Этикетка (варианты) и способ этикетирования (варианты) - RU2422281C2
Код документа: RU2422281C2
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к полимерным пленочным этикеткам, а также к способу нанесения этикеток из полимерных пленок на контейнеры с использованием водного адгезива.
Уровень техники
Обычно на практике этикетки наносят на такие основы, как контейнеры или бутылки, изготовленные из полимеров или стекла. Такие контейнеры или бутылки выпускаются в широком ассортименте различных форм и размеров и предназначены для хранения различных типов материалов, таких как ПАВ, химикаты, моторные масла, безалкогольные напитки, алкогольные напитки и т.п. На этикетках указана информация о содержимом контейнера и другая информация, например фирма-поставщик контейнера или содержимого контейнера.
В одном из широко распространенных и известных методов нанесения этикеток используют водный адгезив, а такой метод известен под названием "приклеивание без нагревания" или "приклеивание типа пластыря" (с помощью липкого слоя). Такой метод приклеивания этикеток заключается в следующем: водный адгезив наносят на этикетки, которые обычно расположены в виде пачки в подающем устройстве, затем этикетка направляется в линию для обработки и наносится на соответствующий контейнер. При использовании водных адгезивов требуется, чтобы высушивание проводилось путем испарения воды. Соответственно, на ранней стадии применения этой технологии, которая остается общепринятой до сих пор, использовались этикетки на бумажной основе, характеризующейся такой высокой скоростью проницаемости водяных паров ("СПВП"), что высушивание адгезива после нанесения этикетки на контейнер проходит без затруднений. В случае бумажных этикеток на высушивание затрачивается несколько часов после нанесения этикетки на контейнер. Использование бумаги в сочетании с водными адгезивами (адгезивами на водной основе) хотя и обеспечивает быстрое высушивание этикетки, приводит в возникновению других проблем, известных в производстве, таких как низкое сопротивление разрыву, чувствительность к влаге, относительно малая долговечность, сморщивание, коробление и т.д. Кроме того, все более широко практикуется повторное использование пластиковых и стеклянных контейнеров и в случае использования бумажной этикетки невозможно повторно использовать контейнер без предварительного удаления этикетки.
Описано использование полимерных пленочных материалов и пленочных наружных материалов в качестве этикеток в разных областях техники, но их применение в вышеописанных случаях, где используются водные адгезивы (адгезивы на водной основе), ограничено из-за того, что полимерные пленки практически непроницаемы для воды, и удаление водяных паров, которое необходимо для ускоренной сушки, сильно затруднено. Медленная сушка водного адгезива в случае использования полимерных пленок и наружных материалов для изготовления этикеток также увеличивает время, требуемое для получения удовлетворительной адгезии этикетки с контейнером. Часто это приводит к сдвиганию этикетки в процессе транспортировки и хранения и образованию видимых пузырей на поверхности этикетки, что нежелательно с эстетической точки зрения. Прежде всего, образование пузырей наблюдается при повышенных температурах, которые типичны для летнего периода.
Прозрачные полимерные этикетки пользуются возрастающим спросом, поскольку они создают эффект отсутствия этикетки на контейнерах из декорированного стекла и пластика. Бумажные этикетки препятствуют возможности обзора контейнера и/или содержимого контейнера. Прозрачные этикетки улучшают эстетические свойства контейнера, и следовательно, продукта, и спрос на них на рынке внешнего оформления упаковки растет намного быстрее, чем на бумажные этикетки, поскольку компании-потребители продукта постоянно стараются улучшить внешний вид товаров на полках магазинов.
Таким образом, желательно производить этикетки, прежде всего этикетки из полимерных пленок, которые можно наносить на контейнеры с использованием адгезива нв водной основе, причем адгезив высыхает и этикетка приклеивается к контейнеру в течение удовлетворительного периода времени.
Раскрытие изобретения
В одном из вариантов воплощения настоящее изобретение относится к этикетке, состоящей из:
(А) полимерной пленки, содержащей стирольный полимер, причем указанная пленка имеет верхнюю поверхность и нижнюю поверхность и характеризуется величиной СПВП от приблизительно 15 до приблизительно 150 г/м2/сут, а также
(Б) водного адгезива, контактирующего с нижней поверхностью пленки.
В другом варианте воплощения настоящее изобретение относится к этикетке, состоящей из:
(А) ориентированной пленки, содержащей стирольный полимер, причем указанная пленка имеет верхнюю поверхность и нижнюю поверхность и характеризуется величиной СПВП от приблизительно 15 до приблизительно 90 г/м2/сут, а также
(Б) водного адгезива, контактирующего с нижней поверхностью полимерного наружного материала.
Кроме того, настоящее изобретение относится к способу нанесения вышеописанных этикеток на подложки.
Осуществление изобретения
Термин "располагается выше (поверх)" и родственные термины, такие как "располагающийся выше" и т.п., если они относятся к описанию расположения одного или первого слоя относительно другого или второго слоя, означают, что первый слой частично или полностью покрывает второй слой. Первый слой, располагающийся выше второго слоя, может контактировать или не контактировать со вторым слоем. Например, между первым и вторым слоем могут быть расположены один или более дополнительных слоев. Термин "располагается ниже" или родственные термины, такие как "располагающийся ниже" и т.п., имеют аналогичное значение за исключением того, что первый слой частично или полностью лежит ниже второго слоя, а не выше.
Термин "прозрачный", если он относится к описанию одного или более слоев пленки для этикетки, означает, что любой материал, нанесенный под такими слоями, будет виден через такие слои. Что касается использования "прозрачных" этикеток, нанесенных на прозрачные контейнеры, такие как пивные бутылки, бутылка и пиво в бутылке видны через этикетку.
Термин "прозрачный" или "просвечивающийся" в том случае, если он относится к одному или более слоям этикетки или к самой этикетке, означает, что мутность слоев или этикетки меньше 5% и слои этикетки характеризуются матовостью менее 10%. Мутность (непрозрачность) измеряется по методике TAPPI TEST T425, а матовость измеряется по методике ASTM Test Method D-1003.
В одном из вариантов воплощения этикетки по настоящему изобретению состоят из:
(А) полимерной пленки, содержащей стирольный полимер, причем указанная пленка имеет верхнюю поверхность и нижнюю поверхность и характеризуется величиной СПВП от приблизительно 15 до приблизительно 150 г/м2/сут, а также
(Б) водного адгезива, контактирующего с нижней поверхностью.
