Устройство и способ для изготовления напольных панелей - RU2246398C2
Код документа: RU2246398C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу для прессования слоистой системы для изготовления панелей, а также к панелям, изготовленным таким способом.
Уровень техники
Из европейского патентного документа №ЕР 0906994 А1 известна панель в виде удлиненной тонкой пластины, которая может быть соединена с другими панелями с боковой стороны, например, с помощью соединения в шпунт и гребень. Соединенные таким образом панели применяются в особенности в качестве напольного покрытия.
В соответствии с уровнем техники панели изготавливают способом прессования с коротким циклом, а именно следующим образом. На пропитанный смолой пленкообразный слой, который называют “изнаночной бумагой”, накладывают несущий лист. На него укладывают другой пропитанный смолой декоративный пленкообразный слой. Этот слой известен под названием “декоративной бумаги”. Следующий пленкообразный слой, содержащий корунд и смолу, наносят на декоративный слой. Этот слой известен под названием “покрытие”. За счет покрытия достигается желаемая жесткость верхней поверхности панели. Образованную таким образом слоистую систему захватывают за кромки с помощью захватных средств и подают в пресс. Пресс состоит по существу из двух расположенных параллельно друг другу плит, нагретых до температуры примерно 200°С. Слоистую систему укладывают на нижнюю плиту пресса. Затем опускают верхнюю плиту таким образом, что слоистая система спрессовывается. Смолы плавятся за счет передаваемого от плит тепла. Далее верхнюю плиту поднимают. Захватное устройство с вакуумными присосами подводят к слоистой системе и опускают на нее. Вакуумные присосы прижимаются к слоистой системе и присасываются к ней. Далее слоистую систему поднимают и переносят от пресса. Из данной слоистой системы с помощью соответствующих устройств нарезают панели, которые обычно имеют длину примерно от 1200 до 1300 мм, толщину от 5 до 12 мм и ширину примерно 200 мм. В заключение в панелях как правило выполняют шпунтовые пазы и гребни, обычно способом фрезерования. С помощью шпунтовых пазов и гребней панели соединяют между собой. В дальнейшем они образуют напольное покрытие или обшивку стены.
Соединенные между собой панели собирают, например, в напольное покрытие, известное под названием ламинированного или слоистого напольного покрытия.
Недостатком таких напольных покрытий является относительно большое число мест соединения или соединительных швов панелей. С одной стороны, такие соединительные швы нежелательны по эстетическим соображениям. С другой стороны, в них остаются или с течением времени появляются зазоры или щели, в которые могут проникать влага или загрязнения. Влага повреждает панели. Загрязнения портят внешний вид и негигиеничны.
Число соединительных швов можно существенно уменьшить, если бы панели имели ширину значительно больше 200 мм. Однако в настоящее время производственные условия не позволяют изготавливать широкие панели требуемого качества.
Проблемой при изготовлении является передача тепла со сдвигом по времени. Как только указанную слоистую систему укладывают на нижнюю плиту пресса, ей передается тепло снизу, что вызывает плавление смолы на нижней стороне. В этот промежуток времени смола на верхней стороне остается твердой. Далее, по окончании операции прессования передача тепла сверху прекращается, однако слоистая система остается еще некоторое время на нижней плите. Соответственно, смола в верхней области панели затвердевает значительно быстрее. Все эти рассогласования вызывают легкие искривления слоистой системы, которые остаются после ее удаления из пресса.
Указанные искривления особенно заметны в напольных покрытиях при большой ширине панелей. Для того чтобы избежать этого нежелательного оптического эффекта, панели обычно делают узкими.
Сущность изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в уменьшении числа соединительных швов в напольном покрытии, собранном из панелей.
В соответствии с изобретением решение поставленной задачи достигается с помощью прессующего устройства для прессования слоистой системы для изготовления панелей, предназначенных для полов, содержащего две нагреваемые прессующие плиты; транспортно-захватные средства, с помощью которых имеющая толщину от 5 до 12 мм слоистая система для изготовления напольных панелей может захватываться и транспортироваться в положение между плитами прессующего устройства; и средства перемещения, предназначенные для перемещения нагреваемых плит к слоистой системе и ее прессования. Положение нагреваемых плит относительно положения транспортно-захватных средств выбрано таким, что транспортно-захватные средства находятся рядом с прессующими плитами, то есть не могут попасть между прессующими плитами.
