Производство клееных деревянных изделий короткотактовым способом - RU2309174C2
Код документа: RU2309174C2
Чертежи

Описание
Изобретение относится к способу изготовления клееных деревянных деталей и деревянных элементов, например деревянных элементов относительно небольших размеров (стандартного поперечного сечения).
Нанесение клея играет главную роль в получении хорошего результата при склеивании. Клей обычно наносят на одну из двух поверхностей, которые должны быть соединены друг с другом. Клей наносят формованием жгутов. При этом клей и отверждающий агент смешивают друг с другом перед нанесением. Этот способ имеет недостаток, заключающийся в том, что в зависимости от требуемого рабочего времени перед процессом прессования смесь смолы и отверждающего агента должна иметь относительно продолжительное время отверждения, поскольку реакция начинается при смешивании перед нанесением на деревянную поверхность. С другой стороны, это влечет за собой относительно продолжительное время прессования и, следовательно, относительно длительную общую продолжительность обработки, так что средства производства относительно нерационально используются. Более того, после определенного времени работы вся аппаратура, которая загрязнена полученной смесью клея/отверждающего агента, должна быть тщательно очищена для того, чтобы предотвратить отверждение остатков клея в устройстве для нанесения.
DE 2416032 С3 описывает способ склеивания деревянных деталей. Жидкую смолу и жидкий отверждающий агент наносят в каждом случае раздельно с помощью распределителя в форме лент. Недостаток этого способа заключается в том, что кроме образования дефектов отверждающий агент и смола могут местами недостаточно смешиваться с возможным образованием покрытых клеем участков, которые отверждаются недостаточно или вообще не отверждаются. Таким образом, клеевое соединение в области таких дефектов или в области склеивания, где отверждающий агент и жидкая смола недостаточно смешаны, ослаблено.
DE 3834026 А1 относится к способу раздельного нанесения жидкой двухкомпонентной клеевой системы на поверхности деревянных деталей. Согласно этому решению один из двух компонентов двухкомпонентной клеевой системы наносят в виде отлитой пленки, а второй компонент двухкомпонентной клеевой системы наносят формованием жгутов. По крайней мере, один из двух компонентов двухкомпонентной клеевой системы поддерживают в режиме циркуляции. С этой целью один из компонентов может сохраняться в режиме непрерывной циркуляции через контейнер, в котором он хранится, литьевую головку, снабженную направляющим элементом, под которой могут располагаться средства для подачи деревянных деталей, и сборный лоток.
DE 3834027 А1 касается способа нанесения готового к употреблению клея на поверхности деревянных деталей. С этой целью готовый к использованию клей непрерывно циркулируют по контуру, включающему литьевую головку с направляющим элементом, расположенную над средствами подачи, и сборный лоток, благодаря чему готовый к употреблению клей может наноситься на поверхность деревянных деталей в виде пленки. Кроме того, клей перед нанесением нагревают до температуры от 5 до 30°С. В качестве готового к использованию клея на поверхности деревянных деталей наносят, например, мочевино-формальдегидный, меламино-мочевино-формальдегидный, меламино-мочевино-фенол-формальдегидный, фенол-резорцино-формальдегидный, резорцино-формальдегидный, фенол-формальдегидный и поливинилацетатный клеи и их смеси, а также другие клеи, обычно используемые в технологии обработки дерева. DE 3834027 А1 описывает нагревание клея до температуры от 5 до 30°С перед нанесением на поверхности деревянных деталей. Согласно этому способу может достигаться только кратковременное нагревание поверхности деревянных деталей. Нанесение клея при температуре от 5 до 30°С не сказывается на времени отвердевания нанесенных клеев.
