керамические порошки имеют взаимоотличающиеся цвета. Таким образом, можно создавать цветовые эффекты в толщине керамических изделий 2. Указанные цветовые эффекты видны, например, на кромках керамических изделий 2.
В качестве альтернативы или дополнительно, керамические порошки приготовлены для придания керамическим изделиям 2 различных физических характеристик.
Предпочтительно, но не обязательно, зона 8 имеет заданную форму, в частности, определенную исходя из эталонного изображения, сохраненного в блоке управления 5.
В некоторых не имеющих ограничительного характера вариантах осуществления изобретения полоса 6 включает зону 7 (которая определяет массу указанной полосы 6) и множество зон 8 (распределенных по массе зоны 7). В частности, каждая зона 8 имеет заданную форму, отличающуюся от большинства (в частности, от всех) прочих зон 8.
Согласно некоторым неограничивающим вариантам осуществления изобретения, полоса 6 имеет различные типы зон 7 и 8.
Кроме того, в соответствии с некоторыми не имеющими ограничительного характера вариантами осуществления изобретения, зоны 7 и 8 сформированы из более чем двух типов керамических порошков для получения желаемых эффектов (например, цветовых эффектов).
Предпочтительно, но не обязательно, установка 1 также содержит устройство 9 прессования, выполненное с возможностью прессования, в зоне станции 10 прессования полосы 6 для получения уплотненного слоя 11 керамических порошков. В частности, следует отметить, что в связи с прессованием уплотненный слой 11 расширяется в направлении D1 и/или в направлении D2 (в частности, в направлении D1 и в направлении D2) относительно полосы 6. Следует отметить, что расширение уплотненного слоя 11 относительно полосы 6 также обуславливает расширение зоны 8 (и зоны 7) в направлении D1 и/или в направлении D2 (более точно, но не обязательно, в обоих направлениях D1 и D2). В частности, уплотненный слой 11 имеет (по меньшей мере) расширенную зону 8' (полученную в результате расширения соответствующей зоны/зон 8). В частности (дополнительно или в качестве альтернативы), уплотненный слой 11 содержит (по меньшей мере) расширенную зону 7' (полученную в результате расширения соответствующей зоны/зон 7).
Согласно некоторым неограничивающим вариантам осуществления изобретения, которые не приведены, блок 5 содержит один или несколько вспомогательных датчиков, например, вспомогательных фотодатчиков, выполненных с возможностью обеспечения обнаружения (и/или определения, и/или измерения) поперечного размера полосы 6, в частности, в области соответствующей станции обнаружения расположенной между станцией 4 подачи и станцией 10 прессования.
Предпочтительно, но не обязательно, установка 1 также включает устройство 15 печати (в частности, цифровое), которое подключено к блоку 5 и управляется блоком 5, и выполнено с возможностью нанесения цветового оформления (в частности, с применением чернил) на поверхность уплотненного слоя 11, в частности, на поверхность отдельных участков 17 (плитки) уплотненного слоя 11. В частности, отдельные части 17 формируются из уплотненного слоя 11 посредством (поперечных) порезов уплотненного слоя 11.
Более точно, но не обязательно, устройство 15 печати располагается в зоне станции 16 печати.
Предпочтительно, но не обязательно, установка 1 также включает конвейерный узел 18 для перемещения, в частности, непрерывного, полосы 6 вдоль первого заданного пути Р1, в частности, от станции 4 подачи к станции 10 прессования, и для перемещения уплотненного слоя 11 вдоль второго заданного пути Р2, в частности, от станции 10 прессования к станции 16 печати (к другим рабочим станциям). Предпочтительно, но не обязательно, узел 18 также выполнен с возможностью перемещения отдельных частей 17 вдоль третьего заданного пути Р3.
В частности, путь Р1 и путь Р2 (предпочтительно, но не обязательно также путь Р3) простираются в направлении D1 (и параллельны друг другу). Другими словами, узел 18 выполнен с возможностью перемещения полосы 6 и уплотненного слоя 11 вдоль продольной протяженности полосы 6 и уплотненного слоя 11.
В частности, устройство 9 прессования находится за устройством 3 подачи вдоль пути Ρ1.
Предпочтительно, но не обязательно, установка 1 также включает устройство 19 порезки, расположенное в зоне станции 20 порезки, в частности, расположенное за устройством 9 (в направлении D1; более точно, но не обязательно, вдоль пути Р2).
Предпочтительно, но не обязательно, устройство 19 выполнено с возможностью порезки (в поперечном направлении) уплотненного слоя 11 для получения отдельных частей 17. Более предпочтительно, но не обязательно, устройство 19 также выполнено с возможностью (одновременно и) продольной порезки уплотненного слоя 11 и/или отдельных частей 17.
Предпочтительно, но не обязательно, устройство 15 печати расположено за устройством 19 порезки (в направлении D1; более точно, но не обязательно, вдоль пути Р3).
Предпочтительно, но не обязательно, установка 1 также включает по меньшей мере одну печь 21, которая находится за устройством 15 печати (в направлении D1; более точно, но не обязательно, вдоль пути Р3) для спекания отдельных частей 17 уплотненных керамических порошков для получения керамических изделий 2.
Согласно не имеющему ограничительного характера варианту осуществления изобретения, установка 1 также включает устройство сушки (не приведено), которое находится перед печью 21 и предпочтительно, но не обязательно, также перед устройством 15 печати (в направлении D1; более точно, но не обязательно, вдоль пути Р3), и выполнено с возможностью сушки отдельных частей 17 перед спеканием керамических порошков в печи 21.
Дополнительно или в качестве альтернативы, установка 1 включает дополнительное устройство порезки (хорошо известное и не приведенное), расположенное за печью 21 вдоль пути Р3, для получения дополнительной отделки керамических изделий 2.
Следует отметить, что в качестве альтернативы или дополнительно существует возможность выполнения дополнительных порезов на керамических изделиях 2 на месте во время их окончательного монтажа (например, для выполнения отверстия с целью установки умывальника внутри).