Полимерные пленки, используемые для изготовления этикеток по настоящему изобретению, могут быть однослойными или многослойными. Многослойная пленка может состоять из 2 и более слоев. Стирольные полимерные пленки могут быть ориентированными и не ориентированными, причем в последнем случае они могут быть одноосно ориентированными и двухосно ориентированными. В зависимости от назначения этикетки стирольные полимерные пленки могут быть прозрачными, тонированными или непрозрачными. Как правило, непрозрачные или тонированные пленки содержат стирольный полимер, как описано ниже, и один или более пигментов для придания одному или более слоям многослойной пленки требуемой окраски. Пигменты, пригодные для этой цели, хорошо известны в данной области техники. Например, белые пленки можно получать введением в полимер оксида титана и других белых пигментов. Для придания пленке черного или серого цвета можно добавлять сажу.
Множество стирольных полимеров можно использовать для получения пленок (называемых в данном контексте "стирольными пленками" или "пленками из стирольных полимеров"), используемых для изготовления этикеток по настоящему изобретению. Термин "стирольный полимер" в том смысле, в котором он употреблен в тексте настоящей заявки, включает стирольные полимеры, сополимеры стирола, а также композиции стирольных полимеров и/или сополимеров с другими полимерами или сополимерами. В одном из вариантов воплощения настоящего изобретения стирольные полимеры включают гомополимеры, а также сополимеры стирола и замещенных стиролов. Подразумевается, что в том смысле, в котором он используется в контексте настоящей заявки, термин "сополимеры" включает тройные сополимеры. Примерами подходящих замещенных стиролов являются альфа-метилстирол, бета-метилстирол, о-метилстирол, п-метилстирол, п-трет-бутил-стирол, 1,3-диметилстирол, п-изопропилстирол, 2,3-диметилстирол, о-хлорстирол, п-хлорстирол, о-бромстирол, 2-хлор-4-метилстирол и т.д.
Примеры типов стирольных полимеров, используемых в настоящем изобретении, включают: полистирол (ПС), сополимеры бутадиена и стирола (БС), сополимеры изопрена и стирола (СИ), сополимеры стирола и малеинового ангидрида (СМА), сополимеры стирола и метилметакрилата (СММА), сополимеры стирола, акрилонитрила и бутена (АБС) и т.д. Конкретные примеры стирольных полимеров включают сополимер стирола и бутадиена с высоким содержанием стирола (например, марки K-Resin SBC, выпускаемый фирмой Chevron Phillips Chemicals); поли(стирол-метилметакрилат) (ПСММА); поли(стирол-этилметакрилат) (ПСЭМА); полистирол-акрилатные смолы, выпускаемые фирмами Eastman, Libra Lindau, Morton International, Ortec Inc, и т.д.; поли(стирол-акрилонитрил) (ПСАН) фирмы Luran; поли(стирол-метакрилонитрил) (ПСМАН); поли(стирол-малеиновый ангидрид) (ПСМА), такой как Dylark 232, выпускаемый фирмой Arco Chemical, содержащий 9% малеинового ангидрида; поли(стирол-альфа-метилстирол) (ПСАМС); поли(стирол-аллиловый спирт); поли(стирол-пирролидон); поли(стирол-этилен); тройные сополимеры стирола, малеинового ангидрида и метилметакрилата; тройные сополимеры стирола, акрилонитрила и метилметакрилата; тройные сополимеры стирола, бутадиена и метилметакрилата; тройные сополимеры стирола, акрилонитрила и бутадиена (АБС); тройные сополимеры стирол-бутадиен-стирол (СБС); тройные сополимеры стирол-изопрен-стирол (СИС) и т.д.
Для получения пленок, используемых для изготовления этикеток по настоящему изобретению, можно также использовать смеси различных стирольных полимеров или смеси стирольных полимеров с другими полимерами. Примеры смесей стирольных полимеров включают: смеси полистирол/K-Resin SBC; смеси полистирол/поли(стирол-метилметакрилат); смеси K-Resin SВС/поли(стирол-метилметакрилат); смеси полистирол/ПСАН; смеси полистирол/(сополимер стирола и малеинового ангидрида), выпускаемые фирмами Bayer Corp., Plastics Division, Monsanto, Sartomer, Ultra Additives и т.д.; смеси ПСАН/ПММА; смеси САН/(статистический сополимер стирола с малеиновым ангидридом); смеси полистирол/полиацетоксистирол или полипарагидроксистирол, выпускаемые фирмой Hoecht Celanese; смеси полистирол/полистиролсульфонат; смеси полистирол/полиамид; смеси полистирол/(поливинилметиловый эфир); смеси полистирол/полифениленоксид (ПФО); смеси полистирол/поликарбонат; смеси полистирол/(полимер молочной кислоты) (ПМК) и т.д. В одном из вариантов воплощения настоящего изобретения смеси стирольных полимеров содержат в себе по крайней мере 30% или по крайней мере 50% стирольного полимера.
Пленки из стирольных полимеров, применяемые для изготовления этикеток по настоящему изобретению, могут быть пустотными и/или включать неорганические наполнители и другие органические и неорганические добавки для обеспечения требуемых свойств, таких как внешний вид, долговечность и технологические свойства. Могут добавляться зародыши кристаллизации для повышения упорядоченности структуры, приводящей к повышению жесткости. Примеры подходящих добавок включают карбонат кальция, диоксид титана, металлические частицы, волокна, антипирены, антиоксиданты, термостабилизаторы, светостабилизаторы, стабилизаторы ультрафиолетового излучения, антиадгезивы, вещества для улучшения технологических свойств, акцепторы кислоты и т.д.
Стирольные полимеры и композиции стирольных полимеров подбираются таким образом, чтобы получить сплошную полимерную пленку для этикеток по настоящему изобретению, обладающую требуемыми свойствами, такими как повышенный предел прочности при растяжении, удлинение, ударная вязкость, сопротивление надрыву, и оптическими свойствами (мутность и глянец). Стирольные полимеры, используемые в настоящем изобретении, также выбираются таким образом, чтобы получить пленку, характеризующуюся величиной скорости проницаемости водяных паров (СПВП) от приблизительно 15 до приблизительно 150 г/м2/сут. В другом варианте воплощения изобретения стирольные полимеры выбираются таким образом, чтобы получить пленку, характеризующуюся величиной СПВП от приблизительно 25 или 30 до приблизительно 90 г/м2/сут. В целом величина СПВП пленок, используемых в настоящем изобретении, должна быть достаточно высокой для того, чтобы позволять высыхание клея на водной основе в течение приемлемого периода времени (3-7 сут при температуре окружающей среды), однако величина СПВП не должна быть настолько высокой, чтобы понизить водостойкость пленки до такой степени, что высохшая этикетка становится недостаточно устойчивой к влаге. СПВП пленок по настоящему изобретению измеряется на приборе PERMATRAN-W 3/31 (MG) по методике ASTM F 1249. Прибор работает при температуре 25°С и относительной влажности 85% на обеих сторонах пленки. Проникающим веществом является водяной пар, а скорость расхода азота составляет 10 кубических сантиметров в минуту в пересчете на нормальные условия. Образец приводят к требуемым условиям в течение часа, а время анализа для каждого цикла составляет 60 мин.