DE 4126712 А1 описывает изоляционную плиту, включающую материал на основе дерева, и способ ее изготовления. Согласно способу изготовления, в частности непрерывного изготовления изоляционных плит, включающих материал на основе дерева, материал на основе дерева смачивают связующим, отверждаемым нагреванием, и помещают в листовую форму на время прохождения реакции связующего под действием нагрева и/или давления или помещают на конвейерную ленту, проходящую через зоны нагрева. Материал на основе дерева предварительно высушивают с применением энергии и после смачивания связующим помещают в листовую форму или формуют в профиль, в частности бесконечный профиль, на конвейерной ленте. Впоследствии структуру такого профиля стабилизируют при помощи, по крайней мере, одного пресса, в частности пресса конвейерного типа, под действием давления и/или тепловой энергии и полученную панель или профиль нагревают с помощью микроволнового излучения (СВЧ-излучения). Энергию микроволнового излучения (СВЧ-излучения) применяют в форме микроволн, имеющих длину волны от 1 до 1000 мм и частоту около 2500 МГц.
Принимая во внимание технические решения, известные из уровня техники, задачей изобретения является сокращение времени прессования деревянных деталей и деревянных элементов и, следовательно, повышение производительности производства клееных конструктивных деревянных деталей и деревянных элементов.
Поставленная задача решается согласно изобретению тем, что деревянные профили перед нанесением клея подвергают равномерному прогреву по всему поперечному сечению деревянных деталей или деревянных элементов в поле электромагнитного излучения и нанесение клея на нагретые деревянные детали/деревянные элементы осуществляют путем раздельного нанесения клеящей смолы и отверждающего агента (связующего) или клеевой системы, смешанной из клеящей смолы и отверждающего агента.
Полный тщательный нагрев по всему поперечному сечению деревянных элементов или деревянных деталей перед нанесением клея обеспечивает то, что удельная теплоемкость СР, свойственная деревянным деталям или деревянным элементам, по завершении процесса используется как теплоаккумулятор, что приводит к значительному сокращению времени отверждения применяемого клея или применяемых клеевых компонентов и, следовательно, к значительному сокращению необходимого минимального времени прессования деревянных элементов или деревянных деталей. С помощью нового способа реакционноспособность применяемого клея или применяемых клеев значительно возрастает, в результате чего время отверждения может значительно сокращаться. Свободное от напряжений клеевое соединение получают с помощью решений, предложенных настоящим изобретением; кроме того, равномерным предварительным нагревом по всему поперечному сечению достигается уменьшение количества клея, применяемого в количестве от приблизительно 400 до 300 г/м2, благодаря более высокой реакционноспособности применяемого клея или клеевой системы. Повышение температуры по всему поперечному сечению деревянных деталей или деревянных элементов, кроме того, уменьшает вязкость используемого клея или клеевой системы с тем, чтобы достигалось более равномерное распределение клея или клеевой системы. Следствием этого является положительное влияние на адгезию и улучшенное качество соединения получаемых клеевых швов. Благодаря уменьшению остатков клея, выступающих за пределы клеевых швов и остающихся на внешней стороне деревянных элементов или деревянных деталей, износ инструментов, например рубанков, значительно уменьшается на последующих стадиях обработки. Износ лезвий рубанка значительно меньший, поскольку при использовании способа, предложенного в соответствии с изобретением, лезвия рубанка теперь обрабатывают элемент с меньшим избытком клея в области шва и не изнашиваются преждевременно из-за выступающих засохших остатков клея. Кроме того, благодаря уменьшенному выступанию клея в области шва в меньшей мере могут загрязняться детали оборудования.
С помощью предложенного способа в общем можно достичь благоприятного влияния на изменения свойств в процессе хранения получаемых деревянных деталей или деревянных элементов.