Предпочтительно, но не обязательно, установка 1 также включает скребковое устройство, в частности, скребковое устройство с аспиратором (хорошо известным и не приведенным), расположенным между устройством 3 подачи и устройством 9 прессования, и выполненным с возможностью улучшения равномерности толщины полосы 6 и удаления излишков порошка.
Более точно, но не обязательно, устройство 3 подачи состоит из по меньшей мере первого устройства 28 подачи и по меньшей мере второго устройства 29 подачи, в частности, расположенного над конвейерным узлом 18. Каждое устройство 28 и 29 подачи выполнено с возможностью обеспечения содержания керамических порошков первого и второго типа (взаимоотличающихся) соответственно.
Каждое устройство 28 и 29 подачи включает соответствующую камеру 30 локализации, в которой находятся соответствующие керамические порошки, а также соответствующее выпускное отверстие 31.
Более подробно, узел 18 включает первый конвейер, в частности снабженный конвейерной лентой 32, для перемещения полосы 6, в частности на первой скорости перемещения, вдоль по меньшей мере части (в частности, вдоль) пути Р1. Предпочтительно, но не обязательно, первый конвейер также выполнен с возможностью перемещения уплотненного слоя 11, в частности на второй скорости перемещения, вдоль по меньшей мере части (в частности вдоль) пути Р2. Предпочтительно, но не обязательно, первый конвейер также выполнен с возможностью перемещения отдельных частей 17 вдоль (по меньшей мере) части пути РЗ.
В частности, конвейерная лента 32 выполнена с возможностью приема керамических порошков в зоне станции 4, для перемещения полосы 6 к станции 10 и для перемещения уплотненного слоя 11 от станции 10 к станции 20 порезки.
Более подробно, конвейерный блок 18 (более точно, первый конвейер) включает шкивы 34, из которых по меньшей мере один шкив приводится в движение с помощью исполнительного механизма, в частности, электродвигателя.
Предпочтительно, но не обязательно, узел 18 включает устройство обнаружения, в частности, датчик положения (хорошо известный и дополнительно не описанный), соединенный по меньшей мере с одним из шкивов 34, для обнаружения и/или определения скорости перемещения полосы 6.
Следует отметить, что в связи с уплотнением полосы 6 вторая скорость перемещения отличается от (в частности, превышает) первой скорости перемещения. В частности, разница между первой скоростью перемещения и второй скоростью перемещения изменяется во время работы установки 1, в том числе если первая скорость перемещения сохраняется постоянной.
Согласно некоторым неограничивающим вариантам осуществления изобретения (например, показанному на чертежах), узел 18 также включает второй конвейер, в частности, роликовый конвейер 33, выполненный с возможностью приема отдельных частей 17 и перемещения указанных отдельных частей 17 вдоль (по меньшей мере) части пути Р3, в частности через станцию 16 печати и, более детально, в направлении печи 21 и внутрь печи.
Согласно некоторым неограничивающим вариантам осуществления изобретения, устройство 9 прессования состоит из нижней ленты 35 пресса, расположенной внизу и контактирующую с конвейерной лентой 32 и выполненной с возможностью взаимодействия с верхней лентой 36 пресса для сухого прессования полосы 6 и получения уплотненного слоя 11.
Предпочтительно, но не обязательно, верхняя лента 36 пресса наклонена относительно конвейерной ленты 32, к которой она направлена в направлении перемещения (в направлении D1) для постепенного увеличения давления на полосу 6.
В показанном не имеющем ограничительного характера примере осуществления, нижняя лента 35 пресса и верхняя лента 36 пресса установлены на соответствующие ролики 37, два из которых (один для нижней ленты 35 пресса и один для верхней ленты 36 пресса), в частности, расположенные далее по линии относительно направления D1 (вдоль пути Р2), и приводятся в движение соответствующим электродвигателем.
Более точно, но не обязательно, нижняя лента 35 пресса и верхняя лента 36 пресса имеют соответствующие уплотняющие ролики 38 (или группы роликов), в частности расположенные в центральной зоне соответствующих лент 35 и 36 пресса.
Согласно предпочтительному не имеющему ограничительного характера варианту осуществления изобретения, устройство 19 порезки выполнено с возможностью порезки уплотненного слоя 11 по меньшей мере в поперечном направлении. В частности, поперечные разрезы позволяют определять продольный размер (протяженность) (длину) отдельных участков 17.
Предпочтительно, но не обязательно, устройство 19 порезки также выполнено с возможностью продольной порезки отдельных частей 17 и/или уплотненного слоя 11 для определения поперечного размера (протяженности) (ширины) отдельных частей 17.
Более подробно, устройство 19 порезки состоит из по меньшей мере режущего лезвия 39, которое выполнено с возможностью контакта с уплотненным слоем 11 для поперечной порезки, в частности, для получения отдельных частей 17.
Предпочтительно, но не обязательно, устройство 19 порезки также включает по меньшей мере два дополнительных вращающихся ножа 40, которые находятся на противоположных сторонах конвейерной ленты 32 и предназначены для обрезки боковых кромок отдельных частей 17 (или уплотненного слоя 11).
Согласно некоторым неограничивающим вариантам осуществления изобретения, которые не приведены, вращающиеся ножи 40 также выполнены с возможностью разделения отдельных частей 17 на две или более продольных части.
Предпочтительно, но не обязательно, блок 5 управления включает узел 44 определения, выполненный для обеспечения возможности обнаружения по меньшей мере определяемой характеристики уплотненного слоя 11 и/или второй расширенной зоны 8'. Блок 5 управления выполнен для обеспечения возможности преобразования заданной формы на основе обнаруженной характеристики для получения производной формы и для управления устройством 15 печати для того, чтобы устройство 15 печати во время работы использовало цветовое оформление исходя из произведенной формы.
