Формовыравнивающая плита пресса, двухленточный пресс, одно- или многоэтажный пресс - RU2085391C1
Код документа: RU2085391C1
Чертежи

Описание
Изобретение касается формовыравнивающей плиты и непрерывно работающего двухленточного пресса для изготовления бесконечных полотен материала типа ламинатов, стружечных, волокнистых или фанерных плит и т.п. а также прерывисто работающего одно- или многоэтажного пресса для изготовления материалов в виде отрезков.
Известно выполнение формовыравнивающей плиты, установленной в прижимной плите двухленточного пресса. Известная формовыравнивающая плита выполнена в виде расположенных на расстоянии друг от друга плит, герметично соединенных гибким сильфоном и образующих камеру, заполненную жидкой средой под давлением.
Недостатком известного устройства является то, что на боковых уплотнениях расположенной на обращенной от прессующей ленты стороне прижимной плиты камеры сжатия, в частности при повышенных давлениях, может произойти утечка текучей рабочей среды, а также возможность загрязнения прессуемого материала и станины пресса. Зачастую прессуемый материал требует во время прессования обработки при повышенной температуре. Для этого прижимная плита нагревается до необходимой температуры.
Известны уплотняющие материалы для боковых уплотнений, выполненные из пластмассы или эластомеров, которые устойчивы лишь до температур 370oC. Поэтому при более высоких температурах боковые уплотнения этой напорной камеры разрушаются, что в конце концов ведет к прекращению нагружения давлением через камеру сжатия и тем самым к продолжительному и дорогому ремонту двухленточного пресса.
Целью изобретения является усовершенствование двухленточного пресса таким образом, что он имеет возможность надежного использования при повышенных температурах.