Нагревание поперечного сечения деревянных деталей или деревянных элементов, которые должны подвергаться нанесению клея, перед нанесением клея может осуществляться с помощью электромагнитного излучения или коротковолнового излучения. Особенно хорошие результаты в отношении сокращения времени прессования на заводах по производству клееных пластинчатых или профильных деревянных деталей могут достигаться, когда деревянные элементы или деревянные детали, которые должны склеиваться друг с другом, подвергают перед нанесением клея действию микроволнового излучения. С этой целью деревянные детали или деревянные элементы, подготовленные для нанесения клея, пропускают через нагревательную установку. Деревянные детали или деревянные элементы, которые должны склеиваться друг с другом, могут подаваться либо непрерывно, либо периодически в нагревательную установку завода по производству пластинчатых или профильных деревянных деталей, например, массивной клееной древесины, цельной древесины, дуолама (двухслойного изделия) или триолама (трехслойного изделия). Хорошие результаты получают, в частности, при нагревании всего поперечного сечения деревянных элементов или деревянных деталей до температуры от 30 до 95°С, предпочтительно от 40 до 70°С, особенно предпочтительно от 45 до 60°С.
После нагревания поперечных сечений дерева, подготовленных для нанесения клея, используют обычные типы клея для склеивания древесины, например, для массивной клееной древесины предпочтительно используют конденсационный клей или конденсационные смолы на основе мочевины, меламина, фенол-резорцина и формальдегида, например мочевино-формальдегидный, меламино-мочевино-формальдегидный, меламино-мочевино-фенол-формальдегидный, фенол-резорцино-формальдегидный, резорцино-формальдегидный и фенол-формальдегидный клеи или фенол-формальдегидные смолы, и поливинилацетатные клеи, эпихлоргидриновые (EPI) клеи, их смеси и другие клеи, обычно используемые в обработке дерева, такие как однокомпонентные или многокомпонентные полиаддукты, с помощью которых как несущие, так и ненесущие деревянные элементы или деревянные детали склеивают друг с другом.
За счет сочетания всех решений согласно предложенному способу время прессования деревянных деталей или деревянных элементов, которые подлежат склеиванию друг с другом, может быть значительно сокращено. В случае древесины хвойных пород, например ели, пихты, лиственницы и сосны, время прессования может быть сокращено от обычно 8-12 часов при 20°С до примерно одного часа. В случае древесины лиственных пород, которую обычно трудно склеить, таких как бук, дуб, ясень, береза, клен, а также множества тропических деревьев, может достигаться улучшение качества склеивания вдобавок к значительному сокращению времени прессования. С помощью предложенного ускоренного способа время прессования разительно сокращается благодаря технологической операции нагревания по всему поперечному сечению деревянных элементов или деревянных деталей перед нанесением клея.
Технологическая стадия, которая следует за нагреванием по всему поперечному сечению деревянных элементов или деревянных деталей внутри нагревательной установки и которая заключается в нанесении клея на деревянные поверхности, подлежащие склеиванию друг с другом, может осуществляться с использованием способов, в которых применяют системы конденсационных смол, содержащие клеящую смолу и соответствующие отверждающие агенты, особенно в случае профильных деревянных элементов. Клей может наноситься либо в виде клеевого раствора, включающего клей и отвердитель, либо в виде отдельных компонентов клеевой системы, которые наносят раздельно друг от друга. В качестве способа нанесения может быть выбрано как нанесение жгутами, так и нанесение в виде пленки. В случае раздельного нанесения клеевых компонентов могут быть выбраны любые желаемые комбинации нанесения жгутами и пленкой. Благодаря повышенной температуре подложки вследствие равномерного предварительного нагревания деревянных деталей или деревянных элементов, подлежащих склеиванию друг с другом, вязкость клеев для дерева или клеевых компонентов, которые должны применяться, может быть уменьшена, что проявляется в улучшении адгезии. Нагревание по всему поперечному сечению до температуры от 30 до 95°С, предпочтительно от 40 до 70°С, особенно предпочтительно от 45 до 60°С, позволяет уменьшить количество наносимого клея, поскольку путем нагрева по всему поперечному сечению дерева может достигаться лучшее распределение клея или компонентов, используемых в клеевой системе, по склеиваемым поверхностям.