Отличительными особенностями устройства является то, что управление средствами перемещения выполнено таким образом, что обе нагреваемые плиты одновременно достигают слоистой системы и также одновременно удаляются от слоистой системы после выполнения операции прессования достаточной длительности. При этом площадь плиты, посредством которой передается давление на подлежащую прессованию слоистую систему, составляет по меньшей мере 1 квадратный метр.
В устройстве по изобретению тепло подается одновременно. Этапы плавления или отверждения смол разделены по времени. За счет этого устраняется образование соответствующих искривлений. Это позволяет изготавливать панели очень хорошего качества и значительно большей ширины по сравнению с известными панелями.
Проблема искривлений относится исключительно к тонким панелям, то есть панелям толщиной до 12 мм. Чем толще панели, тем меньше изгибаются поверхности при изготовлении, когда подача тепла к одной стороне производится на несколько секунд раньше, чем к другой стороне. Панели тоньше 5 мм слишком хрупки, поэтому целесообразно установить нижнюю границу толщины величиной по меньшей мере 5 мм.
Прессующие плиты нагревают с помощью нагревательных средств до требуемой рабочей температуры. Предпочтительно, чтобы плиты были выполнены с возможностью нагрева до температуры от 150 до 250°С, а устройство было снабжено средствами управления, с помощью которых плиты могут нагреваться до различных предварительно заданных величин температур.
Разумеется, для изготовления широких панелей не является непременным условием, чтобы устройство по изобретению обладало всеми описанными конструктивными особенностями. Существенно, чтобы обычный двухсторонний подвод тепла производился без смещения по времени даже на несколько секунд. Это относится как к началу теплового воздействия, так и к его окончанию. Это позволяет избежать смещения по времени процессов плавления или отверждения смол.
В соответствии со способом изготовления панелей, позволяющим решить поставленную задачу, снабженную подверженным плавлению клеящим веществом слоистую систему подвергают в прессующем устройстве воздействию давления и температуры с двух сторон таким образом, что за счет этого воздействия слоистая система склеивается, при этом двухстороннее температурное воздействие для плавления клеящего вещества осуществляют одновременно.
Отличительными особенностями способа является то, что из слоистой системы изготавливают напольные панели шириной по меньшей мере 300 мм, длиной по меньшей мере 800 мм и толщиной не более 15 мм. На боковых кромках панелей выполняют фрезерованием шпунтовые пазы и гребни, а также выполняют дополнительное запорное средство, обеспечивающее соединения панелей без клея.
Температура, воздействию которой во время операции прессования подвергается верхняя сторона слоистой системы, может отличаться от температуры воздействия на нижнюю сторону. Целью такого воздействия является получение хорошего результата в том случае, когда применяются различные смолы с различной точкой плавления. Конкретная рабочая температура воздействия снизу или сверху должна соответствовать точке плавления смолы. Как правило, для получения хороших результатов требуется разница температур по меньшей мере в 10%. В предпочтительном варианте при прессовании панели подвергают температурному воздействию на верхней стороне при температуре, отличной от температуры воздействия на нижней стороне, причем разность температур составляет по меньшей мере 10° С. При этом существенно снижаются искривления, обусловленные производственным процессом. Температура на верхней стороне может отличаться от температуры на нижней стороне на величину, например, равную 20°С. Оптимальные величины температур в отдельных случаях могут быть определены опытным путем.
Подлежащая прессованию слоистая система предпочтительно содержит несущий лист.
Изобретение относится также к панели, изготовленной предложенным способом. Панель согласно изобретению выполнена по ширине по меньшей мере 300 мм, по длине по меньшей мере 800 мм и по толщине не более 15 мм. Даже панели шириной более 600 мм обладают желаемым качеством. Однако при обычной длине панелей до 2000 мм работать с панелями такой большой ширины уже довольно трудно. Поэтому размеры по ширине больше 600 мм уже нецелесообразны при ориентировке на среднего массового потребителя. Оптимальными являются размеры по ширине от 380 до 400 мм, что вдвое превышает ширину обычных панелей.