На фиг. 1 схематично изображен двухленточный пресс, вид сбоку; на фиг. 2 то же в продольном разрезе; на фиг. 3 роликовая опорная плита в перспективном изображении; на фиг. 4 разрез прижимной плиты в продольном направлении; на фиг. 5 разрез формовыравнивающей плиты; на фиг. 6 разрез формовыравнивающей плиты в другом варианте выполнения; на фиг. 7 - полосообразное расположение нескольких выравнивающих плит и на фиг. 8 - схематично изображен многоэтажный пресс.
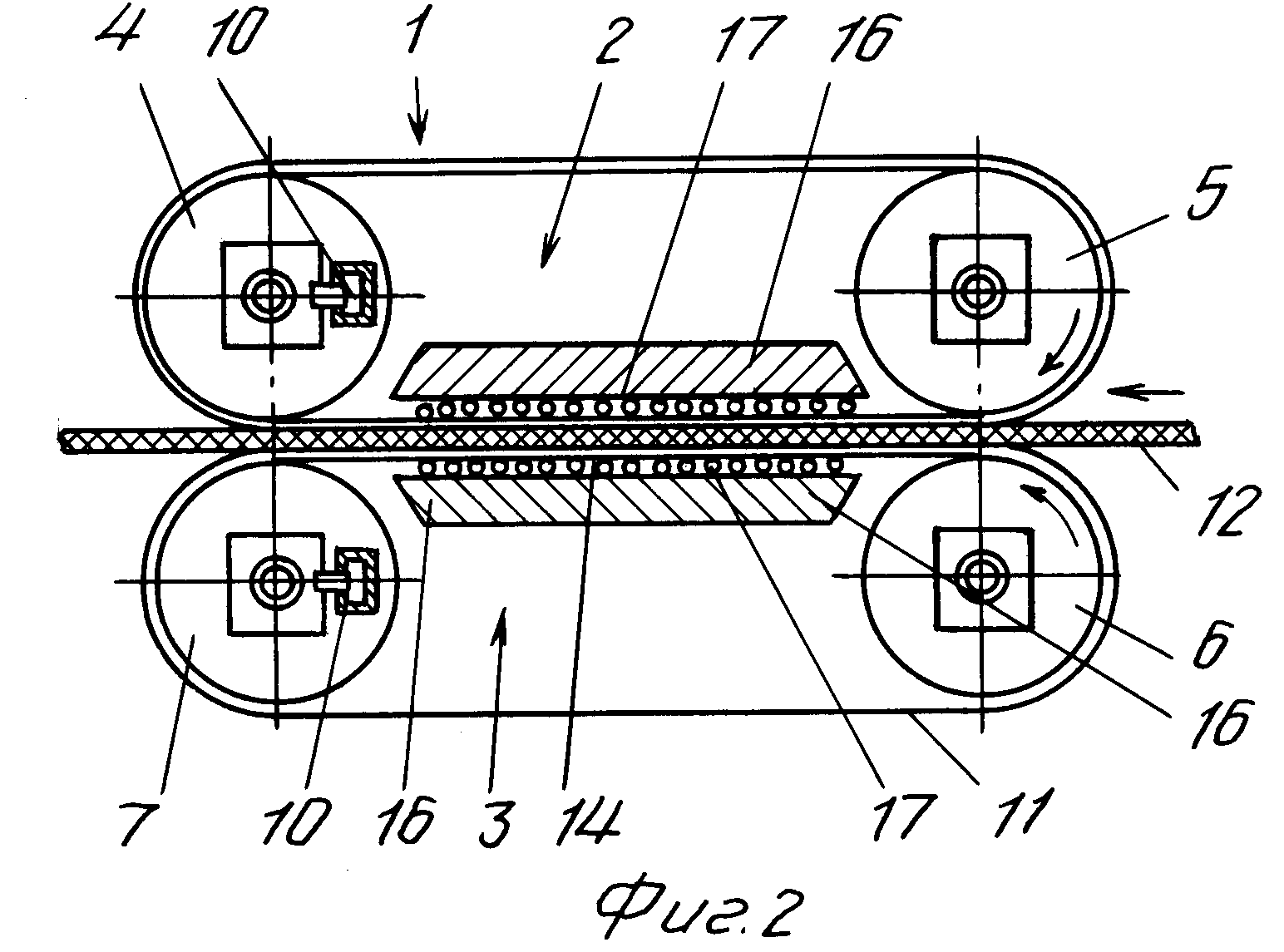
Непрерывно работающий двухленточный пресс 1 состоит из узла верхней 2 прессующей ленты и узла нижней 3 прессующей ленты, которые расположены один над другим. Каждый узел 2, 3 прессующих лент, в свою очередь состоит из двух пар вращающихся барабанов 4, 5 и 6, 7, установленных в опорных мостах 8, 9. Выполненные из высокопрочной на растяжение стальной ленты, прессующие ленты 10, 11 охватывают барабаны 4, 5 и соответственно 6 и 7 и с помощью расположенных в опорных мостах 8 и 9, гидроцилиндров 12. По меньшей мере один натяжной барабан каждого узла 2, 3 прессующих лент приводится одним двигателем, так что обе прессующие ленты 10, 11 перемещаются соответственно направлениям стрелок в барабанах 5, 6. Опорные мосты 8, 9 закреплены на станинах 13 пресса.
Между нижней ветвью верхней прессующей ленты 10 и верхней ветвью нижней прессующей ленты 11 расположена реакционная зона 14, в которой проходящее справа налево полотно 15 материала прессуется при поверхностном давлении во время прохода через двухленточный пресс 1. Для создания давления действующего на полотно 15 материала в реакционной зоне 14 в станине 13 двухленточного пресса 1 расположены прижимные плиты 16, от которых поверхностное давление механически передается на внутреннюю сторону прессующих лент 10, 11 и затем от последних передается на полотно 15 материала. Для создания механического поверхностного давления между нажимной плитой 16 и внутренней стороной прессующих лент 10, 11 служит состоящая из неподвижных роликов роликовая опорная плита 17.