В одном из вариантов воплощения настоящего изобретения требуется, чтобы стирольные пленки, используемые для изготовления этикеток по настоящему изобретению, характеризовались величиной скорости проницаемости кислорода (СПК) по крайней мере 1000 см3/м2/сут при температуре 23°С и относительной влажности 50%. Скорость проницаемости кислорода для пленок по настоящему изобретению измеряется с помощью прибора OX-TRAN 2/20 (система ML) в соответствии с методикой ASTM F1927. Проникающим веществом является кислород, а скорость расхода кислорода составляет 20 кубических сантиметров в минуту в пересчете на нормальные условия. Образец приводят к требуемым условиям в течение часа, а время анализа для каждого цикла составляет 60 мин.
Толщина пленки из стирольного полимера может находиться в диапазоне от приблизительно 0,1 до приблизительно 10 мил (от 0,00254 мм до 0,254 мм) или от приблизительно 1 до приблизительно 5 мил (от 0,0254 мм до 0,127 мм). В одном из вариантов воплощения настоящего изобретения толщина пленки находится в диапазоне от 1 до 3 мил (от 0,0254 до 0,0762 мм). Как указано выше, стирольные пленки, используемые для изготовления этикеток по настоящему изобретению, могут состоять из одного слоя, или пленка может быть многослойной, состоящей из двух или более прилегающих друг к другу слоев, при условии, что величина СПВП для многослойной пленки составляет от приблизительно 15 до приблизительно 150 г/м2/сут. В одном из вариантов воплощения изобретения пленка состоит из двух слоев, причем верхний слой состоит из стирольного полимера, а второй слой является полимерной пленкой, характеризующейся более высоким значением СПВП, чем СПВП первого слоя из стирольного полимера. Если пленка является многослойной, то дополнительный слой (дополнительные слои) могут состоять из любого из ряда подходящих полимеров, включая стирольные полимеры, отличные от полимеров, используемых в первом или верхнем слое.
В одном из вариантов воплощения настоящего изобретения полимеры, используемые для дополнительных слоев, должны иметь высокую величину СПВП. Примеры полимеров с высоким значением СПВП, пригодных для изготовления дополнительного слоя (дополнительных слоев), кроме вышеописанных стирольных полимеров, включают полимер молочной кислоты (ПМК), сополимеры, такие как смола В10 GP, выпускаемая фирмой Eastman Chemicals, сополимеры сложного полиэфира и простого полиэфира, такие как смола марки Hytrel фирмы DuPont, акриловые сополимеры, такие как смола марки Plexiglas фирмы AtoFina, полиэфир-полиуретановая смола марки Estane 58L45 фирмы Noveon, полиамидные смолы, такие как Aegis фирмы Honeywell. Прочность адгезии стирольного слоя ко второму слою в многослойной пленке может быть повышена за счет включения связующего слоя между верхним стирольным слоем и нижним слоем пленки, что является общеизвестным в данной области техники. В одном из вариантов воплощения настоящего изобретения материал, выбранный для связующего слоя, также характеризуется высоким значением СПВП. Примеры материалов, пригодных для связующего слоя, включают адгезивную смолу марки Bynel фирмы DuPont. Например, Bynel E418 представляет собой сополимер EVA, модифицированный ангидридом.
Однослойные и многослойные пленки, используемые для этикеток, могут изготавливаться с применением технологий, известных специалистам в данной области техники, таких как литье или экструзия. В одном из вариантов воплощения изобретения пленки изготавливают экструзией или совместной экструзией полимера. Экструдат или совместный экструдат материалов полимерной пленки получают одновременной экструзией через головку подходящего типа для экструзии или совместной экструзии, причем в случае совместного экструдата слои сцепляются друг с другом с образованием постоянно соединенного единого экструдата.
Кроме совместной экструзии, многослойные пленки по настоящему изобретению могут изготавливаться экструзией сплошной пленки для образования одного слоя, за которой следует нанесение одного или более дополнительных слоев на первый экструдированный слой способом экструзии; нанесением предварительно отформованной полимерной пленки на предварительно отформованную функциональную пленку ламинированием или осаждением дополнительных слоев на предварительно отформованную пленку из эмульсии или раствора материала, образующего полимерную пленку.
Величина СПВП окончательных стирольных пленок (однослойных или многослойных) зависит от использованных материалов, толщины пленки и технологии обработки. Соответственно, наиболее часто используются тонкие пленки. Если в многослойной пленке применен соединительный слой, то этот слой должен иметь как можно меньшую толщину, от приблизительно 0,05 мил (0,00127 мм) до приблизительно 0,1 или 0,5 мил (от приблизительно 0,00254 мм до приблизительно 0,0127 мм). В одном из вариантов воплощения настоящего изобретения требуется, чтобы верхний стирольный слой многослойной пленки имел толщину от 0,1 до 1 мил (от 0,00254 до 0,0254 мм) для обеспечения высокой величины СПВП.
