Древесная плита с ориентированной стружкой, способ производства и устройство для производства такой плиты - RU2745402C1
Код документа: RU2745402C1
Чертежи
Описание
Настоящее изобретение относится к новой древесной плите с ориентированной стружкой (ОСП), содержащей, по меньшей мере во внутреннем слое, стружку из переработанной древесины, полученную путем измельчения переработанной древесины. Настоящее изобретение также относится к способу производства соответствующей древесной плиты с ориентированной стружкой и к устройству, с использованием которого можно получить древесную плиту или с использованием которого может быть реализован предлагаемый способ производства.
Древесные плиты с ориентированной стружкой до настоящего времени всегда производили из первичной древесины. Для этой цели используют стволы деревьев, которые после сдирания коры измельчают до получения крупноразмерных стружек или "стрендов". Это делают с использованием так называемых стружечных станков ОСП. Полученные стренды сортируют по размеру, как правило, на две фракции, причем фракцию с крупными стрендами используют для производства поверхностных слоев древесной плиты с ориентированной стружкой, а фракцию с более мелкими стружками обычно используют во внутреннем слое древесной плиты с ориентированной стружкой или исключают из производственного процесса ОСП. Перед сортировкой полученные стренды как правило сушат. Высушенные отдельные фракции стрендов затем склеивают и укладывают друг на друга, получая маты с ориентированной стружкой. Завершают производство древесной плиты с ориентированной стружкой после прессования и одновременного отверждения связующего.
Известно множество различных способов производства плит из древесного сырья, например древесных плит с ориентированной стружкой.
Например, AU 2010-209995 A1 описывает композитную доску, содержащую деревянные полосы и связующее, при этом древесина может по выбору включать необработанную древесину, переработанную древесину, вафельную плиту ОСП, стружечную плиту, структурно-ориентированную доску, доску из натуральной древесины, деревянную структурированную панель, твердую древесно-волокнистую доску, древесно-волокнистую плиту, древесностружечную плиту, ЛВЛ-брус или любую другую подходящую древесину.
В DE 4224629 A1 описан процесс переработки материалов на основе древесины, склеенных с использованием карбамидоформальдегидных связующих, с полимерным покрытием или без него, путем разбивания элементов на мелкие фрагменты на этапе предварительной обработки и отделения металлических частей, таких как крепеж и т.п., после чего на стадии деагрегации фрагменты помещают в атмосферу предпочтительно насыщенного пара, где они на протяжении периода деагрегации находятся под высоким давлением и при высокой температуре. За это время фрагменты распадаются на составляющие волокнистой основы, которые можно склеивать, чтобы получить новые элементы.
DE 10130526 A1 относится к способу производства плит из древесного сырья, согласно которому мелкие фракции, например мелко нарубленные опилки или мелкую стружку, наносят на поверхностные слои древесной плиты с ориентированной стружкой. Для этого возможно повысить свойства скольжения и адгезии древесных плит с ориентированной стружкой.
DE 19751326 A1 относится к плите из древесного сырья, содержащей использованные аминосмолы, остаточные и отработанные древесные материалы, а также к способам их производства и к способам утилизации использованных остаточных и отработанных древесных материалов. Эти отходы древесных материалов дробят и используют для производства древесно-стружечной плиты.
DE 102008059527 A1 раскрывает древесноволокнистую плиту средней плотности (МДФ), в которую внедрены декоративные частицы для формирования эстетически приятного внешнего вида.
В EP 2216149 A1 раскрыт способ производства древесно-стружечных плит, в котором, помимо прочих материалов, может быть использована стружка из переработанной древесины.
Таким образом, возможность использования в качестве сырья переработанных древесных материалов уже известна по технологии производства древесностружечных плит. Однако при производстве древесных плит с ориентированной стружкой от этой возможности отказались ввиду предполагаемой низкой механической прочности соответствующим образом изготовления древесной плиты.
Поэтому задачей настоящего изобретения является создание древесных плит с ориентированной стружкой, при производстве которых могут быть использованы источники сырья, альтернативные источникам из исключительно первичной древесины и ни в чем не отступающие от механических требований стандарта DIN EN 300:2006.
Эта задача решена благодаря созданию древесной плиты с ориентированной стружкой по п. 1, способа производства соответствующей древесной плиты с ориентированной стружкой по п. 20, и устройство для производства соответствующей древесной плиты с ориентированной стружкой или реализации соответствующего процесса по п. 43. Зависимые пункты к каждому из этих объектов характеризуют их развитие, обладающее преимуществами.
Таким образом, в первом аспекте настоящее изобретение относится к древесной плите с ориентированной стружкой, содержащей по меньшей мере следующие три слоя:
а) верхний поверхностный слой, содержащий связанные друг с другом ориентированные стренды или состоящий из них,
б) по меньшей мере один внутренний слой, содержащий стружки, которые получены путем измельчения переработанной древесины (стружки из переработанной древесины) и которые связаны друг с другом,
в) нижний поверхностный слой, содержащий ориентированные стренды или состоящий из ориентированных стрендов, связанных друг с другом,
причем указанный по меньшей мере один внутренний слой расположен между двумя поверхностными слоями.
Согласно изобретению, соответствующие стружки, стренды и слои связаны друг с другом посредством связующего с получением древесной панели с ориентированной стружкой.
Не подтвердилось широко распространенное до настоящего времени предупреждение о том, что механические свойства древесных плит с ориентированной стружкой оставляют желать лучшего, если при обработке используют не первичную древесину, а иное сырье. Древесные плиты с ориентированной стружкой по настоящему изобретению ни в чем не уступают древесным плитам с ориентированной стружкой, которые были изготовлены на 100% из первичной древесины, и соответствуют всем механическим свойствам, установленным для ОСП согласно стандарту DIN EN 300:2006: предлагаемые древесные плиты с ориентированной стружкой, в зависимости от конкретной структуры, могут отвечать всем требованиям DIN EN 300:2006, установленным, например, для плит типа ОСП/1, ОСП/2, ОСП/3 или даже ОСП/4.
Особое преимущество предлагаемых древесных плит с ориентированной стружкой заключается в том, что они могут быть произведены по ресурсосберегающей технологии, так что для их производства требуется меньше первичной древесины. Кроме того, открывается доступ еще к одному источнику сырья, а именно к переработанной древесине (или использованной древесине), которая до настоящего времени считалась подходящей только для производства древесностружечных плит или получения тепла.
Характерной особенностью древесной плиты с ориентированной стружкой в соответствии с настоящим изобретением является то, что по меньшей мере внутренний слой (если древесная плита с ориентированной стружкой имеет только один внутренний слой) или внутренние слои (если древесная плита с ориентированной стружкой имеет несколько внутренних слоев) включают стружку из переработанной древесины, полученную путем измельчения переработанной древесины или то, что по меньшей мере один указанный внутренний слой или внутренние слои был/были полностью сформированы из стружки из переработанной древесины.
Выражение «переработанная древесина» используется здесь в значении «Altholz» в законодательстве Федеральной Республики Германии, касающемся требований к утилизации и уничтожению переработанной древесины («Verordnung uber Anforderungen a die Verwertung und Deseitigung von Altholz», Altholzverordnung, опубликовано в BGBI. [Бюллетень федеральных законов Германии] I, №59, стр. 3302-3317).
Настоящее изобретение применимо ко всей переработанной древесине, причем для настоящего изобретения особое предпочтение отдается использованию переработанной древесины категории A I и/или категории A II.
Конфигурация используемой переработанной древесины здесь не имеет значения, так что стружка из переработанной древесины может быть получена путем переработки любых подходящих изделий из дерева, например, использованной мебели, оконных рам, обшивки, древесно-стружечных плит, поддонов и т.д.
Напротив, термин «первичная древесина» означает древесину, которая не была переработана, но была получена непосредственно из лесоматериалов. Одной из форм первичной древесины является "древесина с первичными волокнами", то есть первичный кругляк, который в особенности включает свежесрубленные и очищенные от сучьев, но не обязательно от коры, древесные стволы.
Согласно настоящему изобретение предпочтительно, когда указанный по меньшей мере один внутренний слой содержит смесь взаимно связанных древесных стружек из переработанной древесины и стрендов или сформирован из такой смеси.
Также возможно, что два поверхностных слоя также содержат смесь взаимно связанных стружек из переработанной древесины и стрендов или сформированы из нее. В этом варианте, однако, целесообразно чтобы доля стружек из переработанной древесины в поверхностных слоях была меньше, чем доля стружек из переработанной древесины во внутреннем слое.
В дополнительном предпочтительном варианте осуществления целесообразно, когда стренды, присутствующие в указанном по меньшей мере одном внутреннем слое, имеют меньшую среднюю длину (среднечисленную), чем стренды, присутствующие в верхнем и нижнем поверхностных слоях.
Под длиной частицы, например стружки, в контексте настоящего изобретения понимается наибольшая протяженность частицы, например стружки. Под средней длиной понимается численное средневзвешенное значение. Его можно определить, например, с использованием оптического анализа.
Под шириной частицы, например стружки, в контексте настоящего изобретения понимается вторая по величине протяженность частицы, например стружки. Под средней шириной понимается численное средневзвешенное значение. Его можно определить, например, с использованием оптического анализа.
Толщина частицы, например стружки, в контексте настоящего изобретения означает наименьшую протяженность частицы, например стружки. Под средней толщиной понимается численное средневзвешенное значение. Его можно определить, например, с использованием оптического анализа.
Древесная плита с ориентированной стружкой в соответствии с настоящим изобретением может иметь ровно один внутренний слой или, в альтернативном варианте, ровно три внутренних слоя, а именно средний внутренний слой, ограниченный двумя крайними внешними слоями. Таким образом, в каждом из вышеупомянутых предпочтительных случаев древесная плита с ориентированной стружкой имеет симметричную структуру и, следовательно, обладает хорошо сбалансированными механическими свойствами.
Наряду со стружками из переработанной древесины также возможно включение стружек из первичной древесины, которые в этом случае заменяют часть стружек из переработанной древесины. Под первичной древесиной здесь понимается древесина, которая не была переработана, а получена непосредственно из лесоматериалов. Если включены не только стружки из переработанной древесины, но также и стружки из первичной древесины, предпочтительные весовые показатели для стружек из переработанной древесины, которые подробно описаны ниже, относятся ко всей массовой доле стружек из переработанной древесины и стружек из первичной древесины.
Геометрия любых имеющихся стружек из первичной древесины предпочтительно идентична геометрии стружек из переработанной древесины; более конкретно, (средние) размеры, указанные ниже для стружек из переработанной древесины, также применимы к стружкам из первичной древесины. Причиной этого может быть то, что стружки из первичной древесины предпочтительно получают аналогично стружкам из переработанной древесины, а именно путем измельчения щепы из первичной древесины в стружечном станке с ножевым кольцом.