В частности, блок 5 управления выполнен с возможностью определения (вычисления и/или обнаружения) по меньшей мере разницы (исходя из обнаруженной характеристики) между уплотненным слоем 11 и полосой 6 и/или между заданной формой второй зоны 8 и реальной формой второй расширенной зоны 8'. Блок 5 управления выполнен с возможностью преобразования указанной формы исходя из разницы между уплотненным слоем 11 и полосой 6 и/или между заданной формой второй зоны 8 и реальной формой второй расширенной зоны 8' для получения производной формы.
Предпочтительно, но не обязательно блок 5 управления выполнен с обеспечением возможности (в частности, узел 44 определения выполнен с обеспечением возможности) определения (обнаружения и/или вычисления) первого значения расширения уплотненного слоя 11 в направлении D1 и/или второго значения расширения в направлении D2. Другими словами, первое и второе значение расширения являются разницами между уплотненным слоем 11 и полосой 6 и/или между заданной формой второй зоны 8 и реальной формой второй расширенной зоны 8'. В этих случаях, например, ширина уплотненного слоя 11 и/или реальное изображение по меньшей мере части уплотненного слоя 11 являются (по меньшей мере частью) указанными обнаруженными характеристиками уплотненного слоя 11.
В частности, следует отметить, что за счет уплотнения полосы 6 в районе станции 10 уплотненный слой 11 расширяется относительно полосы 6 как в направлении D1, так и в направлении D2. Таким же образом зоны 7 и 8 расширяются с образованием зон 8' и 7'. Первое и второе значение расширения являются оценочными значениями того, насколько далеко уплотненный слой 11 расширен в направлении D1 и, соответственно, в направлении D2 относительно полосы 6.
Предпочтительно, но не обязательно, блок 5 управления выполнен с возможностью обеспечения преобразования по меньшей мере заданной формы зоны 8 исходя из первого значения расширения и/или второго значения расширения, в частности, исходя из первого значения расширения и второго значения расширения, для получения произведенной формы.
Кроме того, предпочтительно, но не обязательно, блок 5 управления также выполнен с возможностью обеспечения управления устройством 15 печати, таким образом, устройство 15 печати наносит цветовое оформление исходя из полученной формы. Таким образом, нанесенное на поверхность с помощью устройства 15 печати цветовое оформление находится в области зон 8', которые простираются в толщину уплотненного слоя 11. Другими словами, таким образом, цветовое оформление (в частности, чернила) наносится по существу на часть поверхности зоны 8'.
Согласно некоторым неограничивающим вариантам осуществления изобретения, блок 5 управления выполнен для обеспечения возможности управления устройством 3 подачи так, чтобы подача керамических порошков осуществлялась исходя из эталонного изображения, определяющего заданную форму и положение по меньшей мере второй зоны 8, предпочтительно также зоны 7.
В предпочтительном варианте осуществления, но не обязательно, блок 5 управления имеет в своей собственной внутренней памяти по меньшей мере одно эталонное изображение, в еще более предпочтительном варианте реализации - множество эталонных изображений.
Предпочтительно, но не обязательно, эталонное изображение имеет протяженность поверхности, в частности, в направлении D1, которая превышает протяженность поверхности (в частности, в направлении D1) отдельной части 17. Другими словами, эталонное изображение или расширенное эталонное изображение (после уплотнения) воссоздается на более чем одном отдельном участке 17. В частности, принимая во внимание тот факт, что уплотнение полосы 6 приводит к расширению в направлении D1 и/или в направлении D2 (в частности, в направлении D1 и в направлении D2), нанесенное на полосу 6 эталонное изображение также расширяется.
Таким образом, в предпочтительном варианте осуществления, но не обязательно, блок 5 управления выполнен с возможностью преобразования эталонного изображения исходя из первого значения расширения и/или второго значения расширения (в частности, исходя из первого значения расширения и второго значения расширения) для получения производной формы (и производного положения второй расширенной зоны 8').
Предпочтительно, но не обязательно, блок 5 управления также выполнен с возможностью присвоения множества координат базовой поверхности по меньшей мере части (по меньшей мере) зоны 8 (и, в частности, с возможностью сохранения упомянутых координат базовой поверхности во внутренней памяти). Таким образом, блок 5 управления содержит данные, которые описывают заданную форму (и заданное положение) зоны 8, полученные в результате функционирования устройства 3 подачи.
В частности, каждый набор (более точно, каждая пара) координат поверхности (определяющих положение точки) определяется с учетом относительной системы координат (системы декартовых координат), определяемой первой осью, параллельной направлению D1, и второй осью, перпендикулярной первой оси и параллельной направлению D2. Таким образом, каждый набор (более точно, каждая пара) координат поверхности включает первое значение и второе значение, связанные с первой осью и второй осью соответственно.
Согласно некоторым неограничивающим вариантам осуществления изобретения, каждый набор (более точно, каждая пара) координат поверхности определяется с учетом полярной системы (вместо системы декартовых координат) или другой подходящей для описания положения точки на плоскости системы.
Согласно некоторым неограничивающим вариантам осуществления изобретения, блок 5 управления выполнен с возможностью определения и/или обнаружения координат базовой поверхности с помощью эталонного изображения.
В качестве альтернативы или дополнительно, блок 5 управления выполнен с возможностью получения координат базовой поверхности с помощью устройства обнаружения, в частности, оптического типа (не приведен и дополнительно не описан).
Предпочтительно, но не обязательно, блок 5 управления также выполнен с возможностью преобразования координат базовой поверхности исходя из первого значения расширения и/или второго значения расширения для получения преобразованных координат, определяющих производную форму и, предпочтительно, также производное положение.
В частности, блок 5 управления выполнен с возможностью управления устройством 15 печати исходя из преобразованных координат.
Предпочтительно, но не обязательно, блок 5 управления также выполнен с возможностью обеспечения управления устройством 15 печати согласно перемещению полосы 6 и уплотненного слоя 11 (и, в частности, также отдельных частей 17). Более точно, но не обязательно, блок 5 управления выполнен для обеспечения возможности учета разницы во времени между подачей керамических порошков в зону станции 4 и нанесением цветового оформления устройством 15 печати в зоне станции 16.