В одном из вариантов воплощения настоящего изобретения используются неориентированные пленки. Это означает, что пленки не подвергаются горячей вытяжке и отжигу. В других вариантах пленки, используемые для изготовления этикеток по настоящему изобретению, ориентированы в продольном направлении (одноосно-ориентированные) или в продольном и поперечном направлениях (двуосно-ориентированные) методами горячей вытяжки и отжига, хорошо известными специалистам в данной области техники. Например, пленки могут проходить горячую вытяжку только в продольном направлении в соотношении 2:1, а в большинстве случаев в соотношении между приблизительно 2:1 и 9:1. После проведения горячей вытяжки пленку обычно пропускают через валки отжига, где пленка отжигается или проходит термическую усадку при температурах в диапазоне от приблизительно 50°С, в большинстве случаев от приблизительно 100°С, до приблизительно 150°С с последующим охлаждением. В другом варианте воплощения изобретения пленка ориентирована двуосно. Предпочтительным является, чтобы пленки проявляли определенную жесткость в продольном и поперечном направлениях для облегчения обработки, нанесения печати и распределения. Так, в одном из вариантов воплощения настоящего изобретения жесткость в продольном и поперечном направлениях должна быть по крайней мере приблизительно 5 мг по Гурлею, определяемая по методике TAPPI TesT T543 pm, а в другом варианте воплощения изобретения жесткость по Гурлею в обоих направлениях находится в пределах 5 единиц (иногда называемая "равновесной жесткостью"). Еще в одном варианте воплощения настоящего изобретения пленки, используемые для этикеток по настоящему изобретению, характеризуются жесткостью по Гурлею от приблизительно 5 до приблизительно 30 мг в продольном (горизонтальном) направлении ориентации и от приблизительно 10 до приблизительно 40 мг в поперечном (вертикальном) направлении.
Поверхностная энергия обеих поверхностей пленок может быть повышена такими способами, как обработка коронным разрядом, обработка пламенем, плазмой и т.д., для придания поверхностям требуемых свойств, таких как пригодность для нанесения печати, повышенная адгезия к наносимым слоям (например, клеям на водной основе) и т.д. Технология обработки полимеров коронным разрядом или пламенем хорошо известна специалистам в данной области техники. В одном из вариантов воплощения настоящего изобретения полимерный наружный материал подвергается обработке коронным разрядом по верхней поверхности и обработке пламенем по нижней поверхности.
Этикетки по настоящему изобретению могут включать и, как правило, включают один или более печатных слоев. Печатный слой может быть слоем типографской краски или графическим слоем, а также печатный слой может быть одноцветным или многоцветным, в зависимости от печатаемого текста и/или требуемого графического дизайна. К ним относятся различные напечатанные данные, такие как серийные номера, штрих-коды, товарные знаки и т.д. Толщина печатного слоя в типичном случае находится в диапазоне от приблизительно 0,5 до приблизительно 10 микрон; в одном из вариантов воплощения изобретения от приблизительно 1 до приблизительно 5 микрон, а в другом варианте воплощения изобретения приблизительно 3 микрона. Краски, используемые для печати, включают выпускаемые промышленностью краски на водной основе, краски на основе растворителей и радиационно-отверждаемые краски. Примеры красок включают Sun Sheen (продукт фирмы Sun Chemical, определенный как разбавляемая спиртом полиамидная краска), Suntex MP (продукт фирмы Sun Chemical, идентифицированный как краска на основе растворителя, разработанная для нанесения печати на подложки, покрытые акрилом, поливинилиденхлоридом, а также полиолефиновые пленки), X-Cel (продукт фирмы Water Ink Technologies, определенный как типографская краска на водной основе для нанесения печати на пленочные подложки), Uvilith AR-109 Rubine Red (продукт фирмы Daw Ink, определенный как типографская краска, отверждаемая ультрафиолетом) и CLA91598F (продукт фирмы Sun Chemical, определенный как черная краска с множественными связями на основе растворителя).
В одном из вариантов воплощения настоящего изобретения на пленку наносится печать краской на водной основе и краской, отверждаемой ультрафиолетом, на узких рулонных прессах, оборудованных концевым листорезным устройством. В другом варианте воплощения изобретения печатный слой включает полиэфир/виниловую краску, полиамидную краску, акриловую краску и/или полиэфирную краску. Печатный слой формируется обычным способом - наносится способом глубокой печати или ему подобным, причем краска включает смолу вышеописанного типа, подходящий пигмент или краситель и один или более подходящих летучих растворителей, на один или более участков поверхности металлического слоя. После нанесения красящей композиции летучий растворитель (растворители) испаряется (испаряются), оставляя только нелетучие компоненты краски, и образует печатный слой. Примером смолы, подходящей для составления полиэфирной краски является ViTEL®2700 (фирмы Bostik-Findley) - сополимерная смола, характеризующаяся высоким пределом прочности при растяжении (700 фунтов на квадратный дюйм) (49,22 кг/см2) и низким удлинением (4%). Полиэфирная композиция краски на основе ViTEL®2700 может включать 18% ViTEL®2700, 6% пигмента, 30,4% н-пропилацетата (НПАц) и 45,6% толуола. ViTEL®2700 ни в коем случае не является единственной полиэфирной смолой, которую можно использовать для приготовления полиэфирной краски, причем совместно с ViTEL®2700, а также с другими полиэфирными смолами могут применяться системы растворителей, отличающиеся от НПАц/толуол. Пример полиэфирной адгезивной композиции включает 10,70 мас.% полиэфирной смолы ViTEL®2300, 10,70 мас.% полиэфирной смолы ViTEL®2700, 1,1 мас.% пластификатора BENZOFLEX S404, 1,1 мас.% промотора адгезии HULS 512, 19,20 мас.% толуола и 57,10 мас.% метилэтилкетона.
При необходимости адгезию краски к поверхности стирольной пленки можно повысить способами, хорошо известными специалистам в данной области техники. Например, как указывалось выше, перед нанесением краски можно наносить на стирольную пленку грунт под краску или другой промотор адгезии краски. В другом варианте для повышения адгезии краски к полимерному наружному материалу поверхность стирольной пленки можно обрабатывать коронным разрядом или пламенем.
Подходящие грунты под краску могут быть прозрачными или матовыми, причем грунты могут быть на основе растворителей или на водной основе. В одном из вариантов воплощения настоящего изобретения используются грунты, отверждаемые радиацией (например, ультрафиолетом). В типичном случае грунт под краску состоит из лака и разбавителя. В типичном случае лак включает один или более полиолефинов, полиамидов, сложных полиэфиров, сополимеров сложных полиэфиров, полиуретанов, полисульфонов, поливинилидинхлорид, сополимеры стирола и малеинового ангидрида, сополимеры стирола и акрилонитрила, иономеры на основе солей натрия и цинка или этиленметакриловой кислоты, полиметилметакрилаты, акриловые полимеры и сополимеры, поликарбонаты, полиакрилонитрилы, сополимеры этилена и винилацетата, а также смеси двух или более из перечисленных компонентов. Примеры подходящих разбавителей включают спирты, такие как этанол, изопропанол и бутанол; сложные эфиры, такие как этилацетат, пропилацетат и бутилацетат; ароматические углеводороды, такие как толуол и ксилол; кетоны, такие как ацетон и метилэтилкетон; алифатические углеводороды, такие как гептан, а также их смеси. Соотношение лака и разбавителя зависит от вязкости, требуемой для нанесения грунта под краску, причем выбор такой вязкости определяется компетентностью в данной области техники. Примером подходящего грунтовочного материала является CLB04275F-Prokote Primer (продукт фирмы Sun Chemical Corporation, идентифицированный как грунт на основе растворителя, используемый с типографскими красками и лакокрасочными покрытиями). Грунт под краску может иметь толщину от приблизительно 1 до приблизительно 4 микрон или от приблизительно 1,5 до приблизительно 3 микрон.