Если имеется некоторая пропорциональная доля стружек из первичной древесины, которые частично заменяют стружки из переработанной древесины, предпочтительно заменять долю от 0,1 до 80 мас. %, предпочтительно от 1 до 70 мас. %, более предпочтительно от 5 до 50 мас. % стружек из переработанной.древесины стружками из первичной древесины. Это относится ко всем вариантам реализации древесной плиты с ориентированной стружкой, которые описаны ниже.
Еще в одном предпочтительном варианте осуществления массовая доля стружек из переработанной древесины и любых стружек из первичной древесины в указанном по меньшей мере одном внутреннем слое, в особенности ровно в одном внутреннем слое, отнесенная ко всем стружкам в этом слое, составляет по меньшей мере 5 мас. % предпочтительно по меньшей мере 50 мас. %, более предпочтительно по меньшей мере 60 мас. %, еще более предпочтительно по меньшей мере 70 мас. %, наиболее предпочтительно по меньшей мере 80 мас. %.
Здесь следует дополнительно упомянуть, что внутренний слой также может быть сформирован на 100% из стружек из переработанной древесины или из смеси стружек из переработанной древесины и стружек из первичной древесины.
Если внутренний слой сформирован из смеси стружек, содержащей стружки из переработанной древесины и любые стружки из первичной древесины, то выгодно, когда наряду со стружками из переработанной древесины и любыми стружками из первичной древесины в состав внутреннего слоя входят также и стренды. Массовая доля стрендов во внутреннем слое здесь предпочтительно дополняет массовую долю стружек из переработанной древесины и любых стружек из первичной древесины; другими словами, массовая доля стрендов во внутреннем слое, особенно ровно в одном внутреннем слое, отнесенная ко всем деревянным частицам (то есть сумме всех стружек и стрендов) в указанном по меньшей мере в одном внутреннем слое, предпочтительно составляет не более 95 мас. %, предпочтительно не более 50 мас. %, более предпочтительно не более 40 мас. %, еще более предпочтительно не более 30 мас. %, наиболее предпочтительно не более 20 мас. %.
В альтернативном и также предпочтительном варианте осуществления древесная плита с ориентированной стружкой может иметь три внутренних слоя и, следовательно, в общей сложности пять слоев (включая верхний и нижний поверхностные- слои). Три внутренних слоя здесь составляют средний внутренний слой, ограниченный двумя крайними внутренними слоями. В этом варианте осуществления является предпочтительным, чтобы массовая доля стружек из переработанной древесины и любых стружек из первичной древесины, в среднем внутреннем слое была выше, чем в крайних внутренних слоях, а массовая доля стрендов, имеющих меньшую среднюю длину (среднечисленную) по сравнению со стрендами в верхнем и нижнем поверхностных слоях меньше в среднем внутреннем слое, чем в крайних внутренних слоях.
В вышеупомянутом варианте осуществления, в котором древесная плита с ориентированной стружкой имеет три внутренних слоя, выгодно, когда массовая доля стружек из переработанной древесины и любых стружек из первичной древесины в среднем внутреннем слое, отнесенная ко всем деревянным частицам (то есть сумме всех стружек и стрендов) в среднем внутреннем слое составляет по меньшей мере 5 мас. %, предпочтительно от 5 до 100 мас. %, более предпочтительно по меньшей мере от 50 до 90 мас. %, наиболее предпочтительно от 60 до 85 мас. %, и/или массовая доля стружек из переработанной древесины в крайних внутренних слоях, отнесенная ко всем стружкам в этих слоях, составляет по меньшей мере 5 мас. %, предпочтительно от 5 до 100 мас. %, более предпочтительно от 20 до 80 мас. %, наиболее предпочтительно от 30 до 70 мас. %, причем массовые доли стружек из переработанной древесины в среднем внутреннем слое и в крайних внутренних слоях различны, а массовая доля стружек из переработанной древесины в среднем внутреннем слое предпочтительно больше, чем в крайних внутренних слоях.
При конфигурировании среднего и крайних внутренних слоев также возможно, чтобы, например, средний внутренний сдой был сформирован исключительно из стружек из переработанной древесины и любых стружек из первичной древесины, а крайние внутренние слои образованы из смеси стрендов и стружек из переработанной древесины и любых стружек из первичной древесины.
В этом случае особенно предпочтительно, когда стренды в крайних внутренних слоях ориентированы поперек ориентации стрендов, присутствующих в поверхностных слоях.
Это также включает в себя возможность того, что как средний внутренний слой, так и крайние внутренние слои сформированы на 100% из стружек из переработанной древесины и любых стружек из первичной древесины, в этом случае предпочтительно с использованием стружек из переработанной древесины, имеющих меньшие средние размеры (например, меньшие по средней среднечисленной длине) для производства среднего внутреннего слоя, чем для производства крайних внутренних слоев.
Стренды, используемые для поверхностных слоев, предпочтительно имеют среднюю длину (среднечисленную) от 40 до 250 мм, предпочтительно от 50 до 250, более предпочтительно от 70 до 150 мм, среднюю ширину (среднечисленную) от 2 до 40 мм, предпочтительно от 5 до 25 мм и/или среднюю толщину (среднечисленную) от 0,3 до 1,5 мм, предпочтительно от 0,5 до 1,2 мм.
В предпочтительном варианте осуществления стружки из переработанной древесины и любые стружки из первичной древесины имеют среднюю длину (среднечисленную) от 5 до 50 мм, предпочтительно от 10 до 30 мм, среднюю ширину (среднечисленную) от 0,2 до 10 мм, предпочтительно от 0,5 до 5 мм и/или среднюю толщину (среднечисленную) от 0,3 до 2 мм, предпочтительно от 0,3 до 1,2 мм.
Вели внутренний слой также включает стренды, они предпочтительно имеют среднюю длину (среднечисленную) от 10 до 150 мм, предпочтительно от 30 до 100 мм, среднюю ширину (среднечисленную) от 0,5 до 30 мм, предпочтительно от 2 до 15 мм, и/или среднюю толщину (среднечисленную) от 0,3 до 1,5 мм, предпочтительно от 0,5 до 1,2 мм, причем средняя длина (среднечисленная) меньше, чем средняя длина стрендов, присутствующих в верхнем и/или нижнем поверхностном слое.
Стружки из переработанной древесины, присутствующие в древесной плите по настоящему изобретению, предпочтительно получают путем измельчения щепы из переработанной древесины, особенно с использованием стружечного станка с ножевым кольцом. Любые присутствующие древесные стружки из первичной древесины могут быть получены путем соответствующего измельчения щепы из первичной древесины.
Предпочтительно, стренды, присутствующие в двух поверхностных слоях, расположены ориентированным образом. Ориентация стрендов придает высокую механическую прочность древесной плите с ориентированной стружкой, особенно в одном предпочтительном продольном направлении. Здесь предпочтительно, чтобы стренды были ориентированы относительно продольной оси древесной плиты с ориентированной стружкой, так чтобы по меньшей мере 60%, предпочтительно по меньшей мере 70%, наиболее предпочтительно по меньшей мере 80%, стрендов отклонялись в своем продольном выравнивании не более чем на 20° от продольного направления древесной плиты с ориентированной стружкой.
Ориентация стрендов может быть определена обычным способом, например, путем анализа образцов готовых плит с ориентированной стружкой, при рассеивании в процессе производства, как описано ниже, или с использованием оптических методов испытания.
Здесь особенно предпочтительно, чтобы ориентированные стренды в верхнем поверхностном слое и нижнем поверхностном слое имели одинаковую ориентацию, то есть были ориентированы одинаково.
Общая толщина древесной плиты с ориентированной стружкой может составлять от 4 до 100 мм, предпочтительно от 6 до 40 мм.
Здесь также предпочтительно, чтобы общая толщина верхнего и нижнего поверхностных слоев составляла от 20% до 60%, предпочтительно от 25% до 50%, более предпочтительно от 30% до 40% от общей толщины плиты с ориентированной стружкой и/или толщина по меньшей мере одного внутреннего слоя составляла от 80% до 40%, предпочтительно от 75% до 50%, более предпочтительно от 70% до 60% от общей толщины древесной плиты с ориентированной стружкой.
Древесная плита с ориентированной стружкой в соответствии с настоящим изобретением, в частности, имеет плотность засыпки от 450 до 750 кг/м3, предпочтительно от 520 до 670 кг/м3.
Еще в одном предпочтительном варианте осуществления связующее, используемое для связывания соответствующих стружек, выбрано из группы, содержащей связующие на основе полимерного дифенилметандиизоцианата (PMDI), связующие на основе меламиноформадьдегид карбамида (MUF), связующие на основе меламинокарбамидфенолформальдегида (MUPF), связующие на основе фенолформальдегида, натуральные связующие, например связующие на основе крахмала, связующие на основе белков, связующие на основе танина, лигнина или углеводов, разложившиеся до мономеров, термопластичные или сшитые термопластичные клеи, а также их смеси и комбинации.
Стренды, присутствующие в поверхностных слоях, и любые стренды, присутствующие в указанном по меньшей мере одном внутреннем слое, могут, в частности, быть получены путем измельчения первичной древесины.
Во втором аспекте настоящее изобретение относится к способу производства плиты с ориентированной стружкой, как подробно описано выше, в котором мат из рассеянных частиц, составленный из нескольких матов, сначала получают рассеиванием, а затем прессуют для получения плиты с ориентированной стружкой. Для производства мата из рассеянных частиц здесь выполняют следующие этапы:
а) Изготавливают мат поверхностного слоя, содержащий стренды или состоящий из стрендов, снабженных связующим, путем ориентированного рассеивания стрендов, которые были снабжены связующим, или стружечной смеси, содержащей стренды, которые были снабжены связующим.
б) По меньшей мере один мат внутреннего слоя, содержащий стружки из переработанной древесины, которые были получены путем измельчения переработанной древесины и снабжены связующим, рассеивают на мате поверхностного слоя, полученном на этапе а).
в) Дополнительный мат поверхностного слоя, содержащий стренды или состоящий из стрендов, которые были снабжены связующим, получают или укладывают на указанный по меньшей мере один мат внутреннего слоя, полученный на этапе б), путем ориентированного рассеяния стрендов, которые были снабжены связующим или стружечной смеси, содержащей стренды. снабженные связующим.
Затем мат из рассеянных частиц для отверждения и затвердевания связующего прессуют при повышенной температуре относительно стандартных условий, чтобы получить древесную плиту с ориентированной стружкой.
Таким образом, существенным признаком способа по изобретению является то, что маты, которые имеют соответствующие слои (т.е. поверхностные слои или указанный по меньшей мере один внутренний слой производимой древесной плиты с ориентированной стружкой), рассеивают по отдельности и последовательно один поверх другого и, наконец, мат из рассеянных частиц, состоящий из отдельных матов, прессуют, чтобы получить готовую древесную плиту с ориентированной стружкой. В этом случае стружки из переработанной древесины используют по меньшей мере для производства мата внутреннего слоя.