Особо ссылаясь на Фиг. 1, согласно конкретным неограничивающим вариантам осуществления изобретения, узел 44 определения состоит из по меньшей мере устройства сбора данных, в частности камеры 45, для получения реального изображения по меньшей мере части уплотненного слоя 11, в частности отдельных частей 17, в зоне станции 46 сбора данных.
Предпочтительно, но не обязательно, камера 45 расположена за устройством 9 прессования и до устройства 15 печати относительно направления D1 (в частности, вдоль пути Р2 и/или вдоль пути Р3). Другими словами, станция 46 расположена между станцией 10 и станцией 16.
Предпочтительно, но не обязательно, камера 45 расположена между устройством 19 порезки и устройством 15 печати. Другими словами, станция 46 расположена между станцией 20 и станцией 16.
Предпочтительно, но не обязательно, блок 5 управления дополнительно выполнен для обеспечения обработки реального изображения с целью определения реальной формы (произведенной в результате деформации - более точно, но не обязательно, расширения -заданной формы) второй расширенной зоны 8'. В частности, блок 5 управления выполнен с возможностью определения первого значения расширения и/или второго значения расширения посредством сравнения реальной формы с заданной формой (следует обратить внимание на то, что реальная форма является результатом расширения уплотненного слоя 11 относительно полосы 6 в связи с уплотнением).
Предпочтительно, но не обязательно, блок 5 управления также выполнен с возможностью определения того, какая часть эталонного изображения соответствует полученному в результате реальному изображению (реальной форме) (полосы 6 или - в предпочтительном варианте, но не обязательно - уплотненного слоя 11), в частности, с помощью узла 44 определения (более точно, камерой 45). Таким образом, выбранная часть эталонного изображения идентифицируется, определяя (содержащуюся) указанную заданную форму.
Предпочтительно, но не обязательно, блок 5 управления выполнен с возможностью обеспечения управления устройством 15 печати, исходя из выбранной части эталонного изображения (определение - содержание - указанная заданная форма).
Другими словами, блок 5 управления выполнен с возможностью выбора указанного цветового оформления для нанесения (на уплотненный слой 11 порошка) по эталонному изображению с выбором части (содержание - определение - заданная форма) указанного эталонного изображения, исходя из реального изображения (реальной формы).
Это, в частности, предпочтительно, когда эталонное изображение, в частности, большое (длинное) и таким образом используется, в частности, для длинных участков уплотненного слоя 11. Следует отметить предпочтительное использование, в частности, больших (длинных) эталонных изображений для уменьшения количества керамических изделий 2 с одинаковым цветовым оформлением. Фактически, большинство пользователей предпочитают использовать неповторяющийся эстетический эффект, более близкий к природному.
На практике при использовании, в соответствии с конкретными вариантами осуществления изобретения, блок 5 управления, исходя из обнаруженной узлом 44 определения информации (более точно, камерой 45), выбирает часть эталонного изображения для определения выбранной части эталонного изображения (и, следовательно, указанной формы). В этот момент блок 5 управления изменяет выбранную часть эталонного изображения (указанной формы), исходя из указанных значений расширения для получения производной формы.
Согласно некоторым неограничивающим вариантам осуществления изобретения, блок 5 управления выполнен с возможностью определения по меньшей мере множества координат расширенной поверхности зоны 8' исходя из реального изображения и, предпочтительно, для обеспечения соответствия, в частности, посредством определенного алгоритма, соответствующих координат базовой поверхности координатам расширенной поверхности. В частности, конкретный используемый алгоритм основан на библиотеке с открытым исходным кодом машинного зрения (2015) https://github.com/itseez/opencv).
Предпочтительно, но не обязательно, блок 5 управления выполнен с возможностью определения координат расширенной поверхности по меньшей мере двух точек реальной формы; блок 5 управления выполнен с возможностью привязки координаты базовой поверхности точки заданной формы к координате расширенной поверхности. В частности, блок 5 управления выполнен с возможностью привязки каждой из двух точек заданной формы к соответствующей точке по меньшей мере двух точек реальной формы; более конкретно, блок 5 управления выполнен с возможностью привязки координат каждой из двух точек реальной формы с координатой расширенной поверхности соответствующей одной из двух точек заданной формы.
Следует обратить внимание на то, что координаты расширенной поверхности, рассматриваемые относительно соответствующих координат базовой поверхности, отражают расширение в направлении D1 и в направлении D2.
Более точно, но не обязательно, первое и второе значение координат базовой поверхности изменяется (относительно системы координат) из-за расширения уплотненного слоя 11 относительно полосы 6 для того, чтобы получить первое и, соответственно, второе значение соответствующих координат расширенной поверхности (реальной формы).
В частности, сравнение (в частности, разница) между первыми значениями координат поверхности (расширенной и базовой) и между вторыми значениями координат поверхности (расширенной и базовой) позволяет определять первое значение расширения и/или второе значение расширения.
Кроме того, следует отметить, что, как правило, точность определения первого значения расширения и второго значения расширения тем больше, чем больше количество координат расширенной поверхности и соответствующих координат базовой поверхности, используемых для определения первого значения расширения и второго значения расширения.
Во время работы установка 1 обеспечивает возможность изготовления керамических изделий 2 из керамических порошков.
В соответствии с приведенным далее аспектом настоящего изобретения, предлагается следующий способ изготовления керамических изделий 2. Способ включает по меньшей мере следующие этапы:
- этап подачи, во время которого осуществляется подача по крайней мере двух отличающихся керамических порошков, в частности в зону станции 4 подачи (в частности, устройством 3), для формирования полосы 6, имеющей по крайней мере зону 7 и по крайней мере зону 8;
- этап прессования, при котором полоса 6 уплотняется, в частности в зоне станции 10 прессования (в частности, с помощью устройства прессования 9), для получения уплотненного слоя 11; и
- этап печати, при котором наносится цветовое оформление (в частности, посредством нанесения чернил) на поверхность уплотненного слоя 11 (в частности, на поверхность отдельных участков 17). Более точно, но не обязательно, цветовое оформление наносится в зоне станции 16 печати (более точно, устройством 15 печати).