С помощью способа, предложенного в соответствии с изобретением, можно увеличить производительность заводов по производству клееных пластинчатых, однослойных или многослойных панелей из массивного дерева или профильных деревянных элементов, таких как массивная клееная древесина, цельная древесина или детали из дуолама или триолама, планки или брусковые деревянные изделия. Кроме того, древесно-стружечная плита, древесно-волокнистая плита (HDF/MDF), OSB-доски и клееная фанера могут быть склеены друг с другом. В случае слоистых элементов, например компонентов, снабженных изолирующими полистирольными слоями, или компонентов, покрытых пенополиуретанами, может быть достигнуто значительное ускорение процесса склеивания. Способ, предложенный в соответствии с изобретением, особенно пригоден для использования в производстве профильных деревянных элементов относительно небольших размеров, то есть для производства обычных профилей.
Способ, предложенный в настоящем изобретении, описывается более детально ниже со ссылками на чертежи.
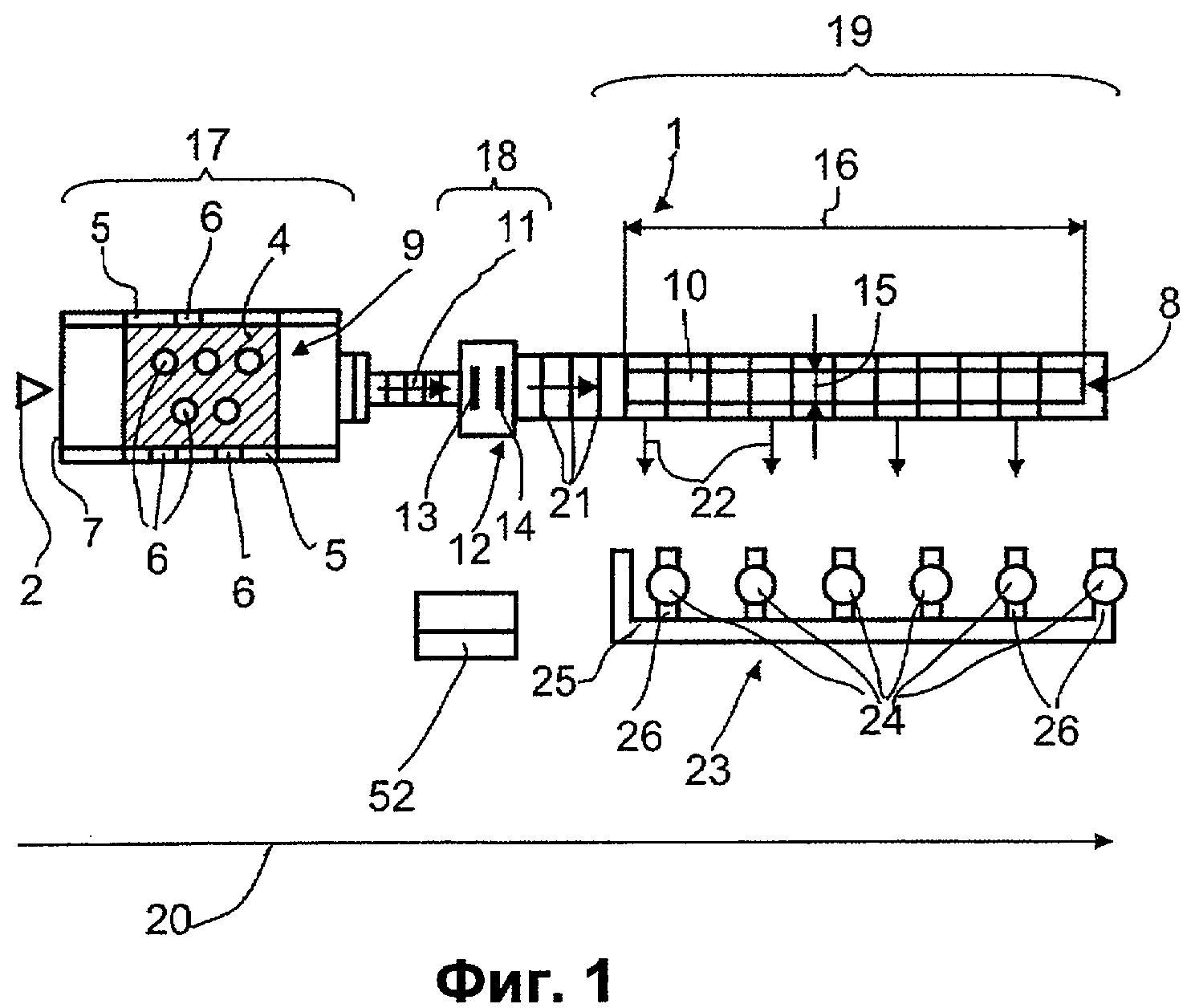
На фиг.1 изображен вид сверху установки по обработке деревянных элементов и деревянных деталей, фиг.2 схематически изображена установка для прессования.