Когда панели укладывают на пол, неровности пола переносятся на напольное покрытие, образованное панелями. Такие неровности могут появиться от песчинок или мелких камешков, которые случайно попали между полом и уложенными на него панелями. В таких случаях места соединений или соединительные швы между панелями подвергаются высоким силам растяжения. Чем шире панель, тем сильнее воздействие, так как больше плечо рычага действия усилия. Следовательно, панели шириной более 300 мм, изготовленные в соответствии с изобретением, должны соединяться между собой особенно надежно, чтобы выдерживать указанные силы растяжения.
С этой целью панель согласно изобретению снабжена пазами и гребнями для соединения двух панелей двойным соединением в шпунт и гребень. Такое двойное соединение в шпунт и гребень, когда кромки панели оснащены расположенными один над другим пазом и гребнем, известно из европейского патентного документа №ЕР 0906994 А1, однако не в комбинации с панелями шириной более 300 мм.
В панели также предусмотрено дополнительное запорное средство для соединения панелей без клея. Такое дополнительное запорное средство для бесклеевого соединения известно из европейских патентных документов ЕР 0877130 А2, ЕР 0855482 В1, патентов США №5295341 или №4426820. Однако практика показала, что при современной технике производства невозможно добиться такой точности изготовления, чтобы, например, избежать создания треугольного люфта (в смысле решения по европейскому патентному документу ЕР 0855482 В1). Только способ изготовления в соответствии с изобретением, который позволяет устранить искривления, дает возможность такого точного изготовления, что две панели могут быть соединены между собой надежно, точно и без люфтов.
В предпочтительном варианте панели паз и гребень расположены один над другим, а лежащий ниже паз или, соответственно, гребень выполнен большим по размеру, чем вышерасположенный гребень или паз. Пазы и гребни предпочтительно выполнены конусными в поперечном сечении, а расположенные выше, соответственно, паз и гребень могут быть выполнены клинообразными по форме.
В качестве дополнительного запорного средства может быть предусмотрен по меньшей мере один паз на нижней стороне панели и по меньшей мере один выступ, который входит в паз на нижней стороне в собранном состоянии двух панелей.
Перечень фигур чертежей
Примеры осуществления настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых:
фиг.1 схематично изображает устройство для прессования слоистой системы для изготовления напольных панелей,
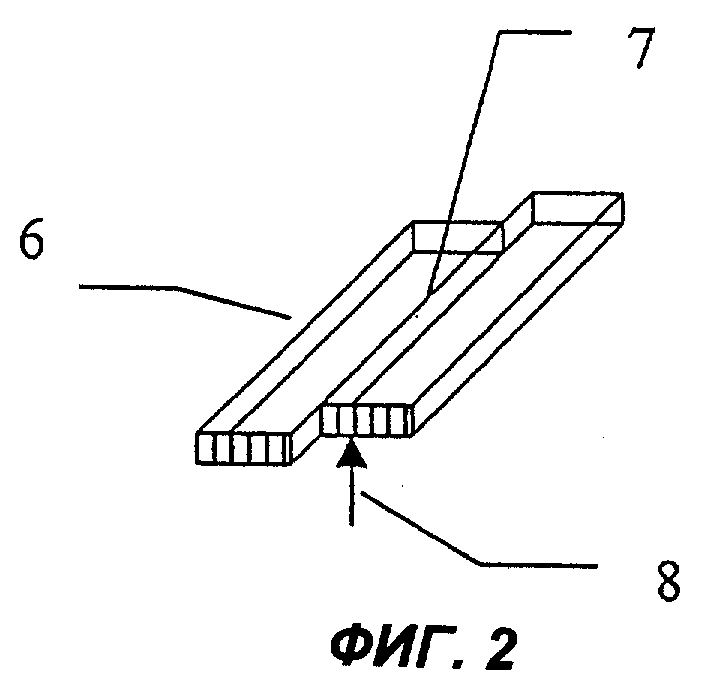
фиг.2 изображает две панели, соединенные между собой боковыми сторонами
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1 представлено устройство для прессования слоистой системы для изготовления напольных панелей. Слоистая система 1 содержит несущий лист и расположенные на ней сверху и снизу пленки, бумажные полосы и подобные слои, пропитанные смолой. С помощью транспортно-захватных средств 2 слоистую систему 1 подают в направлении по стрелке 3 между двумя плитами 4 прессующего устройства. В этом положении транспортно-захватные средства 2 находятся с боковых сторон рядом с прессующими плитами 4 таким образом, что не попадают между плитами 4 в процессе прессования. Плиты 4 нагревают до температуры около 200°С с помощью непредставленных нагревательных элементов. Точную величину температуры устанавливают в соответствии с точкой плавления подлежащей плавлению смолы.