В частности, этап прессования (по меньшей мере частично) следует за этапом подачи. Дополнительно или в качестве альтернативы, этап печати (по меньшей мере частично) следует за этапом прессования.
Предпочтительно, но не обязательно, способ также включает этап транспортировки, при котором полоса 6 перемещается через станцию 10 прессования, а уплотненный слой 11 (и/или отдельные части 17) перемещается(-ются) от станции 10 прессования к станции 16 печати и проходят через станцию 16 печати. В частности, способ (точнее, этап транспортировки) включает
- первый этап перемещения, во время которого полоса 6 перемещается (в частности, с первой скоростью перемещения) вдоль пути Р1 (в частности, от станции подачи 4 к станции прессования 10);
- второй этап перемещения (по меньшей мере частично после первого этапа перемещения), при котором уплотненный слой 11 перемещается вдоль пути Р2 (в частности, от станции 10 к станции порезки 20); и
- предпочтительно, но не обязательно, по меньшей мере третий этап перемещения (по меньшей мере частично следующий за вторым этапом перемещения), во время которого отдельные части 17 перемещаются вдоль пути Р3, в частности, от станции 20 по меньшей мере к станции 16 печати.
В предпочтительном варианте осуществления, но не обязательно, способ также включает этап порезки, при котором (в частности, в зоне станции 20 порезки) порезка уплотненного слоя 11 осуществляется для формирования отдельных частей 17.
Предпочтительно, но не обязательно, способ также включает этап обжига, при котором керамические порошки отдельных частей 17 спекаются (в частности, с применением печи 21), в частности для получения изделий 2. В предпочтительном варианте осуществления, но не обязательно, этап обжига осуществляется после этапа печати.
Согласно некоторым неограничивающим вариантам осуществления изобретения, способ также включает этап сушки (в частности, осуществляемый перед этапом обжига; в частности, также выполняемый перед этапом печати), во время которого выполняется сушка отдельных частей 17. В предпочтительном варианте осуществления, но не обязательно, этап сушки осуществляется с помощью сушильного устройства.
Более подробно, согласно некоторым неограничивающим вариантам осуществления изобретения, подача керамических порошков на этапе подачи осуществляется исходя из определяющего форму (и положение) эталонного изображения по меньшей мере зоны 8, предпочтительно также зоны 7.
В предпочтительном варианте осуществления, но не обязательно, блок 5 управления осуществляет управление устройством 3 подачи, в частности, исходя из эталонного изображения (в частности, для воспроизведения эталонного изображения). Более точно, но не обязательно, блок 5 управления осуществляет управление по меньшей мере первым блоком 28 подачи и вторым блоком 29 подачи для подачи (в зоне станции 4 подачи) керамических порошков на ленту 32.
Более подробно, во время этапа прессования полоса 6 постепенно уплотняется, в частности с помощью устройства 9, в частности посредством взаимодействия между лентой 35 пресса и лентой 36 пресса.
В предпочтительном варианте осуществления, но не обязательно, этап прессования осуществляется во время этапа транспортировки (в частности, во время первого этапа перемещения и во время второго этапа перемещения).
Более подробно, во время первого этапа перемещения полоса 6 перемещается с помощью ленты 32.
В предпочтительном варианте осуществления, но не обязательно, во время первого этапа перемещения первая скорость перемещения фиксируется с помощью элемента обнаружения узла 18.
Более точно, но не обязательно, во время второго этапа перемещения уплотненный слой 11 перемещается с помощью ленты 32 и взаимодействия с лентами 35 и 36 прессования.
В частности, вторая скорость перемещения тем больше, чем больше первая скорость перемещения.
Более точно, но не обязательно, во время третьего этапа перемещения отдельные части 17 перемещаются от станции 20 порезки через станцию 16 печати в печь 21 (в частности, перед станцией 16 также через сушильное устройство).
В предпочтительном варианте осуществления, но не обязательно, во время третьего этапа перемещения (и перед этапом печати) отдельные части 17 перемещаются с ленты 32 на роликовый конвейер 33.
Более подробно, на этапе порезки слой 17 разрезается по меньшей мере в поперечном направлении, в частности лезвием 39. В частности, поперечный разрез (уплотненного слоя 11) определяет продольный размер (длину) отдельных частей 17.
В предпочтительном варианте осуществления, но не обязательно, на этапе порезки отдельные части 17 и/или уплотненный слой 11 разрезаются(-ется) в продольном направлении, в частности для определения поперечного размера (ширины) отдельных частей 17.
Предпочтительно, но не обязательно, способ также включает
- этап определения, в частности (по меньшей мере частично) следующий за этапом прессования (и перед этапом печати), во время которого обнаруживается по меньшей мере обнаруживаемая характеристика уплотненного слоя 11 и/или второй расширенной зоны 8';
- этап преобразования, в частности (по меньшей мере частично) следующий за этапом определения, во время которого заданная форма (и, в частности, заданное положение второй зоны 8) изменяется (модифицируется) исходя из обнаруженной характеристики для получения производной формы.
Согласно некоторым неограничивающим вариантам осуществления изобретения (на этапе определения) определяется, по меньшей мере, разница между уплотненным слоем 11 и полосой 6 и/или между заданной формой второй зоны 8 и реальной формой второй расширенной зоны 8' (а именно, вычисляется и/или обнаруживается) исходя из обнаруженной характеристики. Заданная форма преобразовывается (модифицируется) исходя из разницы между уплотненным слоем 11 и полосой 6 и/или между заданной формой второй зоны 8 и реальной формой второй расширенной зоны 8' для получения производной формы.