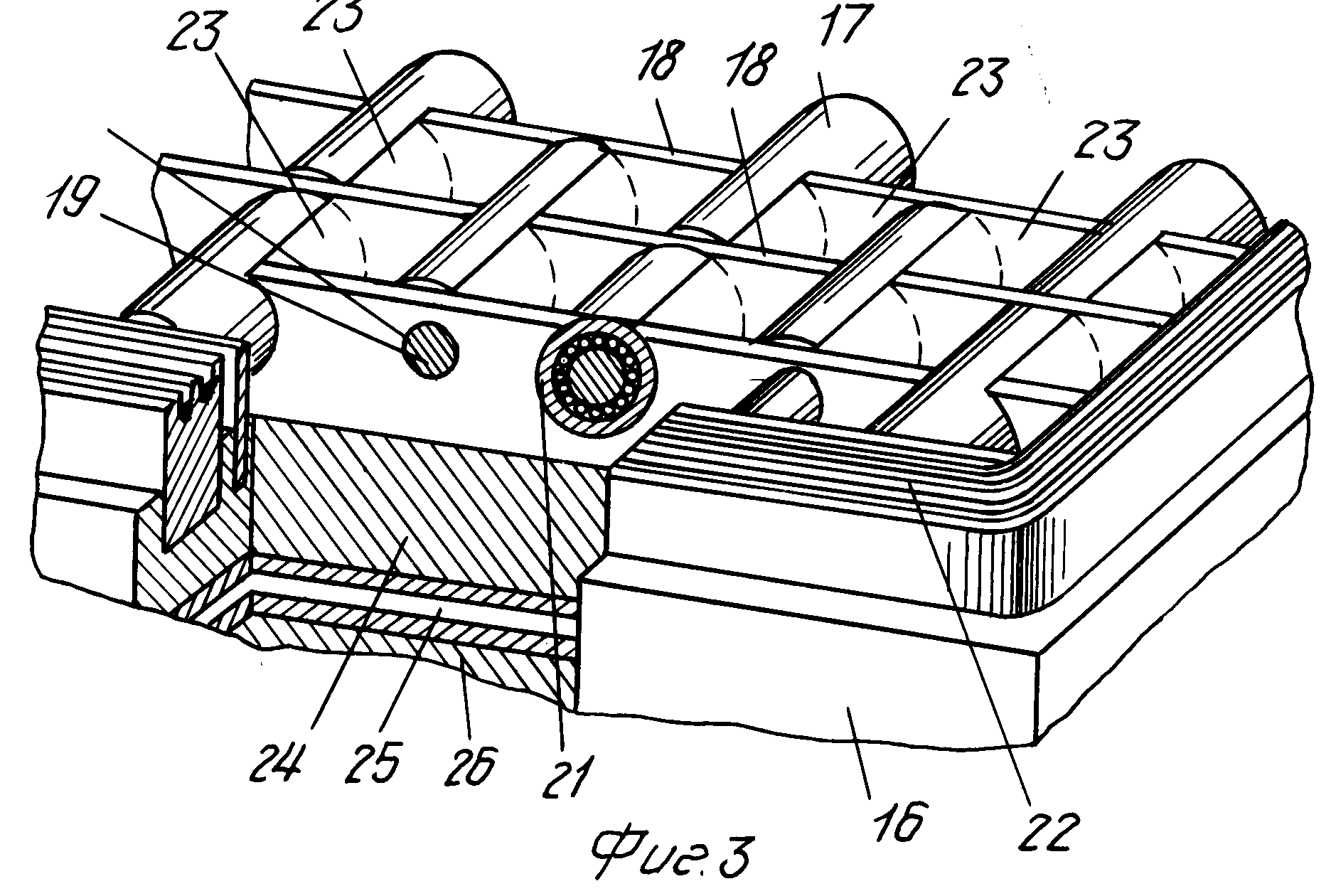
В продольном направлении прижимной плиты 16, т.е. в направлении прохождения прессующих лент 10, 11 вперед, в прижимной плите 16 расположены опорные планки 18. В этих опорных планках 18 находятся опорные валы 19, на которых ролики роликовой опорной плиты 17 расположены рядами параллельно направлению продвижения прессующих лент 10, 11. Ролики имеют меньшую по сравнению с шириной прижимной плиты 16 длину, так что на одном опорном валу 19 расположены друг возле друга несколько роликов. Ролики по мере надобности в двух соседних рядах взаимно смещены на половину ширины ролика, в то время как каждое второе опорное отверстие 20 для ролика 19 заменено проемом 21, который незначительно больше диаметра ролика роликовой плиты 17.
Опорная плита для роликов может быть окружена дополнительно одним или несколькими уплотнениями 22 с поверхностями скольжения, которые расположены в прижимной плите 16 и соприкасаются одной поверхностью с прессующими лентами 10, 11, так что прессующие ленты 10, 11 скользят вдоль на этих уплотнениях 22 с поверхностями скольжения. Уплотнение 22 с поверхностью скольжения замкнуто в виде кольца, благодаря чему опорная плита роликов расположена в замкнутой полости и может заполняться смазочным материалом для роликов. В полости между двумя роликами может быть установлен наполнитель 23, чтобы путем образования капиллярных просветов между роликом, опорными планками 18 и прижимной плитой 16 улучшить смазку. Замкнутая уплотнением 22 с поверхностью скольжения полость может заполняться также текучей напорной средой, которая при наполнении полости оказывает гидравлическое давление на внутреннюю сторону прессующих лент 10, 11.