После подготовки поверхностей деревянных деталей или деревянных элементов 10, которые должны быть склеены, то есть после шлифования поверхности и после любой ее очистки, деревянные детали или деревянные элементы 10 подают в нагревательную установку 3. Деревянные детали/деревянные элементы 10, подвергаемые нанесению клея, подают либо непрерывно, либо периодически в нагревательную установку 3.
Деревянные детали/деревянные элементы 10, подготовленные для нанесения клея, подают в нагревательную установку 3 перед нанесением клея. В нагревательной установке 3 создают электромагнитное излучение, коротковолновое излучение или микроволновое излучение, с помощью которого достигают равномерного прогревания по всему поперечному сечению 8 отдельных деревянных деталей/деревянных элементов 10, которые подают непрерывно или периодически в нагревательную установку 3. В нагревательной установке 3 нагревательная зона ограничена верхней 4, нижней и боковыми стенками 5. Излучательные установки 6 могут быть установлены как на верхней 4, так и на нижней и на боковых стенках 5 нагревательной зоны, за счет чего излучательные установки обеспечивают равномерное воздействие на материал, нагреваемый внутри нагревательной установки 3, коротковолнового излучения, микроволнового излучения от этих сторон. Излучательные установки 6 содержат отдельные излучатели, которые могут обеспечивать излучение различной мощности. Деревянные элементы или деревянные детали 10, подаваемые в нагревательное пространство, подают в канал 2. Как видно из схемы на фиг.1, все поперечное сечение деревянных деталей/деревянных элементов 10 нагревают излучательными установками 6, которые установлены на боковых стенках 5 нагревательной зоны. Поскольку обеспечивается равномерное облучение со всех сторон деревянных деталей/деревянных элементов 10 внутри нагревательной установки, достигается равномерный нагрев внутри по всему поперечному сечению 8 каждой деревянной детали/деревянного элемента 10, проходящего через нагревательную установку 3. В зависимости от времени выдержки и интенсивности излучения, независимо от того, используют ли электромагнитное излучение, коротковолновое или микроволновое излучение, по всему поперечному сечению 8 деревянных деталей/деревянных элементов 10 устанавливается температура от 30 до 95°С. Когда все поперечное сечение 8 деревянных деталей/деревянных элементов 10 нагревают до температуры от 40 до 70°С, возможно достичь сокращения времени прессования после склеивания деревянных элементов или деревянных деталей 10, равномерно нагретых по всему поперечному сечению 8, в установке для нанесения клея 12, расположенной ниже от нагревательной установки 3. Нагревание по всему поперечному сечению 8 деревянных элементов или деревянных деталей 10 особенно предпочтительно осуществляют до температуры от 45 до 60°С.