Когда слоистая система 1 находится между плитами 4, их перемещают в направлениях по стрелкам 5, т.е. к слоистой системе 1. Перемещение плит 4 производят таким образом, что они одновременно входят в контакт со слоистой системой и прессуют ее. В результате этого слоистая система 1 подвергается одновременному воздействию температуры и давления сверху и снизу. Смола на обеих сторонах несущего листа плавится одновременно, а не со сдвигом на несколько секунд, как это производилось в известных способах.
После достаточного прессования слоистой системы 1 плиты 4 одновременно удаляют от слоистой системы в направлениях, противоположных стрелкам 5. При этом одновременно прекращается воздействие температуры и происходит одновременное отверждение смолы, то есть клеящих веществ.
При применении способа и средств, которые иллюстрируются фиг.1, достигается особенно ровная прессованная слоистая система 1, которую обычным образом разрезают на панели шириной по меньшей мере 300 мм и длиной по меньшей мере 800 мм. Шпунтовые пазы и гребни или подобные элементы для соединения панелей в напольное покрытие выполняют фрезерованием на заключительном этапе.
На фиг.2 показаны две панели 6, соединенные друг с другом боковыми кромками с образованием между ними соединительного шва 7. В общем случае это соединение осуществляется с помощью не показанных здесь шпунтового паза и гребня, которые выполняют фрезерованием на боковых кромках панелей. Предпочтительно на боковых кромках предусмотрено двойное соединение в шпунт. Один гребень каждой панели вставляют в соответствующий паз смежной панели на клею. После высыхания клея две панели соединяются между собой.
Если вследствие неровности возникает усилие снизу по стрелке 8, на соединительный шов 7 передается высокая механическая нагрузка. Нагрузка зависит от плеча рычага действия силы, которое тем больше, чем шире панель. За счет двойного соединения в шпунт создается особенно устойчивое и прочное соединение.
В качестве дополнительного запорного средства соединения двух панелей без клея служит по меньшей мере один паз на нижней стороне одной панели и по меньшей мере один выступ на другой панели. Выступы выполняют таким образом, что при сборке двух панелей они входят в паз на нижней стороне соответствующей смежной панели.
Реферат
Предложенное изобретение относится к устройству и способу для прессования слоистой системы для изготовления панелей, предназначенных для полов. Прессующее устройство содержит две нагреваемые прессующие плиты, транспортно-захватные средства, средства перемещения нагреваемых плит к слоистой системе и ее прессования. С помощью транспортно-захватных средств слоистая система может захватываться и транспортироваться в положение между плитами прессующего устройства. Управление средствами перемещения выполнено таким образом, что обе нагреваемые плиты одновременно достигают слоистой системы и также одновременно удаляются от слоистой системы. Площадь плиты, посредством которой передается давление на подлежащую прессованию слоистую систему, составляет, по меньшей мере, 1 м3. Согласно способу изготовления панели слоистую систему с клеящим веществом подвергают в прессующем устройстве воздействию давления и температуры с двух сторон так, что за счет этого воздействия слоистая система склеивается, причем двухстороннее температурное воздействие для плавления клеящего вещества осуществляют одновременно. Из слоистой системы изготавливают напольные панели шириной, по меньшей мере, 300 мм, длиной, по меньшей мере, 800 мм и толщиной не более 15 мм, на боковых кромках которых выполняют фрезерованием шпунтовые пазы и гребни, выполняют дополнительное запорное средство, обеспечивающее соединение панелей без клея. Данное техническое решение позволяет предотвратить передачу тепла со сдвигом. 3 с. и 9 з.п. ф-лы, 2 ил.

Комментарии