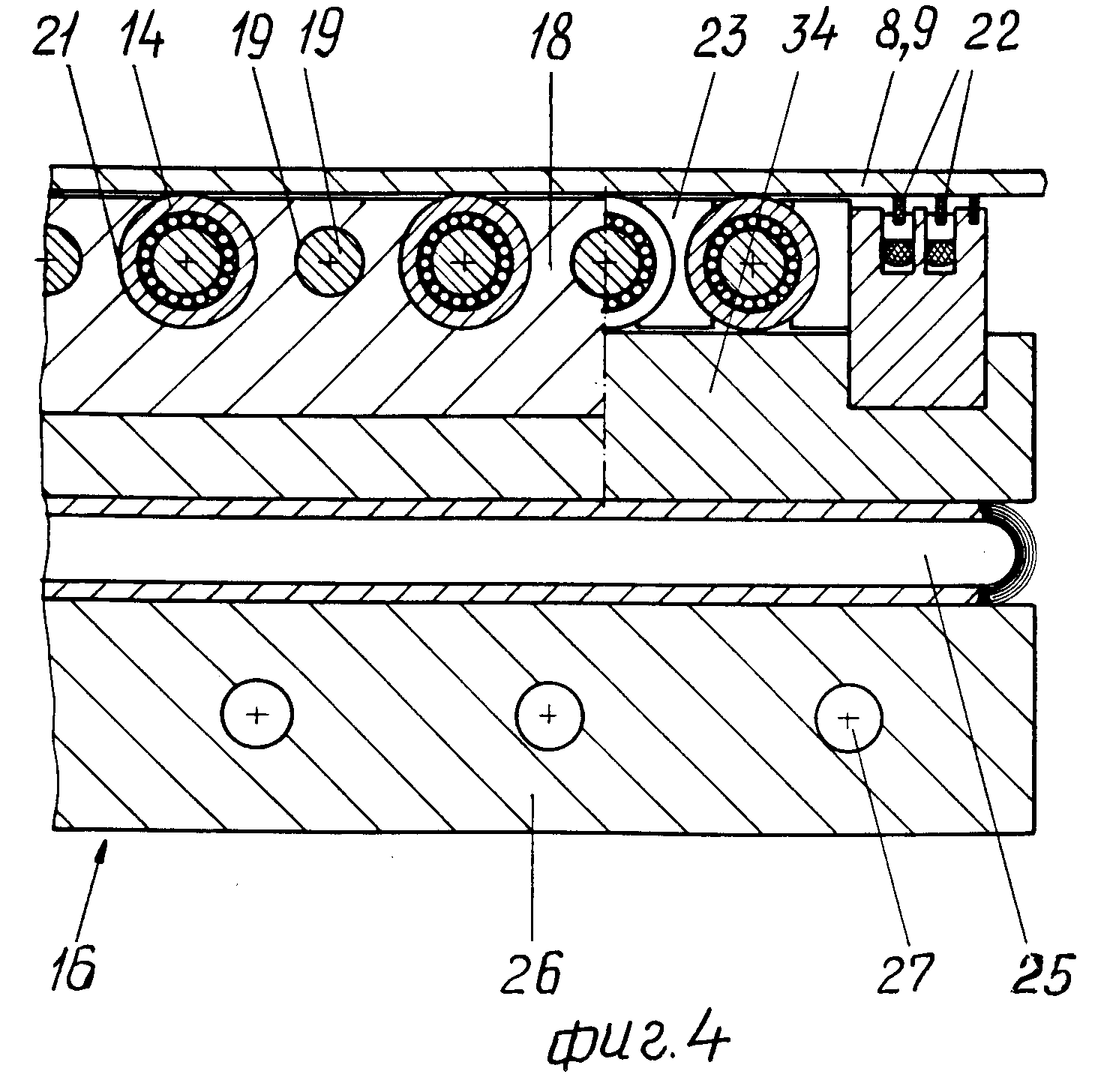
Создаваемые поверхностным давлением полотна 15 материала силы реакции воспринимаются прижимной плитой 16 и передаются на станину 13 пресса. Прижимная плита 16 состоит из несущей плиты 24, в которой закреплены опорные планки 18 при роликовой опорной плите 17, из примыкающей к плите 24 формовыравнивающей плиты 25, из жесткой теплообменной плиты 26. Несущая плита 24 выполнена преимущественно упругой. В теплообменной плите 26 выполнены отверстия 27, через которые может протекать жидкий теплоноситель. Вследствие этого теплообменная плита 27 может нагреваться или охлаждаться, так что тепло через формовыравнивающую плиту 25, несущую плиту 24 и прессующие ленты 10, 11 может подводиться к полотну 15 материала или отводиться от него.
Если необходимо, чтобы теплообмен происходил в несущей плите 24 или в роликовой опорной плите 17, можно отказаться от теплообменной плиты 26, а формовыравнивающая плита 25 может быть расположена непосредственно на станине 13 пресса. Такого рода теплообмен может достигаться в то время, как находящаяся в полости между уплотнениями 22 с поверхностями скольжения нагретая или охлажденная рабочая жидкость, подводится и отводится циркуляцией, так что происходит теплообмен с помощью конвекции между прессующими лентами 10, 11 и напорной жидкостю.