Этикетки по настоящему изобретению могут содержать прозрачный защитный поверхностный полимерный слой с высоком значением СПВП. В одном из вариантов воплощения настоящего изобретения прозрачный защитный слой лежит поверх печатного слоя. Защитный слой придает этикетке требуемые свойства перед и после ее прикрепления к подложке, такой как контейнер. Присутствие прозрачного защитного поверхностного слоя поверх печатного слоя может в некоторых вариантах воплощения настоящего изобретения придавать этикеткам дополнительные свойства, такие как антистатические свойства, жесткость и/или устойчивость к атмосферным условиям, причем защитный слой может защищать печатный слой, например, от погодных условий, солнца, истирания, влаги, воды и т.д. Прозрачное поверхностное покрытие могут улучшать свойства лежащего под ним печатного слоя для получения более глянцевого и сочного изображения. Прозрачный защитный слой может также быть стойким к истиранию, устойчивым к радиации (например, ультафиолету), химически стойким, термостойким и тем самым защищать этикетку и, прежде всего, печатный слой от разрушения, вызванного перечисленными причинами. Защитный слой может также включать антистатические добавки, или вещества, препятствующие слипанию, для облегчения наклеивания, если этикетки наносятся на контейнеры с высокой скоростью. Защитные поверхностные слои этикеток по настоящему изобретению могут также выбираться таким образом, чтобы этикетки можно было использовать на контейнерах, подвергающихся последующей жидкостной обработке, такой как мытье/споласкивание, наполнение и пастеризация бутылей, или погружение в жидкость (например, в ванну со льдом) без таких отрицательных последствий, как отслаивание или помутнение этикетки. Защитный слой может быть нанесен на печатный слой способами, известными специалистам в данной области техники. Полимерную пленку можно осаждать из раствора, наносить в виде предварительно отформованной пленки (напрессованной к печатному слою) и т.д.
Если этикетка имеет прозрачный поверхностный слой, то он может характеризоваться однослойной или многослойной структурой. Толщина защитного слоя обычно находится в диапазоне от приблизительно 0,5 до приблизительно 5 микрон, причем в одном из вариантов воплощения настоящего изобретения - от приблизительно 0,5 до приблизительно 1 микрона. Примеры защитных слоев описаны в патенте США 6106982, который включен в текст настоящего описания в виде ссылки. В одном из вариантов воплощения настоящего изобретения для образования поверхностного слоя используются материалы, которые обычно характеризуются высоким значением СПВП.
Защитный слой может включать сложные полиэфиры, полиуретаны, полиакрилы, полиметакрилы, гомополимеры винилацетата, сополимеры и тройные сополимеры, иономеры, а также их смеси.
Прозрачный защитный слой может включать поглотители ультрафиолетового света и/или светостабилизаторы. Примерами пригодных поглотителей ультрафиолетового света являются поглотители на основе аминов с заторможенной конформацией, выпускаемых фирмой Ciba Specialty Chemical под торговым названием "Tinuvin". Подходящие светостабилизаторы включают светостабилизаторы на основе аминов с заторможенной конформацией, выпускаемых фирмой Ciba Specialty Chemical под торговыми названиями Tinuvin 111, Tinuvin 123 (бис-(1-октилокси-2,2,6,6-тетраметил-4-пиперидинил)себацинат); Tinuvin 622 (полимер диметилсукцината с 4-гидрокси-2,2,6,6-тетраметил-1-пиперидинэтанолом); Tinuvin 770 (бис-(2,2,6,6-тетраметил-4-пиперидинил)себацинат и Tinuvin 783. Также подходящими являются светостабилизаторы на основе аминов с заторможенной конформацией, поставляемые фирмой Ciba Specialty Chemical под торговым названием Chemassorb, прежде всего Chemassorb 119 и Chemassorb 944. Концентрация стабилизатора УФ-света и/или светостабилизатора находится в диапазоне до 2,5 мас.%, причем в одном из вариантов воплощения настоящего изобретения от приблизительно 0,05 мас.% до приблизительно 1 мас.%.
Прозрачный защитный слой может включать антиоксидант. Можно использовать любой антиоксидант, применяемый при изготовлении термопластичных пленок. К ним относятся фенолы с заторможенной конформацией и органические фосфиты. В качестве примеров можно указать антиоксиданты, выпускаемые фирмой Ciba Specialty Chemical под торговыми названиями Irganox 1010, Irganox 1076 или Irgafos 168. Концентрация антиоксиданта в термопластичной пленке может находиться в диапазоне до приблизительно 2,5 мас.%, причем в одном из вариантов воплощения настоящего изобретения от приблизительно 0,05 мас.% до приблизительно 0,05 мас.%.
Прозрачный защитный слой может включать дезактиватор металла. Можно использовать любой дезактиватор металла, пригодный для производства термопластичных пленок. Такие дезактиваторы могут представлять собой дезактиваторы металла на основе фенола с заторможенной конформацией. В качестве примеров можно указать дезактиваторы, выпускаемые фирмой Ciba Specialty Chemical под торговым названием Igranox 1024. Концентрация дезактиватора металла в термопластичной пленке находится в диапазоне до приблизиительно 1 мас.%, причем в одном из вариантов воплощения настоящего изобретения от приблизительно 0,2 мас.% до приблизительно 0,5 мас.%.