Стружки из переработанной древесины, в частности, могут быть получены на предыдущем этапе путем измельчения щепы из переработанной древесины, особенно с использованием стружечного станка с ножевым кольцом. Любые использованные стружки из первичной древесины могут быть получены аналогичным образом путем измельчения щепы из первичной древесины.
Если стружки из переработанной древесины получают путем измельчения щепы из переработанной древесины, также предпочтительно, чтобы щепу из переработанной древесины производили путем дробления переработанной древесины, особенно с использованием рубильной машины, например барабанной, молотковой мельницы или ударной дробилки или получали из внешнего источника.
В качестве альтернативы здесь также возможно, что щепа из переработанной древесины может быть получена из внешних источников.
Если происходит дробление переработанной древесины для получения щепы, а источники переработанной древесины слишком велики для соответствующих дробящих устройств (например, в случае больших предметов мебели и т.д.), один из вариантов - это перед дроблением для получения щепы выполнить грубое предварительное дробление переработанного древесного материала в форме кусков, например, с использованием дробильной машины, при котором большие куски переработанного дерева разбивают на более мелкие.
Чтобы обеспечить максимальную эффективность измельчения также выгодно, когда щепу (произведенную отдельно или полученную из внешних источников) перед измельчением сортируют, например, с использованием сортировочной машины, то есть сортируют по размеру, в особенности посредством дисковой сортировочной машины и/или роликовой сортировочной машины, при этом на измельчение направляют фракцию щепы, имеющую средний наибольший размер (среднечисленный) от 20 до 150 мм, предпочтительно от 30 до 120 мм.
Возможно также получение более крупной и/или более мелкой фракции щепы.
Предпочтительно фракции щепы, имеющие средний наибольший размер (среднечисленное значение) более 150 мм, предпочтительно более 120 мм, направляют обратно на дробление для производства щепы.
Альтернативно или дополнительно, также возможно, что фракции щепы, имеющие средний наибольший размер (среднечисленный) менее 20 мм, предпочтительно менее 30 мм, которые получены в процессе сортировки, используют для производства тепла или для производства древесностружечной плиты.
Поскольку переработанная древесина представляет собой относительно неоднородный материал, одним из вариантов является проведение по меньшей мере одной стадии очистки перед использованием для целей настоящего изобретения. Это в особенности целесообразно, когда перед измельчением и/или дроблением и/или грубым предварительным дроблением проводят по меньшей мере один из последующих этапов, предпочтительно в любой последовательности все последующие этапы:
• удаление веществ, имеющих более низкую плотность, чем плотность древесины (например, полимерная пленка, бумага, картон), например, путем пневматической сортировки,
• удаление ферромагнитных металлов, например, с использованием магнитных сортировочных машин,
• удаление неферромагнитных металлов, особенно алюминия, например, с использованием вихретоковых сортировочных машин,
• удаление веществ, имеющих более высокую плотность, чем плотность древесины (камни, стекло, песок, минералы), с использованием гравиметрической сортировки, например, пневмосепараторами, гравитационными сортировочными машинами или флотационными сортировочными машинами и/или
• удаление недревесных веществ, например с использованием рентгеновских сортировочных машин и/или видеосортировочных машин.
Согласно предлагаемому способу, одну или несколько из вышеупомянутых стадий очистки предпочтительно проводят многократно.
Например, многократно может осуществляться удаление металлов (ферромагнитных или неферромагнитных металлов). Повторное удаление неметаллических материалов также возможно.
Новое и отдельное удаление металлических и/или керамических материалов в особенности имеет смысл произвести непосредственно перед измельчением щепы, чтобы избежать повреждения измельчающего устройства.
Также перед производством мата из рассеянных частиц можно сортировать по размеру стружки из переработанной древесины (которые были получены, например, путем измельчения щепы из переработанной древесины или получены из внешних источников) и любые стружки из первичной древесины. Более конкретно, в предлагаемом способе используют стружки из переработанной древесины, имеющие среднюю длину (в среднем по количеству) от 5 до 50 мм, предпочтительно от 10 до 30 мм, среднюю ширину (в среднем по числу) от 0,2 до 10 мм, предпочтительно от 0,5 до 5 мм, и/или среднюю толщину (среднечисленную) от 0,3 до 2 мм, предпочтительно от 0,3 до 1,2 мм.
Мелкие фракции, которые производят на этапе сортировки и отделяют от стружек из переработанной древесины и любых стружек из первичной древесины (то есть стружек из переработанной древесины, имеющих среднюю длину (среднечисленную) менее 5 мм), например, могут быть использованы для производства тепла или для производства древесностружечной плиты. Также возможно еще раз сортировать мелкую фракцию и отделять фракцию стружек, находящихся в пределах вышеуказанных размеров. Эта фракция также может быть использована для целей настоящего изобретения.
Любая удаленная крупная фракция (т.е. стружки из переработанной древесины и любые стружки из первичной древесины, имеющие среднюю длину (среднечислениую) более 50 мм) может быть отправлена обратно на измельчение и дополнительно раздроблена, чтобы таким образом получить фракцию стружек, пригодную для целей настоящего изобретения.
В особенности пригодна к использованию для производства предлагаемой древесной плиты с ориентированной стружкой средняя фракция, в которой стружки из переработанной древесины имеют, например, средние размеры, приведенные выше.
Для целей настоящего изобретения возможно, чтобы маты поверхностного слоя изготавливали целиком из стрендов, снабженных связующим, которые получены, например, путем измельчения первичной древесины, тогда как один или несколько матов внутреннего слоя могут быть сформированы полностью из стружек из переработанной древесины и, возможно, стружек из первичной древесины.
Однако для производства отдельных матов наиболее предпочтительно сначала смешать полученные стренды и стружки из переработанной древесины, а также любые стружки из первичной древесины друг с другом, а затем отсортировать полученную смесь по размеру и использовать отдельные фракции для производства отдельных матов.
Этот наиболее предпочтительный вариант подробно описан ниже.
Если, как описано выше, получают смесь стрендов и стружек из переработанной древесины и любых стружек из первичной древесины, это может быть осуществлено, например, путем активного перемешивания отдельных типов стружек, но предпочтительно эту смесь получают автоматически путем транспортировки или обработки смеси стружек на последующих этапах работы, например в результате общего хранения различных типов стружек в бункере-накопителе или обычной транспортировки в транспортном устройстве.
Более конкретно, например, смесь стружек из переработанной древесины и любых стружек из первичной древесины и стрендов может быть высушена, в частности в барабанной сушилке.
Таким образом, в случае обычной сушки стрендов и стружек из переработанной древесины и любых стружек из первичной древесины для сушки смеси стружек требуется только одно устройство, так что сложность оборудования может быть минимизирована.
Очевидно, что возможна также сушка слоев по-отдельности, например в отдельных барабанных сушилках, если эти слои могут быть получены из одного типа стрендов или стружек из переработанной древесины.
В случае вышеупомянутой смеси стружек из переработанной древесины здесь предпочтительно выбирать соотношения смешивания стружек из переработанной древесины к стрендам от 5:95 до 95:5, предпочтительно от 20:80 до 90:10, более предпочтительно от 40:60 до 75:25, наиболее предпочтительно от 45:55 до 60:40.
Таким образом, полученную заранее смесь из стружек предпочтительно сортируют но среднему размеру стружек из переработанной древесины и стрендов. Полученные фракции в соответствии с их размером используют в мате поверхностного слоя или мате (матах) внутреннего слоя, причем более грубую фракцию смеси стружек используют в матах поверхностного слоя, а фракции смеси стружек с меньшими размерами в мате (матах) внутреннего слоя.
В данном случае сортировка может быть осуществлена, например, с использованием дисковых сортировщиков, грохотов, роликовых сортировщиков, вибрационных сортировщиков или комбинации из двух или более идентичных или различных вышеуказанных средств.
Сортируют на две или три фракции, а именно фракцию поверхностного слоя, фракцию внутреннего слоя и, необязательно, мелкую фракцию.
Фракция поверхностного слоя используется для производства мата поверхностного слоя и имеет наибольший средний размер стружек (наибольшую среднюю длину (среднечисленную)). Как правило, сортировку осуществляют таким образом, что фракцию поверхностного слоя формируют преимущественно из стрендов.
Кроме того, формируют фракцию внутреннего слоя, которая используется для изготовления мата (матов) внутреннего слоя. Если производимая древесная плита с ориентированной стружкой имеет ровно один внутренний слой, фракция внутреннего слоя целиком используется для изготовления мата внутреннего слоя. Если древесная плита с ориентированной стружкой имеет множество внутренних слоев, например, три внутренних слоя (два крайних внутренних слоя и один средний внутренний слой), фракция внутреннего слоя используется для изготовления матов крайнего внутреннего слоя, из которых впоследствии получается крайний внутренний слой. Особенностью фракции внутреннего слоя является то, что в ней присутствуют стренды, имеющие меньшую среднюю длину (среднечисленную), чем стренды, присутствующие во фракции поверхностного слоя.
Если древесная плита с ориентированной стружкой также имеет средний внутренний слой, ее изготавливают с использованием мата среднего внутреннего слоя, заключенного между двумя матами крайнего внутреннего слоя. Для этого используют мелкую фракцию, которая состоит в основном из стружек из переработанной древесины и, необязательно, стружек из первичной древесины, которые в целом имеют наименьшие средние размеры (среднюю длину (среднечисленную)).
Сортировка, соответствующая вышеприведенному описанию, не требуется, если для производства мата поверхностного слоя используют стренды только одного типа, а для производства мата внутреннего слоя используют только одного типа стружки из переработанной древесины или для производства мата внутреннего слоя используют специально приготовленную смесь из стружек из переработанной древесины и стрендов.
Таким образом, предпочтительно, чтобы на этапе б), описанном в начале, производили ровно один мат внутреннего сдоя иди три мата внутреннего слоя, размещенные друг на друге, а именно один мат среднего внутреннего слоя, ограниченный с каждой стороны одним матом крайнего внутреннего слоя.
Кроме того, предпочтительно, когда в указанном по меньшей мере одном мате внутреннего слоя, в особенности когда это единственный мат, массовая доля стружек из переработанной древесины и любых стружек из первичной древесины, отнесенная ко всем стружкам в этом мате, составляет по меньшей мере 5 мас. %, предпочтительно по меньшей мере 50 мас. %, более предпочтительно по меньшей мере 60 мас. %, еще более предпочтительно по меньшей мере 70 мас. %, наиболее предпочтительно но меньшей мере 80 мас. %, а массовая доля стрендов меньшей средней длины (среднечисленной) по сравнению со стрендами в мате верхнего и нижнего поверхностного слоя составляет не более 95 мас. %, предпочтительно не более 50 мас. %, более предпочтительно не более 40 мас. %, еще более предпочтительно не более 30 мас. %, наиболее предпочтительно не более 20 мас. %.