При прохождении через нагревательную установку 3 теплоаккумулирующая способность, свойственная деревянным деталям/деревянным компонентам 10, выраженная в удельной теплоемкости СP, используется для накопления тепла, что позволяет значительно уменьшить время отверждения применяемых клеев или клеевых систем и, следовательно, значительно сократить минимальное время прессования. Нанесение клея на деревянные детали или деревянные компоненты 10, нагретые по всему поперечному сечению, осуществляют путем раздельного нанесения клеящей смолы и отверждающего агента или связующего клеевой системы. Нанесение компонентов клеевой системы может осуществляться либо в виде жгутов, либо в виде пленок; кроме того, также возможна любая желаемая комбинация способов нанесения. Также можно применять смесь, полученную из клеящей смолы и отверждающего агента, которая наносится в виде жгутов или пленок. Возможно достичь уменьшения времени прессования и, следовательно, увеличения производительности заводов по производству клееных плит, например однослойных или многослойных плит из массивного дерева, или конструктивных деревянных деталей, например массивной клееной древесины, деталей из конструктивной цельной древесины и/или деталей из дуолама или триолама. С помощью способа, предложенного настоящим изобретением и включающего нагрев по всему поперечному сечению 8 деревянных деталей/деревянных компонентов 10, подлежащих склеиванию, коротко-тактовым способом, в принципе возможной становится обработка всех традиционно используемых видов древесины. В случае древесины хвойных пород, например, ели, пихты, лиственницы и сосны, время обработки в нагревательной установке 3, в следующей за ней установке для нанесения клея, в следующей за ней прессовой установке может разительно уменьшиться от обычно 8-12 часов при 20°С до примерно 1 часа. В случае древесины лиственных пород, которые обычно являются более сложными для склеивания, например, таких как бук, дуб, ясень, береза, клен, а также экзотические тропические деревья, возможно также достичь улучшения качества склеивания вдобавок к сокращению времени прессования, так как благодаря нагреванию по всему поперечному сечению 8 деревянных деталей/деревянных компонентов 10 вязкость применяемого клея или компонента многокомпонентной клеевой системы может уменьшаться, так что может быть достигнуто лучшее распределение клея в месте соединения и, соответственно, лучшая адгезия с одновременной оптимизацией количества применяемого клея. Еще одно преимущество совокупности всех стадий предложенного настоящим изобретением способа состоит в том, что может быть получено свободное от напряжений клеевое соединение, и количество клеевой системы, наносимой на элементы, подлежащие склеиванию друг с другом, может быть уменьшено. Достигнуто лучшее качество соединения в области клеевого шва, что положительно сказывается на продолжительности работы инструментов, с помощью которых деревянные детали или деревянные компоненты, получаемые способом, предложенным согласно изобретению, впоследствии обрабатываются. Использование способа, предложенного настоящим изобретением, уменьшает время прессования как при обработке древесины хвойных пород, так и при обработке древесины лиственных пород.
Коротко-тактовый способ, предложенный настоящим изобретением, пригоден, в частности, для получения профилей массивной древесины, будь то доски или брусковые деревянные изделия, например, для массивной клееной древесины, дуолама или триолама, конструктивной массивной древесины, однослойных и многослойных плит из массивной древесины. Такие материалы, то есть плиты, доски, брусковые деревянные изделия, массивная клееная древесина, дуолам, триолам, конструктивная массивная древесина, однослойные и многослойные плиты из массивной древесины, также могут быть склеены друг с другом с использованием способа, предложенного в соответствии с изобретением.
Кроме того, коротко-тактовый способ может использоваться таким образом, что он имеет положительный эффект на время обработки при производстве слоистых элементов, при этом такие слоистые элементы могут заключать между собой изоляционный материал, такой как полистирол или пенополиуретаны, или же положительно влияет на изоляционные свойства слоистых элементов.
Со стороны выхода из нагревательной установки 3, показанной на фиг.1, нагретые по всей поверхности деревянные детали/деревянные элементы 10 выходят из нагревательной зоны.