В качестве водных адгезивов по настоящему изобретениию можно использовать любые из известных водных адгезивов, пригодные для нанесения этикеток на подложки, такие как стекло, пластики и металл - адгезивы на основе крахмала, модифицированных крахмалов, казеина, синтетических полимеров, или композиций крахмала, модифицированных крахмалов, казеина или синтетических полимеров. Как указывалось выше, эти водные адгезивы обычно называют в данной области техники "холодными клеями". Если требуется, чтобы прозрачная этикетка была незаметной, выбирается водный адгезив, образующий покрытие, прозрачное в сухом виде. В одном из вариантов воплощения настоящего изобретения холодные клеи включают эмульсии или микроэмульсии полимеров, такие как синтетические эмульсии, например эмульсии на основе акриловых полимеров или винилацетатных полимеров, а также сополимеров, таких как винилацетат/этилен или винилацетат/малеиновая кислота, а также сополимеров типа стирол/акрил. Водный адгезив может также представлять собой эмульсию на основе модифицированного натурального латекса (например, стирол-бутадиенового каучука, неопрен-бутадиенового каучука и акрилат-бутадиенового каучука). Эти дисперсии или эмульсии могут быть по выбору модифицированы введением в их состав различных синтетических и природных смол и добавок, таких как казеин, модифицированный крахмал, растворенные полимеры, канифоль, реологические агенты и т.д., которые придают специальные свойства в отношении текучести, фиксации, клейкости, скорости высыхания, прозрачности, водостойкости и т.д. В одном из вариантов воплощения настоящего изобретения эти адгезивы на основе водных эмульсий в типичном случае характеризуются содержанием твердых веществ по крайней мере 40%. Водноосновные адгезивы на основе казеина или декстрина, как правило, характеризуются более низким содержанием твердых веществ (от 20% до 30%). Эти адгезивы в большинстве случаев являются предпочтительными для полимерных этикеток и контейнеров из стекла, пластика и металла. Процесс сушки облегчается, если эмульсии характеризуются более высоким содержанием твердых веществ, таким как по крайней мере 50% и особенно около 60%. Как правило, содержание твердых веществ не превышает 65 или 70 мас.%.
Некоторые из водных адгезивов, используемых в настоящем изобретении, описаны в патентах США 3939108, 4336166 и 4464202. Описание адгезивов на водной основе, содержащееся в этих патентах, включено в текст настоящей заявки в качестве ссылки. Адгезивы на водной основе, пригодные в настоящем изобретении, также выпускаются в промышленности. Например, Findley 242361М, адгезив на основе казеина для нанесения этикеток на стекло; Henkel BL300, адгезив на основе крахмала и сополимера стирола и малеинового ангидрида для пивной промышленности; Henkel Optal 10-7006 и Henkel Optal 10-7300 также являются пригодными адгезивами. Как правило, водный адгезив наносят на нижнюю поверхность стирольной пленки, из которой изготовлена этикетка, непосредственно перед нанесением этикетки на подложку (например, стеклянную бутылку). Адгезив не высушивают до тех пор, пока этикетку не нанесут на подложку.
Количество адгезива на водной основе, нанесенного на нижнюю поверхность стирольной пленки, составляет от приблизительно 10 до приблизительно 60 г/м2 для достижения 100% покрытия поверхности стирольной пленки. Если адгезив наносится в виде сетки или другого рисунка, т.е. слой адгезива не является сплошным, количество адгезива может быть снижено.
Этикетки по настоящему изобретению пригодны для этикетирования пластиковых, стеклянных или металлических контейнеров или поверхностей. Как правило, этикетки (без адгезива) находятся в стопе, помещенной в магазин этикетировочной машины. Вращающийся валик снимает адгезив с вращающегося цилиндра и наносит его на нижнюю поверхность верхней в стопе этикетки из стирольной пленки. Этикетка затем переносится на передаточный барабан, на котором она удерживается за счет присасывания вакуумом и/или захватными механизмами. С передаточного барабана этикетка наносится стороной, покрытой адгезивом, на контейнер. В одном из вариантов воплощения настоящего изобретения адгезив наносят при температуре окружающей среды, а именно от приблизительно 20 до 30°С.
Как уже указывалось, в традиционных системах этикетирования используется валик для переноса адгезива с цилиндра на этикетку. В традиционных системах поверхность этого валика состоит из очень тонких неглубоких пазов, расположенных непрерывно по ширине. Они предусмотрены для обеспечения захватывания адгезива. В результате этого степень покрытия адгезивом составляет по крайней мере 75 или 80%, в большинстве случаев около 100%. В качестве альтернативного варианта можно предусмотреть валики, имеющие конфигурацию поверхности, выбранную в соответствии с рисунком нанесения адгезива на этикетку. В другом варианте воплощения изобретения валик имеет гладкую поверхность для нанесения гладкого слоя адгезива. Эти валики можно изготавливать из традиционных материалов.
Этикетки по настоящему изобретению можно с помощью адгезива наносить на различные подложки, включая металл, стекло и пластик. В одном из вариантов воплощения настоящего изобретения подложками являются контейнеры для пищевых продуктов, напитков или бытовых средств, причем эти контейнеры могут быть изготовлены из стекла, пластика или металла. Если требуется, чтобы содержимое стеклянного или пластикового контейнера было видно через этикетку, используют прозрачную этикетку. Такие этикетки придают контейнеру такой вид, как будто этикетка на нем отсутствует.
Если этикетки по настоящему изобретению наносятся на подложки, как описано выше, с помощью водных адгезивов, наблюдается отличная адгезия этикетки к подложке. В некоторых вариантах воплощения изобретения, таких как нанесение на пивные бутылки, высушенные этикетки должны быть способны выдерживать погружение в воду со льдом в течение от одних до трех суток. После прохождения теста в воде со льдом этикетки должны оставаться прикрепленными к бутылке, не должны выцветать и соскальзывать при надавливании.
Приведенные ниже примеры представлены для иллюстрации процесса получения стирольных пленок, пригодных для изготовления этикеток по настоящему изобретению. Примеры приведены для иллюстрации и не имеют целью ограничивать область, охватываемую настоящим изобретением. Если в примерах, пунктах формулы изобретения и где-либо еще в письменном описании не указано иное, то температуры соответствуют температуре окружающей среды или даны в градусах Цельсия, количественные значения приведены в единицах веса, а давления соответствуют атмосферному или близкому к атмосферному.
Пример 1
Полистирол (марки Styron 695 производства компании Dow Chemicals) экструдируют на экструдере Davis DS 1.75 с 12-дюймовой головкой (304,8 мм) при температуре расплава 400°F (204,4°С). Для формования пленки используют систему из 3 охлаждающих роликов. Температуры от верхнего к нижнему роликам составляют 125/120/125°F (51,7/48,9/51,7°С). Устанавливают линейную скорость 20/30 футов в мин (6,096/9,144 м/мин) и получают пленку толщиной от 1 до 3 мил (от 0,0254 до 0,0762 мм).