Если изготавливают три мата внутреннего слоя, а именно когда мат среднего внутреннего слоя с каждой стороны ограничен двумя матами крайнего внутреннего слоя, выгодно, когда (i) массовая доля стружек из переработанной древесины и любых стружек из первичной древесины в мате среднего внутреннего слоя установлена выше, чем в матах крайнего внутреннего слоя, а (ii) массовая доля стрендов, имеющих меньшую среднюю длину (среднечисленную), по сравнению с стрендами в двух матах поверхностного слоя в мате среднего внутреннего слоя установлена на более низком уровне, чем в матах крайнего внутреннего слоя.
Если в матах крайнего внутреннего слоя присутствуют стренды, их предпочтительно рассеивают поперек ориентации стрендов в матах поверхностного слоя.
Вышеупомянутый вариант также включает формирование мата среднего внутреннего слоя полностью из стружек из переработанной древесины и любых древесных стружек из первичной древесины. Также возможно, чтобы в матах крайнего внутреннего слоя не было стрендов. Если используются три мата внутреннего слоя, и ни один из матов внутреннего слоя не содержит стрендов, предпочтительно, чтобы стружки из переработанной древесины и, необязательно, стружки из первичной древесины, имеющие большие средние размеры (т.е. большую среднюю длину (среднечисленную)), использовались в матах крайнего внутреннего слоя.
В предпочтительном варианте осуществления массовая доля стружек из переработанной древесины и любых стружек из первичной древесины в матах среднего внутреннего слоя, отнесенная ко всем стружкам в этих матах, составляет по меньшей мере 5 мас. %, предпочтительно от 5 до 100 мас. %, более предпочтительно по меньшей мере от 50 до 90 мас. %, наиболее предпочтительно от 60 до 85 мас. %.
Альтернативно или дополнительно к этому, также возможно, чтобы массовая доля стружек из переработанной древесины и любых стружек из первичной древесины в матах крайнего внутреннего слоя, отнесенная ко всем стружкам в этих матах, составляла по меньшей мере 5 мас. %, предпочтительно от 5 до 100 мас. %, более предпочтительно от 20 до 80 мас. %, наиболее предпочтительно от 30 до 70 мас. %,
причем массовая доля стружек из переработанной древесины и любых стружек из переработанной древесины в мате среднего внутреннего слоя и матах крайнего внутреннего слоя в каждом случае различны, а именно массовая доля стружек из переработанной древесины в мате среднего внутреннего слоя предпочтительно больше, чем в матах крайнего внутреннего слоя.
Для изготовления мата для поверхностного слоя используют стренды, в особенности имеющие среднюю длину (среднечисленную) от 40 до 250 мм, предпочтительно от 50 до 250 мм, более предпочтительно от 70 до 150 мм, среднюю ширину (среднечисленную) 2 до 40 мм, предпочтительно от 5 до 25 мм и/или среднюю толщину (среднечисленную) от 0,3 до 1,5 мм, предпочтительно от 0,5 до 1,2 мм. В данном случае не имеет значения, используются ли стренды одного типа или, при необходимости, они получены путем сортировки смеси стрендов и стружек из переработанной древесины.
Кроме того, предпочтительно, чтобы стренды, присутствующие в указанном по меньшей мере одном мате внутреннего слоя, имели среднюю длину (среднечисленную) от 10 до 150 мм, предпочтительно от 30 до 100 мм, среднюю ширину (среднечисленную) от 0,5 до 30 мм. предпочтительно от 2 до 15 мм и/или среднюю толщину (среднечисленную) от 0,3 до 1,5 мм, предпочтительно от 0.5 до 1,2 мм, причем средняя длина (среднечисленная) меньше средней длины стрендов, присутствующих в матах поверхностного слоя.
При этом неважно, используются ли в указанном по меньшей мере одном мате внутреннего слоя стренды одного типа или стрегнды, полученные путем сортировки смеси стрендов и стружек из переработанной древесины.
В предпочтительном варианте осуществления на этапе а) и этапе в) стренды ориентированы по отношению к продольной оси древесной плиты с ориентированной стружкой, так что по меньшей мере 60%, предпочтительно по меньшей мере 70%, наиболее предпочтительно по меньшей мере 80% стренов отклоняются в продольном направлении не более чем на 20° от продольного направления древесной плиты с ориентированной стружкой.
Особенно предпочтительно, чтобы стренды на этапе а) и этапе в) имели одинаковую ориентацию.
Общая толщина древесной плиты с ориентированной стружкой как правило установлена в диапазоне от 4 до 100 мм, предпочтительно от 6 до 40 мм. Для этого размеры мата из рассеянных частиц и коэффициент уплотнения при прессовании соответствующим образом согласованы друг с другом.
Предпочтительно связующее выбирают из группы, содержащей связующие на основе полимерного дифенилметандиизоцианата (PMDI), связующие на основе меламиноформальдегидкарбамида (MUF), связующие на основе меламинокарбамидфенолформальдегида (MUPF), связующие на основе фенолформальдегида, натуральные связующие, например связующие на основе крахмала, связующие на основе белков, связующие на основе танина, лигнина или углеводов, разложившиеся до мономеров, термопластичные или сшитые термопластичные клеи, а также их смеси и комбинации.
В третьем аспекте настоящее изобретение относится к устройству для производства древесной плиты с ориентированной стружкой, которая описана выше, с использованием которого также может быть выполнен предлагаемый способ, описанный выше.
Устройство по изобретению содержит по меньшей мере одно рассеивающее устройство для изготовления мата первого поверхностного слоя, содержащего ориентированные стренды или состоящего из ориентированных стрендов, которые были снабжены связующим,
по меньшей мере одно рассеивающее устройство для изготовления по меньшей мере одного мата внутреннего слоя на первом мате поверхностного слоя, более конкретно одно рассеивающее устройство или два рассеивающих устройства для изготовления ровно одного мата внутреннего слоя или по меньшей мере три рассеивающих устройства для изготовления трех матов внутреннего слоя, а именно мата среднего внутреннего слоя, с каждой стороны ограниченного одним матом крайнего внутреннего слоя, причем перед указанным по меньшей мере одним рассеивающим устройством расположено связующее устройство,
по меньшей мере одно рассеивающее устройство для изготовления мата второго поверхностного слоя, содержащего ориентированные стренды или состоящего из ориентированных стрендов, которые снабжены связующим, по меньшей мере, на одном мате внутреннего слоя, причем перед указанным по меньшей мере одним рассеивающим устройством для изготовления мата первого и второго поверхностных слоев расположено общее связующее устройство или одно отдельное связующее устройство для каждого, а за рассеивающими устройствами расположен пресс для прессования мата из рассеянных частиц при повышенной температуре по сравнению со стандартными условиями.
Устройство по изобретению может быть выполнено в двух альтернативных вариантах, которые также могут быть объединены друг с другом.
Соответствующие связующие устройства служат здесь для нанесения на стружку по меньшей мере одного связующего. Таким образом, они являются склеивающим и устройствами.
В первом варианте устройство в соответствии с настоящим изобретением содержит (i) по меньшей мере одну сортировочную машину для производства крупной фракции, средней фракции и, необязательно, мелкой фракции, установленную перед рассеивающими устройствами, причем полученную грубую фракцию в каждом случае отправляют в указанное по меньшей мере одно рассеивающее устройство для изготовления мата первого и второго поверхностного слоя, среднюю фракцию и, необязательно, мелкую фракцию направляют в указанное по меньшей мере одно устройство для изготовления указанного по меньшей мере одного мата внутреннего слоя, а перед указанным по меньшей мере одним сортировочным устройством расположена (ii) по меньшей мере одна зона смешивания, например, смесительный бункер, для смешивания стрендов и стружек из переработанной древесины.
Вышеупомянутый первый вариант устройства по изобретению открывает возможность того, что смесь стрендов и стружек из переработанной древесины и любых стружек из первичной древесины сначала производят, а затем сортируют и используют применительно к отдельному мату для изготовления отдельных слоев древесной плиты с ориентированной стружкой.
Второй вариант конфигурации устройства в соответствии с настоящим изобретением, в частности, позволяет изготавливать однородные слои в древесной плите с ориентированной стружкой, например, однородные поверхностные слои, образованные исключительно из стрендов, и внутренние слои, образованные исключительно из стружек из переработанной древесины и любых стружек из первичной древесины.
Второй вариант также может быть использован для контроля содержания отдельных типов стружек (т.е. стрендов и стружек из переработанной древесины и любых стружек из первичной древесины) в отдельных матах, если маты изготавливаются в соответствии с первым вариантом. Таким образом, этот вариант объединяет меры первого и второго вариантов. В вышеупомянутом первом варианте особенно выгодно, когда между указанным по меньшей мере одним сортирующим устройством и указанной по меньшей мере одной зоной смешивания расположено по меньшей мере одно сушильное устройство, например смесительный бункер.
Во втором варианте устройства по изобретению, предпочтительно, может иметь место случай, когда перед каждым из соответствующих связующих устройств, установленных перед рассеивающими устройствами, в свою очередь установлены отдельные сушильные устройства.
Устройство по изобретению предпочтительно дополнительно содержит по меньшей мере одно измельчающее устройство для производства стрендов (стружечный станок ОСП), которое обычно установлено перед смесительным бункером. Альтернативно или дополнительно к этому, устройство согласно изобретению предпочтительно содержит по меньшей мере один измельчитель для производства стружек из переработанной древесины, в частности по меньшей мере один измельчитель с ножевым кольцом для измельчения щепы из переработанной древесины, установленный перед смесительным бункером.
Более конкретно, перед измельчающим устройством для производства стружек из переработанной древесины может быть расположено по меньшей мере одно устройство для производства щепы из переработанной древесины.
Еще в одном предпочтительном варианте осуществления изобретения имеется по меньшей мере одно устройство для сортировки стружек из переработанной древесины, расположенное между указанным по меньшей мере одним измельчающим устройством для производства стружек из переработанной древесины и смесительным бункером.
Еще в одном предпочтительном варианте осуществления изобретения имеется по меньшей мере одно устройство для сортировки щепы из переработанной древесины, расположенное между указанным но меньшей мере одним измельчающим устройством для производства стружек из переработанной древесины и указанным по меньшей мере одним устройством для производства щепы из переработанной древесины.
Устройство по изобретению предпочтительно содержит по меньшей мере одно, предпочтительно более одного из следующих устройств, и особенно предпочтительно все следующие устройства для





Настоящее изобретение поясняется подробно со ссылками на чертежи, которые приведены ниже и не ограничивают изобретение конкретно указанными характеристиками.
На чертежах:
Фиг. 1 изображает первый вариант реализации предлагаемой древесной плиты с ориентированной стружкой,
фиг. 2 изображает еще один вариант реализации предлагаемой древесной плиты с ориентированной стружкой,
фиг. 3 изображает вариант устройства для производства предлагаемой древесной плиты с ориентирован ной стружкой,
фиг. 4 изображает производственную линию для обработки переработанной древесины, расположенную перед устройством согласно фиг. 3, и
на фиг. 5 показан еще один вариант устройства для производства предлагаемой древесной плиты с ориентированной стружкой.