Транспортное средство, при помощи которого нагретые по всей поверхности деревянные детали или деревянные элементы 10, выходящие через выходное отверстие нагревательной установки 3, транспортируются в установку для нанесения клея 12, скоординировано с выходом из нагревательной зоны нагревательной установки 3. В установке для нанесения клея 12 осуществляют нанесение клея на деревянные детали/деревянные элементы 10. В случае конструктивных деревянных элементов или деревянных деталей 10 предпочтительно используют системы конденсационных смол, включающие клеящую смолу и отверждающий агент. Клей может наноситься на деревянные детали/деревянные элементы, подготовленные к нанесению клея и нагретые по всему поперечному сечению 8, либо в виде клеевого раствора, включающего клей и отвердитель, либо в виде раздельно наносимых отдельных компонентов. Различают способы нанесения клея в виде жгутов и в виде пленки. Для нанесение клея на деревянные элементы или деревянные детали 10, равномерно и тщательно нагретые по всему поперечному сечению 8, используют мочевино-формальдегидную смолу (МФ), меламино-мочевино-формальдегидную смолу (ММФ), меламино-мочевино-фенол-формальдегидную смолу (ММФФ), фенол-резорцино-формальдегидную смолу (ФРФ), резорцино-формальдегидную смолу и фенол-формальдегидную смолу, а также поливинилацетатные клеи, эпихлоргидриновые клеи, их смеси и другие клеи, традиционно используемые при обработке дерева, например однокомпонентные и многокомпонентные полиаддукты, как для склеивания несущих деревянных деталей 10, так и для ненесущих деревянных деталей 10.
Клеящая и прессовая установка 1, показанная на фиг.1, включает нагревательную установку 3, через которую в направлении канала 2 проходят деревянные элементы или деревянные детали 10. Работой клеящей и прессовой установки 1 может управлять оператор со щита управления 52.
Установка для нанесения клея 12 включает первое устройство 13 для нанесения клея и второе устройство 14 для нанесения клея, которыми можно управлять как в отдельности, так и параллельно друг с другом. Таким образом, на одном из устройств 13 или 14 может быть нанесена пленка клея или клеящего компонента, тогда как при помощи другого устройства 13 или 14 установки для нанесения клея 12 на деревянный компонент или деревянную деталь 10 может наноситься клей или клеящий компонент в виде жгута. После прохождения через установку для нанесения клея 12 деревянные детали/деревянные элементы 10, покрытые клеевым раствором, включающим клей и отвердитель, или клеем, транспортируются при помощи конвейера 21, выполненного, например, в виде роликов, в прессовую установку.
Тогда как стадия нагревания на линии обработки 20 деревянных элементов/деревянных деталей 10 обозначена позицией 17, стадия нанесения клея или клеящих компонентов в случае использования клеевых систем, которую осуществляют в установке для нанесения клея 12, обозначена позицией 18. За стадией нанесения клея или клеящих компонентов клеевой системы следует стадия прессования 19, которая представляет собой часть процесса обработки 20. Длина деревянного элемента/деревянной детали 10 обозначена позицией 16, тогда как позицией 15 обозначена ширина деревянных элементов/деревянных деталей 10. В ходе процесса прессования, обозначенного позицией 19, происходит реакция клея или клеящих компонентов клеевой системы, нанесенных в установке для нанесения клея 12. Соответственным образом подготовленные деревянные элементы/деревянные детали 10 подают в поперечном направлении 22 в прессовую установку 23. В этой установке отдельные деревянные элементы/деревянные детали 10 длиной 16 и шириной 15 укладывают слоями поверх друг друга. По достижении высоты 28 стопки на полученный таким образом конструктивный деревянный компонент 10 устанавливают один или более пуансонов 24. Пуансоны 24, удерживаемые на основе 25 прессовой установки 23, могут нагружаться определенным заданным давлением, создаваемым при помощи гидравлических или пневматических средств, приводимых в действие совместно или раздельно. Давление, оказываемое на клееные деревянные элементы или деревянные детали 10, может прилагаться либо по вертикали, либо по горизонтали, при этом давление может одновременно прилагаться в обеих плоскостях. Обычно пуансоны 24 прессовой установки 23 установлены на расстоянии от 30 до 50 см друг от друга.