В частности, (на этапе определения) определяется первое значение расширения и/или второе значение расширения (а именно, обнаруживается и/или вычисляется). На этапе преобразования заданная форма преобразовывается исходя из первого значения расширения и/или второго значения расширения для получения производной формы. В частности, на этапе преобразования заданное положение (второй зоны 8) преобразовывается исходя из первого значения расширения и/или второго значения расширения для получения производного положения.
В частности, этап преобразования осуществляется перед этапом печати.
На этапе печати оформление наносится исходя из производной формы (в частности, для воспроизведения производной формы). В частности, на этапе печати оформление наносится исходя из произведенного положения.
Более точно, но не обязательно, блок 5 управления осуществляет управление устройством 15 исходя из производной формы. Таким образом, можно получить большее соответствие между положением оформления на поверхности уплотненного слоя 11 (в частности, на отдельных частях 17) и реальной формой (и положением) расширенной зоны 8'.
Согласно некоторым неограничивающим вариантам осуществления изобретения, способ также включает этап назначения, при котором координаты базовой поверхности присваиваются, по меньшей мере, одной части (одной или нескольким точкам) зоны 8. В частности, этап назначения выполняется на этапе подачи.
Согласно некоторым неограничивающим вариантам осуществления изобретения, координаты базовой поверхности определяются исходя из эталонного изображения и/или с помощью устройства обнаружения (которое определяет положение, по меньшей мере, одной части - или нескольких точек - зоны 8 полосы 6 керамических порошков).
Предпочтительно, но не обязательно, на этапе преобразования координаты базовой поверхности преобразовываются исходя из первого значения расширения и/или второго значения расширения (в частности, исходя из первого значения расширения и второго значения расширения) для получения преобразованных координат, которые определяют произведенную форму.
В предпочтительном варианте осуществления, но не обязательно, способ (в частности, этап определения) также включает этап сбора данных, который по меньшей мере частично следует за этапом прессования, и при котором происходит сбор данных о реальном изображении (в частности, камерой 45) по меньшей мере части уплотненного слоя 11, в частности, соответствующей отдельной части 17; и этап обработки (в частности, следующий за этапом сбора данных), при котором выполняется обработка реального изображения для определения реальной формы (формируется деформацией - в частности, расширением - заданной формы - второй расширенной зоны 8'). В частности, обработка реального изображения осуществляется в соответствии с описанием, приведенным в книге Уильяма К. Пратта (William K. Pratt), 2001 г. ("Обработка цифрового изображения: PIKS изнутри ("Digital Image Processing: PIKS Inside"), третья редакция. Уильям К. Пратт (William K. Pratt) (2001) Джон Уфйли и сыновья, Инк. (John Wiley & Sons, Inc.) ISBNs: 0-471-37407-5 (в твердом переплете); 0-471-22132-5 (электронная версия)).
Предпочтительно, но не обязательно, на этапе обработки осуществляется определение (в частности, с применением блока 5 управления) того, какая часть эталонного изображения соответствует полученному в результате реальному изображению (реальной форме) (полосы 6 или - в предпочтительном варианте, но не обязательно - уплотненного слоя 11), в частности, с помощью узла 44 определения (более точно, камерой 45). Таким образом, выбранная часть эталонного изображения идентифицируется, определяя (содержащуюся) указанную заданную форму.
В частности, во время этапа печати оформление выбранной части эталонного изображения печатается исходя из выбранной части эталонного изображения.
Другими словами, указанное цветовое оформление для нанесения (на уплотненный слой 11 порошка) извлекается из эталонного изображения путем выбора части (содержание - определение - заданная форма) указанного эталонного изображения исходя из реального изображения (полученных данных реальной формы).
На практике, во время использования в соответствии с конкретными вариантами осуществления изобретения, часть эталонного изображения выбирается для определения выбранной части эталонного изображения (и, следовательно, заданной формы). В этот момент выбранная часть эталонного изображения (указанной формы) изменяется исходя из указанных значений расширения для получения производной формы.
Согласно некоторым неограничивающим вариантам осуществления изобретения, на этапе определения реальная форма сравнивается с заданной формой для определения первого значения расширения и/или второго значения расширения.
В предпочтительном варианте осуществления, но не обязательно, на этапе обработки определяются координаты расширенной поверхности по меньшей мере двух точек реальной формы.
Согласно некоторым неограничивающим вариантам осуществления изобретения, координата базовой поверхности точки заданной формы связана с координатой расширенной поверхности. В частности, каждая из по меньшей мере двух точек реальной формы связана с соответствующей одной из двух точек заданной формы. Кроме того, в частности, координаты каждой из двух точек реальной формы связаны с координатами расширенной поверхности соответствующей одной из двух точек заданной формы.
Следует отметить, что координаты расширенной поверхности, рассматриваемые относительно соответствующих координат базовой поверхности, отражают расширение в направлении D1 и в направлении D2.
Более точно, но не обязательно, на этапе определения первое и второе значение координат базовой поверхности изменяется (относительно системы координат) исходя из расширения уплотненного слоя 11 относительно полосы 6 для получения первого и, соответственно, второго значения соответствующих координат расширенной поверхности (реальной формы).
В частности, сравнение (в частности, разница между) первыми значениями координат поверхности (расширенной и базовой) и между вторыми значениями координат поверхности (расширенной и базовой) позволяет определять первое значение расширения и/или второе значение расширения.
В частности, на этапе определения первое значение расширения и/или второе значение расширения определяются исходя из координат расширенной поверхности и соответствующих координат базовой поверхности. Более точно, но не обязательно, на этапе определения первое значение расширения и/или второе значение расширения определяются исходя из разницы между координатами расширенной поверхности и соответствующими координатами базовой поверхности.
В соответствии с предпочтительными, но не имеющими ограничительного характера вариантами осуществления изобретения, на этапе преобразования эталонное изображение преобразовывается исходя из первого значения расширения и/или второго значения расширения для получения производной формы (и производного положения).