Пример 2
Получают окрашенный полистирол с использованием 98% Styron и 2% красителя, представляющего собой смесь 64,4% Clariant HS-100 Sandoplast Yellow G; Clariant HS-310 Sandoplast Red G и Clariant 15-1048 3M Fast Blue BG. Для смешивания красителей с полистиролом используют двушнековый экструдер марки Leistritz MIC/27. Полистирол загружают через основной бункер, а красители загружают через боковой дозатор. Устанавливают температуру расплава на двойном шнеке 160°С и скорость вращения шнека 500 об/мин. Скорость подачи контролируют калиброванными дозаторами К-ТRON. Экструдированные стренги протягивают через сборник с охлаждающей водой с температурой 80°F (26,7°C). Экструдированную стренгу затем гранулируют для экструзии. Пленку из окрашенного полистирола экструдируют по методике, описанной в Примере 1.
Пример 3
Окрашенный полистирол, как описано в Примере 2, экструдируют с 6-дюймовой головкой (152,4 мм) и получают листы толщиной приблизительно 15 мил (приблизительно 0,381 мм). Полученный лист затем двухосно ориентируют на лабораторной ширильной машине Брюкнера (Bruckner's Laboratory Stretcher) "Kara IV" со степенью вытяжки (соотношением окончательной вытянутой длины к начальной длине), равной 3 в продольном направлении и 2 в поперечном направлении. Ориентацию пленки проводят при температуре приблизительно 140°С.
Пример 4
Лист из окрашенного полистирола толщиной 15 мил (0,381 мм), полученный способом, описанным в Примере 3, подвергают двуосному ориентированию со степенью вытяжки 4 в продольном направлении и 3 в поперечном направлении при тех же условиях, что и в Примере 3.
Пример 5
Сополимер стирола и бутадиена (K-Resin DK 11 фирмы Chevron Phillips Chemical) экструдируют способом, описанным в Примере 1. Скорость вытяжки составляет 16 футов в мин (4,88 м/мин).
Пример 6
Полимерную композицию из полистирола марки Styron 695, облегчающей смешивание добавки Bynel E 418 (модифицированный ангидридом сополимер этилена и винилацетата (ЭВА) фирмы DuPont) и полимера молочной кислоты (ПМК) 4042 D фирмы Cargill Dow получают сухим смешиванием компонентов с весовым соотношением 70:10:20. Перед переработкой ПМК сушат с осушителем в течение ночи. Температуру экструзии устанавливают 390°F (198,9°С), скорость вращения шнека экструдера 15 об/мин. Линейная скорость пленки составляет 50 футов в мин (15,24 м/мин).
Пример 7
Полимерную композицию из полистирола марки Styron 695, добавки Bynel E 418 и смолы Hytrel G 3548 (материал на основе термопластичного полиэфирного эластомера производства фирмы DuPont) получают сухим смешиванием компонентов с весовым соотношением 70:10:20. Перед переработкой смолу Hytrel сушат с осушителем в течение ночи. Процесс экструзии проводят аналогично описанному в Примере 6 и получают однослойную пленку.
Пример 8
Полимерную композицию из полистирола марки Styron 695 с сополимером стирол-бутадиен-стирол (марки Kraton D-2122 производства фирмы SBS), взятых в весовом соотношении 85:15, получают сухим смешиванием. Способом, описанным в Примере 1, получают однослойную пленку.
Пример 9
В данном примере совместной экструзией получают двухслойный экструдат, один слой которого состоит из полистирола марки Styron 695, а второй слой из K-Resin (DK-11). Экструдер А представляет собой 0,75-дюймовый (19,05 мм) экструдер Brabender PL 2000, экструдер В представляет собой 1,5-дюймовый (38,1 мм) экструдер Davis Standard, а экструдер С - 1-дюймовый (25,4 мм) экструдер Killion. Выпускные отверстия всех трех экструдеров через переходник присоединяют к 6-дюймовой головке (152,4 мм). В экструдеры А и В загружают полистирол марки Styron 695, а K-Resin загружают в экструдер С. Устанавливают температуру расплава 400°F (204,4°С) и температуру переходника и головки 420°F (215,6°C).
Пример 10
Совместной экструзией получают двухслойную пленку, причем первый слой представляет собой полистирол марки Styron 695, а второй слой - полимерную композицию Styron 695/Bynel Е 418/ПМК, как описано в Примере 6. Полистирол Styron 695 загружают в экструдер А, а полимерную композицию - в экструдеры В и С. При условиях обработки, описанных в Примере 9, получают двухслойную пленку.
Пример 11
Способом совместной экструзии получают трехслойную пленку. Верхний полистирольный слой состоит из K-Resin (DK-11); промежуточный слой (связывающий слой) состоит из Bynel E 418, а третий слой состоит из ПМК. Процесс совместной экструзии аналогичен описанному в Примере 9. Устанавливают температуру расплава 390°F (198,9°С), причем толщины слоев K-Resin, Е 418 и ПМК находятся в соотношении приблизительно 1:0,5:2.
Пример 12
Получают пленку толщиной 7 мил (0,1778 мм) совместной экструзией К-Resin (DK-11), Bynel E 418 и ПМК в условиях, аналогичных описанным в Примере 11. Эту пленку подвергают двуосному ориентированию со степенью вытяжки 2×2 при 140°С.