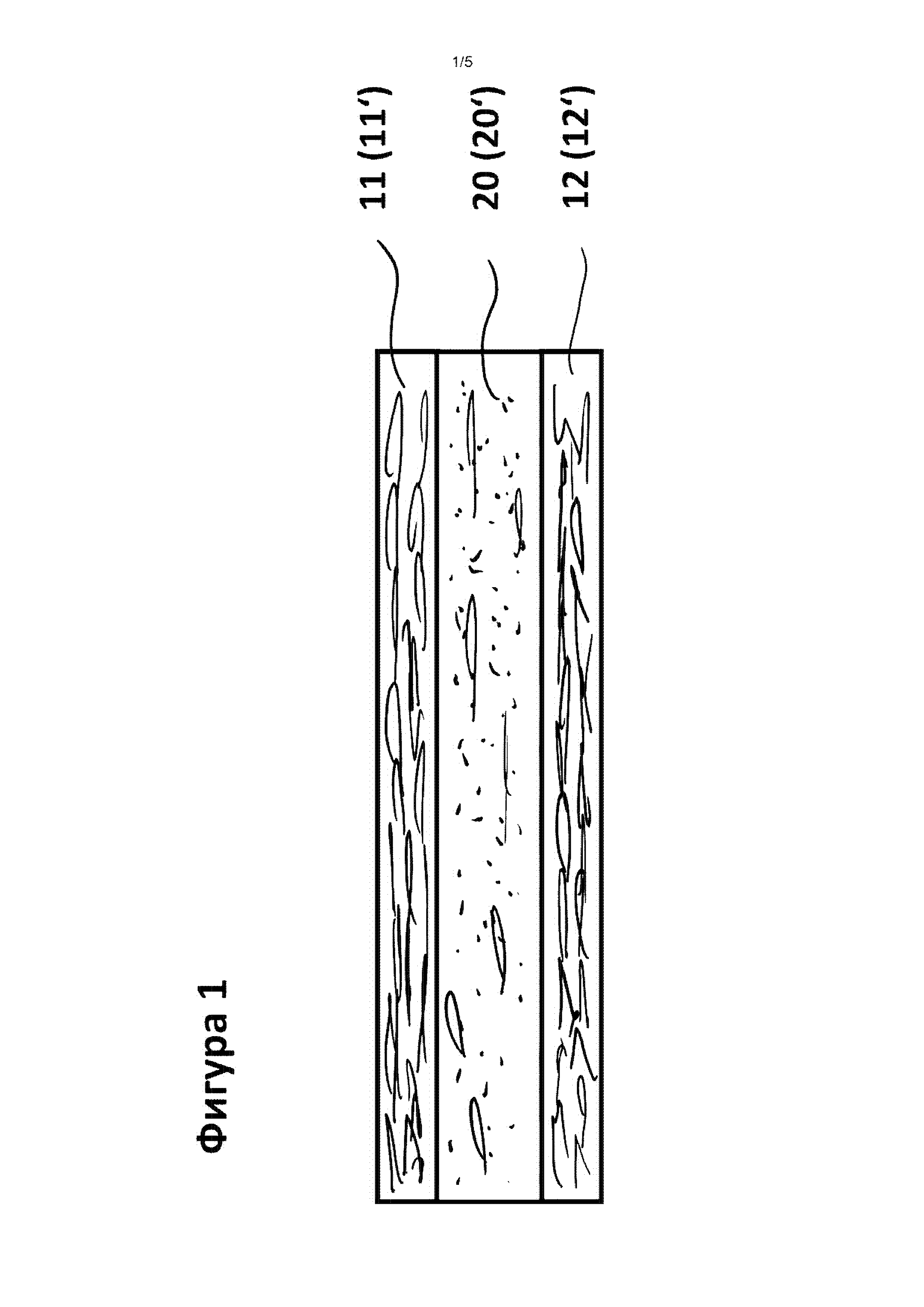
На фиг. 1 показан первый вариант конфигурации предлагаемой древесной плиты с ориентированной стружкой. Эта плита имеет трехслойную структуру и содержит два поверхностных слоя, а именно верхний поверхностный слой 11 и нижний поверхностный слой 12. Поверхностные слои 11, 12 состоят здесь либо на 100% из стрендов (стрендов ОСП), либо из смеси стрендов и более мелких стружек из переработанной древесины, хотя в поверхностных слоях 11, 12 массовая доля стрендов предпочтительно преобладает над стружками из переработанной древесины. Древесная плита с ориентированной стружкой в соответствии с фиг. 1 также содержит внутренний слой 20, сформированный на 100% из стружек из переработанной древесины или (как в настоящем случае) из смеси стрендов и стружек из переработанной древесины, причем во внутреннем слое 20 массовая доля стружек из переработанной древесины больше массовой доли стрендов. Все стружки внутри отдельных слоев связаны друг с другом с использованием подходящего связующего и спрессованы. Древесную плиту с ориентированной стружкой изготавливают прессованием мата из рассеянных частиц, составленного из разных матов из стружек, которые снабжены связующим для соединения друг с другом.
Соответствующий мат из рассеянных частиц также показан на фиг. 1. В этом случае прежде всего укладывают мат 12' нижнего поверхностного слоя. Поскольку мат поверхностного слоя формируют либо на 100% из стрендов, либо из смеси в основном стрендов и стружек из переработанной древесины, как описано выше, стренды укладывают способом, известным из уровня техники, так что стружкам придают предпочтительное направление и, следовательно, в мате 12' нижнего поверхностного слоя имеет место ориентированное выравнивание стрендов. Мат 20' внутреннего слоя, состоящий, например, на 100% из стружек из переработанной древесины или из смеси стружек из переработанной древесины и стрендов, укладывают на мат 12' нижнего поверхностного слоя, причем в мате 20' внутреннего слоя массовая доля стружек из переработанной древесины предпочтительно больше доли стрендов. На мат 20' внутреннего слоя укладывают следующий мат 11' верхнего поверхностного слоя, причем стружки, используемые в мате верхнего поверхностного слоя, предпочтительно идентичны стружкам, которые также используются в мате 12' нижнего поверхностного слоя.
Это также справедливо для любых смесей из стружек, используемых в соответствующих матах 11', 12' верхнего и нижнего поверхностного слоя. При изготовлении отдельных матов использованные стружки или смеси из стружек уже были снабжены связующим. Полученный мат из рассеянных частиц окончательно прессуют способом, известным из уровня техники, с получением готовой древесной плиты с ориентированной стружкой.
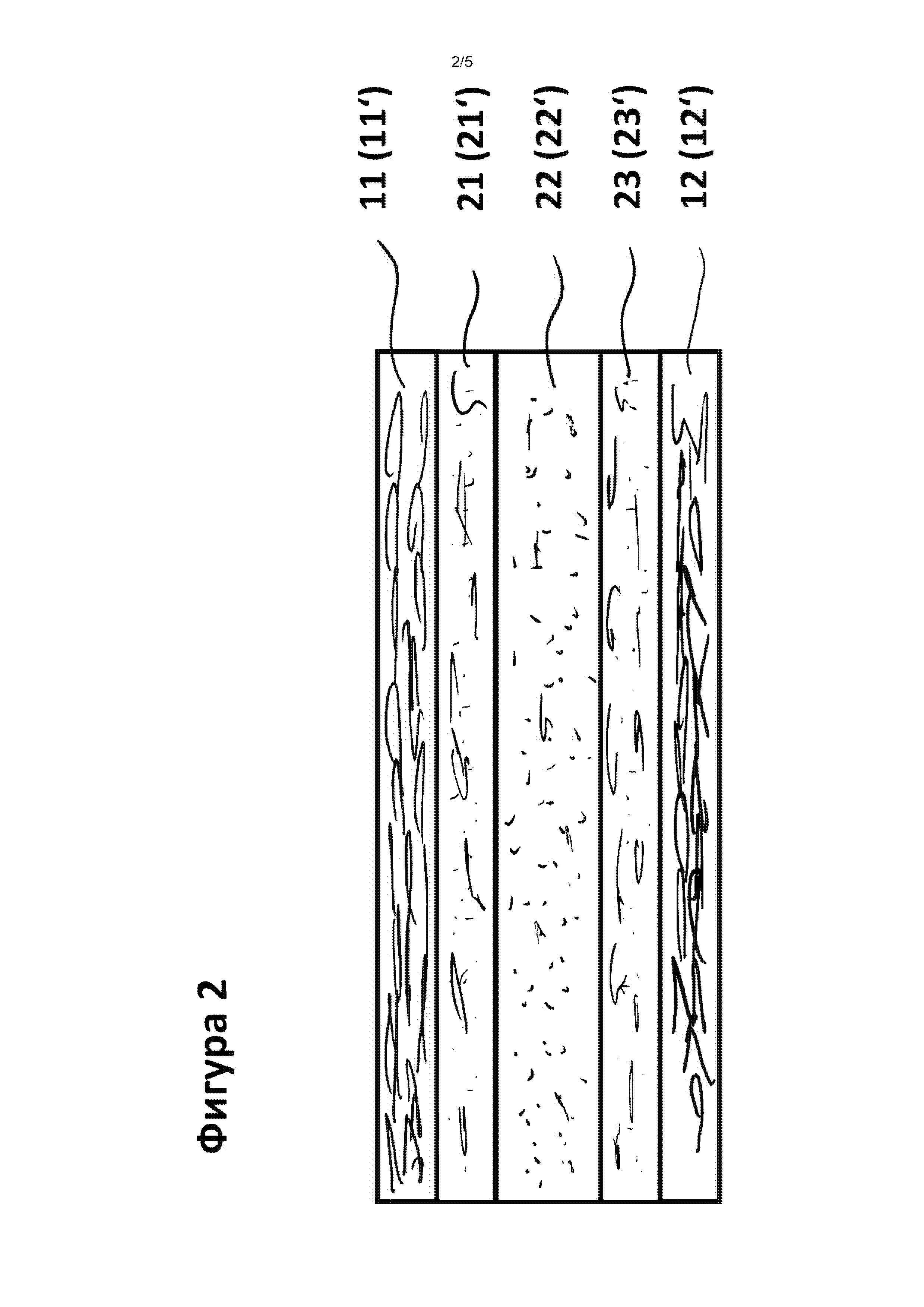
На фиг. 2 показан еще один вариант реализации древесной плиты с ориентированной стружкой по изобретению, которая, в отличие от древесной плиты с ориентированной стружкой, показанной на фиг. 1, имеет пятислойную конфигурацию.
Древесная плита с ориентированной стружкой здесь - и аналогично плите в соответствии с фиг. 1 - имеет верхний и нижний поверхностные слои 11, 12, которые сформированы либо на 100% из стрендов, либо из стружечной смеси, сформированной с преобладающей долей стрендов, а также с меньшей долей стружек из переработанной древесины.