Более точно, но не обязательно, на этапе печати цветовое оформление наносится на поверхность отдельного участка 17. В частности, на этапе печати учитывается реальный поперечный размер и реальный продольный размер отдельной части 17 для нанесения оформления исключительно на поверхность отдельной части 17. В предпочтительном варианте осуществления, но не обязательно, пропускаются части оформления, определенные производной формой, которые выходят за пределы отдельной части 17. Это обеспечивает экономию чернил.
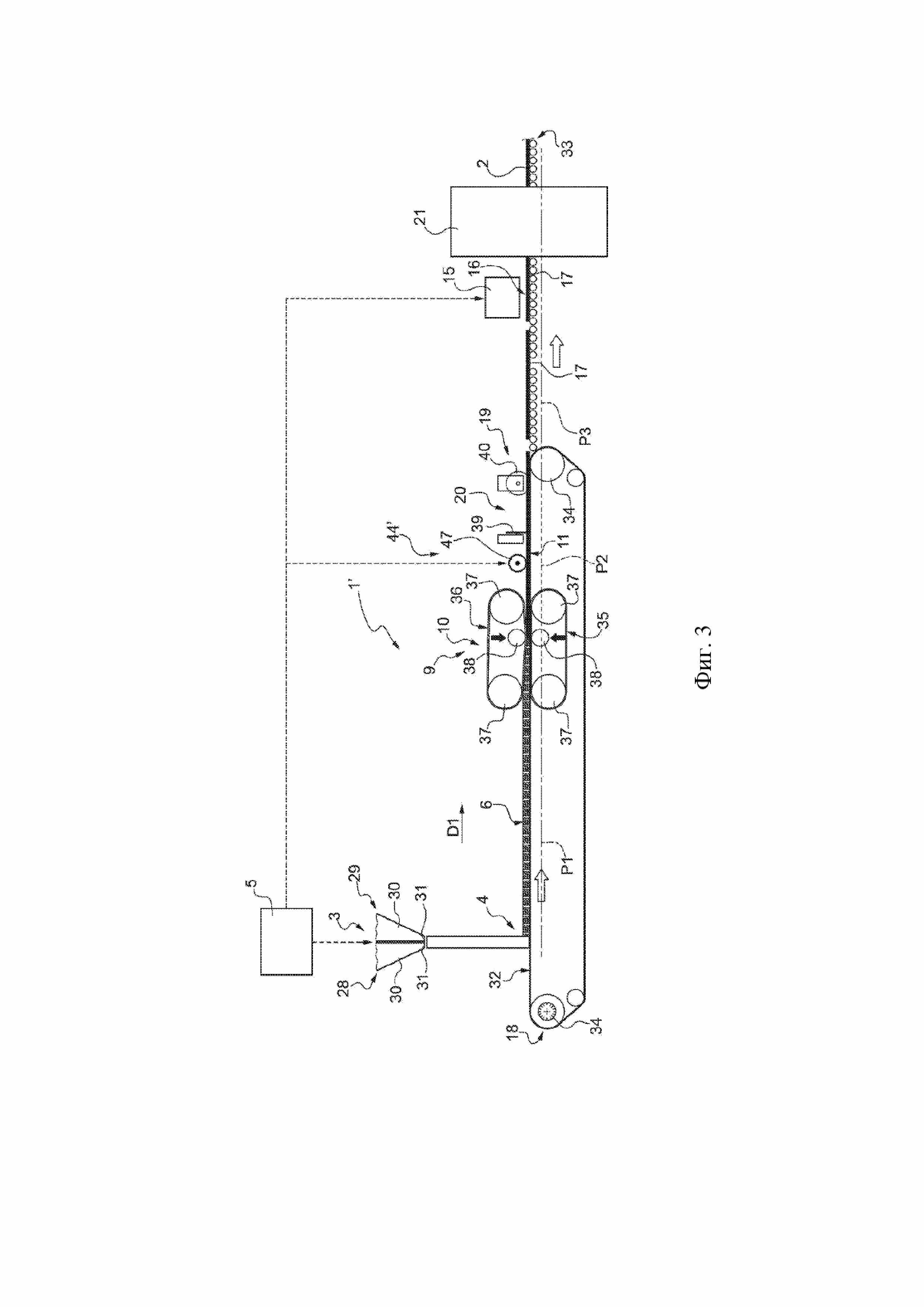
Цифра 1' на Фиг. 3 указывает на альтернативный и предпочтительный вариант осуществления установки в соответствии с настоящим изобретением. Установка 1' похожа на установку 1 и поэтому описывается ниже исключительно с точки зрения отличий от установки 1, с обозначением одинаковыми ссылочными позициями тех частей, которые являются одинаковыми или аналогичными уже описанным для установки 1.
В частности, установка 1' отличается от установки 1 тем, что блок 5 включает узел 44' определения, отличающийся от узла 44 определения.
Более подробно, узел 44' включает элемент определения скорости (в частности, колесо 47 определения), выполненный с возможностью обнаружения (и/или определения) второй скорости перемещения.
В предпочтительном варианте осуществления, но не обязательно, колесо 47 выполнено с возможностью контакта во время работы с уплотненным слоем 11 и вращения от уплотненного слоя 11, который во время работы перемещается со второй скоростью вдоль пути Р2. В частности, вторая скорость перемещения определяется исходя из скорости вращения колеса 47.
В предпочтительном варианте осуществления, но не обязательно, блок 5 выполнен с возможностью (в частности, выполнен узел 44') определения первого значения расширения исходя из значения первой скорости перемещения и второй скорости перемещения (в частности, исходя из разницы между второй скоростью перемещения и первой скорости перемещения).
Предпочтительно, но не обязательно, узел 44' состоит из (кроме всего прочего) одного или нескольких датчиков (не приведены), например, фотодатчиков, выполненных для обеспечения возможности обнаружения (и/или измерения) (в зоне соответствующей станции обнаружения) поперечного размера (в направлении D2 - ширина) уплотненного слоя 11. В частности, станция обнаружения расположена между станцией 10 прессования и станцией 20 порезки.