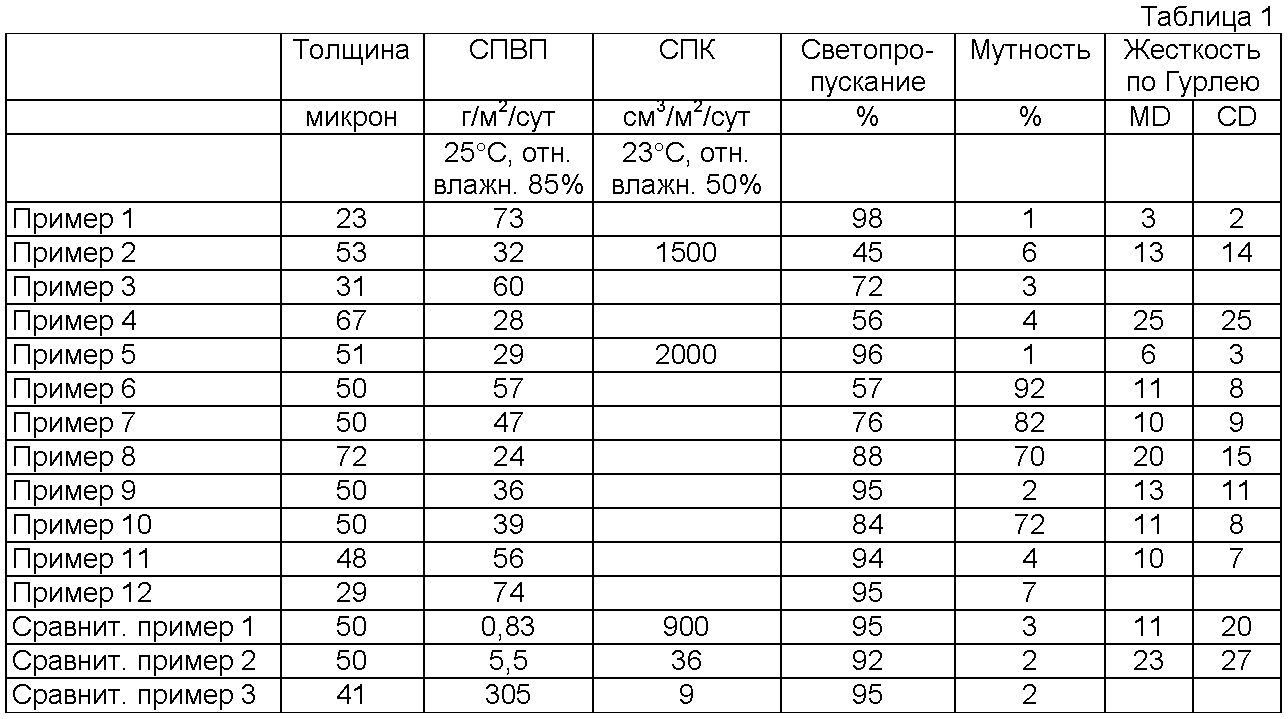
Некоторые свойства пленок, описанных в Примерах 1-12, определены и приведены в нижеприведенной таблице 1. Пленка в сравнительном примере 1 означает двуосно ориентированную полипропиленовую пленку производства фирмы Exxon Mobil; пленка в сравнительном примере 2 - пленку из полиэтилентерефталата марки Mylar производства фирмы DuPont, а пленка в сравнительном примере 3 - целлофановую пленку фирмы UCB (UCB 600 Р 23). MD означает направление орентации, a CD - поперечное направление.
Как указывалось выше, если этикетки по настоящему изобретению наносятся на вышеописанные подложки с помощью водного адгезива, то наблюдается отличная адгезия этикетки к подложке. В одном из вариантов воплощения настоящего изобретения требуется, чтобы клей, используемый для нанесения этикетки к подложке, высыхал в течение приемлемого периода времени, от 3 до 7 суток при условиях окружающей среды. Также требуется, чтобы клей характеризовался достаточной водостойкостью после высыхания для сведения к минимуму потери прочности адгезии и выцветания этикетки при длительном взаимодействии этикетки с водой или водой со льдом. Способность наклеиваемых этикеток по настоящему изобретению высыхать в течение приемлемого периода времени определяют с помощью следующего теста на высыхание клея. Приблизительно 1 мил (25,4 мкм) холодного клея (например, марки Henkel Optal 10-7066) наносят на пленку этикетки с помощью устройства Burd Bar. Этикетку затем напрессовывают на алюминиевую панель, которую помещают в камеру имитации погодных условий на 7 суток. Замеряют начальные веса панели, пленки и, соответственно, всего пакета и ежедневно регистрируют изменение веса пакета. Через 7 суток пленку снимают, обеспечивая контактирование клея с воздухом в течение еще 24 час, затем панель снова взвешивают. Окончательный вес за вычетом весов панели и пленки принимают за вес высохшего клея и используют в анализе процесса сушки клея.
Способность этикеток по настоящему изобретению выдерживать длительное погружение в воду со льдом определяют следующим образом: приблизительно 1 мил (25,4 мкм) холодного клея наносят на пленку с помощью устройства Burd Bar. Этикетки кладут на резиновую подкладку, после чего наносят на стеклянные бутылки накатыванием бутылки на этикетку. После высушивания при комнатной температуре в течение 7 сут бутылки с этикетками погружают в воду со льдом и после выдерживания в ледяной воде в течение 3 дней этикетки исследуют на адгезию и выцветание от воды.
Результаты таких испытаний, проведенных на некоторых пленках и этикетках по настоящему изобретению, сведены в табл.2. Результаты вышеописанных сравнительных примеров 1, 2 и 3 также включены в табл.2.
Адгезию оценивали следующим образом:
А: отсутствует отслоение краев, хорошая адгезия,
В: небольшое отслоение краев, хорошая адгезия остальной площади поверхности,
С: отслоение краев и/или ослабленная адгезия,
D: сильное отслоение краев или отпадение этикетки.
Степень выцветания этикеток после испытаний в воде со льдом оценивали следующим образом:
А: отсутствие видимого выцветания,
В: легкое выцветание по краям и/или видимой площади,
С: заметное выцветание по краям и на отдельных участках,
D: заметное выцветание на большой площади.

Результаты, представленные в табл.2, показывают, что этикетки из стирольных пленок по настоящему изобретению имеют улучшенные свойства, по сравнению с этикетками, рассмотренными в качестве сравнительных примеров.
Несмотря на то что настоящее изобретение описано применительно к различным вариантам его воплощения, следует понимать, что для специалистов в данной области техники после прочтения подробного описания станут очевидными другие их модификации. Поэтому следует понимать, что изобретение, описанное в настоящей заявке, включает такие модификации, охватываемые прилагаемой формулой изобретения.
Реферат
Изобретение относится к технологии получения полимерных пленочных этикеток. Этикетки состоят из (А) полимерной пленки, содержащей стирольный полимер, имеющей верхнюю и нижнюю поверхности и характеризующейся величиной скорости проницаемости водяных паров - СПВП - от приблизительно 15 до приблизительно 150 г/м2/сут, а также (Б) адгезива на водной основе, контактирующего с нижней поверхностью пленки. Эти этикетки наносят на подложки из стекла, пластика или металла стороной, содержащей водный адгезив, и высушивают. 4 н. и 21 з.п. ф-лы, 2 табл.
Комментарии