Древесная плита с ориентированной стружкой в соответствии с фиг. 2 содержит три внутренних слоя, а именно средний внутренний слой 22, ограниченный двумя крайними внутренними слоями 21, 23. Средний внутренний слой 22 сформирован либо на 100 мас. % из стружек из переработанной древесины, либо включает, наряду со стружками из переработанной древесины, небольшую долю стрендов. В крайних внутренних слоях 21, 23 доля стрендов может быть больше, чем в среднем внутреннем слое, но меньше, чем в поверхностных слоях 11, 12.
На фиг. 2 также проиллюстрирована последовательность матов, которая используется при изготовлении древесной плиты с ориентированной стружкой, показанной на фиг. 2.
Прежде всего, изготавливают мат 12' нижнего поверхностного стоя, на который укладывают первый мат 23' крайнего внутреннего слоя. На него рассеивают мат 22' среднего внутреннего слоя, затем еще один мат 21' поверхностного слоя и, наконец, мат 11' верхнего поверхностного слоя. Полученный мат из рассеянных частиц затем прессуют, чтобы получить готовую древесную плиту с ориентированной стружкой.
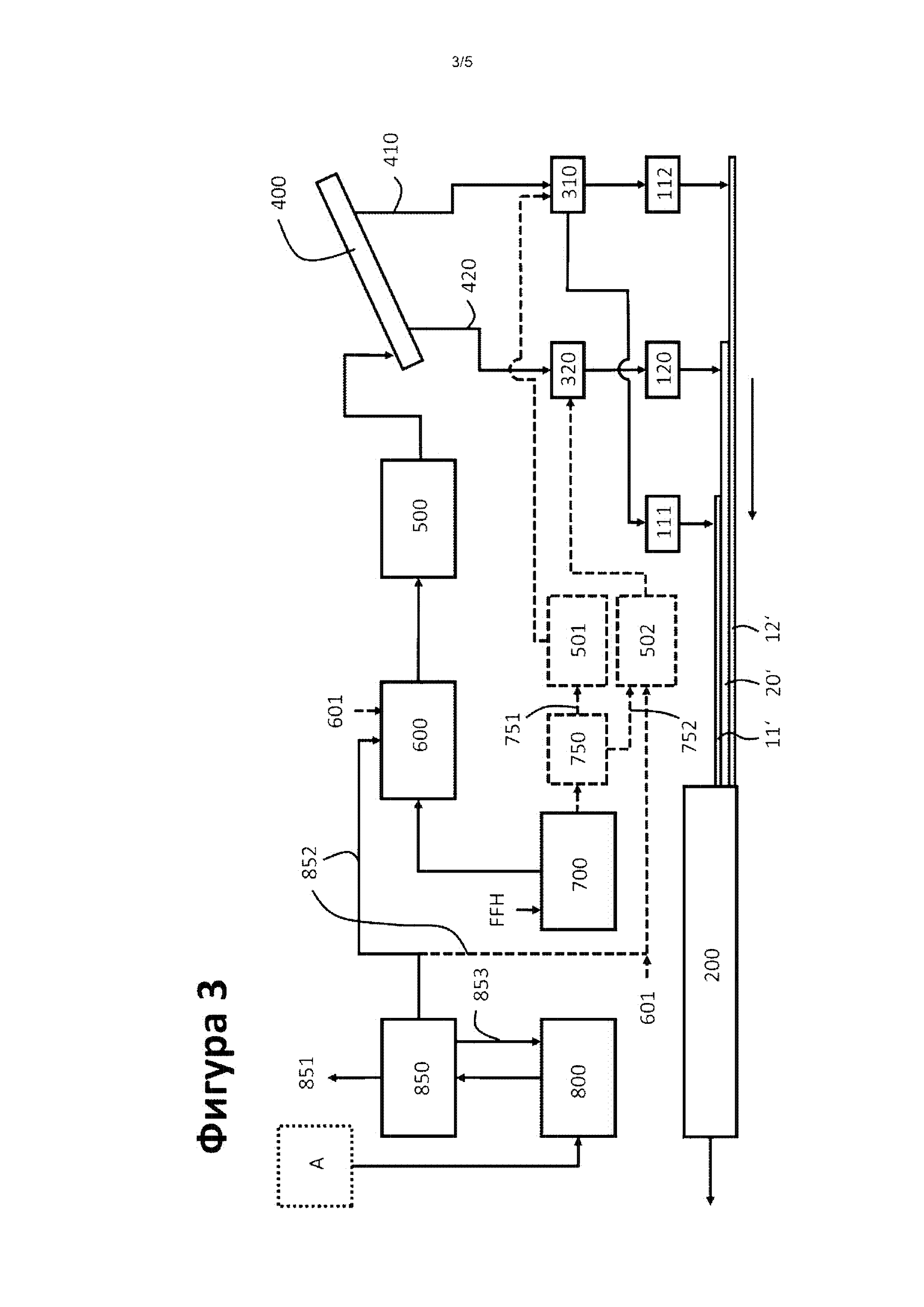
На фиг. 3 показана общая конфигурация устройства для производства древесной плиты с ориентированной стружкой в соответствии с настоящим изобретением. С использованием устройства в соответствии с фиг. 3 можно изготовить трехслойную древесно-стружечную плиту, представленную на фиг. 1.
Для изготовления соответствующих матов имеется три отдельных рассеивающих устройства, каждое из которых предназначено для изготовления соответствующего мата. С использованием рассеивающего устройства 112 можно получить мат 12' нижнего поверхностного слоя, содержащий ориентированные стренды. Рассеивающее устройство 120 служит для изготовления мата 20' внутреннего слоя, который укладывают на мат 12' нижнего поверхностного слоя. С использованием рассеивающего устройства 111 можно изготовить мат 11' верхнего поверхностного слоя на мате 20' внутреннего слоя. Более конкретно, непрерывное производство матов возможно путем нанесения отдельных матов 11', 20', 12', например, на конвейерную ленту (которая не показана). Маты впоследствии аналогичным образом подают в прессующее устройство 200, в котором отдельные слои мата, состоящие из стружек, которые были снабжены связующим, спрессовывают, чтобы получить готовую древесную плиту с ориентированной стружкой.
Если необходимо сформировать дополнительные маты, например, чтобы получить древесную плиту с ориентированной стружкой, показанную на фиг. 2, включают дополнительные рассеивающие устройства для рассеивания соответствующих матов. Здесь перед рассеивающими устройствами 111 и 112 расположено общее связующее устройство 310, в котором склеивают стренды, используемые в соответствующих матах 11' и 12' поверхностного слоя. Например, это устройство может содержать обычные большие клеящие барабаны (барабанные проклеивающиеся машины). В рассеивающем устройстве 120 для склеивания стружек, используемых в мате 20' внутреннего слоя, также имеется спереди расположенное связующее устройство 320. Поскольку мат 20' внутреннего слоя состоит в основном из меньших стружек из переработанной древесины по сравнению со стрендами, предпочтение отдается использованию в качестве связующего устройства 320 стандартного смесительного устройства для склеивания стружки.
Стружка может быть подана в связующие устройства двумя различными способами, которые подробно описаны ниже.
Первый вариант заключается в подаче заранее отсортированной смеси из стружек, содержащей стренды (которые предпочтительно были получены путем измельчения первичной древесины, например, в измельчителе ОСП) и стружки из переработанной древесины (которые были получены, например, путем измельчения щепы из использованной древесины в измельчителе с кольцевым ножом).
Этот вариант представлен на фиг. 3 в части, показанной сверху. В этом случае, прежде всего, щепа из переработанной древесины используется для производства древесных стружек из переработанной древесины (называемых переработанными древесными стружками) в измельчающем устройстве 800, например, в устройстве с ножевым кольцом. За этим предпочтительно следует сортировка стружек из переработанной древесины, полученных в сортировочном устройстве 850. Для этого можно использовать, например, дисковые или роликовые сортировальные машины, но также просеивающие устройства. Возможна также комбинация из указанных методов сортировки. В примере, представленном на фиг. 3, с использованием сортировочного устройства 850 достигается производство трех фракций переработанной стружки, в том числе мелкой фракции 851, включающей, например, пыль и очень мелкие частицы. Мелкая фракция 851 может использоваться, например, для производства тепла. Полученная крупная фракция 853 предпочтительно может быть возвращена в измельчающее устройство 800 для дальнейшего использования в качестве сырья. Полученная фракция 852 среднего размера, которая удовлетворяет требуемым требованиям к размеру стружек из переработанной древесины, может быть использована для производства предлагаемых плит с ориентированной стружкой.
Фракцию 852 среднего размера стружек из переработанной древесины направляют в смесительный бункер 600. В бункер 600 также подают стренды, которые были изготовлены, например, в измельчающем устройстве 700 для измельчения древесины с первичным волокном VFW, например в измельчителе ОСП. Смесительный бункер 600 может быть активным или пассивным смесительным устройством. В случае активного смесительного бункера стружка активно перемещаются, чтобы получить смесь стружек. В бункере пассивного смешивания, напротив, активное смешивание не происходит; вместо этого стружки смешиваются сами по себе, в том числе, при необходимости, в процессе перевозки. Примером пассивной зоны смешивания здесь является бункер с движущейся конвейерной лентой, в который вводят соответствующие стренды или стружки из переработанной древесины, хранящиеся для дальнейшей обработки.
В частности, также возможно вводить в смесительный бункер 600 (вариант 601) стружку, которая была получена путем измельчения щепы из первичной древесины, которая была получена путем измельчения щепы из первичной древесины, так что смесь стружек в этом случае содержит три разных типа стружек.
Смесь стружек, хранящуюся в смесительном бункере 600, затем подают в сушильное устройство 500, в котором смесь стружек сушат вместе. Наиболее подходящими устройствами для этого являются барабанные или ленточные сушилки.
В некоторых случаях также возможно, чтобы сушильное устройство 500 также выполняло функцию смесительного бункера 600, так что отдельные типы стружек, то есть стренды и средняя фракция стружек 852 из переработанной древесины, по отдельности подают в сушильное устройство 500 и смешивают в нем по мере высыхания. В этом случае смесительный бункер и сушильное устройство идентичны.
Высушенную смесь стружек затем направляют в сортировочное устройство 400, в котором смесь стружек, в примере устройства согласно фиг. 3, разделяется на две фракции, а именно фракцию 410 поверхностного слоя и фракцию 420 внутреннего слоя. Сортировочное устройство, в частности, может быть роликовым или дисковым; также возможно использовать просеивающие устройства или комбинацию из вышеупомянутых устройств.
Фракция 420 внутреннего слоя, полученная в этом случае, содержит большую долю по массе стружек из переработанной древесины, чем фракция 410 поверхностного слоя. Стренды, присутствующие во фракции 420 внутреннего слоя, предпочтительно имеют меньшие размеры (то есть имеют меньшую среднечисленную длину), чем стренды, присутствующие во фракции 410 поверхностного слоя.