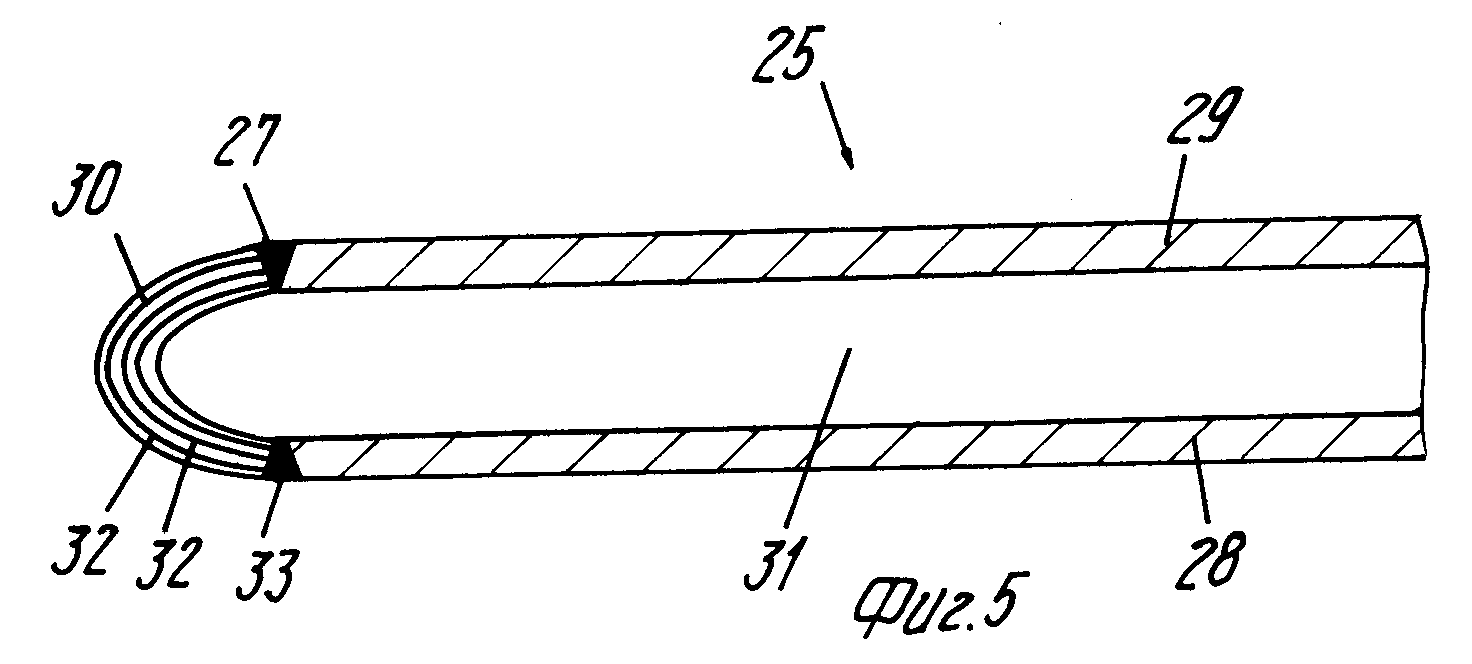
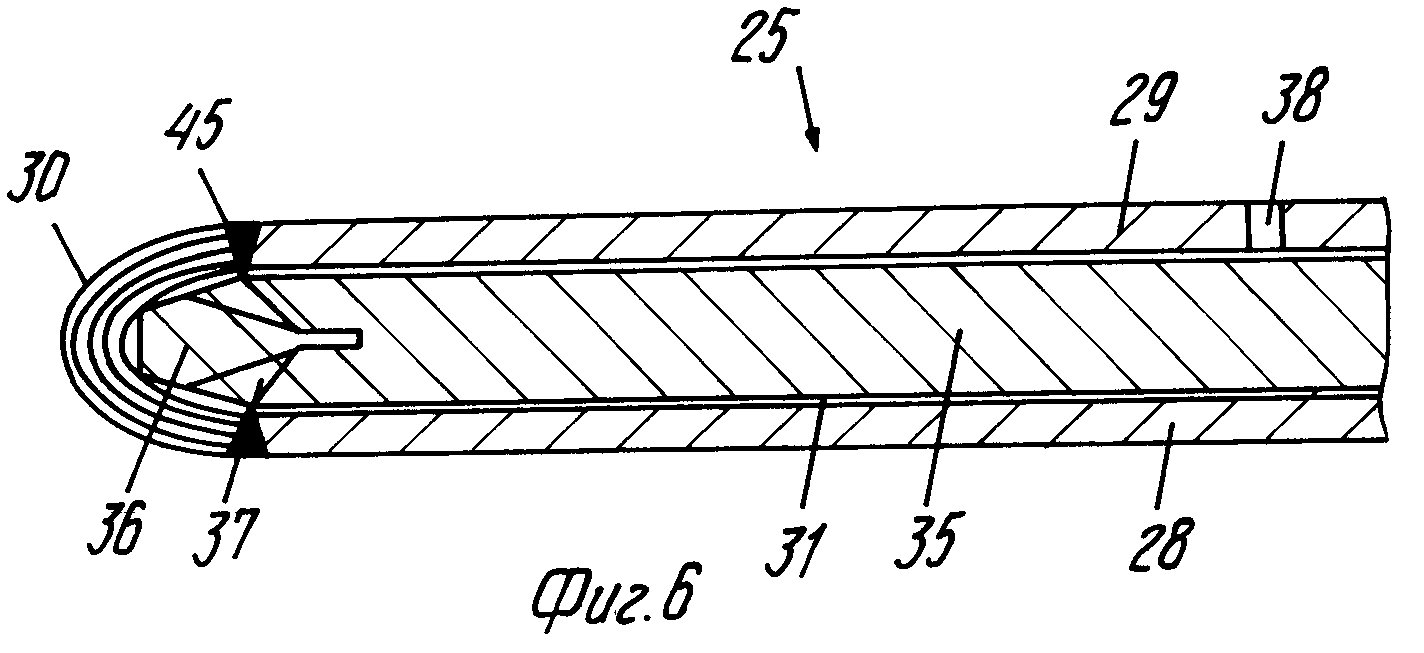
Формовыравнивающая плита 25 расположена на оборотной стороне несущей плиты 24, т. е. противоположной прессующей ленты 10, 11 стороне роликовой опорной плиты 17. Формовыравнивающая плита 25 собирается из двух плит, расположенных параллельно друг другу, на некотором расстоянии друг от друга. Нижняя и верхняя плиты 28, 29 выполнены из металла, например, из стали. Кругом вдоль края нижней плиты 28 и верхней плиты 39 проходит гибкий сильфон 30, который одним концом закреплен на нижней плите 28, а другим концом на верхней плите 29. Вследствие этого между плитами 28 основания и плитой 29 образуется камера 31, которая сбоку герметично уплотнена гибким сильфоном. В этой герметизированной камере 31 находится под давлением жидкость в качестве рабочей среды. Этой жидкостью может быть, например, масло, однако также можно вводить находящийся под давлением газ. Но особенно предпочтительна металлическая жидкость типа ртути или сплава металлов. Под металлическим сплавом подразумевается легкоплавкий сплав из висмута, свинца, олова и кадмия. В случае если прессуемое полотно 15 материала в двухленточном прессе 1 нагревается одновременно при действии давления, можно также в качестве наполнителя камеры 31 выбрать сплав или металл, который при применяемой температуре, на которую нагревается теплообменная плита 26, становится жидким, например, олово. Путем герметичного уплотнения гибким сильфоном 30 надежно устраняется утечка рабочей среды из формовыравнивающей плиты 25.
Гибкий сильфон 30, окружающий сбоку камеру 31, имеет приблизительно полукруглое поперечное сечение. Он составляется из отдельных, уложенных одна за другой, прямоугольных металлических пленок или листов 16, причем отдельные соли металлических пленок или листов 32 сварены в кольца. В качестве материала для этих листов пригодна, например, высокопрочная при растяжении пружинная сталь или высококачественная сталь. Этот кольцевой пакет листов изгибается таким образом, что он имеет полукруглое U-образное поперечное сечение, чтобы его можно было приваривать к кромкам. Благодаря такой конструкции, пакет листов приобретает высокую гибкость. Затем пакет листов 32 одним концом прикладывается к нижней плите 28, а