На фиг.2 показан вид прессовой установки спереди, представленной на фиг.1 в виде сверху, и в которой подготовленные к прессованию деревянные элементы/деревянные детали, последовательно уложены слоями.
Как видно на схеме на фиг.2, подготовленный к прессованию отдельный элемент, на который был нанесен слой клея, укладывают на другой элемент, расположенный на опорной поверхности 30, представленную основой 25 прессовой установки. Как видно из схемы на фиг.2, деревянный элемент/деревянная деталь 10, расположенная в прессовой установке 23 и подготовленная к прессованию и высушиванию, включает первый отдельный элемент 34, второй отдельный элемент 35, третий отдельный элемент 36, четвертый отдельный элемент 37, пятый отдельный элемент 38, шестой отдельный элемент 39 и расположенный на основе снизу седьмой отдельный элемент 40. Используя эту последовательность слоев получают, например, массивную клееную древесину, которую используют в качестве несущих балок, используемых в строительстве многофункциональных залов и для подобных целей. После того как элементы 34-40 были уложены в стопку с высотой 28, применяют гидравлическую или пневматическую установку 31, которая нагружает пуансон 24. Вместо гидравлической или пневматической установки 31, которая схематически представлена на фиг.2 и соединена с системой подачи 32, для создания давления могут использоваться винтовые прессы с механическими приводами для приведения пуансонов 24 в контакт с поверхностью клееного деревянного элемента/деревянной детали 10, которая подлежит прессованию. Давящая сила 33, прилагаемая поверхностью 26 пуансона 24 к поверхности деревянного компонента/деревянной детали 10, прилагается коаксиально оси 27 симметрии уложенных в стопку слоев деревянного компонента/деревянной детали 10. Кроме того, с целью избежания наклона или соскальзывания слоев стопки, которая подлежит прессованию, во время прессования по вертикали может прикладываться давление в горизонтальном направлении по отношению к уложенным стопкой слоям деревянного компонента или деревянной детали 10. Максимальная ширина подлежащего прессованию деревянного элемента/деревянной детали 10 обозначена на схеме, представленной на фиг.2, позицией 29.
При помощи коротко-тактового способа производства конструктивных или листовых деревянных элементов/деревянных деталей 10, предложенного настоящим изобретением, время выдержки, необходимое для отверждения клея или клеевой системы в прессовой установке 23 согласно схеме на фиг.2, может быть значительно сокращено, а в отдельных случаях сокращено даже более чем в два раза. За счет коротко-тактового способа, предложенного настоящим изобретением, в частности, благодаря равномерному нагреванию по всему поперечному сечению 8 подлежащих склеиванию деревянных элементов/деревянных деталей 10, с одной стороны, достигается сокращение времени обработки и прессования, а с другой - уменьшение расходования клея, независимо от того, используют ли клеевые компоненты в отдельности или клеевую систему. Оба фактора приводят к значительному повышению продуктивности клеящей и прессовой установки 1, показанной на фиг.1.
Перечень позиций чертежей
Реферат
Изобретение относится к способу изготовления клееных деревянных деталей и деревянных элементов. Описан способ для получения клееных деревянных деталей или деревянных элементов с использованием клеевых систем, причем нанесение клея на нагретые деревянные детали или деревянные элементы осуществляют путем раздельного нанесения клеящей смолы и отверждающего агента (связующего) или клеевой системы, представляющей собой смесь клеящей смолы и отверждающего агента. Перед нанесением клея на деревянные детали или деревянные элементы осуществляют равномерный нагрев по всему поперечному сечению деревянных деталей или деревянных элементов с помощью микроволнового излучения. Также описано применение способа для получения профиля массивной древесины. Технический результат - сокращение времени прессования деревянных деталей и деревянных элементов, повышение производительности производства клееных конструктивных деревянных деталей и деревянных элементов. 3 н. и 7 з.п. ф-лы, 2 ил.
Комментарии