Если необходимо изготовить древесную плиту с ориентированной стружкой, показанную на фиг. 2, высушенную смесь стружек делят на три фракции, и в этом случае также получают мелкую фракцию, которую после склеивания можно в частности использовать для изготовления мата среднего внутреннего слоя. Этот вариант для наглядности не показан на фиг. 3.
Отдельные фракции, то есть фракция 410 поверхностного слоя и фракция 420 внутреннего слоя, направляют в соответствующие связующие устройства 310 и 320, а затем рассеивают, как описано выше, чтобы получить отдельные маты 11' и 12' поверхностного слоя или мат 20' внутреннего слоя.
Альтернативно или дополнительно также возможно подавать соответствующие стружки из переработанной древесины, полученные с использованием измельчающего устройства 800, или стренды, полученные с использованием измельчающего устройства 700, в отдельные сушильные устройства 501 и 502. Этот вариант показан на фиг. 3 пунктирными стрелками.
Например, можно подавать полученную среднюю фракцию 852 в отдельное сушильное устройство 502 без предварительного смешивания со стрендами. Такой же вариант также возможен для стрендов, полученных с использованием измельчающего устройства 700. Эту стружку также можно подавать, например, в отдельное сушильное устройство 501. Соответствующие однородные стренды или стружки из переработанной древесины затем могут быть каждый поданы в связующие устройства 310 и 320 и рассеяны. Таким образом, возможно получение однородных матов поверхностного слоя 11', 12' или матов внутреннего слоя 20'. Также возможно смешать однородные стружки с фракциями 410 и 420, чтобы увеличить или уменьшить долю соответствующих типов стружек. Эти варианты имеют смысл, в частности, когда во время рабочего процесса необходимо изменить толщину плиты с ориентированной стружкой, так что общую долю стружек из переработанной древесины в плите с ориентированной стружкой при необходимости также можно изменять.
Аналогичным образом можно вводить стружку из первичной древесины 601 в линию для переработки стружки из переработанной древесины.
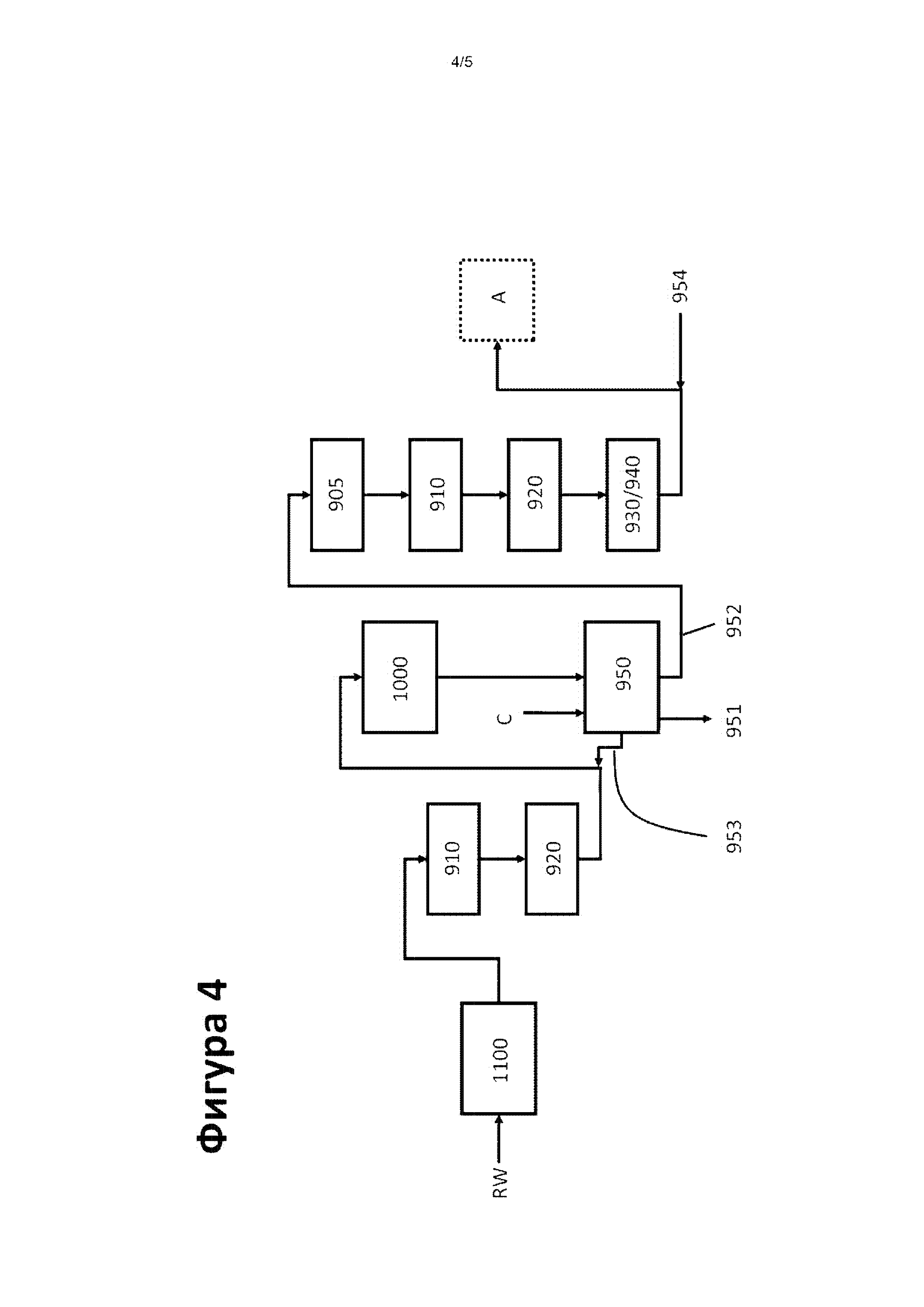
Участок установки, показанный пунктирными линиями, обозначенными буквой А, который служит для производства щепы из переработанной древесины, измельчаемой в устройстве 800, показан отдельно на фиг. 4 и, в предпочтительном варианте, также является частью устройства, представленного на фиг. 3.
На фиг. 4 представлена блок-схема, иллюстрирующая, как подаваемая переработанную древесину ПД используют для производства щепы из переработанной древесины, которая может быть измельчена в устройстве 800, показанном на фиг. 3.
Подаваемую переработанную древесину, если требуется, сначала грубо предварительно дробят с: использованием дробящего устройства 1100, например дробильной машины. Это особенно необходимо, когда переработанную древесину поставляют, например, в виде цельных предметов мебели или больших деревянных балок, древесных плит (например, древесных плит с ориентированной стружкой). Переработанная древесина - это, в частности, древесина категорий А I и A II в соответствии с законодательством "Altholzverordnung" Федеративной Республики Германия. В дробильной машине 1100 производят более мелкие фрагменты, которые впоследствии можно перерабатывать в щепу.
Таким образом, за дробильной машиной 1100 установлено соответствующее устройство 1000 для производства щепы. В частности, в качестве такого устройства может быть использованы рубильные машины, например дисковые или барабанные, или молотковая дробилка.
Также возможно, чтобы между дробильной машиной 1100 и рубильной машиной 1000 было установлено одно или несколько устройств для удаления посторонних веществ, например ферромагнитных металлов (в особенности железа), неферромагнитных частиц (в особенности алюминия), недревесных материалов, в особенности камней, стекла, керамики или пластмассы. В примере устройства в соответствии с фиг. 4 удаление ферромагнитных материалов в этом случае выполняют, например, с использованием постоянных магнитов или электромагнитов 910, а удаление алюминиевых компонентов при необходимости выполняют, например, с использованием вихретоковой сортировочной машины 920.
Щепу, полученную с использованием рубильной машины 1000, предпочтительно сортируют в сортировочном устройстве 950 на три фракции 951, 952, 953. Фракция щепы, имеющая наименьшие средние размеры 951, может быть отправлена, например, на производство древесно-стружечной плиты или использована для производства тепла.
Крупная фракция 953 щепы с наибольшими средними размерами может быть отправлена обратно в рубильную машину 1000.
Фракция 952 щепы с подходящими средними наибольшими размерами может быть использована для дальнейшей обработки и окончательного измельчения для получения стружки из переработанной древесины. Если щепу из переработанной древесины производят в другом месте, она может быть введена в устройство 950. Эта возможность проиллюстрирована на фиг. 4 обозначением С.
Перед измельчением в измельчающем устройстве 800 щепа предпочтительно подвергается многократной очистке.
Для этого, например, путем пневматической сортировки 905 могут быть удалены вещества, имеющие меньшую удельную плотность, чем древесина, например, полимерные пленки или широкий спектр различных бумажных или картонных материалов. Ферромагнитные металлы также удаляются с использованием магнита 910, а неферромагнитные металлы, например алюминий, с использованием вихретоковой сортировочной машины 920, Кроме того, также возможно разделение по плотности 930, при котором, например, удаляются вещества, имеющие более высокую удельную плотность, чем древесина, особенно камни, керамика и стекло. Оставшиеся примеси, которые в основном обоазованы полимерными материалами, могут быть удалены, например, путем рентгеновской сортировки и/или видеосортировки 940. Различные стадии очистки также могут проходить более одного раза или выполняться более одного раза. Изготовленную щепу, как также показано на фиг. 4 обозначением А, подают в измельчитель 800, представленный на фиг. 3. Кроме того, в случае варианта 954 введения можно дополнительно вводить щепу из первичной древесины вместе со щепой из переработанной древесины и совместно измельчать их в измельчителе 800.