другим концом к верхней плите 29, причем пакет листов на углах плит 28, 29, по мере надобности приблизительно на 90o по кругу изгибается в четверть U-образной дуги. Наконец, прилегающие к плитам 28, 29 концы листового пакета закрепляются. Это закрепление может осуществляться сваркой. Отдельные металлические пленки или листы 32 могут состоять также из гальванических фасонных деталей, которые осаждаются гальванически в желаемой полукруглой форме и затем свариваются друг с другом по кромкам 38. Тем самым может отпасть операция гибки листового пакета в полукруглую форму.
Поверхностное давление, оказываемое закрепленной в станине 13 пресса прижимной плитой 16, воздействует через опорную плиту для роликов 17 и прессующие ленты 10, 11 на полотно 15 материала. При изобарно-изохорно работающем двухленточном прессе на полотно 15 материала воздействует дополнительное гидравлическое давление находящейся в полости между уплотнением 22 с поверхностью скольжения жидкой рабочей средой. Силы реакции, создаваемые под действием давления прессования на полотно 15, передаются через роликовую опорную плиту 17 на прижимную плиту 16 и воспринимаются станиной 13 пресса, в которой закреплена прижимная плита 16. В существующих ленточных прессах, в особенности при более высоких давлениях, под действием этил сил реакций, а также неровностей и допусков на толщину в полотне 15 материала и прессующих лентах 10, 11, могут возникнуть изгибы роликовой опорной плиты 17, прижимной плиты 16 и станины 13 пресса, вследствие чего может получаться полотно 15 материала с отклонениями от требующихся размеров.
Прижимная плита 16 состоит из одной несущей плиты 24 и формовыравнивающей плиты 25. Если появляются прогибы в роликовой опорной плите 17 или в станине 13 пресса, то этим прогибам оказывает противодействие давление изобарного характера жидкой рабочей среды, находящейся в камере 31 выравнивающей плиты 25. Это противодействие поддерживается упругостью несущей плиты 24. Таким образом, прогибы роликовой опорной плиты 17, которая с помощью опорных планок 18 закреплена на несущей плите 24, компенсируются непосредственно воздействием формовыравнивающей плиты 25, благодаря чему обеспечивается точность размера толщины полотна 15 материала в узких диапазонах допусков.