В предпочтительном варианте осуществления, но не обязательно, блок 5 выполнен с возможностью определения второго значения расширения исходя из поперечного размера полосы 6 и уплотненного слоя 11. В частности, блок 5 выполнен с возможностью определения второго значения расширения исходя из разницы между поперечным размером полосы 6 и уплотненного слоя 11.
Способ изготовления керамических изделий 2 с помощью установки 1' аналогичен способу изготовления керамических изделий 2, реализуемому с применением установки 1, и отличается от него только следующими аспектами.
В частности, способ (в частности, этап определения) также содержит этап обнаружения, во время которого определяется вторая скорость перемещения уплотненного слоя 11. На этапе определения первое значение расширения определяется исходя из первой скорости перемещения и второй скорости перемещения (в частности, исходя из разницы между второй скоростью перемещения и первой скоростью перемещения).
Более подробно, на этапе обнаружения колесо 47 контактирует с поверхностью уплотненного слоя 11, а уплотненный слой 11 обеспечивает его вращение. Путем определения скорости вращения колеса 47 определяется (определяется и/или вычисляется) вторая скорость перемещения.
В предпочтительном варианте осуществления, но не обязательно, на этапе обнаружения по меньшей мере поперечный размер (ширина) уплотненного слоя 11 (в частности, также поперечный размер полосы 6) обнаруживается (и/или определяется, и/или измеряется). На этапе определения второе значение расширения определяется исходя из поперечного размера полосы 6 и уплотненного слоя 11 (в частности, исходя из разницы между поперечным размером полосы 6 и уплотненным слоем 11).
Более точно, но не обязательно, на этапе обнаружения поперечный размер уплотненного слоя 11 определяется с помощью соответствующего датчика или соответствующих датчиков.
Предпочтительно, но не обязательно, способ включает дополнительный этап обнаружения, при котором определяется первая скорость перемещения. В частности, первая скорость перемещения определяется посредством элемента определения узла 18, в частности, датчика положения.
В качестве альтернативы или дополнительно, также осуществляется дополнительный этап обнаружения, во время которого определяется (и/или выявляется и/или измеряется) поперечный размер полосы 6, в частности, с помощью вспомогательного датчика(-ов).
Предпочтительно, но не обязательно, описанный выше способ изготовления керамических изделий 2 реализуется установкой 1.
Описанные выше установка 1 и способ изготовления керамических изделий 2 (в соответствии с настоящим изобретением) обладают различными преимуществами по сравнению с известным уровнем техники.
В частности, в соответствии с настоящим изобретением существует возможность получения улучшенной синхронизации между оформлением поверхности, нанесенным с помощью устройства 15 печати, и характеристиками, в частности, цветовыми характеристиками, сформированными в толщине отдельных частей 17. Это обеспечивает возможность получения керамических изделий 2, очень похожих на изделия из природного материала.
Очевидно, что модификации и изменения, которые не выходят за пределы области охранительного действия, определенного формулой изобретения, могут быть использованы в установке 1 и в способе, описанном и приведенном здесь.
Согласно некоторым неограничивающим вариантам осуществления изобретения, блок 5 включает узел 44 определения и узел 44' определения (или комбинацию их частей), а блок 5 может быть выполнен с возможностью определения первого значения расширения и/или второго значения расширения посредством использования (или части) узла 44 и/или (или части) узла 44'.
Реферат
Группа изобретений относится к способу и установке для производства керамических изделий, в частности, имеющих внутренние борозды или жилки. Способ включает этап подачи, на котором подают по меньшей мере два разных керамических порошка для получения полосы (6) керамических порошков, этап прессования, на котором полосу (6) керамических порошков уплотняют для формирования уплотненного слоя (11) керамических порошков, этап печати, при котором на поверхность уплотненного слоя (11) керамических порошков наносят цветовое оформление. При этом способ дополнительно включает этап определения, на котором определяют первое значение расширения уплотненного слоя (11) керамических порошков в продольном направлении (D1) и/или второе значение расширения в поперечном направлении (D2), и этап преобразования, на котором заданную форму преобразуют исходя из первого значения расширения и/или второго значения расширения для получения производной формы. На этапе печати цветовое оформление наносят исходя из производной формы. Установка для осуществления способа включает устройство (3) подачи, блок (5) управления, устройство (9) прессования и устройство (15) печати. При этом устройство (3) подачи выполнено с возможностью подачи по меньшей мере двух различных керамических порошков. Блок (5) управления подключен к устройству (3) подачи и выполнен с возможностью управления подачей керамических порошков для формирования полосы (6) керамических порошков, простирающейся в продольном направлении (D1) и в поперечном направлении (D2) и имеющей по меньшей мере первую зону (7) и по меньшей мере вторую зону (8) с различным содержанием указанных керамических порошков; вторая зона (8) имеет заданную форму. Устройство (9) прессования выполнено с возможностью уплотнения полосы (6) керамических порошков для получения уплотненного слоя (11) керамических порошков. При этом уплотненный слой (11) керамических порошков выполнен расширяющимся в продольном направлении (D1) и/или в поперечном направлении (D2) относительно полосы (6) керамических порошков и имеет вторую расширенную зону (8'), имеющую реальную форму. Устройство (15) печати управляется блоком (5) управления и выполнено с возможностью нанесения цветового оформления на поверхность уплотненного слоя (11) керамических порошков. При этом блок (5) управления содержит узел (44, 44’) определения, выполненный с возможностью обнаружения по меньшей мере одной определяемой характеристики уплотненного слоя (11) и/или второй расширенной зоны (8’), и выполнен с возможностью преобразования заданной формы на основе обнаруженной характеристики для получения производной формы и для управления устройством (15) печати, выполненным с возможностью использования цветового оформления исходя из произведенной формы, при работе. Техническим результатом является повышение эффективности распределения порошков, повышение эффективности изготовления керамических изделий с цветовыми эффектами на поверхности. 2 н и 17 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство и способ для прессования порошкового материала
Комментарии