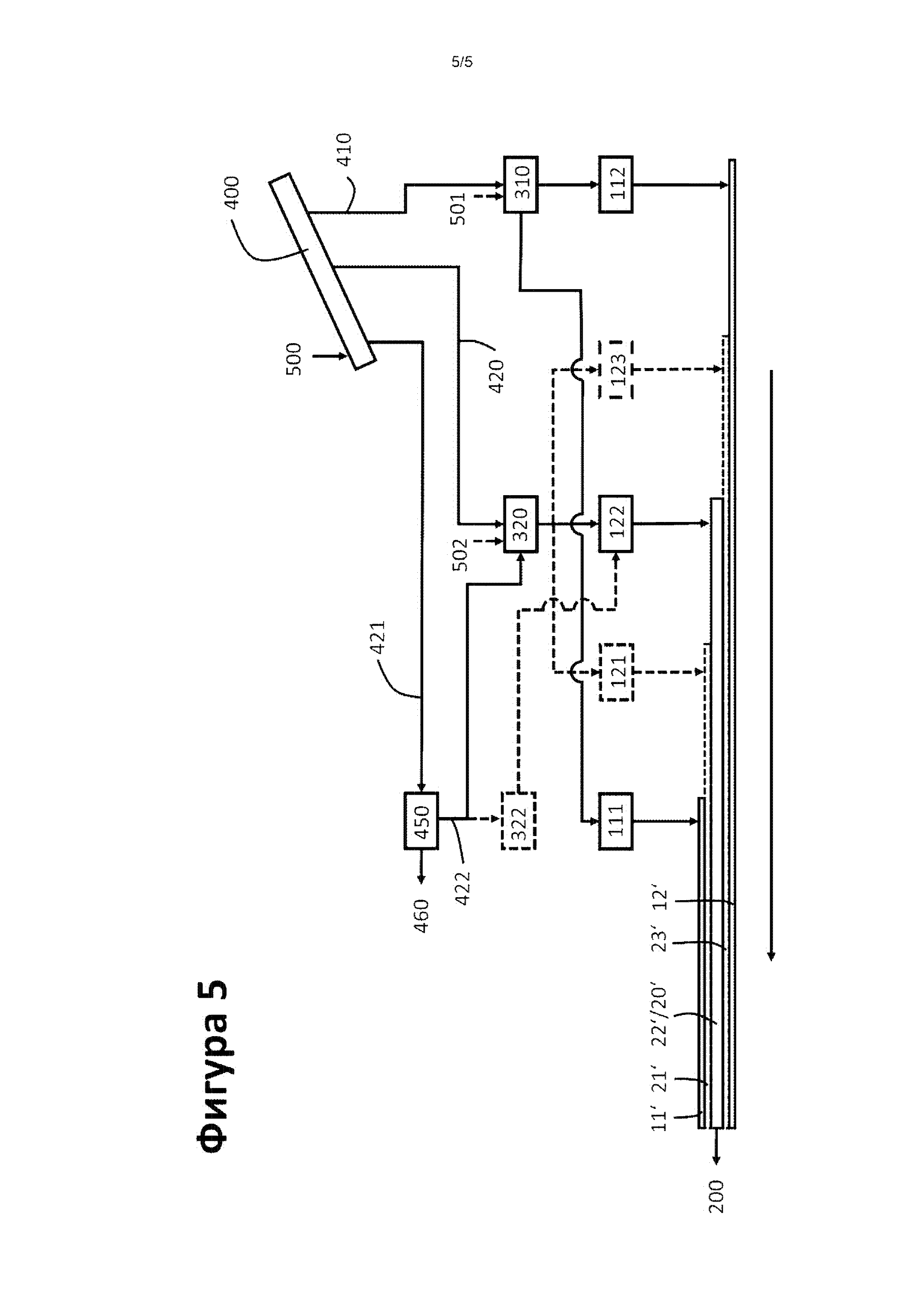
На фиг. 5 показан дополнительный вариант осуществления предлагаемого устройства для производства древесной плиты с ориентированной стружкой. Устройство по конфигурации отличается от устройства, показанного на фиг. 3, наличием сортировочного устройства 400 для сортировки смеси стружек. Компоненты, расположенные перед предлагаемым устройством, как и прежде для наглядности не показаны. Однако показаны места сопряжения с компонентами, которые сами но себе не показаны (сушильные устройства 500, 501, 502). Устройство в соответствии с фиг. 5, в отличие от устройства в соответствии с фиг. 3, имеет в общей сложности пять рассеивающих устройств 111, 121, 122, 123, 112 и, таким образом, позволяет изготавливать пятислойную древесную плиту с ориентированной стружкой, например представленную на фиг. 2. Особое преимущество устройства в соответствии с фиг. 5, которое следует упомянуть, заключается в том, что оно может работать гибко, а также позволяет изготавливать трехслойную древесную плиту с ориентированной стружкой, которая показана, например, на фиг. 3. Устройство, представленное на фиг. 5, содержит сортировочное устройство 400 для сортировки высушенной смеси стружек, полученной из сушильного устройства 500.
В отличие от устройства согласно фиг. 3, сортировочное устройство 400 позволяет разделить смесь стружек на три фракции, а именно фракцию 410 поверхностного слоя, среднюю фракцию 420 и мелкую фракцию 421. Фракции 410, 420 и 421 отличаются уменьшенными средними размерами стружек (среднечисленными), особенно уменьшенной средней длиной стружек (среднечисленной). Фракция 410 поверхностного слоя содержит в основном стренды и используется для изготовления матов поверхностного слоя 11', 12'. Средняя фракция 420, в соответствии с настройками, содержит некоторую долю стрендов и стружек из переработанной древесины (и, необязательно, некоторую долю стружек из первичной древесины, которые могут быть применены в том случае, когда для этого задействуют подающие средства 601) и используется для изготовления мата крайнего внутреннего слоя 21', 23'. Мелкая фракция 421 по существу не содержит стрендов и состоит в основном из стружек из переработанной древесины (и любых древесных стружек из первичной древесины). Фракция 420 внутреннего слоя также может быть отрегулирована таким образом, чтобы она по существу не содержала стрендов.
В этом случае фракция 420 внутреннего слоя по существу состоит из стружек из переработанной древесины (и любых стружек из первичной древесины). В этом случае средний размер стружек средне численный), особенно средняя длина (среднечисленная) стружек из переработанной древесины (и любых стружек из первичной древесины), присутствующих во фракции 420 внутреннего слоя, больше, чем средний размер (среднечисленный), особенно средняя длина (среднечисленная), стружек из переработанной древесины (и любых стружек из первичной древесины), имеющихся в мелкой фракции 421. Для удаления пыли или особо мелкой фракции 460 эту фракцию можно при необходимости отправить в соответствующее сортировочное устройство 450, например, в просеивающее устройство, чтобы получить мелкую фракцию 422, которая будет по существу полностью очищена от пыли, которая предпочтительно может быть использована для целей настоящего изобретения. Пыль может, например, быть использована для производства тепла или для производства древесностружечной плиты.
Фракцию 410 поверхностного слоя подают в связующее устройство 310 и снабжают в нем связующим. Также можно отдельно дозирован но подавать стренды в связующее устройство 310, например, из сушильного устройства 501, которое не показано на фиг. 5. Фракцию 410 поверхностного слоя, которая снабжена связующим, вводят в два рассеивающих устройства 111, 112 и рассеивают там, чтобы получить соответствующие маты 11', 12' поверхностного слоя.
Устройство согласно фиг. 5 содержит два дополнительных связующих устройства 320, 322, из которых, в случае производства трехслойной древесной плиты с ориентированной стружкой, используют только связующее устройство 320, а в случае производства пятислойной древесной плиты с ориентированной стружкой используют оба связующих устройства 320, 322.
Если производят трехслойную древесную плиту с ориентированной стружкой, используется блок-схема, показанная сплошными линиями, начинающаяся от связующих устройств 310, 320, 322, а в случае производства пятислойной древесной плиты с ориентированной стружкой блок-схема, показанная пунктирными линиями. Прежде всего, подробно поясняется производство трехслойной древесной плиты с ориентированной стружкой с использованием устройства, показанного на фиг. 5. Фракцию 420 внутреннего слоя отправляют в связующее устройство 320. В то же время мелкую фракцию 422 (или, если мелкая фракция 421 не сортируется далее (450), мелкую фракцию 421) вводят в связующее устройство 320. Объединенные фракции 420 и 422 (или 421) склеивают в связующем устройстве 320, а затем вводят в рассеивающее устройство 122 для изготовления мата 20' внутреннего слоя (единственного в этом случае). Стружечные смеси не поступают в два рассеивающих устройства 121 и 123, а также в связующее устройство 322.
Для производства пятислойной древесной плиты с ориентированной стружкой в устройство 320 связующего вводят только фракцию 420 внутреннего слоя, затем фракцию внутреннего слоя, снабженную связующим, вводят равными частями в каждое из рассеивающих устройств 121, 123 для рассеивания соответствующих матов 21', 23' крайнего внутреннего слоя. Мелкую фракцию 422 (или мелкую фракцию 421, если мелкая фракция 421 далее не сортируется (450)) вводят в связующее устройство 322, затем мелкую фракцию 422 или 421, снабженную связующим, вводят в рассеивающее устройство 122, и производят мат 22' внутреннего слоя.
В каждом случае изготовленный мат из рассеянных частиц, как проиллюстрировано на фиг. 3, направляют в пресс 200 для производства древесной плиты сориентированной стружкой.
Список обозначений:
11 верхний поверхностный слой
12 нижний поверхностный слой
20 внутренний слой
21, 23 крайний внутренний слой
22 средний внутренний слой
11' мат верхнего поверхностного слоя
12' мат нижнего поверхностного слоя
20' мат внутреннего слоя
21', 23' мат крайнего внутреннего слоя
22' мат среднего внутреннего слоя
111, 112, 120, 121, 122 рассеивающие устройства
200 пресс
310, 320, 322 связующие устройства
400 сортировочное устройство для сортировки стружечной смеси
410 фракция поверхностного слоя
420 фракция внутреннего слоя, фракция крайнего внутреннего слоя
421 мелкая фракция для дальнейшей сортировки
422 мелкая фракция, фракция среднего внутреннего слоя
450 сортировочное устройство для сортировки мелкой фракции 421
460 фракция древесной пыли/особо мелкая
500, 501, 502 сушильное устройство
600 смесительный бункер
601 вариант подачи стружек из первичной древесины
700 измельчитель ОСП
800 измельчающее устройство для измельчения щепы из переработанной древесины/первичной древесины
850 сортировочное устройство для сортитровки стружек из переработанной древесины
851 мелкая фракция стружек из переработанной древесины
852 средняя фракция стружек из переработанной древесины
853 грубая фракция стружек из переработанной древесины
905 пневматическая сортировка
910 магнит
920 вихретоковая сортировочная машина
930 гравиметрическая сортировка
940 рентгеновская сортировка/видеосортировка
950 древесная пыль
951 мелкая фракция щепы
952 средняя фракция щепы
953 крупная фракция щепы
954 вариант ввода щепы из первичной древесины
1000 рубильная машина
1100 дробильная машина
Реферат
Группа изобретений относится к деревообрабатывающей промышленности, в частности к производству древесной плиты с ориентированной стружкой. Перед рассеивающим устройством для изготовления первого и второго матов поверхностного слоя расположено общее связующее устройство для нанесения связующего на стружки матов поверхностного слоя или одно отдельное связующее устройство для каждого мата. За рассеивающими устройствами расположен пресс для прессования мата из рассеянных частиц при повышенной температуре относительно стандартных условий. Перед рассеивающими устройствами установлено сортирующее устройство для получения фракции поверхностного слоя, фракции внутреннего слоя и мелкой фракции. Перед сортировочным устройством установлен смесительный бункер для смешивания стрендов и стружек из переработанной древесины. Перед каждым рассеивающим устройством для изготовления первого и второго матов поверхностного слоя расположено измельчающее устройство для получения стрендов из первичной древесины. Перед рассеивающим устройством для изготовления мата внутреннего слоя расположено измельчающее устройство для измельчения переработанной древесины для получения стружек из переработанной древесины. Повышается прочность древесной плиты. 3 н. и 43 з.п. ф-лы, 5 ил.
Комментарии