Формовыравнивающая плита 25, выполненная из металлических материалов, устойчива при повышенных температурах. Таким образом, двухленточный пресс 1 может надежно использоваться в работе при повышенных температурах.
При очень высоких давлениях существует опасность того, что гибкий сильфон может недопустимо деформироваться из-за появляющихся сил реакции. Чтобы противостоять этому в камере 31 может быть расположена опорная плита 35. Опорная плита 35 расположена в основном параллельно нижней 28 и верхней плите 29. Край 36 опорной плиты 35 выполнен слегка скошенным. Скошенный край 36 расположен во внутренней выпуклости сильфона 30, так что сильфон на обращенной к камере 31 стороне поддерживается этим скошенным краем 36. Очень высокие, воздействующие на гибкий сильфон 30 реакции воспринимаются опорной плитой 35. Она может быть выполнена из меди, что обеспечивает хорошую теплопроводность в камере 31. Это необходимо, если в качестве жидкой рабочей среды в камере 31 используют металл, который расплавляется при рабочей температуре двухленточного пресса 1, или если должно передаваться очень большое количество тепла между теплообменной плитой 26 и прессующими лентами 10, 11. Если желательно повысить гибкость скошенного края 36 поддерживающей плиты 35, то в скошенный край могут быть введены выемки 37.
На фиг. 6 можно увидеть еще одну форму выполнения выравнивающей плиты 25. В этой формовыравнивающей плите в верхней прикрывающей плите 29 выполнено отверстие 38, через которое жидкая рабочая среда может подаваться в камеру 31 так, что давление в ней может изменяться. К тому же, формовыравнивающая плита 25 должна наполняться жидкой рабочей средой лишь в том случае, когда она используется. Следовательно, в таком варианте выполнения используется подключаемая и отключаемая формовыравнивающая плита 25.
Формовыравнивающими плитами 25 могут оснащаться многоформатные двухленточные прессы. Так как нагружаемые давлением прессующие ленты 10, 11 в реакционной зоне 14 поджимаются к полотну 15 материала, последнее в обычных двухленточных прессах протягивается через всю ширину реакционной зоны 14. Чтобы можно было получить более узкие полотна 15 материала, формовыравнивающая плита может быть разделена на несколько лежащих в поперечном направлении друг возле друга, расположенных в продольном направлении полос, причем каждая полоса выполнена как отдельная, замкнутая формовыравнивающая плита 39, 40. Каждая полосообразная выравнивающая плита может быть выполнена также отдельно подключаемой и отключаемой к теплоносителю. Эти полосообразные формовыравнивающие плиты 39, 40 с необходимой шириной и в желаемом количестве располагаются в прижимной плите 16. Ширина полотна 15 материала выбирается тогда таким образом, что оно перекрывается одной или несколькими формовыравнивающими плитами 39, 40. Вследствие этого компенсируются прогибы в роликовой опорной плите точно в тех местах, где полотно материала нагружается давлением, так что в конце концов можно получить полотно 15 материала с толщиной в пределах установленного допуска.
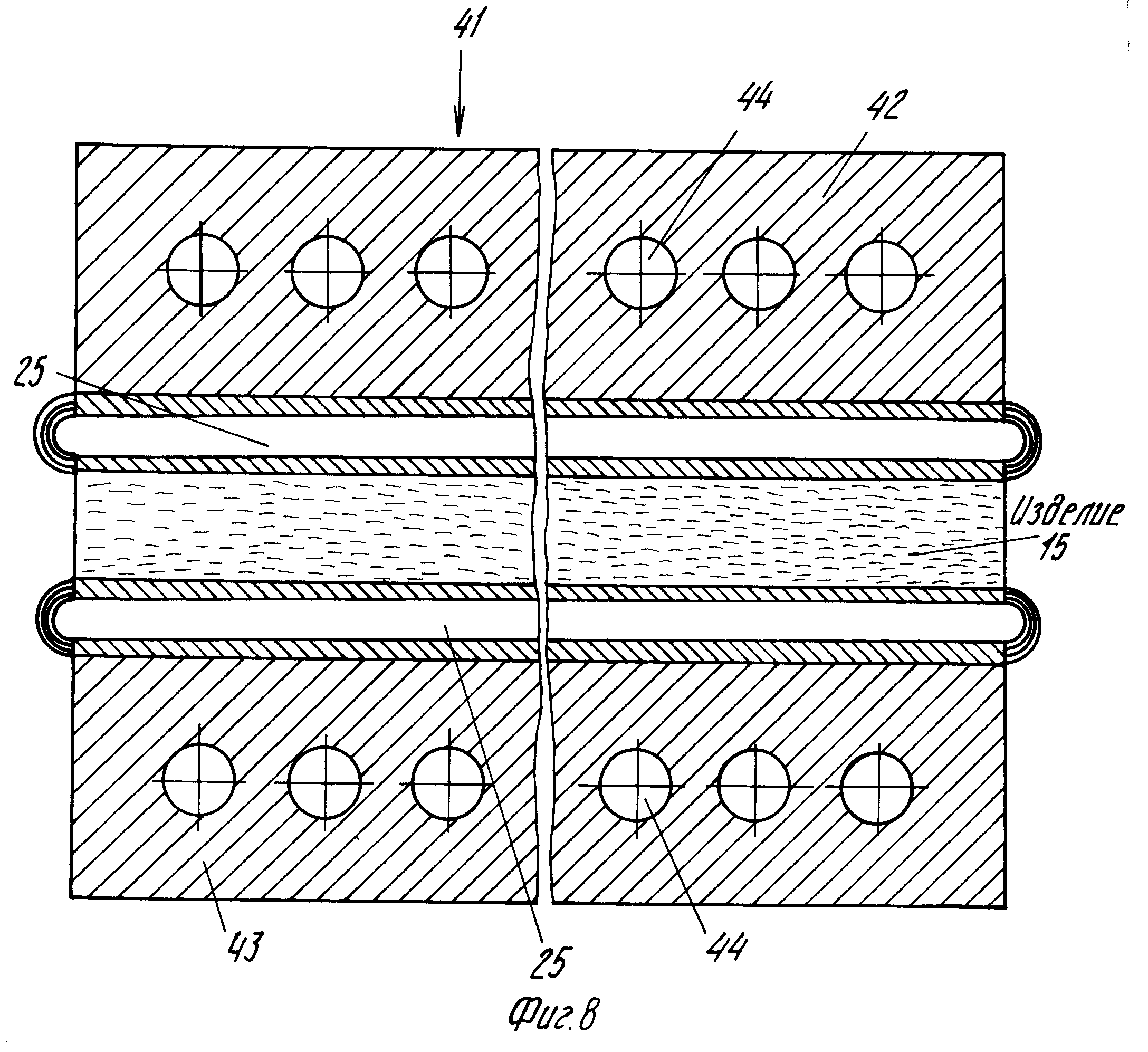
Формовыравнивающая плита может использоваться не только в непрерывно работающем двухленточном прессе, но и в прерывисто работающем этажном прессе 41. В этажном прессе 41 прессуемый материал 15 уплотняется между двумя прессующими плитамм 42, 43. Прессующие плиты 42, 43 имеют отверстия 44, через которые может проводиться теплоноситель, обеспечивающий их нагрев и охлаждение. И здесь, вследствие колебания толщины и допусков на толщину в прессующем материале и прессующих плитах 42, 43, а также вследствие обусловленных восприятием нагрузки деформаций поперечины пресса и стола пресса, могут образоваться локальные перепады давления, вызывающие перекос прессующих плит, что в конце концов ведет к перепадам давления в прессуемом материале 15 и, таким образом, к браку. Такой перекос прессующих плит 42, 43 устраняется благодаря тому, что в прессующих плитах 34, 35 на обращенной к прессуемому материалу 15 стороне закреплена формовыравнивающая плита 25. В этом случае можно отказаться от несущей плиты, т.е. формообразующая плита 25 может лежать прямо на прессуемом материале 15. Формообразующая плита 25 воспринимает локальные перепады давления от прессуемого материала 15, вследствие чего устраняется перекос или коробление прессующих плит 42, 43, так что прессуемый материал 15 изготавливается с толщиной в пределах установленных допусков.
Формовыравнивающая плита 25 может использоваться не только в одноэтажных прессах, но и в многоэтажных прессах и формовыравнивающие плиты располагаются между прессуемымм материалом и прессующей плитой.
Реферат
Использование: изготовление на двухленточном прессе бесконечных полотен материала типа ламинатов, стружечных или волокнистых плит, фанерных плит. Сущность изобретения: формовыравнивающая плита, входящая в состав нажимной плиты реакционной зоны двухленточного пресса, выполнена из двух металлических плит, соединенных между собой по периметру гибким сильфоном с образованием камеры, заполненной жидкой средой под давлением. В камере может быть расположена опорная поддерживающая плита, выполненная, например, из меди и имеющая скошенные торцы с выемкой. Гибкий сильфон имеет полукруглое поперечное сечение, выполнен из собранных сваркой в один пакет прямоугольных металлических пленок или листов. Металлические пленки или листы сильфона могут быть выполнены из высокопрочной пружинной стали и соединены с металлическими листами сваркой. В качестве жидкой среды может быть использован жидкий металл, сплав висмута, свинца, олова и кадмия, металл, температура плавления которого соответствует температуре нагрева пресса. Нажимная плита двухленточного пресса содержит несущую плиту с опорной плитой для роликов, формовыравнивающей плитой и жесткой теплообменной плитой с отверстиями для жидкого теплоносителя. 21 з.п. ф-лы, 8 ил.

Комментарии